
Чертежи для станков ручной ковки: применение, особенности инструмента, технология ковки. Чертежи для создания своими руками (130 фото)
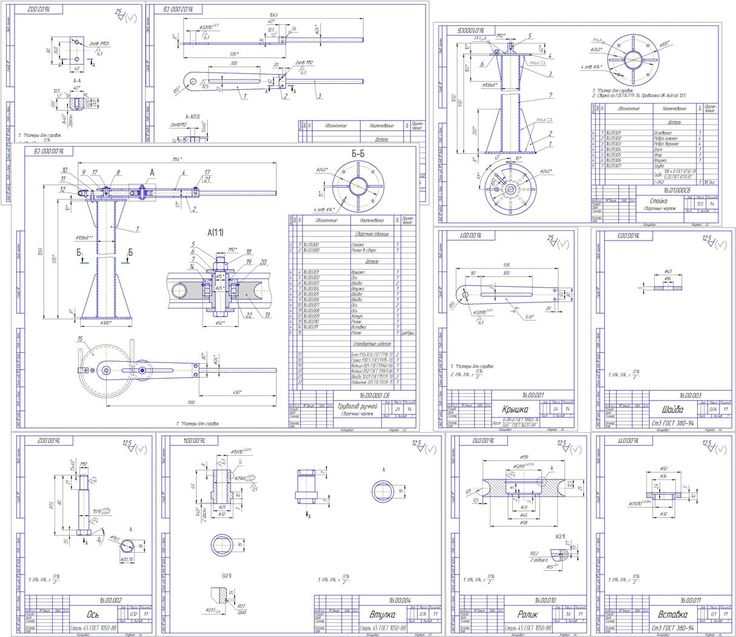
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Кованые элементы пользуются спросом у клиентов различных категорий. Детали обладают разнообразием видов, реализуются по низким ценам, позволяют украшать различные изделия и создавать интересные композиции, легко крепятся к предметам посредством сварки, просты в уходе, отличаются долговечностью и привлекательным дизайном.
Востребованной категорией кованых элементов являются завитки различных конфигураций. Они прекрасно дополняют дизайн небольших изделий для интерьеров и массивных конструкций для внешнего облика зданий.
Производители предлагают обширный ассортимент спиралевидных элементов. Существует альтернатива – приобретение или изготовление оборудования, что позволяет создавать своими руками завитки разнообразных видов и размеров.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Для более крупных изделий необходим механический привод.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением.
 Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Создание станка для холодной ковки своими руками © Геостарт
Рубрика: Инструменты и оборудование
Изготовление кованых изделий выполняется с помощью горячей и холодной обработки. Холодный способ не потребует особых навыков, но для его выполнения необходимы специальные инструменты. Есть разные чертежи станков для ковки, множество из которых подходят для самостоятельного изготовления прибора.
Особенности изготовления
Делаются кованые металлические детали в результате деформации, во время работ необходимо обращать внимание на некоторые свойства материала.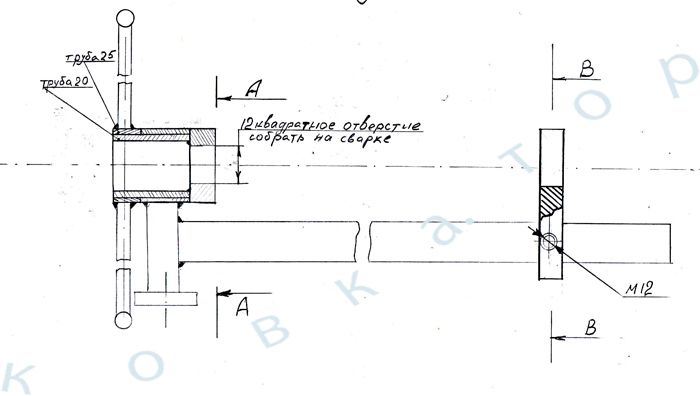
Структура специальной решетки металла сделана из зерен, которые имеют неправильную форму. Инструмент, применяемый для ковки, действует на нее и приводит к изменению вида элемента. Огромное значение имеет выбор чертежей для станков , так как заготовка должна сохранять свои начальные характеристики.
Есть некие правила, соответствие которым дает шанс на получение нужного результата:
- Изготовление определенной конфигурации возможно с помощью нескольких приспособлений.
- Перед началом создания выполняется расчет параметров формируемых элементов.
- Прутки, применяемые для заготовок, могут иметь разный диаметр, который выбирают с учетом уровня сложности техники и ее использования.
- Обработке подвергается лишь низкоуглеродистая сталь, так как иные виды не имеют нужной пластичности.
Ручные станки для холодной работы можно сделать своими руками, нужно лишь разобраться в тонкостях применения инструмента и подобрать хороший чертеж.

Ручной станок гнутик
«Гнутик» нужен для изготовления углов разной конфигурации. Его главными конструктивными частями считаются движущий упор и два вала, разложенные на стальной пластине.
- Самодельные гибочные станки для холодной работы подобного вида должны изготавливаться в соответствии с определенными особенностями. Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
- Приспособление делается из специальной стали, так как на него в процессе налагаются огромные нагрузки. Стоит отметить возможность сбора разных деталей.
Твистер и улитка
Сейчас художественная ковка не обойдется без элементов в форме шнека. Их изготовление обеспечивают специальные инструменты для качественной ковки под названием «твистер» . Они имеют уникальную особенность, которая заключается в прокручивании прута вдоль оси. Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
«Улитка» похожа на простой станок для ковки, сделанный своими руками, который обеспечивает создание спиралей с нужным количеством витков. Он пользуется огромной популярностью и может приспосабливаться для создания желаемого изделия. Инструмент оснащен ручным или электрическим приводом, вид которого выбирают в соответствии с интенсивностью использования.
Как сделать станок для холодной сварки своими (видео)
Материалы для работы
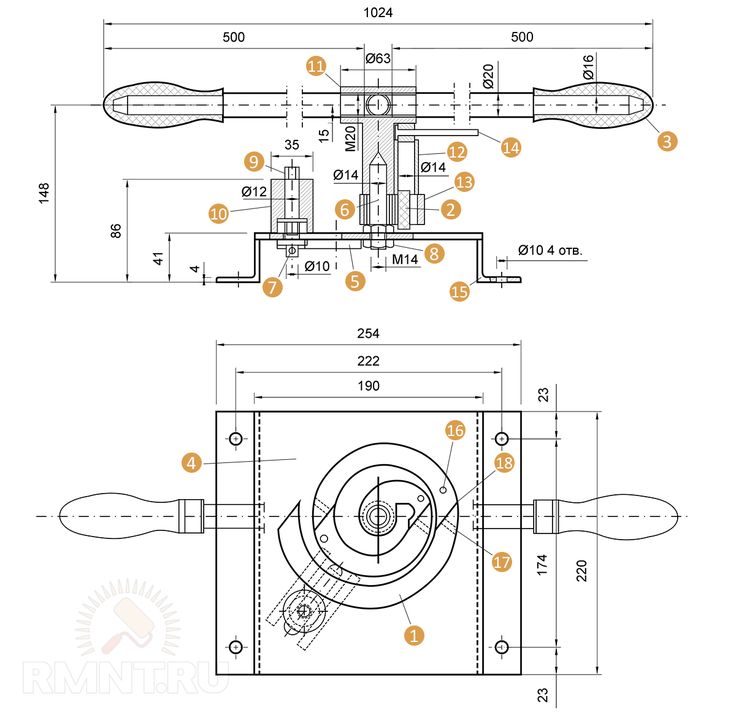
Вначале нужно вычертить спираль одинаковым шагом всех витков. При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Дальше нужно будет вырезать пластину размером 20×20 см из листа стали. Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
После этого отрезается кусок прута с длиной, которая равняется ширине стальной полосы. Самое важное, чтобы она не превысила этот параметр, так как это может привести к травме в процессе работы. Прут нужен для укрепления материала на первом шаге изготовления изделия, чтобы предотвратить свободный ход в одном месте.
От профилированной трубы отрезают кусок с длиной в 10 см. Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы.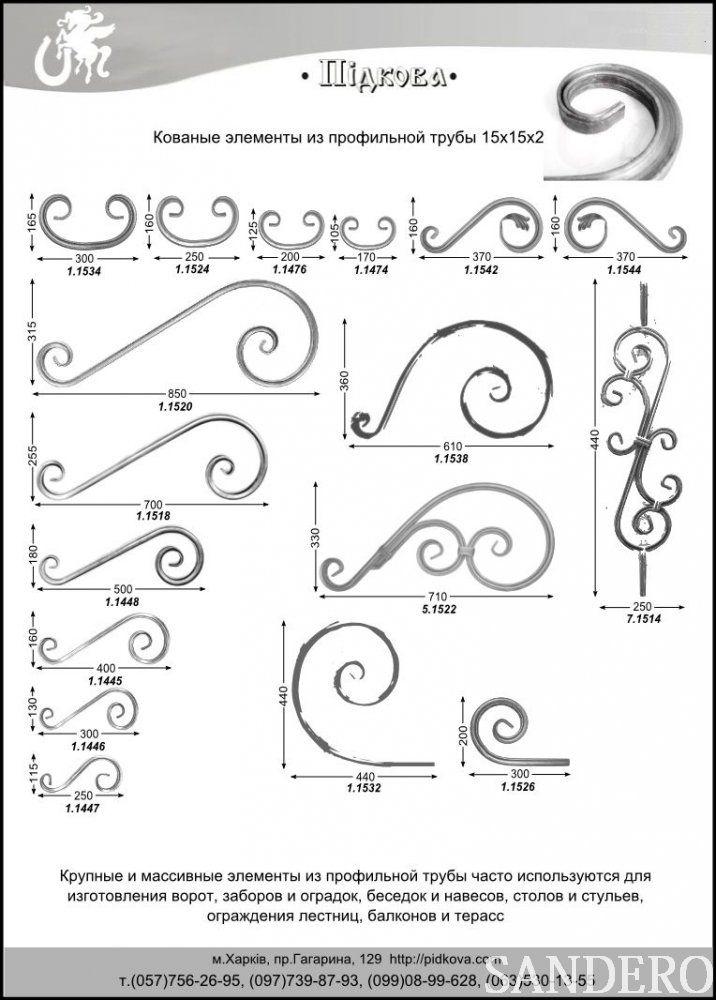 Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
автор Миронова Мария |
Геодезические измерения: виды, классификация и характеристики.
Пример заполнения страницы журнала измерения направлений
Геодезические сети, классификация и способы их развития
Калькулятор расчета
цен на кадастровые
работы
Расчитать
Глава 11. Текстурно-структурный анализ руд
Медные трубы для отопления: виды, специфика маркировки + особенности применения
Какой водосток лучше — пластиковый или металлический? Сравнительный обзор
1910.218 — Машины кузнечные. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.218 — Машины кузнечные.
Общие требования —
1910.218(а)(1)
Использование свинца . Требования безопасности настоящего подпункта распространяются на свинцовые отливки или другое использование свинца в кузнечном или штамповочном цехе.
1910.218(а)(1)(и)
Термостатический контроль нагревательных элементов должен быть обеспечен для поддержания надлежащей температуры плавления и предотвращения перегрева.
1910.
Стационарные или постоянные установки свинцовых электролизеров должны быть отработаны.
1910.218(а)(1)(iii)
Переносные устройства должны использоваться только в помещениях с хорошей общей вентиляцией помещения.
1910.218(а)(1)(iv)
Необходимо использовать средства индивидуальной защиты (перчатки, защитные очки, фартуки и другие предметы).
1910.218(а)(1)(в)
Должен быть предусмотрен закрытый контейнер для хранения остатков шлака.
1910.218(а)(1)(vi)
Оборудование должно содержаться в чистоте, особенно от скоплений желтого оксида свинца.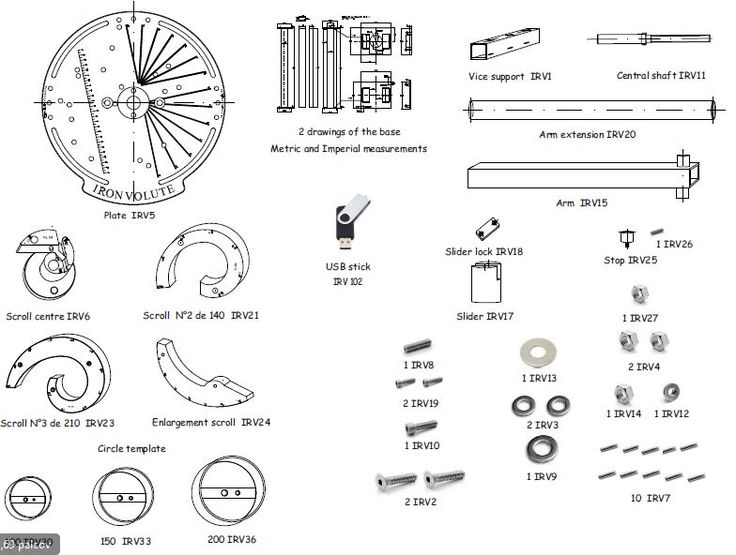
1910.218(а)(2)
Осмотр и техническое обслуживание . Работодатель несет ответственность за поддержание всего оборудования кузнечного цеха в состоянии, обеспечивающем непрерывную безопасную работу. В эту ответственность входит:
1910.218(а)(2)(и)
Организация периодических и регулярных проверок безопасности при техническом обслуживании и ведение сертификационных записей этих проверок, которые включают дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемой кузнечной машины.
1910.218(а)(2)(ii) Планирование и регистрация проверок ограждений и защитных устройств на месте эксплуатации через частые и регулярные промежутки времени. Запись инспекций должна быть в форме сертификационной записи, которая включает дату проведения инспекции, подпись лица, проводившего инспекцию, и серийный номер или другой идентификатор проверяемого оборудования.
Запись инспекций должна быть в форме сертификационной записи, которая включает дату проведения инспекции, подпись лица, проводившего инспекцию, и серийный номер или другой идентификатор проверяемого оборудования.
1910.218(а)(2)(iii)
Обучение персонала надлежащему осмотру и обслуживанию кузнечных машин и оборудования.
1910.218(а)(2)(iv)
Все потолочные части должны быть закреплены или защищены таким образом, чтобы они не слетели или не упали в случае поломки.
Молотки и прессы .
1910.218(а)(3)(и)
Все молоты должны располагаться или устанавливаться таким образом, чтобы они оставались на фундаменте или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.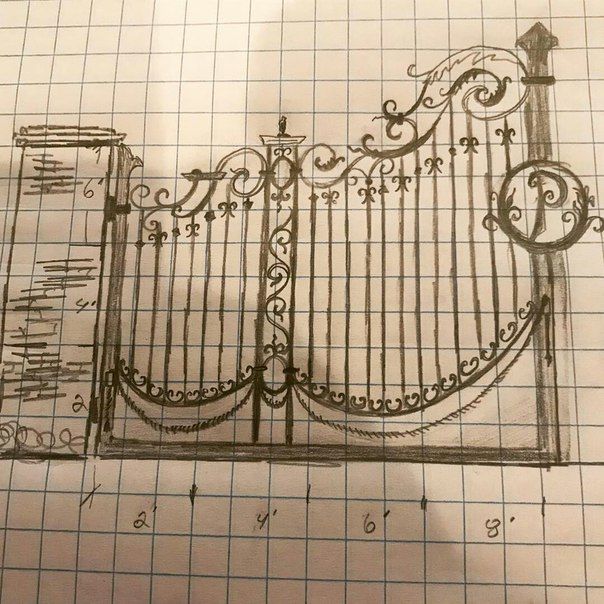
1910.218(а)(3)(ii)
Все прессы должны быть установлены таким образом, чтобы они оставались на своих местах или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
Таблица O-11 – Прочность и размеры деревянных стоек
| 4 х 4 | 16 | 5000 | 80 000 | 10 | 8 000 | 44 |
| 6 х 6 | 36 | 5000 | 180 000 | 10 | 18 000 | 66 |
| 8 х 8 | 64 | 5000 | 320 000 | 10 | 32 000 | 88 |
| 10 х 10 | 100 | 5000 | 500 000 | 10 | 50 000 | 100 |
| 12 х 12 | 144 | 5000 | 720 000 | 10 | 72 000 | 132 |
1 Сноска Фактический размер.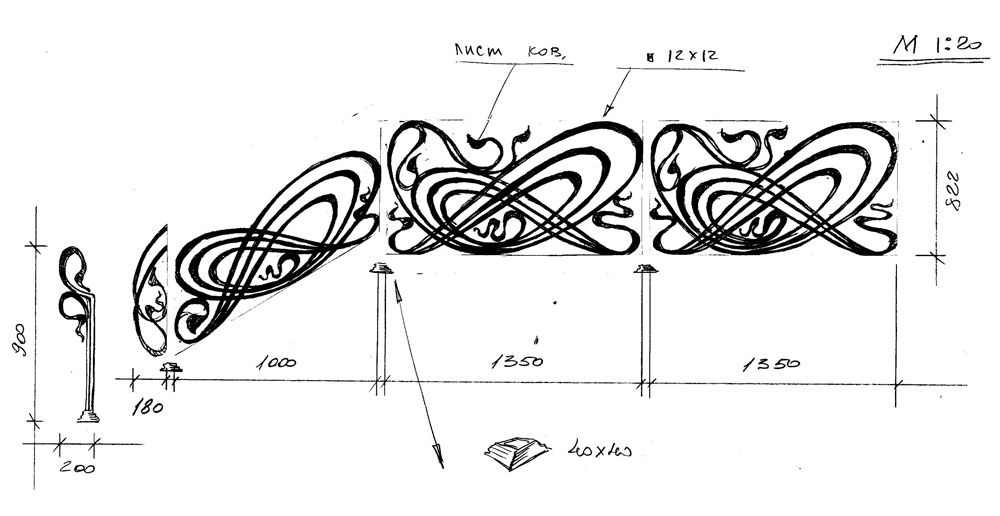
2 Сноска Адаптировано из Технического бюллетеня Министерства сельского хозяйства США 479. Рекомендуются твердые породы древесины, чья предельная прочность на раздавливание при сжатии параллельно волокнам составляет 5000 фунтов на квадратный дюйм. (фунтов на квадратный дюйм) или выше.
3 Формула коэффициента гибкости для коротких колонн: L/d = 11, где L = длина бревна в дюймах и d = наименьший размер в дюймах; это отношение не должно превышать 11.
1910.218(а)(3)(iii)
Должны быть предусмотрены средства для отключения питания машины и блокировки или приведения в нерабочее состояние органов управления циклами.
1910.218(а)(3)(iv)
Ползун должен быть заблокирован при замене штампов или других работах с молотом. Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.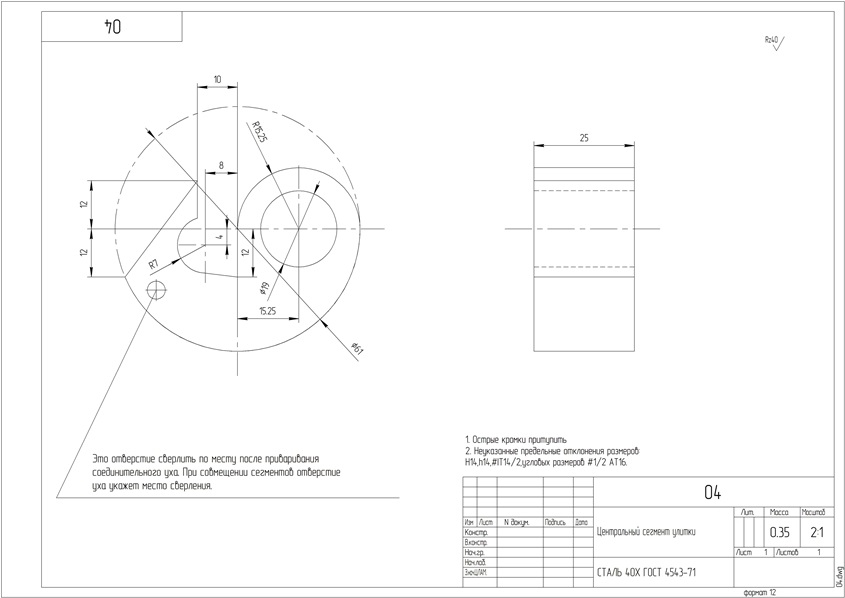
1910.218(а)(3)(в)
Клещи должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(а)(3)(vi)
Масляные тампоны, средства для удаления накипи или другие приспособления для удаления накипи должны быть предоставлены. Эти приспособления должны быть достаточно длинными, чтобы человек мог дотянуться до матрицы по всей ее длине, не помещая руку или руку между матрицами.
1910.218(а)(3)(vii)
Погрузочно-разгрузочное оборудование должно иметь достаточную прочность, размеры и размеры для безопасного выполнения операций по штамповке.
1910.218(а)(3)(viii)
На задней стороне каждого молотка должна быть предусмотрена прочная защита от накипи, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(а)(3)(ix)
На задней стороне каждого пресса должна быть предусмотрена прочная защита от окалины, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(б)
Молотки обычные —
1910.218(б)(1)
Ключи . Ключи и прокладки должны быть изготовлены из материала, который не будет чрезмерно трескаться или раскалываться.
1910.218(б)(2)
Устройства с ножным управлением . Все устройства с ножным управлением (например, педали, рукоятки, клапаны и переключатели) должны быть существенно и эффективно защищены от непреднамеренного срабатывания.
1910.218 (с)
Прессы . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218 (г)
Молоты с механическим приводом —
1910.218(г)(1)
Безопасная головка цилиндра . Каждый паровой или пневматический молот должен иметь предохранительную головку цилиндра, которая действует как подушка на случай поломки штока или выдергивания плунжера.
1910.218(г)(2)
Запорный вентиль . Паровые молоты должны быть снабжены быстрозакрывающимся аварийным клапаном на входном трубопроводе в удобном месте.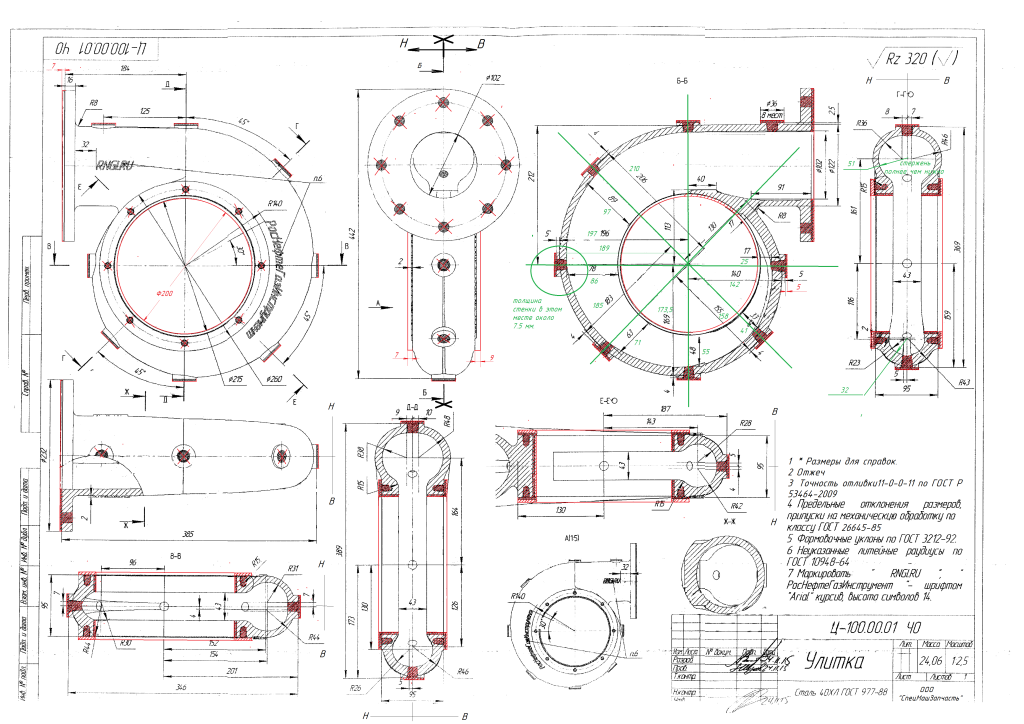 Этот клапан должен быть закрыт и зафиксирован в выключенном положении во время регулировки, ремонта или обслуживания молота или при замене штампов.
Этот клапан должен быть закрыт и зафиксирован в выключенном положении во время регулировки, ремонта или обслуживания молота или при замене штампов.
1910.218(г)(3)
Слив цилиндра . Паровые молоты должны быть снабжены средствами опорожнения цилиндра, такими как устройство самоосушения или быстродействующий сливной кран.
1910.218(г)(4)
Напорные трубы . Паровые или воздушные трубопроводы должны соответствовать спецификациям американского национального стандарта ANSI B31.1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е)
Гравитационные молоты —
1910. 218 (е) (1)
218 (е) (1)
Пневматические молоты .
1910.218(д)(1)(я)
Пневматические молоты должны иметь головку безопасного цилиндра, как требуется в пункте (d)(1) настоящего раздела.
1910.218(е)(1)(ii)
Пневматические молоты должны иметь воздушный запорный клапан, как требуется в пункте (d)(2) настоящего раздела.
1910.218(е)(1)(iii)
Пневматические молоты должны быть снабжены двумя сливными кранами: один на главном головном цилиндре и один на зажимном цилиндре.
1910.218(е)(1)(iv)
Воздушные трубопроводы должны соответствовать спецификациям ANSI B31. 1.0-1967, Силовые трубопроводы с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1.0-1967, Силовые трубопроводы с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е) (2)
Молотки для досок .
1910.218(д)(2)(я)
Должна быть предусмотрена подходящая оболочка для предотвращения падения поврежденных или отсоединенных досок. Корпус доски должен быть надежно закреплен на молоте.
1910.218(е)(2)(ii)
Все основные узлы и фитинги, которые могут ослабнуть и упасть, должны быть надлежащим образом закреплены на месте.
1910.218(ф)
Ковочные прессы —
1910. 218(ф)(1)
218(ф)(1)
Механические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(е)(1)(я)
Питание пресса должно быть заблокировано.
1910.218(е)(1)(ii)
Маховик должен находиться в состоянии покоя.
1910.218(е)(1)(iii)
Штанга должна быть заблокирована материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910.218(ф)(2)
Гидравлические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(ф)(2)(и)
Гидравлические насосы и силовое оборудование должны быть заблокированы.
1910.218(е)(2)(ii)
Плунжер должен быть заблокирован материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910.218(г)
Обрезные прессы —
1910.218(г)(1)
Прессы для горячей обрезки . Требования параграфа (f)(1) настоящего раздела также применяются к прессам для горячей обрезки.
1910.218(г)(2)
Прессы для холодной обрезки . Прессы для холодной обрезки должны быть защищены в соответствии с § 1910.217(c).
1910.218(ч)
Нарушители —
1910.218(ч)(1)
Общие требования . Все высадки должны быть установлены так, чтобы они оставались на своих опорных основаниях.
1910.218(ч)(2)
Блокировки . Установщики должны быть снабжены средствами для блокировки питания в точке его входа в машину и приведения в нерабочее состояние ее органов управления циклами.
1910.218(ч)(3)
Ручное управление . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218(ч)(4)
Щипцы . Щипцы должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(ч)(5)
Замена штампов . При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
1910.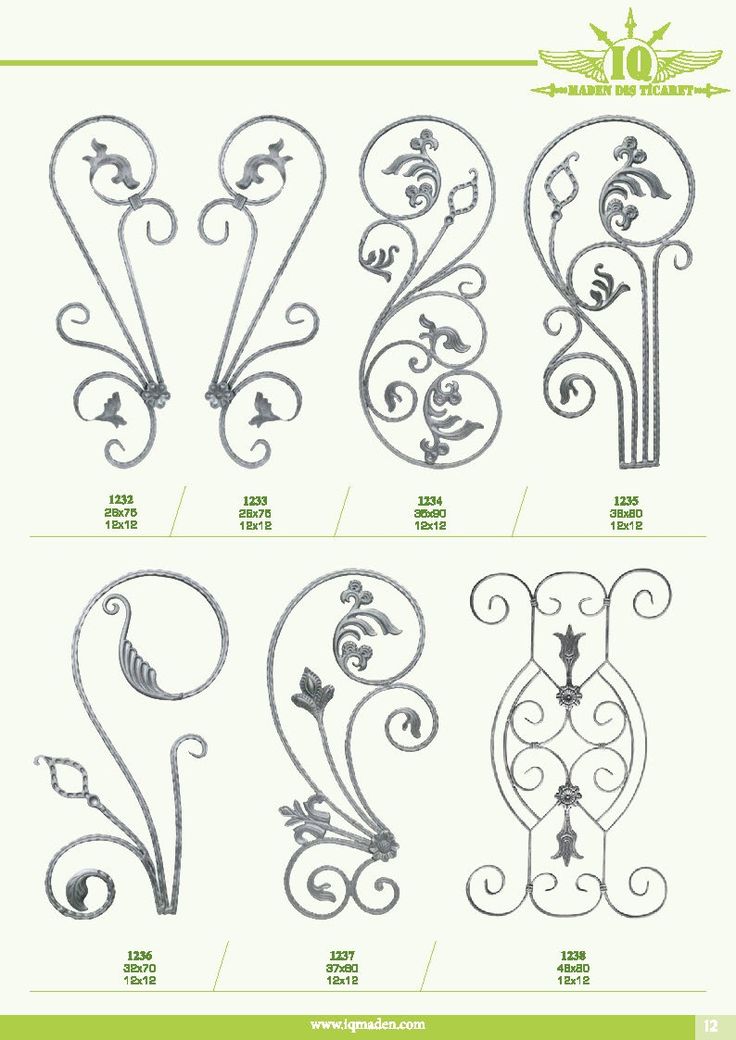 218(я)
218(я)
Другое кузнечное оборудование —
1910.218(я)(1)
Болтовая головка . Положения параграфа (h) настоящего раздела должны применяться к головке болтов.
1910.218(я)(2)
Изготовление заклепок . Положения параграфа (h) настоящего раздела применяются к изготовлению заклепок.
1910.218(к)
Другое кузнечное оборудование —
1910.218(к)(1)
Заготовочные ножницы . Должно быть предусмотрено устройство блокировки принудительного типа для отключения питания ножниц.
1910.218(к)(2)
Пилы . Каждая пила должна быть снабжена защитным кожухом из листового металла толщиной не менее одной восьмой дюйма, предназначенным для предотвращения летящих искр.
1910.218(к)(3)
Конвейеры . Оборудование для передачи энергии конвейера должно быть ограждено в соответствии с ANSI B20.1-19.57, Кодекс безопасности для конвейеров, канатных дорог и сопутствующего оборудования, который включен посредством ссылки, как указано в § 1910.6.
1910.218(к)(4)
Дробеструйная обработка . Камера очистки должна иметь двери или ограждения для защиты операторов.
1910. 218(к)(5)
218(к)(5)
Шлифование . При шлифовальных операциях должны использоваться средства индивидуальной защиты, а оборудование должно использоваться и обслуживаться в соответствии с ANSI B7.1-19.70, Кодекс безопасности при использовании, уходе и защите абразивных кругов, который включен посредством ссылки, как указано в § 1910.6 и § 1910.215.
[39 FR 23502, 27 июня 1974 г., в редакции 49 FR 5323, 10 февраля 1984 г.; 51 FR 34561, 29 сентября 1986 г.; 61 ФР 9227, 7 марта 1996 г.]
Качественный ковочный пресс — Lien Chieh Machinery
»Главная»Продукция»Кузнечные прессы
Ковочный пресс LCM
Тоннаж: 5000 тонн
Площадь балки: 3800 x 2400 мм
Особенность
- Очень точное и надежное нажатие
- Высокоэффективные двигатели, клапаны и насосы
- Универсальность
- Многие встроенные функции безопасности
- Доступны прессы для холодной и горячей штамповки
Lien Chieh предлагает широкий ассортимент настраиваемых прессов для горячей и холодной штамповки, в которых используются локализованные
сжимающие силы, превращающие металл в очень твердые объекты.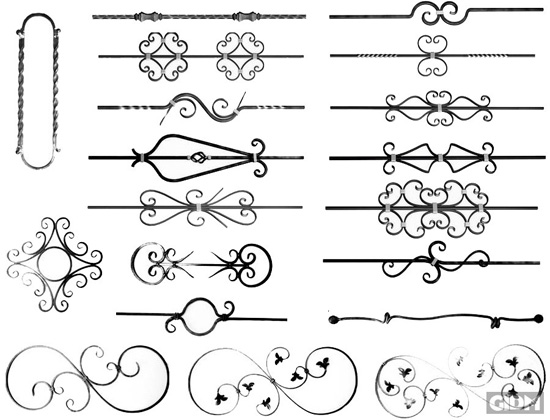 Имея многолетний опыт производства, мы также
предлагаем узкоспециализированные ковочные прессы и комплексные решения, такие как полностью автоматизированная ковка корпусов
производственные линии и кузнечные прессы в сочетании с автоматизированными робототехническими системами.
Имея многолетний опыт производства, мы также
предлагаем узкоспециализированные ковочные прессы и комплексные решения, такие как полностью автоматизированная ковка корпусов
производственные линии и кузнечные прессы в сочетании с автоматизированными робототехническими системами.
Все модели прессов доступны как в системах горячей, так и в холодной штамповке, и могут быть изготовлены с максимальной производительностью. как 15000тн. Прессы горячей штамповки хорошо подходят для производства ручного инструмента, автомобильной и велосипедной промышленности. компоненты, кованые детали из титана и другие мелкие металлические детали. Прессы для холодной ковки лучше подходят для ковка с точным допуском, используемая в производстве прецизионных автомобильных компонентов, деталей двигателей, аэрокосмической промышленности компонентов, а также деталей из стали, алюминия, меди и титана.
Наши прессы могут быть оснащены автоматическими системами передачи для быстрого и автоматизированного массового производства. Все наше
прессы имеют скользящие замки безопасности, световые завесы и настраиваемые многофункциональные экраны HMI. Мы всегда используем
высококачественные насосы Bosch Rexroth и европейские уплотнения и набивки для точной работы и длительного срока службы
срок службы. В целом наши ковочные прессы установлены по всему миру от США до Японии, и
уделяя особое внимание технологическому развитию, мы стремимся постоянно предлагать нашим клиентам долговечные и
машины высокой производительности.
Артикул
LCM может предложить машины горячего и холодного прессования различных размеров, от 200 тонн до
огромная грузоподъемность 15 000 тонн. Благодаря нашему профессиональному опыту проектирования мы также можем изготовить гидравлические тепловые насосы на заказ.
ковочные прессы и даже полностью автоматизированные линии по производству корпусной ковки. Ниже смотрите различные
типы ковочных прессов, которые мы можем изготовить.
| Вес: 2000 тонн Площадь надрессорной балки: 2000 x 2000 мм | Вес: 8000 тонн Площадь надрессорной балки: 2500 x 1900 мм |
| Вес: 12000 тонн Площадь надрессорной балки: 2700 x 2500 мм | Гидравлический пресс для горячей штамповки Вес: 400 тонн Площадь балки: 805 x 750 мм |
| Полностью автоматизированная линия поковки корпусов Вес: 125 ~ 3000 тонн Площадь надрессорной балки: 810 x 950 мм / 810 x 1150 мм / 915 х 1095 мм / 1375 х 1675 мм / 1525 х 1880 мм | 7500-тонный гидравлический пресс холодной/горячей штамповки размером 60 x 60 дюймов, установленный в США. |
| 1600-тонная балка размером 1400 x 1400 мм Гидравлический пресс для холодной штамповки установлен в Индии. 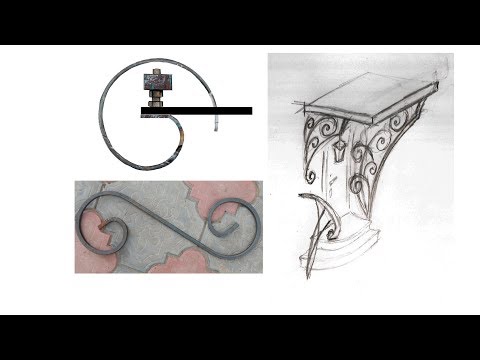 | |
Приложение
Прессы для горячей и холодной штамповки обычно используются для производства прецизионных автомобильных компонентов, запчасти для велосипедов, ручные инструменты и многие другие мелкие прецизионные компоненты. Имея широкий диапазон размеров, наша Кузнечные прессы могут быть изготовлены по индивидуальному заказу, чтобы удовлетворить потребности как небольших мастерских, так и очень крупных заводов.
HD Video
Спецификация
Lieh производит консервные прессы. Кроме горячей и холодной ковки прессы, а также широкий спектр гидравлических ковочных прессов специального назначения.