Чертежи для трубогиба профильной трубы своими руками: Трубогиб для профильной трубы своими руками: чертежи, размеры
Изготовление трубогиба для профильной трубы своими руками
Изготовление трубогиба для профильной трубы своими руками
Многим домашним умельцам приспособление для гибки труб было бы весьма кстати, но покупать такой станок не каждому по карману. Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Подбираем материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал: станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
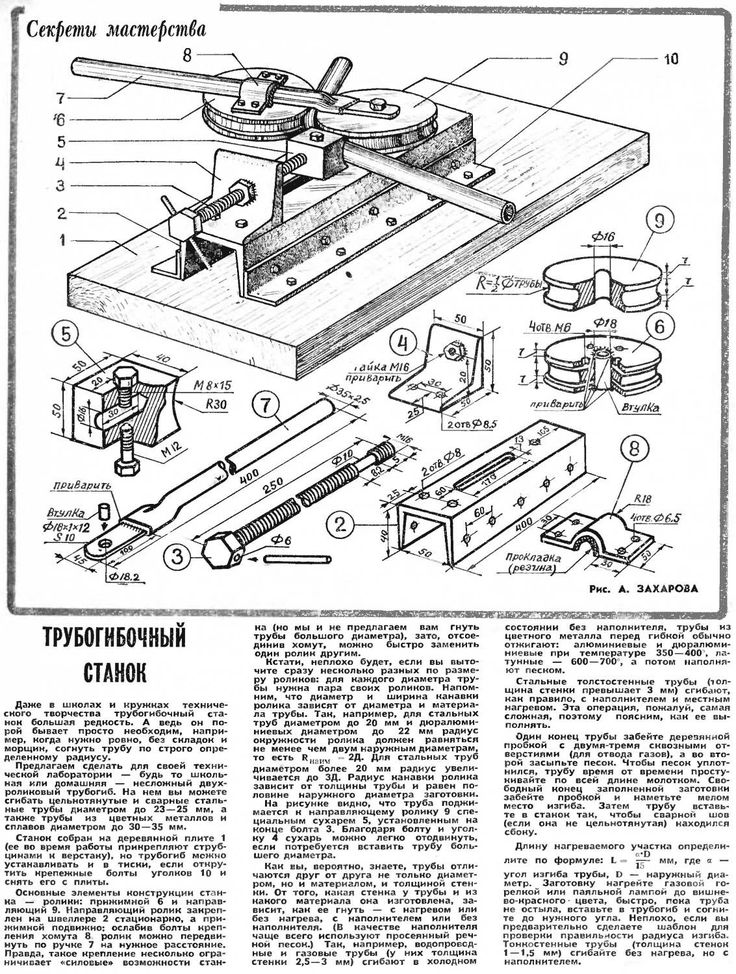
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того. Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам. Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить.
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок. Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Источник: www.rmnt.ru
Трубогиб для профильной трубы своими руками
Изготовить трубогиб своими руками непросто, но вполне возможно, внимательно следуя изложенной ниже инструкции. Мы настоятельно рекомендуем перед началом работы иметь перед глазами чертеж будущего агрегата. В противном случае конечный результат может вас удивить. Если чертежей нет — не беда, возможно вы сможете изготовить трубогиб по фотографиям и видео, размещенным в нашем подробном мастер-классе.
Содержание статьи:
- Пошаговая инструкция по изготовлению своими руками
- Видео-обзор: Трубогиб для профильных труб своими руками
Пошаговая инструкция по изготовлению своими руками
Из стальных листов вырезаются две одинаковые заготовки, и в них дрелью просверливаются отверстия для монтажа прокаточных колесиков. Два нижних ролика будут установлены стационарно, и для них просверливаются отверстия по диаметру оси, на которую они будут надеты. Верхний ролик должен быть подвижным, поэтому для его установки электролобзиком выпиливается продольное отверстие, как на фото.
Чтобы заготовки получились одинаковые, их можно вырезать и сверлить в них отверстия одновременно, скрепив листы двусторонним скотчем. Для подвижного ролика отверстие сначала сверлится дрелью в двух крайних точках, а пространство между ними выбирается электролобзиком. В отверстия на одной из пластин вставляются болты, на них надеваются ролики, приспособленные из канатных шкивов, а сверху надевается вторая пластина. Между колесиками и стенками корпуса на болты надеваются шайбы, которые будут фиксировать ролики, и в тоже время не дадут им зажаться между двумя плоскостями. С обратной стороны на болты накручиваются гайки.
В результате получается вот такая конструкция — это основной узел нашего механизма.
Теперь к нижней части привариваем основание. Оно должно быть достаточно широким, чтобы ручной трубогиб обладал устойчивостью. В верхней части между стенками, по центру над подвижным роликом, привариваем гайку для прижимного болта.
Далее изготавливаем П-образную деталь с расстоянием между стойками, равным расстоянию между пластинами, включая их толщину. В нижних частях детали просверливаем отверстия для крепления к корпусу трубогиба — она будет привинчиваться на осевой болт подвижного колесика. В верхней части П-образной детали просверливается отверстие для прижимного болта.
В нижних частях детали просверливаем отверстия для крепления к корпусу трубогиба — она будет привинчиваться на осевой болт подвижного колесика. В верхней части П-образной детали просверливается отверстие для прижимного болта.
Теперь к шляпке прижимного болта приваривается рычаг, и он вставляется в отверстие П-образной детали и монтируется на корпус.
Готовый механизм для устойчивости фиксируется к столу при помощи струбцин, а по окончании работы просто снимается.
Стальные пластины можно заменить более мягкими дюралюминиевыми, но в этом случае их нужно укрепить боковыми ребрами жесткости.
К содержанию ↑
Видео-обзор: Трубогиб для профильных труб своими руками
Видео-обзор: Трубогиб для профильных труб своими руками
На трубогибе этой несложной конструкции можно прокатывать не очень жесткие трубы вручную. Но если возникнет необходимость изогнуть профильную трубу со стенкой более 2 мм, к трубогибу легко приделать ручку.
К содержанию ↑
Но если возникнет необходимость изогнуть профильную трубу со стенкой более 2 мм, к трубогибу легко приделать ручку.
К содержанию ↑
Схемы и чертежи для изготовления
Приступая к изготовлению даже самой простой конструкции, нужны предварительные расчеты, которые облегчат работу. Сделать их человеку без специальной подготовки не по силам. А вот если есть уже готовые чертежи или схема, для знающего мужчины не составит труда собрать несложное устройство, в том числе и трубогиб для профильной трубы своими руками. Мы рекомендуем воспользоваться чертежами, к которым приложены подробные описания по изготовлению трубогибных приспособлений.
Схема одного из трубогибов, который можно сделать в домашних условиях не уступающий заводскому.
Это пример чертежа, более полную его версию можно приобрести тут.
Изготовление механизма своими руками обходится намного дешевле, чем цена его аналога заводского производства.
Материалы для изготовления трубогиба:
- Стальной или дюралевый лист для корпуса и основания.

- Ролики диаметром 15 — 20 см (3 штуки).
- 3 болта для осей. 3 гайки на них и 6 шайб.
- 1 прижимной болт с гайкой.
- Стержень для рычага.
- П-образная деталь.
Инструменты:
- Электролобзик.
- Электродрель.
- Сварочный аппарат.
- Рожковые ключи.
Читайте также:
- Трубогиб для профильной трубы: Цена
- Утеплитель для труб энергофлекс
- Заточный станок для цепи бензопилы
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 794 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками. Требования безопасности при работе с металлом
- Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали.
 Да и сделать идеальный радиус вручную практически невозможно.
Да и сделать идеальный радиус вручную практически невозможно. - При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно. О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
- Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться.
 Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.

- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя. Желательно проводить эти работы вдвоем.
- Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта. Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
- Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм.
 В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы. - Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью.
 Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу. - Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
Изготовление пресс-форм для гибки труб
- Форум
- Сварочные веб-дисциплины
- Машины – инструменты и методы резки
- Изготовление пресс-форм для гибки труб
05-06-2011 #1
Изготовление штампов для гибки труб
У меня в голове идея закрытого аэродинамического мотоцикла, и я смотрю на трубогибочные станки.
Прикрепленные изображения Необходимо согнуть большое количество трубок разных размеров.
Необходимо согнуть большое количество трубок разных размеров.Матрицы кажутся главной проблемой, так как они очень дорогие. Даже самые дешевые штампы стоят от 150 до 200 баксов. Я планирую сам построить трубогиб и использовать пневматическую / гидравлическую энергию для гибки.
Вот о чем я думаю. Видя, насколько дороги такие штампы, и мне нужно как минимум три размера, почему бы не сделать их самому?
Вот моя мысль. Почему бы не взять один из тех дешевых портовых трубогибов и не согнуть трубу сортамента 40 до нужного мне размера штампа. Так что, если мне нужен 1,5-дюймовый штамп, внутренняя часть графика 40 будет 1,5 дюйма. После изгиба разрежьте трубу сортамента 40 пополам с помощью плазменного резака.
Затем возьмите стальную пластину толщиной 3/8 дюйма и обрежьте ее по профилю изогнутой и отрезанной трубы сортамента 40.
Затем я приваривал две 3/8-дюймовые пластины к согнутой и обрезанной трубе сортамента 40, чтобы поддерживать профиль штампа.Затем я мог бы просверлить или вырезать на плазме отверстия, необходимые для штифтов и тому подобного.
 Для опорной матрицы для труб (не уверен, что она так называется) я бы просто разрезал прямую трубу сортамента 40 пополам и приварил ее к стальному блоку.
Для опорной матрицы для труб (не уверен, что она так называется) я бы просто разрезал прямую трубу сортамента 40 пополам и приварил ее к стальному блоку.Я думаю, что это устранит необходимость механической обработки блоков из стали или алюминия, поскольку это, по-видимому, является основной причиной расходов на штампы.
Полагаю, что таким образом я могу построить штамп примерно за 50 баксов материала.
Кто-нибудь видит проблемы с этим ходом мыслей?
Ответить с цитатой
05-06-2011 #2
Re: Изготовление штампов для трубогиба.
убедитесь, что вы наложили этот сварной шов на трубу с той стороны, которую вы не сохраняете, когда сгибаете ее, я вижу, что это работает, но, скорее всего, оставляет рубцы на трубке, которую вы сгибаете вместе с ней.
Миллер Хмт 350
Линкольн Лн-25
200x
л.с. Газосмеситель Смита AR/H
Тиг — это мое кунг-фу
Бросание десятицентовиков и плетение около
Инстаграм http://instagram.com/weldor_wes
[email protected]Ответить с цитатой
05-06-2011 #3
Re: Изготовление штампов для трубогиба.

Первоначально Послано StevefromOhio
Вот что я думаю. Видя, насколько дороги такие штампы, и мне нужно как минимум три размера, почему бы не сделать их самому?
Полагаю, что таким образом я могу построить штамп примерно за 50 баксов материала.
Кто-нибудь видит проблемы с этим ходом мыслей?
Вы потратите около 400 долларов труда на каждый кубик, и изготовленные вами кубики будут настолько хороши, насколько хороши мировоззрения, которые вы можете для них создать. Хотя они могут сделать изгиб или 3, повторяемость будет большой проблемой.Ищите подержанную модель JD Squared 3 на внедорожных сайтах. Вы будете на много миль впереди игры в мгновение ока.
А потом, после стольких усилий…… вы держите его в руке, и вы смотрите в свою сторону…… и бегун убегает. Оставить вас с призом, гадая, когда вернется бегун.

Ответить с цитатой
05-06-2011 #4
Re: Изготовление штампов для трубогиба.
Автор сообщения: Rojodiablo
Вы будете тратить около 400 долларов труда на каждый кубик, и изготовленные вами штампы будут настолько хороши, насколько хороши ваши мировоззрения.
 Хотя они могут сделать изгиб или 3, повторяемость будет большой проблемой.
Хотя они могут сделать изгиб или 3, повторяемость будет большой проблемой.Ищите подержанную модель JD Squared 3 на внедорожных сайтах. Вы будете на много миль впереди игры в мгновение ока.
Не уверен насчет того, чтобы потратить 400 долларов на оплату труда. Я нагнул какой-то график 40 и разрезал его уже пополам. У меня ушло около 15 минут общего времени. Я могу попробовать отрезать изогнутую трубу в следующий раз на моей ленточной пиле. Листовая сталь, которую я получу на следующей неделе, и мой круговой резак на плазменном резаке должен занять у меня около 5 минут, чтобы разрезать каждую пластину. Понадобятся две тарелки.Выравнивание? Не уверен, что это за проблема. Пластины легко привариваются к разрезанной пополам трубе сортамента 40. Пластины будут удерживаться на месте с помощью болтов и прокладок для сварки.
Повторяемость……Хммм….не уверен, что это может быть проблемой, поскольку штампы и машина, которые я бы сделал, будут такими же воспроизводимыми, как и любой другой гибочный станок на рынке.
Я буду использовать цифровой индикатор угла, поэтому сгибание и повторение любого угла не должно быть проблемой.Вся идея состоит в том, чтобы отказаться от механических штампов для гибки. Если бы я хотел потратить деньги, я бы выбрал машины JD Squared. Но мне нравится экономить деньги и делать свои собственные вещи вместо того, чтобы покупать.
В конце концов, возможность делать полезные крутые вещи, которые не могут делать большинство людей, — вот причина, по которой я свариваю!
Последний раз редактировалось StevefromOhio; 07.05.2011 в 00:02.
Ответить с цитатой
07.05.2011 #5
Re: Изготовление штампов для трубогиба.
Первоначально написал WeldingWookie
убедитесь, что вы положили этот сварной шов на трубу сбоку, вы не экономите, когда будете сгибать ее, я вижу, что это работает, но, скорее всего, царапает трубку, которую вы сгибаете
Хороший совет. Я уже согнул какую-то трубу и заметил, что шов был на той стороне, которую я использую, поэтому я ее выбросил. Завтра буду перегибать трубку, придется перерезать. После прочтения вашего сообщения шов на трубе был довольно заметным, поэтому ваш вклад был оценен!Последний раз редактировалось StevefromOhio; 07.05.2011 в 00:08. Причина: опечатка
Ответить с цитатой
07.05.2011 #6
Re: Изготовление штампов для трубогиба.
Отклонение всего на 1 градус при изготовлении вашего штампа/гибочного станка будет разочарованием, когда вы попытаетесь сделать повторяющиеся изгибы или несколько изгибов/вращений в одной детали.
Обработанные штампы и толкатели имеют точные допуски по точности и повторяемости.ɹǝʌo ǝɯ lloɹ ‘sıɥʇ pɐǝɹ uɐɔ noʎ ɟı
Ответить с цитатой
07.05.2011 #7
Re: Полезная информация о трубогибе.
Привет Стив
Прикрепленные изображения
Я построил трубогиб много лет назад и понимаю, что вас беспокоит цена штампов.
Вот некоторая полезная информация. Купить чертежи можно на http://www.gottrikes.com/Tube_Bender.htm. Этот бендер великолепен и прост в сборке. Тогда купите штампы на http://www.pro-tools.com/ Я слышал, что они дают 10% скидку на штампы, если вы скажете им, что у вас есть планы на Фрэнка. Также сделайте ролик для использования с трубогибом вместо скользящего блока (тоже не покупайте его, больше экономии), это очень помогает при гибке труб. См. прикрепленные фотографии, также мой бендер является лучшим на сайте франков. Кроме того, используйте высокочастотный пневматический / гидравлический 8-тонный домкрат (отличная цена) на гибочном станке, чтобы сэкономить руки. Еще одним плюсом является то, что этот гибочный станок мобилен и работает в любом месте, где вам не нужно отказываться от площади цеха.Веселись
ТомОтветить с цитатой
07.
05.2011
#8Re: Изготовление штампов для трубогиба.
Исходное сообщение tackit
Проверив мою таблицу труб, вам нужно перейти к графику 80 труб, чтобы получить 1,5-дюймовый внутренний диаметр. Возможно, вам понадобится мастерская, чтобы согнуть ее для вас.
Какой тип устройства вы строите для держать трубку и согнуть ее вокруг матрицы?
Да, вы правы.Я измерил внутренний диаметр графика 40, и он был примерно на 1/8 дюйма шире для 1,5-дюймовой трубки. На днях был шов на части трубы, которую я использовал.
Так что я выбросил ее. Я думаю, что лист сортамента 80 легче согнуть, если сначала нагреть его, прежде чем сгибать в гидравлическом трубогибе. У меня есть друг с гидравлический трубогиб, и, по его словам, он может довольно хорошо сгибать лист 80.Я планирую использовать тот же аппарат, что и другие трубогибы. Зажим U-образной формы, удерживаемый штифтом.
Ответить с цитатой
07.05.2011 #9
Re: Полезная информация о трубогибе.
Первоначально написал acourtjester
Привет Стив
Я построил трубогиб много лет назад и понимаю, что вас беспокоит цена штампов.
Вот некоторая полезная информация. Купить чертежи можно на http://www.gottrikes.com/Tube_Bender.htm. Этот бендер великолепен и прост в сборке. Тогда купите штампы на http://www.pro-tools.com/ Я слышал, что они дают 10% скидку на штампы, если вы скажете им, что у вас есть планы на Фрэнка. Также сделайте ролик для использования с трубогибом вместо скользящего блока (тоже не покупайте его, больше экономии), это очень помогает при гибке труб. См. прикрепленные фотографии, также мой бендер является лучшим на сайте франков. Кроме того, используйте высокочастотный пневматический / гидравлический 8-тонный домкрат (отличная цена) на гибочном станке, чтобы сэкономить руки. Еще одним плюсом является то, что этот гибочный станок мобилен и работает в любом месте, где вам не нужно отказываться от площади цеха.Веселись
Спасибо, Том. Да, это может быть лучший путь, как ты пошел. Спасибо за фотографии. Дает мне еще больше идей. Спасибо еще раз!
ТомОтветить с цитатой
07.
05.2011
#10Re: Изготовление штампов для трубогиба.
Мне кажется, вы больше заинтересованы в создании бендера, чем в велосипеде.
Ответить с цитатой
07.05.2011 #11
Re: Изготовление штампов для трубогиба.
Первоначально Послано fortyonethhirty
Мне кажется, вы больше заинтересованы в создании бендера, чем велосипеда.
Сначала бендер…потом велосипед….но собирать бендер тоже будет весело! Я просыпаюсь ночью с идеями в голове, думаю о том, что я хочу построить. Запой и велосипед уже столько раз будили меня среди ночи.Я мог бы сначала собрать мотоцикл…..но он был бы прямым и без аэродинамики. Я хочу… НЕТ… МНЕ НУЖЕН трубогиб. Я бы провернул самую красивую женщину в мире, чтобы показать вам, как я болен.
Давно хотел трубогиб. С тех пор, как я приобрел свой плазменный резак, я обнаружил, что мне действительно нужен плазменный резак за все те годы, что у меня его никогда не было. Я не могу сосчитать количество отрезных дисков, через которые мне пришлось пройти за все годы, когда я строил вещи из металла. Может, причина в том, что я не умею считать.
Так что, поскольку мне нужен трубогиб, я могу его построить.
Я хотел его около 20 лет и просто откладывал. До сих пор …….. Итак, я хочу построить его ….. Гордость создавать то, что могут сделать очень немногие другие люди …. и это просто очень весело!У некоторых людей есть дети и я….. Я создаю вещи, в которых никогда не разочаровываюсь.
Ответить с цитатой
07.05.2011 #12
Re: Изготовление штампов для трубогиба.
я смотрю это
Это купе Datsun 1200.
Ответить с цитатой
07.05.2011 №13
бенди бенди
Есть вещи, которые нельзя заменить трубогибом. Вот рама, которую я построил для своего 34-го форда. Трубка 1-5/8″, стенка 135 мм.
Прикрепленные изображенияТом
Ответить с цитатой
07.
05.2011
№14Re: Изготовление штампов для трубогиба.
на пирате4×4 есть парень, который только что сделал именно то, что вы ищете. Я должен посмотреть, смогу ли я найти точную ссылку для вас.
Ответить с цитатой
07.05.2011 №15
Re: Изготовление штампов для трубогиба.

Постройте гибочный станок, купите штампы. Это все, что я собираюсь сказать.
Меня зовут не Джим….
Ответить с цитатой
07.05.2011 №16
Re: Изготовление штампов для трубогиба.
Первоначально Послано Boostinjdm
Постройте гибочный станок, купите штампы.
Да, может быть и так… но я хотел бы сказать…. да, я построил это. Я могу это сделать…. Гордость мастерства. Тоже весело делать. Это все, что я собираюсь сказать.Попробую. Это хороший опыт, чтобы построить все. Если он сделан из металла, я могу хотя бы попытаться его построить.
Иногда неудача — лучший опыт обучения. Томас Эдисон однажды сказал, что он изучил тысячи способов, как не надо делать лампочку.
Ответить с цитатой
08.05.2011 # 17
Re: Изготовление штампов для трубогиба.
Вот тред парня о пирате.
http://pirate4x4.com/forum/showthrea…7#post12865277Я бы все же купил плашки для качества гиба.
Ответить с цитатой
08.05.2011 # 18
Re: Изготовление штампов для трубогиба.
Первоначально Послано Mattamd_xp
Вот нить парня на пирате.
http://pirate4x4.com/forum/showthrea…7#post12865277Я бы еще купил плашки по качеству гиба.
Спасибо за ссылку. Это в значительной степени то, о чем я думал, когда дело доходит до сборки кубика. Я, вероятно, построю один, просто чтобы сказать, что я сделал это. Я должен посмотреть, достаточно ли точен изготовленный мною кубик.Я вижу, откуда вы исходите в отношении качества изгиба. Может быть, покупка штампа — это выход. Но я должен попытаться построить один.
Ответить с цитатой
05-09-2011 # 19
Re: Изготовление штампов для трубогиба.

Первоначально Послано fortyonethhirty
Мне кажется, вы больше заинтересованы в создании бендера, чем велосипеда.
LOL, я не вижу в этом проблемы… Я использовал много разных проектов на протяжении многих лет, чтобы «оправдать» создание или покупку нового ИНСТРУМЕНТА….. помните, тот, кто умирает с наибольшим количеством инструментов, побеждает.. .Weldandpower Lincoln 225 AC,DC с газовым двигателем Briggs мощностью 16 л.с.
Миллер TIG эпохи Второй мировой войны.Ответить с цитатой
05-09-2011 #20
Re: Изготовление штампов для трубогиба.

Для «взлома» некоторых штампов может сработать встроенный план штампов.
Чтобы сделать «настоящие» штампы, их нужно просто обработать. И ПОЭТОМУ- вот почему они стоят ~ 200 долларов каждый. Потому что (относительно) большой кусок стали обрабатывается на большом токарном или фрезерном станке. И станок, и обработка, и сталь — все это стоит времени и денег.
Соберите раму/машину для гибки и купите штампы. Никто не подумает о вас «меньше».
Самые продуманные схемы… Gang oft agley…
Ответить с цитатой
05-09-2011 # 21
Re: Изготовление штампов для трубогиба.

Первоначально отправлено MoonRise
Для «взламывания» некоторых штампов может сработать ваш встроенный план штампов.
Чтобы сделать «настоящие» штампы, их нужно просто обработать. И ПОЭТОМУ- вот почему они стоят ~ 200 долларов каждый. Потому что (относительно) большой кусок стали обрабатывается на большом токарном или фрезерном станке. И станок, и обработка, и сталь — все это стоит времени и денег.
Соберите раму/машину для гибки и купите штампы. Никто не подумает о вас «меньше».
Да, наверное, ты прав. Но я должен попытаться построить только один кубик. Это то, что я давно хотел сделать. Вызов, который, по крайней мере, я могу сказать….. Я сделал это! Я попробую по ссылке, которая была размещена здесь, а затем, может быть, в будущем возьму токарный станок по металлу и сделаю их с ним.В старшей школе я ходил на уроки мастерской и любил работать на токарном и фрезерном станках.
Мне понадобится больше рабочего места, если я в конечном итоге куплю токарный станок и фрезерный станок. Они в моем списке инструментов для получения.Ответить с цитатой
13.05.2011 # 22
Re: Изготовление штампов для трубогиба.
Первоначально написал GBM
LOL, я не вижу в этом проблемы.
 .. Я использовал много разных проектов на протяжении многих лет, чтобы «оправдать» создание или покупку нового ИНСТРУМЕНТА ….. помните, тот, кто умирает с наибольшим количеством инструментов…
.. Я использовал много разных проектов на протяжении многих лет, чтобы «оправдать» создание или покупку нового ИНСТРУМЕНТА ….. помните, тот, кто умирает с наибольшим количеством инструментов…
Нет… Победит тот, кто унаследует все инструменты! Ха-хаДайте мне топливо, дайте мне огонь, дайте мне то, что я желаю.
Ответить с цитатой
13.05.2011 # 23
Re: Изготовление штампов для трубогиба.
Мне нравится этот…
ОН, который умирает с наибольшим количеством инструментов… МЕРТВ.
Ответить с цитатой
15-05-2011 # 24
Re: Изготовление штампов для трубогиба.
Модель 3 — это то, что я использую каждый день, изгибая DOM. штампы не дорогие, и у них есть точность, чтобы делать все, что вы хотите.
лучше купить б/у.
Ответить с цитатой
15-05-2011 # 25
Re: Изготовление штампов для трубогиба.
Это удивительный пост, поскольку он освещает большинство разочарований, через которые проходят люди, создавая вещи для себя или обладая достаточными навыками, чтобы думать, что вы можете сделать это правильно. За то время, что я занимался изготовлением вещей из металла, я научился нескольким вещам, которые действительно бросаются в глаза.
 1. Время – деньги, и ни у кого нет неограниченного количества времени. Если вы хотите построить все, вы никогда ничего не сделаете. 2. Инвестируйте в покупку (и использование) правильных инструментов. Если бы вы следовали своим рассуждениям о том, чтобы построить гибочный станок для сборки велосипеда, вы могли бы также купить токарный станок и просто сделать штампы (и гибочный станок), а затем велосипед (вместе с возможностью построить множество других вещи). 3. Слушайте других людей, у которых больше опыта, и учитесь на их ошибках. 92 просто сделайте это вручную и сэкономьте время и деньги. Преобразуйте его позже, если вам нужно сделать производственные изгибы или большие размеры. Вы также должны учитывать толщину стенки трубы, которую вы сгибаете, и то, что форма штампа не является полукругом (как можно было бы подозревать), поэтому труба не круглая в месте изгиба (по крайней мере, для штампа Хоссфельда).
1. Время – деньги, и ни у кого нет неограниченного количества времени. Если вы хотите построить все, вы никогда ничего не сделаете. 2. Инвестируйте в покупку (и использование) правильных инструментов. Если бы вы следовали своим рассуждениям о том, чтобы построить гибочный станок для сборки велосипеда, вы могли бы также купить токарный станок и просто сделать штампы (и гибочный станок), а затем велосипед (вместе с возможностью построить множество других вещи). 3. Слушайте других людей, у которых больше опыта, и учитесь на их ошибках. 92 просто сделайте это вручную и сэкономьте время и деньги. Преобразуйте его позже, если вам нужно сделать производственные изгибы или большие размеры. Вы также должны учитывать толщину стенки трубы, которую вы сгибаете, и то, что форма штампа не является полукругом (как можно было бы подозревать), поэтому труба не круглая в месте изгиба (по крайней мере, для штампа Хоссфельда).IdealArc TIG 300
Хобарт Хэндлер 175
Прямоугольная волна TIG 175
Миллер CP300
ЭСАБ А10-160К
Винтажный Миллер HeliarcОтветить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Основы гибки труб — Серия Fabrication
Хотите знать, как сгибать трубы для вашего следующего проекта? Что ж, вам, возможно, потребуется знать основы измерения, расчета и настройки гибочного станка для изгибов, которые вам нужно выполнить.

Основы гибки труб был создан, чтобы показать вам несколько различных типов гибки и методы, используемые для их получения.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Скоро! Что нужно знатьПрежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов. Функции гибочного станка, инструментов и даже самих штампов имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Труба и трубаЛюди часто путают два материала. Трубка основана на ее фактических размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки упоминается как «график» для ее идентификации. 1,5-дюймовая стена Schedule 80 имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для изготовления каркаса безопасности или шасси.
Чаще всего трубы, используемые в автомобильной промышленности, можно увидеть на коллекторах турбонаддува. Большинство турбоколлекторов изготавливаются с использованием 1,5-дюймового диаметра Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (обычно известные как «сварные отводы») обеспечивают превосходные изгибы с малым радиусом для строительства коллектора. Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Трубогиб и трубогибХотя вы можете обнаружить, что производители трубогибов предлагают штампы размером с трубу, на самом деле эти две машины различаются по своей стандартной конструкции.
Трубогибочные станки обычно протягивают трубу вокруг матрицы. Профиль штампа разработан и обрезан для обеспечения максимальной прочности стенки, а также предотвращения обрушения наружной стенки и предотвращения перекручивания внутреннего изгиба. Матрицы по размеру трубы предназначены для гибки труб. Труба не помещается внутри матрицы для труб.
Труба не помещается внутри матрицы для труб.
Размер плашек для труб зависит от внешнего диаметра трубы. Типичная конструкция трубогиба имеет гидравлический цилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») упирается в верхнюю часть цилиндра. Когда труба помещается на матрицу, гидравлический цилиндр вдавливает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы. Если вы поместите трубу аналогичного размера в трубогиб, внутренняя часть перегнется, внешняя часть сплющится внутрь, а стенки расширятся.
Некоторые люди пошли на многое, пытаясь согнуть трубу с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют покупки большего количества деталей. В конце концов, сумма денег, потраченная на потраченные впустую материалы и дополнительные компоненты, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как трубка, правильно согнутая в трубогибе.
НИКОГДА не ставьте под угрозу собственную безопасность ради экономии в несколько долларов. Правильным инструментом для гибки труб является трубогиб.
Радиус осевой линии (CLR)Люди часто путаются в CLR кубика. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром матрицы, где она поворачивается. Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Чем больше CLR, тем более изящным или постепенным будет ваш изгиб.
Чем меньше CLR, тем круче будет изгиб.
Какой штамп CLR следует приобрести? Это очень распространенный вопрос, но ответ на него зависит от вас. Иногда вам нужен очень постепенный изгиб, чтобы соответствовать определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень тесная среда CLR.
В любом случае потребность рассчитывается, и соответствующий штамп приобретается. Однако вы, вероятно, не захотите покупать новый штамп каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте эмпирическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Пример:
1,5 дюйма (трубка) X 3 = 4,5 дюйма CLR
Во многих гоночных санкциях указано эмпирическое правило как минимально допустимый CLR для использования при изготовлении рулонов. Иногда они указывают другой номер. Крайне важно, чтобы вы проверили книгу правил, написанную санкцией, в которой вы собираетесь участвовать. Помните, что правило, которому вы должны следовать, только в печатном виде.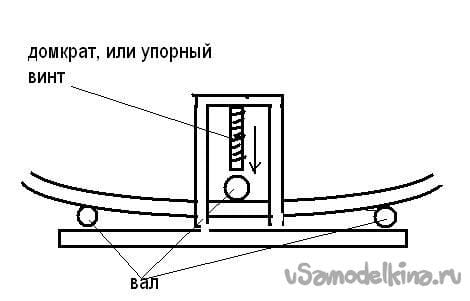 Всегда проверяйте требования к минимальной CLR.
Всегда проверяйте требования к минимальной CLR.
A Измеритель гибки — полезный справочный инструмент, позволяющий визуально рассчитать количество материала, необходимого для создания изгиба. С каждым приращением материала и угла изгиба вы можете рассчитать необходимый материал. Вы должны создать калибр для гибки для каждого используемого размера штампа, а также отметить количество материала для каждого используемого эталона гибки.
«Cheater Bending» — один из самых простых методов измерения и гибки материалов для создания вашего проекта. Самое главное, что нужно помнить, это то, что вам нужно создать читер для каждого используемого вами размера штампа, а также для каждой используемой ссылки на изгиб.
Вот еще один пример измерителя гибки в действии:
Вот хорошее видео, показывающее использование читера для измерения обруч:
https://youtu.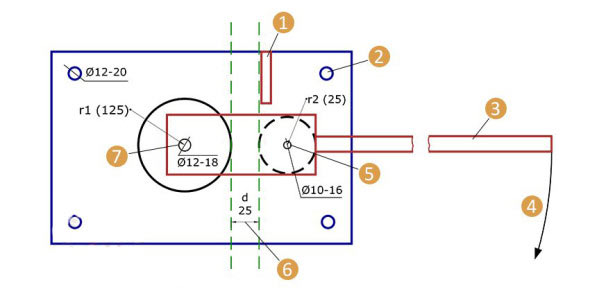 be/F-U9bvvMobw?t=11m
be/F-U9bvvMobw?t=11m
Сгибание трубок
Теперь, когда у нас есть четкое представление о стартовых материалах и материалах сгибание некоторых трубок. Существует 3 основных стиля изгиба, которые вы должны знать и практиковать: изгиб в плоской плоскости (2D), изгиб со смещением (3D) и изгиб в пределах границ.
Что такое смещение?Смещение в изгибе — это направление, определяемое углом изгиба, в котором труба будет поворачиваться (или изгибаться) от плоской плоскости X и Y к плоскости Z.
Изгиб в плоской плоскости (2D) Любая конструкция изгиба, которая должна оставаться плоской на поверхности или не смещаться или изгибаться в другую плоскость, является изгибом в плоской плоскости. Отличный способ отличить изгиб Flat Plane от изгиба со смещением — положить его ровно на поверхность. Если ни одна часть трубы не поднимается или все поверхности не касаются поверхности, на которой она лежит, когда она лежит горизонтально, изгиб является плоским изгибом. Во многих основных обручах, боковых стержнях и трубчатых бамперах обычно используются изогнутые трубы в плоской плоскости.
Во многих основных обручах, боковых стержнях и трубчатых бамперах обычно используются изогнутые трубы в плоской плоскости.
Если плоский изгиб расположен на поверхности, и вы смотрите на него сверху, направления изгиба будут: влево, вправо, вверх или вниз. Изгибы со смещением будут учитываться внутрь или наружу, или они будут изгибаться в сторону вашей точки зрения или в сторону от нее. Изгиб, который поворачивает направление, называется изгибом со смещением. Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Понимание вашей точки зрения является ключом к пониманию направления изгиба изогнутой трубы. Это может немного запутать, когда вы измеряете вертикальную трубу, а затем загружаете ее в горизонтальный гибочный станок. Смещения часто меняются слева направо и даже вверх вниз в зависимости от того, какой тип гибочного станка вы используете. Просто не забудьте обратить внимание на направление изгиба и на то, как труба обтягивает матрицу при загрузке в трубогиб.
Просто не забудьте обратить внимание на направление изгиба и на то, как труба обтягивает матрицу при загрузке в трубогиб.
Иногда это может быть очень сложно, когда вы хотите, чтобы окончание поворота приземлилось в пределах определенной границы или зоны. Один из самых простых способов — нарисовать фигуру на плоской поверхности, например на столе или полу. Вы можете изготовить специальные шулеры из обрезков труб, чтобы смоделировать определенные углы и их размещение на чертеже. Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Крайний изгиб очень часто встречается в конструкции каркаса безопасности, когда планка ремня безопасности утоплена, чтобы обеспечить больший зазор для сиденья водителя под основным обручем. Граничный изгиб также встречается в основных обручах (чтобы поместиться в шасси) и даже в примере, использованном в видео для создания миниатюрного Nerf Bar.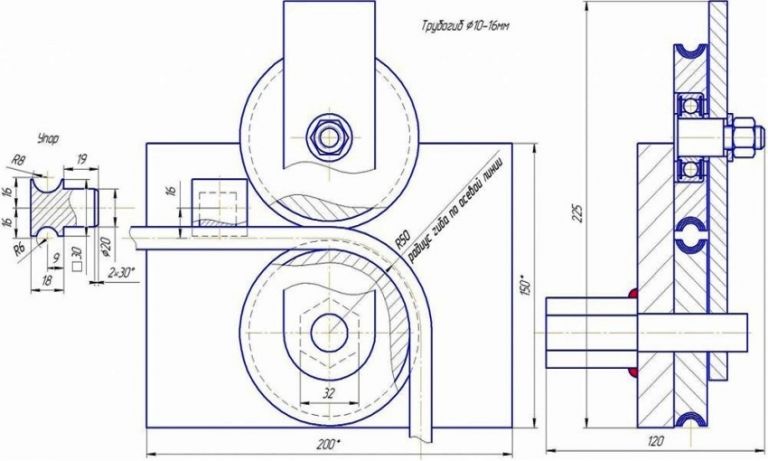
Вот отличная демонстрация плоскостного изгиба и того, как избежать смещения: Ременная планка
Вот полная противоположность на трубе Передняя часть шасси — изгиб со смещением
Это также отличное изображение изгиба со смещением, когда часть основного обруча нужно сместить назад, но затем нужно согнуть обратно к переднее монтажное положение:
Ознакомьтесь с некоторыми вопросами, присланными зрителями! Это видео было взято из учебника Основы гибки труб , который скоро будет опубликован.
Список вопросов 2:09 Диаметр и толщина стены. 4:39 Самый дешевый инструмент для гибки
6:51 Гибка без трубогиба
8:37 Диаметр X 3 = CLR 73
8 9:18728 9Лучший изгиб для новичка
9:50 Бендер в моей стране
10:13 Cons I выполнять работу по вых.и информация СКОРО!
Есть вопросы? Оставьте их в комментариях ниже или напишите The Fabricator по телефону
Лайки, комментарии и публикации приветствуются всеми! Помогите финансировать будущие эпизоды сериала The Fabricator своим пожертвованием и получите эксклюзивный доступ к SnapChat ! Даже самые маленькие пожертвования имеют большое значение.Пожертвовать
приложение, чертежи, видео. Трубогиб для профильной трубы своими руками Деревья для трубогиба профильной трубы
Необходимо обратить внимание на механизмы, рассматриваемые в данной статье. Сделать трубогиб для профильной трубы своими руками — изучите подробную инструкцию, видео, фото, чертежи. С этими материалами несложно реализовать соответствующий проект.
Читайте в статье
Трубогиб для профильной трубы своими руками: Основные данные
Перед изучением рабочей документации и алгоритмов монтажа необходимо точно определить назначение изделия.
Трубогиб для профильной трубы должен быть рассчитан на определенные усилия, размеры заготовок, материалы. Значимые критерии легче установить после ознакомления с параметрами испытанных на практике адаптаций.
Для чего нужны эти приспособления
Для создания необходимого усилия здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Его устанавливают в соответствующие «гребенчатые» пазы перед выполнением рабочих операций.
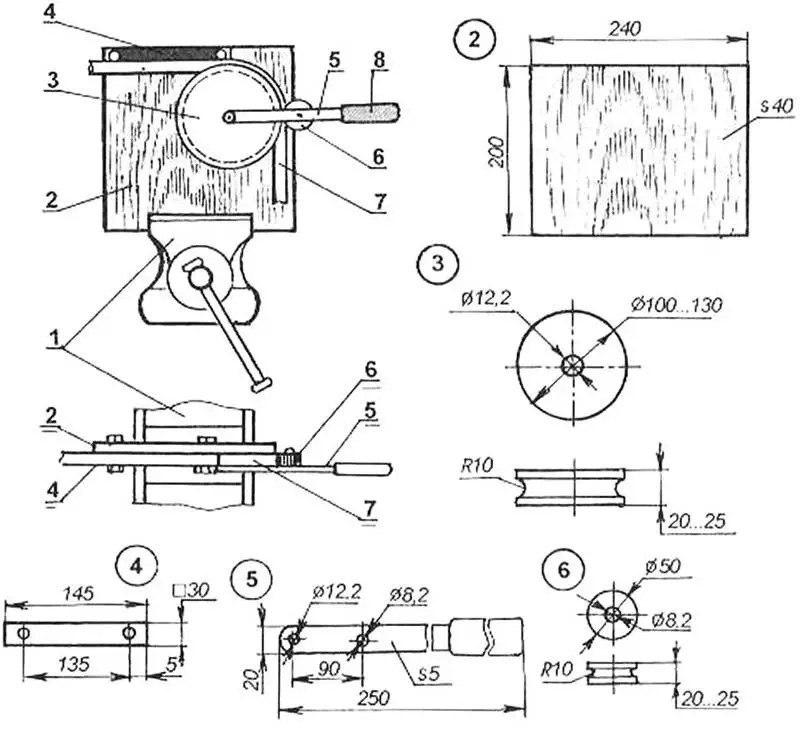
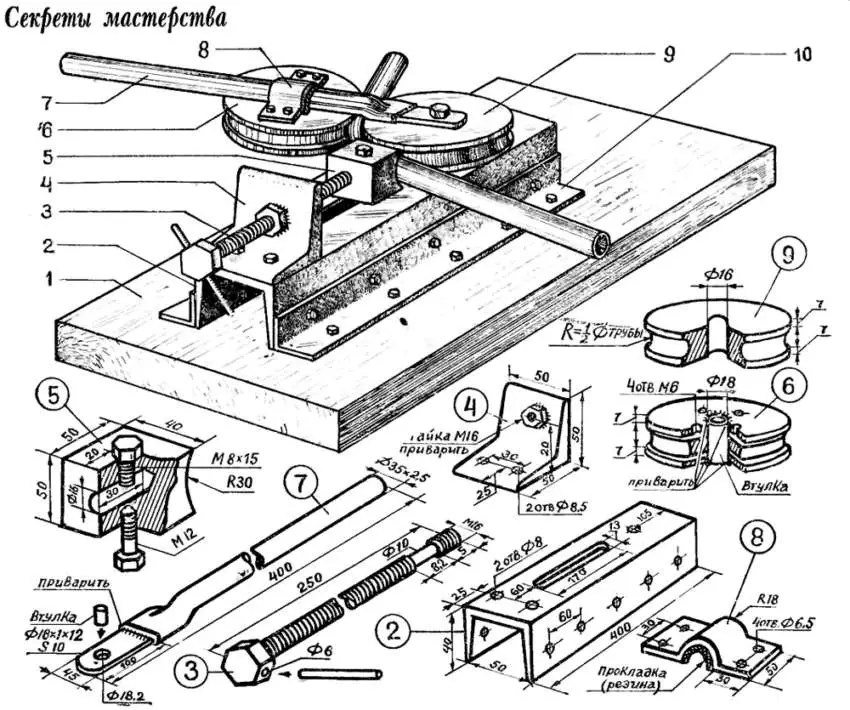
На примере данного заводского образца легче изучить конструктивные особенности:
- Ручка (1) автоматической регулировки хода поршня в обратном направлении. Это решение снижает нагрузку на пользователя.
- Гидравлическая система установлена внутри корпуса. При перемещении рукоятки вверх-вниз на рабочий поршень (8) передается усилие до 150 кН. Этого достаточно, чтобы быстро согнуть заготовки из прочных металлов.
- Опорные ролики (3, 4) устанавливаются в нужные отверстия рамы открытого типа (5, 9).
Они не повреждают поверхность, но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) предназначен для сгибания под углом 90°. Но при соответствующей комплектации можно установить аналогичный товар другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые подкладки предотвращают смещение при выполнении рабочих.
- Помимо очистки от загрязнений, время от времени необходимо проверять состояние масляного фильтра (11). Другие регламентирующие процедуры не нужны.
В этой технике используйте заготовки нужной формы. Прижимается к трубе с помощью вращающегося ролика и рычага.
Важно! Прежде чем скручивать заготовку по определенному радиусу, следует изучить специализированные справочники. К ним относятся данные о допустимых деформациях труб из разных материалов, с разной толщиной стенки. При нарушении этих указаний в готовых изделиях образуются видимые или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создаются рычагами и ручной силой. Для работы с твердыми металлами оборудование оснащено гидравликой,.
Создание трубогиба своими руками для профильной трубы: Чертежи и другие подготовительные операции
На этой картинке показано простое приспособление для сгибания алюминиевых и пластиковых заготовок.
Для изготовления такой конструкции нужен прочный. После разметки из него вырезается круглый профиль. Оставшаяся часть используется для изготовления опорного элемента. Создаваемые детали жестко крепятся к опорной поверхности. Для прочности соединений кроме шурупов используются хомуты. Далее труба сгибается вручную до образования нужной формы.
Перед созданием этой простой гибки профильной трубы рекомендуется сделать элементарный чертеж с размерами. В качестве шаблона пригодится плотный картон, на который будет наноситься разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.
Не обязательно строго соблюдать технические нормы, чтобы сделать гибку трубы для профильной трубы своими руками, вполне достаточно схематического изображения. Нужно только указать все размеры, определиться с материалами, технологическим процессом и комплектующими. Проект поможет решить несколько практических задач:
- В процессе подготовки станет ясно, нужно ли применять другое специальное оборудование.
- Полный список необходимых компонентов Детали понадобятся для целевого посещения определенных магазинов.
- Нельзя забывать, что машину необходимо защищать от неблагоприятных внешних воздействий с помощью пропитки из дерева,.
- Некоторые детали будет слишком сложно сделать самостоятельно. Вы должны размещать соответствующие заказы в профильных мастерских.
Важно! При сгибании прочных металлических труб необходимы большие усилия. Чтобы излишне не рисковать, можно использовать чертежи проверенной конструкции, либо копии промышленного образца.
Изготовление самодельного трубогиба для профильной трубы своими руками: видео и подробная инструкция
Здесь рассказывается о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создавать соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы узнать, как сделать гибку для профильной трубы своими руками, чертежи и видео дополняют описания рабочих операций. Ниже приведены алгоритмы множественных технологий сборки.
Вращающаяся трубка
Изображение Действия Для создания качественного изображения можно использовать этот чертеж для образца. Здесь заготовка устанавливается между тремя роликами. Крайние (2) — выполняют эталонные функции. Для их установки на разном расстоянии (для получения нужных углов изгиба) в опорных планках (1) выполнены пазы. Необходимое давление создается с помощью винтового механизма (6, 7). Усилие передается через центральный ролик (4), который вращает ручку (5).
Отверстия в нижних частях создаются по этим размерам. Для заготовки был выбран канал с толщиной стенок 4 мм. Верхняя часть выполнена с вырезами. Их нужно делать даже так, чтобы не создавать препятствий движению опорных винтов. По этой схеме нарезаются нитки. Для ручки можно подобрать готовое изделие, либо использовать такие размеры. После сборки получится вот такое красивое и функциональное изделие. Сварных соединений в нем нет. Но комплектующие сложно изготовить самостоятельно без профессиональных навыков, специализированных станков. Гибка гидравлических труб
Винтовой механизм слишком медленно выполняет свои функции.
В этой конструкции используется стандартный домкрат. Он жестко закреплен на планке, подвешенной на двух пружинах. Такое решение упрощает манипуляции тяжелым домкратом при установке заготовок, зажиме сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочного каркаса из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция была разборной. При необходимости его не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
На основе рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянным полугвоздям, самозатягивающимся. Это придает дополнительную устойчивость стационарной конструкции. Его металлические части обезжириваются, покрываются краской. Помимо хорошего внешнего вида обеспечивается хорошая защита от деструктивных процессов.
Для информации! При создании самодельных трубогибов для круглой трубы используются ролики, трафареты и сегменты с разной формой контактных поверхностей.
Технологии используют те же, что и для гибки профильных изделий. Создайте приведенные выше чертежи с соответствующими изменениями.
Артикул
Здравствуйте. Сегодня я хочу рассказать вам о своей самодельной гибке труб, которую я сделал этой зимой.
Идея собрать такую машинку была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им дугообразную форму. Такая операция очень востребована – можно собрать, например, теплицу, навес, козырек над входом. Можно придать интересную форму верхней кромке ворот, или металлическому забору…А этой зимой нашел время и занялся этой самоделкой. При проектировании я думал о следующих моментах:
Учитывая тот факт, что я не собираюсь использовать его профессионально, я решил сделать относительно легкую конструкцию, которую легко транспортировать, и которая не будет занимать много места при хранении. . (Ведь гнуть трубы я буду или возле дома, или на даче. Каждый год пользоваться не буду.И трубы большого сечения мне уж точно не гнуть). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать…
В сети много описаний таких машин. Принцип работы у них одинаковый – основу составляют три вала, один из которых движется в вертикальной плоскости. Именно он бьет по трубе и она, перекатываясь по этим валам, приобретает форму дуги.
… В основном все они делятся на два типа:
1. С «ломаной» станиной:2. С подвижной центральной кареткой.
Второй тип более компактный (хотя и более сложный), поэтому решил сделать именно такой.
В свою очередь трубогибы с подвижной центральной кареткой также делятся на два типа: с ведущим центральным валом и с двумя ведущими крайними валами, соединенными приводной цепью.
Если сделать ведущий центральный вал, то есть можно легко изменить расстояние между крайними, что даст дополнительную корректировку работы в зависимости от сечения (а значит и жесткости) различных профильных труб.
Я сначала сомневался, не будет ли проскальзывания, если только один вал ведущий, но попутав в работе трубогиб с одним ведущим валом, понял, что для этого усилия вполне достаточно. А гнуть трубы высотой больше, например, 60 мм я не собираюсь… поэтому остановился на таком приспособлении.
И вот некоторое время, я получил трубогиб, который вы увидите в этом видео:
Итак, еще … Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длиной 500 мм.
4. Подшипники 6206 4 шт.
5. Подшипники 6202 8 шт.
6. Schweller №65
7. Опорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шпильки)Начал с изготовления основных рабочих органов — валов. У меня был завиток 40 мм, длинный полумер. Можно было основательно взяться, но… у меня такое было!))). И поэтому я видел его на три части. Два — 130 мм, и один — все что осталось))))). Валы под подшипники прикипели на токарном станке (диаметром до 30 мм)
Валы готовы.
Встраивается в сборку каретки. Решил сделать из 65-го шавлера — в нем хорошо легли 206-е подшипники…
После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а борта приварил через угол:
После этого я начал делать центральный винт. Я взял его из старого гидравлического домкрата, который нашел на металлоломе. Когда я убедился, что он никогда не будет домкратом, я решил его использовать.
Сам винт был диаметром 30 мм. В его конце сверлом на 8мм вывалил глухое отверстие, забил туда шпильку и прихватил сваркой:
Винт домкрата был вкручен в поршень. Отрезал от него верхушку (ниткой) и еще одно кольцо, шириной 20 мм.
Я знал это к винту, сам винт вставил шпильку в отверстие каретки и приварил кольцо к каретке:
Будет посадочным местом для передней опоры.
(подобрал по наружному диаметру)
Гайку накрутил на шпильку, и просверлил отверстие в гайке и в шпильке:
Можно было только в шпильке, но это показался мне более надежным. Теперь гайку можно хранить после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.
Теперь при нажатии винт будет упираться в каретку через верхний подшипник, а при каретке будет висеть на нем через нижний.
По бокам каретки приварил по периметру профильную трубу 50 на 20 — это будут направляющие, а по углам просверлил отверстия и нарезал резьбу М6. Вкручивают болты крепления хомутов ведущего вала.Сами хомуты крепления подшипников я вырезал из жести — крепость там не нужна, лишь бы вал не падал при подъеме каретки:
Далее я начал делать верхнюю пластину.
Его нужно делать очень прочным — все будет на все усилие винта при изгибе трубы. Поэтому я сделал его из той же 65-й швеллы. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. В него будут входить стойки и катать болты М10 с гайками), то ширина верхней плиты должна быть на 50 мм больше ширины каретки (в 2 раза по 25). Я вырезала два таких кусочка капеллы.
Another cut on the Polull and dissolved along:
The center inserted the threaded part, cut off from the jack piston:
All welded and cut up too much:
Затем я начал заправлять кровать. Она тоже собрана из профильной трубы. Сечение взял 60 на 30:
Решил сделать по три позиции на каждый вал.
Также я сделал посадочную трубу для подшипников, поэтому отрезал 12 одинаковых отрезков по 50 мм. (Здесь, и не только здесь, мне очень помогли, о чем я рассказывал в предыдущей публикации):
После этого приварил к станине вертикальные стойки и посадки для подшипников:
А так же четыре «уха» по краям. В них позже будут просверлены отверстия для крепления трубогибочных винтов к верстаку.
Основная масса готова. Можно переходить к предварительной сборке:
К винту сверху приварен кусок трубы 20. Левая длинна. Решил, что в процессе испытаний, если будет мешать, наберу и воспользуюсь съемным рычагом из трубы 15 на 15, который вставлен внутрь… Но, забегая вперед, скажу, что не стал нужно это. Рычаг очень мешает рукоятке ротора, если его провернуть на четверть оборота (выпирает изгиб патрубка).
Но оказалось, что вполне нормально крутить винт с интервалом.
Далее приступил к изготовлению ручки привода… Саму ручку решил сделать из профильной трубы 15 на 15 и шпилек. Просверлил в конце отверстие, вставил в него струны шпилек М14, приварил и зачистил:
Теперь на самом рычаге нужно сделать изгиб — изгиб трубы будет устанавливается на край стола или верстака.
Далее — совместить его с валом. Я решил сделать ее не только съемной заранее, но и чтобы она переворачивалась и не болталась в транспортном положении и не цеплялась. На валу сделал такой профиль:
После этого просверлил глухое отверстие и нарезал в нем резьбу М8. Ручка одевается на вал и крепится через шайбу болтом-баришем.
Теперь нужно сделать втулку на ручке.
Я использовал вырезание угла:
Тогда, как скульптор, проверь все лишнее :)))))
Рычаг готов. На саму ручку (которая сделана из шпильки М14) я просто накинул полиэтиленовую накладку на водопроводную трубу и накрутил накидную гайку.
В общем, хочу отдельно остановиться на применении мной накидных гаек. Я часто использую их, если вам нужна ось вращения. Подобрав нужную длину оси, можно закрутить накидную гайку и затянуть ее с максимальным усилием — она будет закинута в ось крышки, и открутить ее будет непросто. Конечно, фиксировать таким образом ось не стоит, например, колесо, без прорисовки, не стоит, но для «неважных» осей, типа «штор» на которых что-то открывается-закрывается, вполне вполне подходит.
Вернемся к трубогибу… как я уже сказал, для меня был важен такой момент, как очень простая переустановка валов. (Потому что, зная, например, себя, я уверен, что не буду использовать его до последнего варианта, если его трудно использовать.
.. Например, если бы валы были рядом, и труба попадала бы с большое сечение, я бы постарался аккуратно катается в таком положении валов, если бы пришлось откручивать много гаек, чтобы поменять… и скорее всего, бубнит…). Поэтому места установки подшипников я сделал из профильной трубы. Вал просто вкладывается в нужную пару стоек.
Но такой дизайн противоречил другому моему требованию — мобильности! Ведь при переноске машины валы пришлось бы снимать и переносить по отдельности… Заодно и подшипники с них надо было бы снимать (ругался под неплотной посадкой и на них можно подписаться). Меня это не устраивало. Поэтому решил сделать деталь, которая лезет на подшипники сверху и закрепил их. Взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.
После этого разрезал их по широкой части, разделив стенку на 10 и 40 мм. В то же время, с другой стороны, я указал этот размер зеркала. Таких заготовок у меня получилось четыре:
Учитывая, что ширина 206-го подшипника 15 мм, он туго увеличивается внутри этой заготовки.

Нужную длину отмерил, остаток вырезал так:После этого верхнюю часть сломал под 90 градусов, сделав соответственно отмыл угол:
На них я вырезал для этого вот «зуб»:
Теперь установил оба вала на одну сторону гибки трубы, одел на них получившиеся детали, к вертикальным стойкам, пропилил насквозь, прикрепил их длинными винтами М4 с накидными гайками (ось вывернута). Впереди же ладились друг с другом торчащие вперед планки боковых стенок. Теперь, если смахнуть их вместе, получится П-образная крышка, которая, опустившись вниз, накроет подшипники вала и плотно их зафиксирует:
Трубы, имеющие квадратное, прямоугольное или овальное сечение — называются профильными. Чтобы собрать гибку своими руками, нужно узнать, с какой трубой вы собираетесь работать и уже выталкивая из трубы профиль, чтобы собрать гибку трубы.
При строительстве навесов, малых архитектурных форм, теплиц — такой материал используется не реже, чем традиционная труба.Строители предпочитают такое сечение из-за ровных поверхностей, на которые удобно монтировать кровельный материал. Да I. внешний вид Такая трубка гораздо респектабельнее.
В обработке Profiter не сложнее тура, однако при гибкости следует учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Не обязательно делать сложное приспособление из валков, рычагов и станин. Для гибки профильных труб малого сечения простым способом например:
Песчаная засыпка
Во внутреннюю полость заготовки засыпается песок, желательно мелкий речной. Песок предварительно подписан и высушен. Отверстия с торцов пьяны пробками. Далее профильная труба огибает шаблон необходимой формы.
Вместо песка Дорна
При необходимости место изгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При этом методе необходимо контролировать боковые стенки заготовки. Если превысите критический радиус — труба попросится как карточный домик.

Заполнение водой
На самом деле гнуть профиль водой бессмысленно. Поэтому сначала его необходимо заморозить. Для этого трубу с одной стороны затыкают заглушкой (можно использовать обычный пластилин), заливают водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «сломать» трубу при расширении льда.
Замороженный профессионал сгибается по шаблону. Конечно, нельзя использовать горелку или паяльную лампу, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнутся тонкостенные медные или алюминиевые трубы.
Пружина (самодельная Дорн)
Предварительно из стальной проволоки представляет собой пружину, размеры которой на 3-5% меньше внутреннего сечения профиля. Готовую оснастку помещают внутрь, а профтрубу можно согнуть традиционным способом вокруг шаблона. После окончания работы пружина снимается, выравнивается и может быть использована повторно.
Резка и сварка
Следующий способ применим в том случае, когда радиус изгиба небольшой, а профиль толстостенный и прочный.
С внутренней стороны предполагаемого изгиба болгаркой вырубаются сегменты, геометрия которых рассчитывается перед началом работы.
Труба сгибается по необходимому радиусу, а закрытые края вырезов завариваются любым способом. Для эстетики места сварки шлифуют болгаркой.
Важно! Перечисленные способы «работают» на мускульную силу, поэтому применяют только для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
В промышленных масштабах профилированную ручку изгибают с помощью специальных станков, многие из которых оснащены. Это вовсе не означает, что процесс нельзя повторить в домашних условиях.
Гибка трубы – довольно распространенная процедура, для выполнения которой используется специальное приспособление – трубогиб. Сделать трубогиб для профильной трубы можно своими руками, а можно купить на строительном рынке или в магазине.
Серийные устройства различаются по принципу работы, они могут иметь разные типы приводов, однако для работы на любом из этих устройств необходим определенный опыт. Ограничения по использованию устройств, выполненных в производственных условиях, и то, что они не подвергались испытаниям. Хорошим выходом во всех подобных ситуациях будет самостоятельное изготовление приспособлений, предназначенных для сгибания профильных труб, для чего можно использовать средства защиты.
Необходимые элементы конструкции
Для изготовления трубогиба своими руками можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какие материалы у вас есть. Чаще всего останавливают свой выбор на отводах труб фронтального типа, в конструкцию которых входят:
- три ролика (вала), которые должны быть металлическими;
приводная цепь- ;
- ось вращения;
- механизм, который будет приводить в движение все элементы устройства;
- металлических профиля, из которых будет изготовлен каркас устройства.
Чтобы разобраться, как согнуть профильную трубу на самодельном приспособлении, важно понимать, по какой технологии выполняется такой процесс. Как правило, при гибке труб используется принцип вальцовки или прокатки, что позволяет свести к минимуму риск поломки и повреждения трубы.
Чтобы сделать изгиб профильной трубы с помощью такого приспособления, его нужно вставить между и повернуть ручку. Применение такого простейшего гибочного приспособления позволяет получить на профильной трубе фибры, полностью соответствующие заданным параметрам.
Для изготовления простого станка для выполнения гибких профильных труб потребуются следующие элементы конструкции:
- домкрат обыкновенный;
- металлические профили и полка необходимые для изготовления каркаса;
пружины- , отличающиеся высокой прочностью;
валы- в количестве 3 штук;
приводная цепь- ;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба размещается на двух боковых роликах, а третья сторона опускается сверху, создавая необходимое усилие.
Чтобы придать трубе необходимый изгиб, следует прокручивать ручку, в результате чего получается цепь и, соответственно, валы оборудования.
Процесс изготовления отвода
Для изготовления приспособления для получения необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются с помощью сварки и болтовых соединений.
- По заранее подготовленному чертежу установите ось вращения и сами валы, два из которых размещаются над третьим. От расстояния, на котором расположены оси таких валов, зависит радиус изгиба профильной трубы.
- Для приведения в действие такого гибочного механизма используется цепная передача. Для настройки такой передачи она оснащена тремя передачами, а саму цепь можно выбрать от старого автомобиля, мотоцикла или другой техники.
- Для подведения такого снаряжения нужна ручка, которая соединяется с одним из валов. Именно за счет такой рукоятки создается требуемый крутящий момент.
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совершенно просто, если придерживаться следующей технологической последовательности.
- На прижимной вал поместите шестерни, подшипники и кольца, которые соединяются с ним шпонкой со шпонкой. Сначала разрабатывается чертеж такого вала, затвор для подшипников и роликов, затем эти детали вытаскиваются, что лучше всего доверить квалифицированному поворотному столу. Всего для этого приспособления нужно сделать три вала, один из которых подвешен на пружинах, а два других расположены по бокам.
- Затем в кольцах необходимо просверлить отверстия, необходимые для изготовления канавок и нарезки резьбы.
- Теперь необходимо сделать полку, для чего используется швеллер, в котором также просверлены отверстия и нарезана резьба, необходимая при установке напорного вала.
- Вся конструкция оборудования после подготовительных мероприятий должна быть собрана, для чего используются сварка и болтовые соединения.
В первую очередь выполняется монтаж каркаса, который одновременно служит и ножками трубы-отвода.
- Следующим шагом является навешивание полки с закрепленным на ней валом прижимной лапки, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, один из которых насаживается.
- Последний ход — установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, фиксируемый ключом, дополнительно прикручивается к полке;
- установка прижимного вала производится по следующей схеме: вал устанавливается на полку, к которой предварительно привариваются гайки для пружин, после выполнения монтажных работ полка переворачивается и висит на пружинах;
- натяжение цепей осуществляется с помощью магнитного уголка, который используется как держатель;
- при раскручивании пружин используются шпаги, которые предварительно изготавливаются из гроверов;
- ручка привода гибочного станка выполнена с поворотной трубкой;
Домкрат- на том самодельном приспособлении Установить на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление отвода гидравлического
В интернете можно найти много фото и видео как самостоятельно сделать приспособление для гибки профильных труб с гидроприводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, напорным устройством и патрубками для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- гидродомкратного типа грузоподъемностью не менее 5 тонн;
- башмак;
ролики- в количестве 2-3 шт.;
- мощный металлический штроборез;
- пластины из толстого металла и другие детали.
Чтобы выполнить нужный изгиб профильной трубы с помощью гидравлического приспособления, необходимо вставить его в башмак и зафиксировать оба его конца. После этого необходимо использовать домкрат, который своим поднимающимся штоком надевает на ролик, воздействуя на трубу и изгибая ее. После получения необходимого угла изгиба процесс можно остановить и снять трубу с изгиба, несколько раз потянув рукоятку домкрата в противоположном направлении.
Способы гибки труб самодельным станком
Вопрос, как согнуть профильную трубу с помощью самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь еще с несколькими рекомендациями. На гидромашинах безопасно выполнять гибкие профильные трубы из разных материалов, а также толстостенные изделия. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный прогрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодный;
- горячий.
Холод – это самый простой способ придания гибкости, который используется для труб из пластмасс. Тонкость такого процесса заключается в заполнении трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественную гибку без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него будет применение метода горячей гибки.
На вопрос, как согнуть профильную трубу максимально аккуратно и без лишнего труда, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми. приводной ролик. Вместо прижимного винта в такой трубогибке часто используется домкрат.
Если прогибать по шаблону, то труба с него не соскальзывает, в качестве упоров можно использовать металлические крючки. Если необходимо выполнить гибкий профиль трубы под большой радиус, лучше всего использовать трубогиб с тремя роликами. Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так можно изменить радиус изгиба трубы. В видео ниже мастер делится опытом по конструированию трубогибов из студенческих материалов.
Чтобы строго соблюдать размер необходимого изгиба трубы, такую операцию лучше всего проводить с помощью шаблона, который изготовлен из дерева.Даже самый простой ручной трубогиб с использованием такого шаблона позволит получить гибку профильной трубы с точным соблюдением заданных параметров. Кстати, такие шаблоны в основном изготавливаются для реализации простейших ручных способов гибки.
Трубогиб — вид прокатного стана, предназначенный для гибки под заданный радиус труб различного сечения и диаметра.
О том, как это работает и как это можно сделать в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется согнуть их на определенный угол. Такая потребность возникает вне зависимости от вида работ – будь то прокладка трубопровода на мастерской, монтаж сплит-системы в квартире или приварка скамейки или беседки на дачу.
Тонкие трубки, например, медные, часто используемые в системах кондиционирования, можно согнуть руками, но ручная гибка всегда нестандартная, а проще говоря, кривая.
Для серьезного производства это неприемлемо. Толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой ситуации и приходит на помощь гибка труб. Они могут аккуратно, ровно по заданному радиусу согнуть трубу, не допуская разрывов, утонений стенок и других деформаций металла.
Принцип работы
Принцип работы любого станка для гибки труб, несмотря на большое разнообразие конструкций, одинаков:
- Труба закрепляется либо в двух точках, условно назовем их А и Б, либо в на нем проводится точка б, находящаяся между ними, что приводит к образованию изгиба. По сути, это тип прессы.
- Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажимается в фиксаторе, ролик поворачивается на определенное количество градусов, соответственно профиль изгибается.
Разновидностей трубогибов много, но все они имеют схожие конструктивные элементы: в них одна или две стационарные точки фиксации трубы и одна — подвижная .
Его перемещение в заданной плоскости и приводит к изгибу профиля.
В качестве точек опоры всегда используются ролики или ролики. Изгиб трубы в жестких хомутах возможен, но легко может привести к разрыву материала. Если профиль может свободно скользить в роликах, значит, он не поврежден.
Для гибки профильных труб с поперечным сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен быть собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Разновидности
В первую очередь гибка труб делится на ручную и автоматическую . Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, потому что более толстую трубу руками согнуть невозможно даже с помощью рычага. В быту в основном используются они, при этом есть мобильные и стационарные устройства.
Мельницы насосные автоматические предназначены для промышленных условий.
Как правило, они стационарного типа.
Оснащены электроприводом от двигателя соответствующей мощности. Бывают гидравлические или комбинированные – электрогидравлические модели.
Основная классификация основана на принципе действия:
- домкрат (или арбала),
- прокатка
- обмотка.
Первые два типа конструктивно очень похожи друг на друга. Имеются два ролика, через которые протягивается труба. На домкрате или прессе располагается третий ролик или полукруглый упор, который осуществляет давление на профиль. Разница лишь в том, что при прокатке профиль загоняется под прижимной ролик с определенной скоростью, а сам ролик закрепляется неподвижно. А при использовании трубогиба типа «арбальт», наоборот, заливочный пресс выполняется на закрепленном отрезке профиля.
Тип намотки предполагает, что гибочный материал закрепляется в одном ролике (или системе роликов) и наматывается на другой.
У каждого типа конструкции есть свои преимущества и недостатки:
- «Арбельт» конструктивно легче, его проще сделать в домашних условиях из обычного домкрата.
Но аккуратно расточить конец трубы с его помощью сложно, кроме того, при изгибе на большой радиус это может привести к разрыву металла.
- Вальцовочный станок обеспечивает высокое качество гибки на любой радиус, но нуждается в двигателе для протяжки трубы. Именно этот тип чаще всего можно встретить в фабричных мастерских.
- Намотка может быть как стационарной, так и мобильной (ручной). Это особенно удобно для труб малого и среднего диаметра. Основным недостатком является невозможность изменения бордюра изгиба и варьирования радиуса: они всегда зависят от наматывающего ролика.
На заметку: в промышленности активно используются трубные станки с ЧПУ, которые могут выполнять из труб любые криволинейные конструкции по программе.
Как сделать трубогиб своими руками?
Если вам нужен трубогиб для ремонтных работ дома или на даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогой прибор, а смонтировать своими руками у подруги.
Варианты изготовления Есть бесчисленное множество.
Перед началом работы вам нужно будет определиться с сечением и формой профиля трубы, который вы будете гнуть. Ширина и форма роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неравномерному изгибу или другим деформациям. Труба должна входить между валиками как альбеле, не торчать и не болтаться. Либо необходимо использовать цилиндрические ролики без желоба и контролировать развал вручную.
Также в вашей работе следующие чертежи могут помочь:
Производство прокатного типа Tube
- -й призыв. В нем установлены два опорных катка. При этом на рисунке расстояние между ними можно варьировать за счет установки в паз – чем больше расстояние, тем больше радиус изгиба.
- Ролики соединены друг с другом через шкив. велосипедная цепь, приводной ремень и т. д. Чтобы они вращались одновременно.
- Рама сварная или крепится на болтах, состоящая из опорного ролика с обоймой и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Принцип работы прост: гибочный материал вставляется между опорными роликами, ведущий ролик опускается сверху, обеспечивая необходимый прогиб. Чем сильнее нажим, тем больше изгибается профиль. Если вам необходимо равномерно согнуть большой отрезок трубы, например, для формирования основания под крышу теплицы, ролики приводятся в действие с помощью ремня или цепи (вручную либо с помощью электродвигателя), т.к. в результате чего трубка вытягивается и равномерно изгибается.
Изготовление трубогиба навивного типа
Если есть необходимость сгибать трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб.Конструкция чем-то похожа на витую машину для домашнего консервирования. основная часть — два ролика с прямоугольными желобами точно по форме трубы.