
Для холодной ковки: Кузнечные станки для холодной ковки | Кузнечное оборудование для холодной ковки металла, станки для художественной ковки, оборудование для кузнечной ковки, продажа и изготовление кузнечного оборудования для кузнечного цеха, станки для кузнечной ковки – кузнечная ковка станки Мастер, Ажур, Профи
Ручные станки для холодной ковки
Производим качественные ручные станки для холодной ковки с доставкой по России
Производство
Станков холодной ковки
Доставляем станки
по всей России и СНГ
Оплата при получении
станков в транспортной
8 800 301 01 93
Звонок по России бесплатный
Контакты
Каталог Станков
Расчет доставки
Документы
Главная
Заказать звонок
Отзывы
Производитель 4Станка
Официальный сайт компании по производству станков для холодной ковки работаем с 2016 года
Смотреть станки
НАПРЯМУЮ
ОТ ПРОИЗВОДИТЕЛЯ
ДОСТАВКА
ПО РОССИИ И СНГ
ОПЛАТА
ПРИ ПОЛУЧЕНИИ
ГАРАНТИЯ
12 МЕС НА СТАНКИ
Разработали и изготавливаем
Без посредников
Отправляем с производтства
Отправляем надежными
транспортными компаниями
Доставка в среднем 1 неделя
В пункте выдачи проверяете станки после оплачиваете комплект, доставку и забираете
Несем ответственность за станки.
Нам легко дозвониться
Всегда на связи
Цены Станков Холодной Ковки
На станках можно изготавливать различные кузнечные элементы
Оборудование предназначено для холодной гибки металла. Гибочные станки, станки для завитков, станки для скручивания и проката изготавливают больше количество элементов художественной ковки. Такие как: Валюта, Улитка, Завиток, Бублик, Корзинка, Кольцо, Запятая, Шишка, Болясины, Розетки, Панели, Различные дуги и тд.
ЗАКАЗЫВАЙТЕ СТАНКИ
НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ
На наших станках мы вырезаем логотип 4С
Он является подтверждением что станки произведены нашей компанией
Действует юридическая гарантия на оборудование
Все станки проходят отдел ОТК перед отправкой
Наши станки всегда можно осмотреть перед оплатой!
Доставка и Оплата
Оплачиваются станки при получении в транспортной компании, перед оплатой станки можно распаковать и осмотреть.
Доставка по всей России и СНГ
Отправим любой удобной для Вас компанией
Рассчитайте доставку сейчас в Ваш город
Условия доставки и варианты оплаты заказов
Комплект станков для холодной ковки отправляем транспортными кампаниями до пункта выдачи или на Ваш адрес
Условия оплаты
ГАРАНТИЯ КАЧЕСТВА ОБОРУДОВАНИЯ
Наша компания гарантирует высокий уровень качества нашего оборудования, в точном соответствии от заявленных характеристик. Несем ответственность за качество металла используемого в нашем оборудовании.
Несем ответственность за качество металла используемого в нашем оборудовании.
Гарантийный срок исчисляется со дня приема оборудования в транспортной компании и действует сроком 1 год.
Применяйте узоры ковки в изделиях
Используйте элементы холодной ковки что бы украсить такие изделия как:
Ворота, Заборы
Решетки на окна
Лестницы, Перила
Лавки, Скамейки
Навесы, Козырьки
Полстолья, Стулья
Полки, Подставки для цветов
Мебель для дачи
Вешалки, Обувницы
Мангалы, Дровницы
Оградки, Столики
Беседки, Качели
Мостики, Ограждения
Фигурные изделия
ИДЕИ ИЗДЕЛИЙ
РУЧНОЙ ХОЛОДНОЙ КОВКИ
Собрали для Вас идеи различных изделий, которые сможете осуществить с нашим оборудованием. Украсить ворота, забор, мангал, лавочки, изготовить оконные решетки, подставки с нашими станками легко и просто.
СМОТРЕТЬ ИДЕИ
БЕСПЛАТНО
*Все фотографии принадлежат правообладателям
Каталог откроется в браузере
Все отзывы от реальных покупателей, размещены на популярных сайтах отзывов (avito. ru/otzovik.com/и других)
ru/otzovik.com/и других)
Новости 4Станка
Часто задаваемые вопросы
Кузнечные станки холодной ковки предназначены, в первую очередь, для изменения формы металла и придания ему большей прочности путём прессования избегая сварки.
- производство строительных элементов различной сложности;
- изготовление деталей из круглого, листового и трубного металлопроката;
- создание стальной мебели, декоративных объектов интерьера, гибки круглого профиля а также иных изделий подобного толка (как самодельных, так и заводского производства).
Ручные станки удобны тем, что легко устанавливаются в любом нужном месте – в мастерской, на даче, в гараже или на строительной площадке, причем конструкция трубогиба позволяет быстро менять расстояние между валами, что позволяет менять радиус изгибания детали не меняя оправок.
Вы получаете технологию с отличной производительностью, не требуется усилий Даже человек не мастер и не имеющий специальных навыков способен успешно пользоваться станками, т. к. детально продуманная конструкция делает их эксплуатацию понятной и простой.
к. детально продуманная конструкция делает их эксплуатацию понятной и простой.
Гнутик
Станок для холодной ковки, именуемый «Гнутик».
Этот базовый станок предназначен для изгиба заготовок до прямого угла, а также проката между роликами по радиусу для получения дуги. Эксцентриковый привод, гибочный штамп, рычаг и закаленные ролики смонтированы на прочном основании.
Улитка
Создает металлические спиралевидные изделия S завитки, которые находятся в одной плоскости. Ручной станок предназначен для изготовления элементов «завиток», «валюта», «запятая» и др. из металлопроката.
Торсион
Классический многооборотный торсион, так же коса, сплетение, инверсия.
Ручной станок для холодной ковки «торсион» универсальный инструмент предназначен для продольного скручивания квадратного прута и полос металла неограниченной длины руками. Торсировка является одной из распространенных операций художественной ковки, с помощью которой изготавливаются оригинальные кузнечные узоры. Приспособления можно легко использовать в трудных условиях.
Приспособления можно легко использовать в трудных условиях.
В результате получаются витые элементы, называемые торсионами, из которых собираются шишки, корзинки или фонарики. Аналог blacksmith и stancraft. Устройство применяется в изготовлении решеток, ограждений, перил, навесов и так далее.
Фонарик-Корзинка
Ручной станок для холодной ковки предназначен для изготовления одноименного элемента «Корзинка», «Шишка» или «Фонарик» из квадрата, либо круглого прутка толщиной до 8 мм.
Если с помощью торсировки получаются витые элементы продольного скручивания, то с помощью «Корзинки» этим элементам придается объемная спиралевидная форма нужной конфигурации.
Трубогиб
Трубогиб – приспособление, с помощью которого сложный и трудоемкий процесс изгибания трубы происходит быстро и точно под разным углом.
С помощью ручных трубогибов изготавливают гнутые элементы конструкций для:
- теплиц;
- скамеек;
- гнутых перил;
- козырьков;
- навесов;
- заборов
Мы используем только валы заводской закалки. Класс прочности 10.9 (высокопрочное изделие) — нанесен на каждом валу. Сертифицировано.
Класс прочности 10.9 (высокопрочное изделие) — нанесен на каждом валу. Сертифицировано.
Центральный Валы из 45 Стали с насечкой.
Для этого предусмотрены 2 контргайки на винте профилегиба. Они задают глубину погружения среднего вала
Станки для холодной ковки Stancraft
С 2017 года производим и доставляем станки по Беларуссии и СНГ
+7 (495) 118-42-70
Каталог
Оплата и доставка
Отзывы
ЗАКАЗАТЬ
Гарантия 12 месяцев
на все станки
Доставка
по всей Беларуссии
Оплата станков
при получении
+7 (495) 118-42-70
Закажите комплект 6 станков + 3 насадки со скидкой 50% за 2 600 BYN
КОВАНАЯ МЕБЕЛЬ, ВОРОТА, ТЕПЛИЦЫ И ДР. СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
Не нужен опыт
Подойдет тем, кто не занимался ковкой.
Инструмент, который работает
Заводское качество. Конкуренты копируют внешний вид, не разбираясь в технологии.
Обучаем работе
Дружное сообщество — 35 000 подписчиков, десятки обучающих видео и гайдов.
Средний рейтинг на маркете — 4.9
Более 100 настоящих отзывов клиентов.
Скидка 50% на комплект
Закажите комплект сегодня по скидке.
«Улитка»
«Гнутик»
«Торсион + корзинка»
«Волна»
«Трубогиб»
Станок «усиления»
Насадка «Кольцо/Завиток»
Закажите комплект
6 станков + 3 насадки
со скидкой 50% за 495 000 тңг.
Нашими станками пользуются
более 12 тысяч человек
Все люди разного уровня: от новичков до мастеров
Комплект 3 станка (3 станка = 5 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Комплект 3 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Комплект с
Мини — Атлантом
Комплект 3 станка
(3 станка = 5 функций)
1 240 1 040 BYN
ЗАКАЗАТЬ
Комплект 4 станка (4 станка = 6 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы «Викинг»
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Комплект 4 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Профилегиб «Викинг»
Комплект с
Мини — Атлантом
Комплект 4 станка
(4 станка = 6 функций)
1 600 1 370 BYN
ЗАКАЗАТЬ
Комплект 5 станков (5 станков = 7 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы (выберите ниже)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Улитка
Торсион + корзинка
Гнутик
Профилегибы
(выберите ниже)
Комплект с
Мини — Атлантом
Комплект 5 станков
(5 станков = 7 функций)
1 620 BYN
1 790 BYN
2 100 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Комплект 4 станка + ролики (4 станка + ролики = 8 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Фигурные ролики (на выбор)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Комплект 4 станка + ролики
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
Фигурные ролики (на ваш выбор)
Комплект с
Мини — Атлантом
Комплект 4 станка + ролики
(4 станка + ролики = 8 функций)
2 550 2 260 BYN
ЗАКАЗАТЬ
Комплект 6 станков + 3 насадки (6 станков = 12 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы ( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы
( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
Комплект с
Мини — Атлантом
Комплект 6 станков + 2 насадки
(6 станков = 11 функций)
2 600 BYN
2 790 BYN
2 830 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Каталог единичных моделей
Каталог
единичных моделей
Что можно сделать на наших станках?
Станки, которые использовались для изготовления
Себестоимость изделия:
516,28 BYN
Время работы:
1 день
Стоимость в магазине:
1878,13 BYN
Примеры изделий с нашего YouTube канала
Откройте своё дело по производству и продаже изделий из металла
*Все изделия сделаны на станках Станкрафт, процесс изготовления показан на нашем YouTube канале
Кованный биокамин
Кованный мангал
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
434,68 BYN
Стоимость в магазине:
От 2295,50 BYN
Журнальный столик
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
107,60 BYN
1 день
Стоимость в магазине:
626,04 BYN
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
69,91 BYN
1 день
Стоимость в магазине:
626,04 BYN
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Не знаете какой станок выбрать?
ПОДОБРАТЬ СТАНОК
Оставьте заявку — мы подберём станок под Ваши задачи, ответим на вопросы и проконсультируем
Даём 12 месяцев
гарантии на все станки
В случае неисправности вернём
деньги или вышлем новые
Доставляем станки
по всей Беларуссии
Оборудование отправляем транспортными
компаниями до ближайшего пункта выдачи
Узнайте точную стоимость и срок
доставки станков до вашего города
Наш менеджер свяжется с вами в течение 10 минут,
уточнит детали для расчёта стоимости и срока доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
РАССЧИТАТЬ ДОСТАВКУ
Наш менеджер свяжется с вами
в течение 10 минут, уточнит детали
для расчёта стоимости и срока доставки
Оплачиваете станки
при получении
Сначала вы осматриваете
инструменты, а потом оплачиваете
Дарим подарки
при покупке любого
станка или комплекта
Каталог изделий из металла с подробной инструкцией по изготовлению
Бесплатный доступ на
14 дней к профессиональной
3D программе
ЗАКАЗАТЬ СТАНКИ
Закажите станки на OZON
Вы можете приобрести наши станки на маркетплейсе OZON. Удобно и легко.
Удобно и легко.
Маркетплейс OZON — это:
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести наши станки на Яндекс Маркете. Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести
наши станки на Яндекс Маркете.
Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Заполните форму
Наш менеджер свяжется с вами в течение 10 минут, уточнит детали, проконсультирует и подберёт подходящий комплект станков
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Подберём оптимальный комплект станков для реализации Ваших идей и задач
ПОДОБРАТЬ КОМПЛЕКТ СТАНКОВ
Суммарная аудитория наших подписчиков в соцсетях более 40 000
художественной ковке
Научитесь
по видеоурокам от наших мастеров
Мы регулярно снимаем пошаговые видеоуроки
по изготовлению различных металлических изделий,
которые делаем на станках нашего производства
Посмотреть YouTube канал
Осторожно! Халтура!
На что обратить внимание перед покупкой станков!
Лепестки завитка подогнаны вручную из-за этого образуются заломы.
Идеальная геометрия лекала.
На выходе получаются кривые не качественные завитки.
За счет этого улитка делает ровные завитки без заломов
Ненадежное крепление завитков
Улитка Stancraft имеет надёжное соединение паз в паз
Такое соединение не способно выдержать нагрузку даже по заявленным техническим характеристикам
Такую конструкцию не под силу сломать! Надежность конструкции достигается за счет пазового соединения
Некачественный станок улитка.
Тонкая ось диаметром 16мм.
Улитка Stancraft имеет большую ось диаметром 22мм.
Ось на станке тонкая, диаметром 16мм., может сломаться при малейшей нагрузке.
Ось — это важный элемент, который несет на себе всю нагрузку при работе на станке.
Некачественный станок имеет ограниченный функционал
На торсионе Stancraft установлены универсальные насадки
Работа с полосой и прутками 12-14 мм. а также с профильной трубой на станке не предусмотрена.
Позволяют работать не только с профтрубой, но и с полосой. Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Закаленные болты главный недостаток станка!
Болты заводского качества из низкоуглеродистых сталей
Тот случай, когда маркетинговый ход в виде калёного болта не решает. Болты после закалки становятся хрупкими, и при затяжке могут легко сколоться.
Болт без закалки не теряет вязкость, имеет эластичность. При затяжке с болтом ничего не случится.
Ознакомьтесь с отзывами наших клиентов
об опыте использования станков
Ознакомьтесь с отзывами наших клиентов об опыте использования станков
У ВАС ОСТАЛИСЬ ВОПРОСЫ?
Ответим на все вопросы, проконсультируем и подберём подходящий комплект станков
ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ
Менеджер свяжется с вами в течение 10 минут, проконсультирует,
подберёт станки под Ваши задачи и рассчитает стоимость доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Менеджер свяжется с вами в течение 10 минут,
проконсультирует, подберёт станки под Ваши
задачи и рассчитаем стоимость доставки
Наши контакты
Телефон: +7 (495) 118-42-70
E-mail: stancraftru@gmail. com
com
График работы: Пн-Вс с 09:00 до 20:00
ИП Насыров Р.М.
ИНН 693100847030
ОГРН 317695200006655
170100, г. Тверь, Индустриальная улица, 17
© 2017 — 2022 «stankraft.by» Все права защищены.
Использование материалов разрешено только с согласия правообладателей.
Полное или частичное копирование сайта запрещено и преследуется по закону.
«Политика конфиденциальности»
+7 (999) 333-51-26
«Договор оферты»
Click to order
Ваше имя
Ваш телефон
Станки для холодной ковки — с оплатой при получении по РФ
Исходная сортировкаПо популярностиПо рейтингуСортировка от последнегоЦены: по возрастаниюЦены: по убываниюАрматурогиб
по акции 5 499р.старая цена 9000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 1390р. в мес
Оплата при получении после осмотра
Фото3 Детали Информация по доставке
Купить Арматурогиб
Скидка 3 500р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку Арматурогиб
Станок для холодной ковки Комплект ХК
по акции 32 999р.старая цена 50000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 8190р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Торсион+Корзинка
Оригинальный завиток+Гнутик+Кольцо
Кузнечная Улитка
Фото7 Детали
Купить Комплект ХК
Скидка 17 000р. актуальна до 10.10.2022Консультация по станку Комплект ХК
Станок для холодной ковки ОЗ 2 в 1
по акции 9 990р.старая цена 20000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 2490р. в мес
Оплата при получении после осмотра
завиток(лебедь)
гнутик до 90 градусов
Фото7 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу 10x10x1мм усиленная
Круглый пруток до ⌀12мм максимум
Квадрат 12мм максимум
Полосу до 20×5мм максимум
Купить ОЗ 2 в 1
Скидка 10 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ОЗ 2 в 1
Станок для холодной ковки ОЗ 3 в 1
по акции 12 990р.старая цена 24000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3190р. в мес
Оплата при получении после осмотра
Фото9 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу 10x10x1мм усиленная
Круглый пруток до ⌀12мм максимум
Квадрат 12мм максимум
Полосу до 20×5мм максимум
Купить ОЗ 3 в 1
Скидка 11 000р. актуальна до 10.10.2022Консультация по станку ОЗ 3 в 1
Станок для холодной ковки Кузнечная Улитка
по акции 9 990р.старая цена 19000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 2490р. в мес
Оплата при получении после осмотра
создание валюты
Фото6 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 10x10x1мм — R от 220мм усиленная
Круглый пруток до ⌀10мм — R от 220мм максимум
Квадрат 12мм — R от 220мм максимум
Полосу до 20×5мм — R от 220мм максимум
Купить Кузнечная Улитка
Скидка 9 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку Кузнечная Улитка
Станок для холодной ковки Торсион
по акции 9 990р.старая цена 20000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 2490р. в мес
Оплата при получении после осмотра
скручивание
длина заготовки без ограничений
Фото7 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу 10x10x1мм усиленная песком
Квадрат 10мм 12мм 14мм
Полосу до 20×4мм до 25×4мм
Купить Торсион
Скидка 10 000р. актуальна до 10.10.2022Консультация по станку Торсион
Станок для холодной ковки УПТ-3
по акции 21 990р.старая цена 28000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5490р. в мес
в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
съёмные ролики для сплющивания
Фото6 Детали
Прокатывает в радиус:
Квадратную трубу 10x10x1мм + сплющивание концов 15x15x1.5мм + сплющивание концов 20x20x2мм + сплющивание концов
Купить УПТ-3
Скидка 6 000р. актуальна до 10.10.2022Консультация по станку УПТ-3
Станок для холодной ковки УПТ-3-380В
по акции 68 990р.старая цена 70000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 17190р. в мес
Фото3 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу 10x10x1.5мм 15x15x1.5мм 20x20x1.5мм
Купить УПТ-3-380В
Скидка 1 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку УПТ-3-380В
Станок для холодной ковки УПТ-4-380В
по акции 70 990р.старая цена 72000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 17690р. в мес
Фото3 Детали Информация по доставке
Купить УПТ-4-380В
Скидка 1 000р. актуальна до 10.10.2022Консультация по станку УПТ-4-380В
Станок для холодной ковки УПТ-4
по акции 23 990р.старая цена 29000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5990р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
съёмные ролики для сплющивания
Фото7 Детали
Прокатывает в радиус:
Квадратную трубу 10x10x1мм + сплющивание концов 15x15x1.5мм + сплющивание концов 20x20x2мм + сплющивание концов 25x25x3мм + сплющивание концов
Купить УПТ-4
Скидка 5 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку УПТ-4
Станок для холодной ковки Торсион+Корзинка
по акции 12 999р.старая цена 24000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3190р. в мес
Оплата при получении после осмотра
скручивание
корзинка(шишка)
Фото14 Детали Отзывы 1 Отзывы с видео 1 Информация по доставке
Прокатывает в радиус:
Квадратную трубу 10x10x1мм усиленная песком
Квадрат 10мм 12мм 14мм
Полосу до 20×4мм до 25×4мм
Купить Торсион+Корзинка
Скидка 11 000р. актуальна до 10.10.2022Консультация по станку Торсион+Корзинка
Калькулятор
Выберите станки:
Оставить заявку
Кузнечная Улитка 9990р.
Завиток 2 в 1 9990р.
Завиток 3 в 1 12990р.
Торсион 9999р.
Торсион + Корзинка 12999р.
Комплект станков 32999р.
Узнайте Стоимость доставки в Ваш город!
1-7 дней от 500р. доставка Оплата станка после получения и осмотра!
Стоимость доставки зависит от отдаленности и веса.
Мы обязательно позвоним сообщить Вам стоимость и сроки доставки.
Доставка Профилегиба ТВ-2У бесплатно по РФ!
Нажимая на кнопку, я соглашаюсь с политикой конфиденциальности
ХК — Отзывы покупателей
ИНТех вообще красавцы.
Вся продукция купленная мною в этой организации работает на все 100 %. Давно все окупил. Спасибо. И самое главное доставкаподробнее…
Давно все окупил. Спасибо. И самое главное доставкаподробнее…
Спасибо за быструю доставку и отзывчивость
Всё дошло в лучшем виде. Тестировать буду после схода снега. Приятно было с вами работать, теперь буду вам доверять иподробнее…
ХК — Работы покупателей
Записей нет
ХК — Часто задаваемые вопросы
Записей нет
Ручные Профилегибы с цепью
Профилегиб Ручной ТВ-2Н
по акции 12 990р.старая цена 25000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3190р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
Фото14 Детали Отзывы 7 Отзывы с видео 7
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x2.5мм — R от 1000мм
Прямоугольную трубу до 50x40x2. 5мм — R от 1500мм
5мм — R от 1500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 50×4мм — R от 160мм
Купить ТВ-2Н
Скидка 12 000р. актуальна до 10.10.2022Консультация по станку ТВ-2Н
Профилегиб Ручной ТВ-3
по акции 22 990р.старая цена 35000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5690р. в мес
Фото4 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 60x60x2.5мм — R от 2500мм
Прямоугольную трубу до 60x40x2.5мм — R от 2450мм
ВГП трубу (толстостенную) до ⌀32×3.2мм — R от 450мм
Круглый пруток до ⌀25мм — R от 300мм
Квадрат до 22×22мм — R от 450мм
Полосу до 60×6мм — R от 200мм
Купить ТВ-3
Скидка 12 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-3
Профилегиб Ручной ТВ-2У
по акции 15 990р.старая цена 26000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3990р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
3 трубы 20х20 за раз
Лидер продаж
Фото9 Детали Отзывы 10 Отзывы с видео 8
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x2.5мм — R от 1000мм
Прямоугольную трубу до 60x40x2.5мм — R от 2500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 60×4мм — R от 160мм
Купить ТВ-2У
Скидка 10 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-2У
Профилегиб Ручной ТВ-3У
по акции 32 990р.старая цена 42000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 8190р. в мес
Самый мощный среди ручных
Фото4 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 60x60x2.5мм — R от 2500мм
Прямоугольную трубу до 120x60x3мм — R от 4000мм
ВГП трубу (толстостенную) до ⌀32×3.2мм — R от 450мм
Круглый пруток до ⌀25мм — R от 200мм
Квадрат до 25×25мм — R от 300мм
Полосу до 120×6мм — R от 200мм
Купить ТВ-3У
Скидка 9 000р. актуальна до 10.10.2022Консультация по станку ТВ-3У
Профилегиб Ручной TВ-1/200
по акции 20 490р. старая цена 30000р.
старая цена 30000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5090р. в мес
Выносные валы 52мм
Минимальный радиус 10см
Фото10 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 40x40x2.5мм — R от 1000мм до 20x20x2мм — R от 100мм
Прямоугольную трубу до 50x40x2.5мм — R от 1000мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 110мм до ⌀25×3.2мм — R от 300мм
Круглый пруток до ⌀16мм — R от 100мм
Квадрат до 20×20мм — R от 300мм
Полосу до 50×4мм — R от 100мм
Купить TВ-1/200
Скидка 9 500р. актуальна до 10.10.2022Консультация по станку TВ-1/200
Профилегиб Ручной ТВ-1/250
по акции 20 990р. старая цена 30000р.
старая цена 30000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5190р. в мес
Выносные валы 52мм
Фото4 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 40x40x2.5мм — R от 1000мм до 20x20x2мм — R от 125мм
Прямоугольную трубу до 50x40x2.5мм — R от 1000мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 130мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀16мм — R от 125мм
Квадрат до 20×20мм — R от 400мм
Полосу до 50×4мм — R от 125мм
Купить ТВ-1/250
Скидка 9 000р. актуальна до 10.10.2022Консультация по станку ТВ-1/250
Профилегиб Ручной ТВ-2/60
по акции 16 990р.старая цена 27000р.
Купить Скидка актуальна до 10. 10.2022
10.2022
Рассрочка 4190р. в мес
Оплата при получении после осмотра
Т-образный
выпуск с 2009г.
Фото8 Детали Отзывы 1 Отзывы с видео 1 Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x2.5мм — R от 1000мм
Прямоугольную трубу до 60x40x2.5мм — R от 2500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 165мм
Полосу до 60×4мм — R от 160мм
Купить ТВ-2/60
Скидка 10 000р. актуальна до 10.10.2022Консультация по станку ТВ-2/60
Профилегиб Ручной ТВ-1У
по акции 24 990р.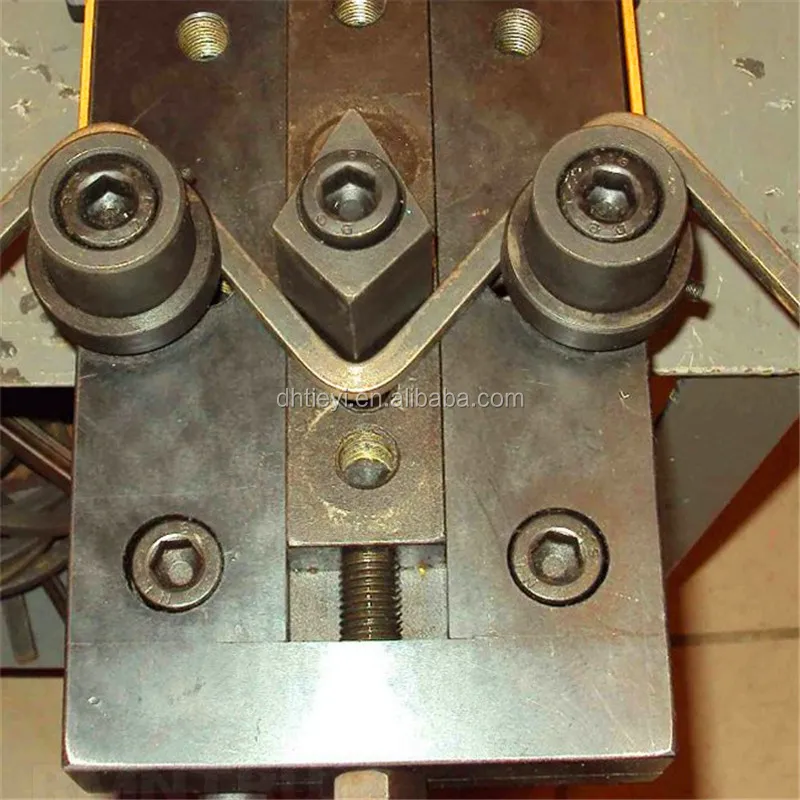 старая цена 35000р.
старая цена 35000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 6190р. в мес
Усиленный. Ширина выносных валов 62мм
Выносные съемные валы.
Фото15 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 40x40x2.5мм — R от 1000мм
Прямоугольную трубу до 60x40x2.5мм — R от 2500мм
ВГП трубу (толстостенную) до ⌀32×3.2мм — R от 200мм
Круглый пруток до ⌀20мм — R от 200мм
Полосу до 60×6мм — R от 180мм
Купить ТВ-1У
Скидка 10 000р. актуальна до 10.10.2022Консультация по станку ТВ-1У
Профилегиб Ручной Умелец-У-гл
по акции 8 990р.старая цена 15000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 2190р. в мес
в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
гладкие валы
Фото11 Детали Отзывы 8 Отзывы с видео 7
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 200мм до 40x40x2мм — R от 1000мм
Прямоугольную трубу до 60x40x2мм — R от 500мм
ВГП трубу (толстостенную) до ⌀20×3.5мм — R от 200мм до ⌀25×3.5мм — R от 400мм
Круглый пруток до ⌀14мм — R от 250мм
Квадрат до 20×20мм — R от 250мм
Полосу до 50×4мм — R от 200мм
Купить Умелец-У-гл
Скидка 6 000р. актуальна до 10.10.2022Консультация по станку Умелец-У-гл
Профилегиб Ручной Умелец-У-сн
по акции 9 990р. старая цена 16000р.
старая цена 16000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 2490р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
Для задач по обустройству дачи и дома своими руками.
Фото9 Детали Отзывы 8 Отзывы с видео 7
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 200мм до 40x40x2мм — R от 1000мм
Прямоугольную трубу до 60x30x2мм — R от 500мм
ВГП трубу (толстостенную) до ⌀20×3.5мм — R от 200мм до ⌀25×3.5мм — R от 400мм
Круглый пруток до ⌀14мм — R от 250мм
Квадрат до 20×20мм — R от 250мм
Полосу до 50×4мм — R от 200мм
Купить Умелец-У-сн
Скидка 6 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку Умелец-У-сн
Профилегиб Ручной ТВ-1/200-РР
по акции 21 990р.старая цена 32000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5490р. в мес
в комплекте ролик с ребордой
Усиление проф трубы
Выносные валы 52мм
Мин радиус 100мм
Фото5 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 40x40x3мм — R от 1000мм до 20x20x2мм — R от 100мм
Прямоугольную трубу до 50x40x3мм — R от 1000мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 110мм до ⌀25×3.2мм — R от 300мм
Круглый пруток до ⌀16мм — R от 100мм
Квадрат до 20×20мм — R от 300мм
Полосу до 50×4мм — R от 100мм
Купить ТВ-1/200-РР
Скидка 10 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-1/200-РР
Профилегиб Ручной ТВ-1/250-РР
по акции 22 490р.старая цена 32000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 5590р. в мес
В комплекте ролик с ребордой
Выносные валы 52мм
Усиление профтрубы
Фото4 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 40x40x3мм — R от 1000мм до 20x20x2мм — R от 125мм
Прямоугольную трубу до 50x40x3мм — R от 1000мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 130мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀16мм — R от 125мм
Квадрат до 20×20мм — R от 400мм
Полосу до 50×4мм — R от 125мм
Купить ТВ-1/250-РР
Скидка 9 500р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-1/250-РР
Профилегиб Ручной ТВ-2У-РР
по акции 17 490р.старая цена 28000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 4390р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
В комплекте ролик с ребордой(РР)
Усиление профтрубы
Фото10 Детали
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x3мм — R от 1000мм
Прямоугольную трубу до 60x40x3мм — R от 2500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 60×4мм — R от 160мм
Купить ТВ-2У-РР
Скидка 10 500р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-2У-РР
Профилегиб Ручной ТВ-2Н-РР
по акции 14 490р.старая цена 27000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3590р. в мес
Доставка Бесплатно!Только по РФ ТК DPD. Для физических лиц.
Оплата при получении после осмотра
В комплекте ролик с ребордой(РР)
Усиление профтрубы
Фото13 Детали
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x3мм — R от 1000мм
Прямоугольную трубу до 50x40x3мм — R от 1500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 50×4мм — R от 160мм
Купить ТВ-2Н-РР
Скидка 12 500р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-2Н-РР
Профилегиб Ручной ТВ-2/60-РР
по акции 18 490р.старая цена 29000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 4590р. в мес
Оплата при получении после осмотра
Ширина валов 62мм
+ ролик с ребордой для труб от 50х30мм
Усиление профтрубы
Фото18 Детали Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x3мм — R от 1000мм
Прямоугольную трубу до 60x40x3мм — R от 160мм
ВГП трубу (толстостенную) до ⌀34×3.2мм — R от 160мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 60×4мм — R от 160мм
Купить ТВ-2/60-РР
Скидка 10 500р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-2/60-РР
Профилегиб Ручной ТВ-2/50
по акции 14 990р.старая цена 26000р.
Купить Скидка актуальна до 10.10.2022
Рассрочка 3690р. в мес
Оплата при получении после осмотра
Т-образный
ширина валов 52мм
производство с 2009 года
Фото16 Детали Отзывы 1 Отзывы с видео 1 Информация по доставке
Прокатывает в радиус:
Квадратную трубу до 20x20x2мм — R от 160мм до 40x40x2.5мм — R от 1000мм
Прямоугольную трубу до 50x40x2.5мм — R от 2500мм
ВГП трубу (толстостенную) до ⌀20×2.5мм — R от 165мм до ⌀25×3.2мм — R от 400мм
Круглый пруток до ⌀22мм — R от 160мм
Квадрат до 20×20мм — R от 160мм
Полосу до 50×4мм — R от 160мм
Купить ТВ-2/50
Скидка 11 000р. актуальна до 10.10.2022
актуальна до 10.10.2022Консультация по станку ТВ-2/50
Холодная ковка против горячей ковки: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка – это производственный процесс, при котором цельная металлическая заготовка деформируется, а затем ей придается новая форма с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает создателю больший контроль над конечным результатом, потому что зерна металла деформируются, принимая новую форму. Это означает, что фальсификатор может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее той же детали, созданной путем литья или механической обработки.
Для выполнения ковки используются различные инструменты, в том числе более традиционные молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой.
Ковка производится «горячей», «теплой» или «холодной». винтовые прессы
Что такое холодная ковка?
Холодная ковка, также называемая холодной штамповкой, представляет собой процесс, который происходит при температуре, близкой к комнатной, а не при более высоких температурах, как при горячей и горячей ковке. Для этого заготовку помещают между двумя штампами и растирают штампы до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованого металла может подняться до 250°C или 482°F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности. Например, он часто более экономичен, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует ее. После этого также практически не остается лишнего материала, поскольку чистый вес исходного металла примерно равен весу готового продукта. Помимо отсутствия лишнего материала, штампы, используемые при холодной ковке, служат дольше, чем при горячей ковке, что означает меньшее количество замен.
Еще одним преимуществом является то, что, хотя пластичность металла снижается в процессе холодной ковки, в металле наблюдается значительное увеличение как предела текучести, так и прочности на растяжение. Поскольку металл не нагревается, зерна металла сохраняют свой размер и меняют направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Основным недостатком холодной ковки является то, что ее нельзя использовать для всех металлов, потому что некоторые типы с большей вероятностью треснут или сломаются в процессе. Например, в то время как некоторые стали могут быть кованы при комнатной температуре, типы стали с содержанием углерода 0,5% или выше не могут.
Другим недостатком является то, что холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, другой процесс, вероятно, лучше подойдет для достижения желаемого результата.
Чем отличается горячая штамповка?
Самая очевидная разница между холодной и горячей ковкой заключается в температуре. В отличие от холодной ковки, которая начинается при комнатной температуре или близкой к ней, горячая ковка происходит, когда металл нагревается выше температуры его рекристаллизации. Обычно это чрезвычайно высокая температура, например, сталь нагревают до 1150°С или 2202°F, а медные сплавы до 700-800°С или 1300-1470°F, что составляет около 75% температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При этих температурах металл находится в пластичном состоянии, технически все еще твердом, но гораздо более податливом.
Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При этих температурах металл находится в пластичном состоянии, технически все еще твердом, но гораздо более податливом.
Горячая ковка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между матрицей и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластичный металл пластичен и легко формуется. Во время горячей ковки можно создавать сложные формы и узоры, в отличие от холодной ковки, где это может быть чрезвычайно сложно. Если вы хотите изготовить металлические детали по индивидуальному заказу, горячая ковка — лучший вариант из-за ее ковкого состояния перед закалкой. Этот метод идеально подходит для создания объемных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительной стадии нагревания металла снаружи для придания ему нужных свойств, поверхность металла, прокованная при высоких температурах, идеальна для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом формуемости, поскольку целостность металла не нарушается при высокой температуре. Эти металлы можно легко деформировать, не видя в металле никаких дефектов, что делает их одновременно прочными и пластичными.
Недостатки горячей ковки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не внимательно следить за ними при нагревании, ковке и последующем охлаждении. Это означает менее точные допуски, чем у металла, кованого холодной штамповкой.
Горячая ковка также часто дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, процесс, который вы выберете, зависит от необходимого вам продукта и типа металла, который вы будете использовать. Оба метода ковки могут быть эффективными способами укрепить ваши металлические заготовки и превратить их в конечный продукт, который вам нужен.
Оба метода ковки могут быть эффективными способами укрепить ваши металлические заготовки и превратить их в конечный продукт, который вам нужен.
Для получения дополнительной информации о том, как GK может поддержать ваш процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
Корпорация General Kinematics, зарегистрированная в 1960 году, была основана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
Холодная ковка необходимых вам металлических деталей
Вы являетесь специалистом в области производства и отвечаете за планирование, приобретение или определение компонентов ваших сборок? Если это так, то вы, несомненно, знакомы с треугольником цена-время-качество. Чтобы сохранить свой бизнес, вы должны сбалансировать все три составляющие: низкая стоимость, высокое качество и доставка. Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
Чтобы сохранить свой бизнес, вы должны сбалансировать все три составляющие: низкая стоимость, высокое качество и доставка. Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
«Кто-то сделает ваш продукт устаревшим. Убедитесь, что это вы». — Эдвин Лэнд.
Холодная ковка может дать вам необходимое конкурентное преимущество.
Содержание
Что такое холодная ковка?Холодная ковка — это метод обработки металлов, при котором прутковый прокат обрабатывается и выдавливается в открытый штамп. Этот метод происходит при температуре окружающей среды или ниже температуры рекристаллизации металла, чтобы придать металлу желаемую форму.
Холодная ковка является эффективным и экономически выгодным методом формовки металла для изготовления больших объемов деталей с низкими затратами. Способ ковки разный в зависимости от температуры: холодный или горячий. Осуществляется на станках с молотками или на прессах для профилирования, прессования и прокатки стали.
Этот метод сравнительно менее затратен, чем горячая ковка, так как конечный продукт требует очень мало отделочных работ. Хотя холодная ковка называется холодной, она происходит при комнатной температуре или близкой к ней.
Размер станков для холодной штамповки зависит от твердости материала и веса конечного обрабатываемого компонента.
Холодная ковка обеспечивает экономию материала до 70% производственных затрат, так как очень мало отходов и брака.
Как работает холодная ковка?Низкая стоимость ковки обусловлена снижением трудозатрат и устранением второстепенных операций. Детали могут быть изготовлены быстро и эффективно со скоростью до 1000 штук в час, что снижает затраты.
Холодная ковка позволяет получить почти идеальное качество поверхности с повышенной размерной стабильностью. Каждая операция повышает прочность и долговечность заготовки, делая компоненты долговечными.
Ковка может относиться к процессу формирования металла в твердой форме. Большая часть ковки осуществляется посредством процесса осадки. Молотки или домкраты горизонтально вдавливают в концы, чтобы расширить или изменить форму заготовки.
Большая часть ковки осуществляется посредством процесса осадки. Молотки или домкраты горизонтально вдавливают в концы, чтобы расширить или изменить форму заготовки.
Части обычно проходят стадию за станциями, пока не приобретут окончательную форму. Болты более высокой прочности традиционно подвергаются холодной головке с использованием этого метода. Клапан автомобильного двигателя формируется в процессе принудительной ковки. При штамповке детали выковываются в штампах для получения готовых изделий с помощью большого молота, прикрепленного к машине.
На фото выше: холоднокованый приводной вал.
Горячая и холодная ковка – в чем разница?Ковка – типичная производственная процедура, при которой сжимающие силы могут формировать металлические детали. Ковка возможна в разных условиях, например, горячая или холодная ковка. В ковке используются молотки или прессы, которые сжимают и деформируют материалы в твердые куски.
Наиболее существенная разница между горячей и холодной ковкой заключается в температуре. В отличие от холодной ковки, которая начинается при температуре окружающей среды, процесс горячей ковки происходит, когда металл нагревается выше температуры его кристаллизации. Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
В отличие от холодной ковки, которая начинается при температуре окружающей среды, процесс горячей ковки происходит, когда металл нагревается выше температуры его кристаллизации. Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
Холодная ковка — жизненно важный процесс придания формы и упрочнения металла.
В отличие от этого, горячая штамповка позволяет получить материал с превосходным пределом текучести, меньшей твердостью, более высокой пластичностью и более высокой прочностью материалов.
Вы можете выбрать один из двух типов на основе экономических показателей, ваших требований к механическим свойствам и размера оборудования, необходимого для изготовления детали определенного размера и объема.
Примечание. Ковка полностью отличается от литья, когда расплавленный материал заливают в формы.
Холодная штамповка и ковка – одно и то же? Процессы металлообработки включают штамповку и ковку. Оба они включают модификацию металла для получения различных размеров и/или форм. Доступны различные металлы и сплавы, от железа и стали до алюминия, бронзы и т. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
Оба они включают модификацию металла для получения различных размеров и/или форм. Доступны различные металлы и сплавы, от железа и стали до алюминия, бронзы и т. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
Деформирование металлической заготовки с помощью механической деформации называется формованием. По определению, слово «формование» относится к любому металлургическому процессу, включающему деформацию металлической заготовки механическими средствами. Термин «формование» в соответствии с его точным значением относится к любой операции металлообработки, при которой металлическая заготовка деформируется физическими средствами. Поскольку во время формовки материал не добавляется и не удаляется из заготовки, она не меняет свой вес, а только форму.
Металлообработка имеет два вида штамповки: сжатие и растяжение. Сжимающая нагрузка используется для изгиба металлических деталей за счет деформации сжатия, тогда как растягивающее напряжение используется для деформации металлических компонентов. Прокатка и экструзия являются примерами формования сжатием, поскольку они используют сжимающую силу. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
Прокатка и экструзия являются примерами формования сжатием, поскольку они используют сжимающую силу. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
Процесс ковки — это технология металлообработки, в которой используются удары под давлением для придания формы металлической заготовке и изменения ее формы. Все кузнечные операции предполагают использование мощных и напорных ударов для деформации и модификации металлической заготовки.
Что лучше? Металлические детали могут быть изменены по размеру и/или форме путем штамповки или ковки. Ковка предполагает нанесение сильных ударов по металлическим деталям для придания им формы, тогда как формование достигается за счет механической деформации. В любом подходе нет отходов, что делает их экономически эффективными, если вы работаете с дорогими материалами. Чтобы узнать, какая процедура будет лучше всего соответствовать геометрии, объему и механическим требованиям вашего конечного компонента, вам следует проконсультироваться со специалистом.
Когда дело доходит до выбора металла для проекта, есть много вариантов. Примерами таких материалов являются твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний являются мягкими металлами, которые можно использовать. Единственным требованием для любого металла является твердость по Роквеллу 44 HRC или ниже.
Вверху: Болты с лезвиями, изготовленные методом холодной ковки.
В каких отраслях применяется холодная ковка?Автомобильный, аэрокосмический, сельскохозяйственный, внедорожный, судовой, трубопроводный и ручной инструмент — и это лишь некоторые из них.
Размеры варьируются от нескольких унций до тысяч фунтов.
Автомобильная промышленность: например, компоненты подвески, такие как шпиндели промежуточных рычагов, и элементы двигателя, такие как шатуны и редукторы, изготавливаются методом холодной ковки.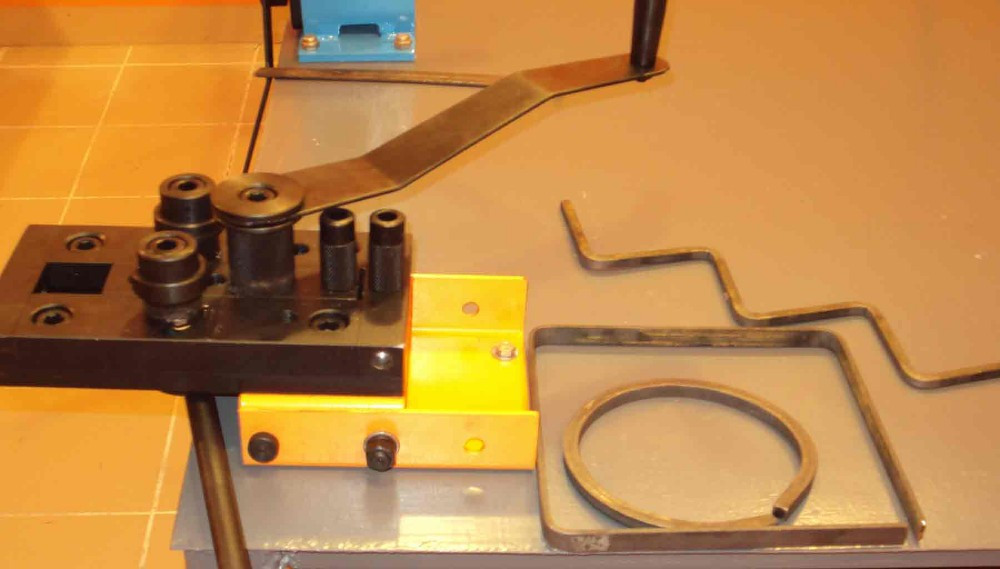 Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Трубопровод: Штоки трубопроводов и корпуса клапанов, которые часто состоят из медного сплава для повышения коррозионной стойкости, изготовлены методом холодной ковки.
Ручные инструменты и скобяные изделия: гвозди, винты, заклепки и болты являются примерами крепежных изделий. Жесткие допуски и высокая точность размеров делают ковку лучшим вариантом по сравнению с другими процессами, такими как механическая обработка. Ручные инструменты, такие как розетки, часто подделываются.
Военные: Холодная ковка используется при изготовлении гильз, пуль и другого военного снаряжения в соответствии со строгими военными стандартами. Компоненты холодной ковки обеспечивают превосходную надежность и производительность, которые требуются военным. Детали с жесткими допусками и прочностью идеально подходят для боевого оружия.
Зубчатые колеса: холодная ковка используется для производства зубчатых колес, поскольку она устраняет необходимость в большей части механической обработки или придания формы зубчатым колесам. Важным преимуществом холоднокованых шестерен является то, насколько плавно и бесшумно они входят в зацепление (по зубьям шестерни, обработанным механической обработкой).
Какой объем производства мне нужен для обоснования процессов холодной штамповки?Для производства большого количества деталей по низкой цене холодная ковка является успешным и экономичным методом деформации металла.
Холодная ковка производится на станках, предназначенных для деформации и придания формы металлу.
Вы сэкономите деньги на всем, от материалов до времени. Из-за небольшого количества образующегося лома (по сравнению с процессами удаления металла) вы можете сэкономить до 70% на материалах. Стоимость единицы продукции значительно снижается, поскольку компоненты изготавливаются очень быстро.
Вам нужно подумать о размере детали (и весе), а также о жесткости материала и объемах производства. Эксперт в этой области может предложить вам несколько вариантов, которые помогут вам принять решение.
Часто задаваемые вопросы Что понимается под холодной ковкой?Холодная ковка стала популярным процессом штамповки без стружки. Обычно это не требует никакой другой работы, кроме сверления. Наиболее широко используемое определение предполагает изготовление или ковку объемного материала с нулевым нагревом заготовки.
Хорошая ли холодная ковка?Он имеет много преимуществ по сравнению с горячей ковкой, таких как жесткие допуски на размеры, высокое качество обработки поверхности и использование более дешевых материалов.
Каковы преимущества холодной ковки? При холодной ковке нагревание не требуется. Этот метод ковки обеспечивает повышенную взаимозаменяемость и воспроизводимость. Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон.
Холодная ковка имеет тот недостаток, что она не подходит для некоторых материалов, поскольку она может вызвать растрескивание во время производства, создать нежелательное остаточное напряжение, а кованые металлы часто менее пластичны. Специалист в этой области может помочь вам выбрать один из нескольких вариантов.
Готовы к холодной ковке?Независимо от того, изучаете ли вы варианты для нового продукта или у вас есть существующий, который вы хотели бы запустить в производство, Federal Group USA предоставит вам данные и инструменты, необходимые для принятия обоснованного решения о выборе поставщиков для ваш следующий продукт, оптимизированный для вашего производственного процесса.
Более 41 года мы также предоставляем высококачественные услуги по контрактному производству для самых разных отраслей. Свяжитесь с нами сегодня, чтобы узнать больше.
Холодная ковка стали — Knife Steel Nerds
Спасибо Марко Гульдиманну, Даррину Томасу, Джейсону Тиллоссону, Доминику Паолантонио, Кену, Бенедикту Питерсу и Стиву Грейнеру за то, что они стали сторонниками Knife Steel Nerds на Patreon!
Холодная ковка
Холодная ковка очень похожа на горячую ковку, за исключением того, что она производится при комнатной температуре или близкой к ней.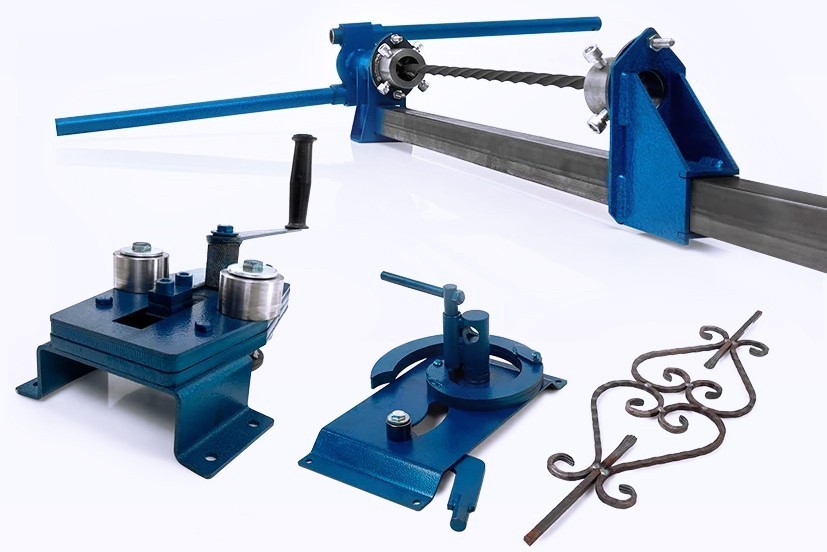 Более низкая температура означает, что сталь намного прочнее и ее гораздо труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Более низкая температура означает, что сталь намного прочнее и ее гораздо труднее подделать. Это также означает, что сталь более хрупкая и, следовательно, более склонна к растрескиванию во время ковки или прокатки. Форма зерен в стали изменяется путем ковки. О том, что такое крупы, вы можете прочитать в этой статье. Сталь состоит из плоскостей атомов железа, и если бы сталь состояла только из одного зерна, все эти плоскости атомов были бы параллельны друг другу:
Однако внутри стали много зерен, и границы между этими зернами проходят там, где встречаются плоскости атомов. Каждое зерно имеет различную «ориентацию» относительно других, что представлено линиями сетки в зернах на схеме ниже:
Во время холодной прокатки мы спекаем эти зерна и удлиняем их. При ковке куска стали деформация, конечно, не такая равномерная, но принципы в основном те же.
Одновременно происходит упрочнение стали в процессе холодной обработки давлением. По мере обработки стали образуются «дислокации». Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же самая статья об очистке зерна, на которую я ссылался ранее, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. В стали всегда есть дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео микроскопии высокого разрешения, показывающее движение дислокаций:
Дислокации — это дефекты атомарного уровня, которые контролируют механические свойства стали. О них вы можете прочитать в этой статье. Это та же самая статья об очистке зерна, на которую я ссылался ранее, но теперь я удвоил шансы, что вы будете обмануты, нажав на нее. В стали всегда есть дислокации, а разные микроструктуры имеют разную плотность дислокаций. Вот короткое видео микроскопии высокого разрешения, показывающее движение дислокаций:
Прочность металлов зависит от того, насколько легко могут двигаться дислокации. Различные функции могут предотвратить движение дислокаций, таких как границы зерен. Таким образом, мелкое зерно с большим количеством границ зерен приводит к более высокой прочности, поскольку дислокации блокируются этими границами. Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что блокирует движение других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации не плохи, они присущи металлам, так как атомная структура никогда не будет идеальной. Возможно, лучше рассматривать это как увеличение степени несовершенства кристаллической структуры за счет холодной обработки. Холодная обработка обычно указывается в процентах, т. е. 10 % холодного обжатия означает, что толщина была уменьшена на 10 %, а 50 % означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.
Дислокации также не могут легко перемещаться через другие дислокации, поэтому более высокая плотность дислокаций означает более высокую прочность, потому что их больше, что блокирует движение других. Мартенсит получает свою прочность отчасти из-за очень высокой плотности дислокаций. О том, что делает мартенсит прочным, вы можете прочитать в этой статье. По мере холодной обработки стали образуется все больше и больше крошечных атомных дефектов, называемых дислокациями, и чем выше плотность этих дислокаций, тем прочнее сталь. Эти дислокации не следует рассматривать как макроскопические дефекты или крошечные трещины; дислокации не плохи, они присущи металлам, так как атомная структура никогда не будет идеальной. Возможно, лучше рассматривать это как увеличение степени несовершенства кристаллической структуры за счет холодной обработки. Холодная обработка обычно указывается в процентах, т. е. 10 % холодного обжатия означает, что толщина была уменьшена на 10 %, а 50 % означает, что толщина уменьшилась вдвое, с соответствующим увеличением длины, конечно.
Когда мы начинаем с отожженной стали с мягким ферритом и карбидами, структура выглядит примерно так, как показано ниже, с относительно круглыми ферритными зернами вместе с более мелкими карбидами (карбиды разных цветов, чтобы различать):
Отожженная нержавеющая сталь 13C26 [2], черная полоса 5 микрон
Приведенное выше изображение было получено с помощью «дифракции обратно рассеянных электронов» (EBSD), которая способна различать различные фазы (аустенит, феррит, карбиды) и ориентацию зерен. Также видна относительная плотность дислокаций, поскольку зерна с низкой плотностью являются «чистыми», а зерна с высокой плотностью дислокаций более грубые и темные.
При холодной прокатке стали карбиды более или менее не затрагиваются, но зерна удлиняются и плотность дислокаций увеличивается, что видно на изображении ниже, поскольку «качество изображения» зерен хуже:
13C26 после небольшого холодного обжатия [2], на этом изображении карбиды не окрашены, черная полоса 2 микрона
13C26 после большого холодного обжатия [2], черная полоса 5 микрон
При нагревании до достаточно высокой температуры сталь «перекристаллизуется», то есть образует новые зерна. Чем больше энергии вкладывается в сталь (большее холодное обжатие), тем выше движущая сила рекристаллизации. Эта энергия накапливается в стали в основном за счет образования дислокаций. Таким образом, энергия высвобождается из стали за счет образования новых зерен с низкой плотностью дислокаций. Процесс перекристаллизации вы можете увидеть на видео ниже:
Чем больше энергии вкладывается в сталь (большее холодное обжатие), тем выше движущая сила рекристаллизации. Эта энергия накапливается в стали в основном за счет образования дислокаций. Таким образом, энергия высвобождается из стали за счет образования новых зерен с низкой плотностью дислокаций. Процесс перекристаллизации вы можете увидеть на видео ниже:
Вы можете видеть, что металл в начале видео имеет большую структуру, затем начинают формироваться новые «чистые» зерна. Если вы внимательно посмотрите, то увидите, что на белых частицах образуются новые зерна, которые ведут себя подобно карбидам в стали. Карбиды способствуют зарождению рекристаллизованных зерен, но они также могут закреплять рекристаллизующиеся зерна, поэтому взаимодействие карбидов и рекристаллизации является относительно сложным.
Рекристаллизация происходит за счет диффузии атомов железа, поэтому для достаточной диффузии требуется определенная температура. Вот почему холодная обработка имеет такой эффект, потому что температура настолько низка, что сталь не может «зафиксироваться» диффузией. Однако температура, при которой начинается рекристаллизация, также определяется степенью наклепа. Чем выше степень наклепа, тем ниже температура начала рекристаллизации [3]:
При холодной обработке в несколько процентов стали, показанной выше, для начала рекристаллизации требуется полные 700°C (1300°F), в то время как при 50-70% холодном обжатии требуется только 500°C (930°F). необходимые для рекристаллизации. Чем больше холодная обработка, тем больше энергии вложено в сталь в виде дислокаций, и эта энергия увеличивает «движущую силу» рекристаллизации. На скорость рекристаллизации также влияет температура: при более высоких температурах диффузия ускоряется, поэтому скорость рекристаллизации также увеличивается [4]:
Вы можете видеть, что для указанной выше стали рекристаллизация завершается в течение 20 секунд при 760°C, а при 650°C она занимает более 500 секунд. Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в зависимости от температуры.
Опять же, эта скорость при разных температурах зависит от состава, карбидов и степени холодной обработки, но приведенный выше пример дает некоторое визуальное представление о разнице в зависимости от температуры.
Холоднокатаная сталь
Вся эта информация актуальна, поскольку некоторые ножевые стали доступны в холоднокатаной форме, что может привести к некоторым отличиям от горячекатаной стали. Существует множество причин, по которым может быть желательна холоднокатаная сталь, например, улучшение состояния поверхности. Как правило, холоднокатаная сталь имеет яркую блестящую поверхность без окалины. Сталь сначала «протравливается», проходит через ванну с кислотой для удаления окалины перед холодной прокаткой, и сочетание этих двух процессов придает стали очень гладкую поверхность. Толщина стали обычно также более постоянна, и холоднокатаная сталь часто доступна в более тонких размерах. AEB-L обычно доступен в холоднокатаной форме, а некоторые 1095 стали, среди прочего.
После всех этих воздействий на сталь во время холодной обработки давлением и рекристаллизации, как это влияет на окончательную термообработку аустенизации и закалки, а затем на результирующие твердость и ударную вязкость? Процесс холодной ковки и рекристаллизации может привести к уменьшению размера зерна, что может улучшить баланс твердости и ударной вязкости. Вы можете прочитать о том, почему в этой статье о переработке зерна. Это уже третий раз, когда я ссылаюсь на эту статью, и я очень надеюсь, что вы ее прочитали. Уменьшение размера ферритного зерна увеличивает количество центров зародышеобразования для образования аустенита, так что окончательный исходный размер аустенитного зерна также становится меньше.
Меньший размер зерна феррита приводит к большему количеству зародышей аустенита (синие кружки), поэтому, когда аустенит растет и замещает феррит, размер зерна меньше
В одном исследовании стали 52100 [5] они обнаружили, что 50%
В другом исследовании 52100 [6] было обнаружено, что холодная прокатка уменьшила конечный размер зерна, а также что энергия наклепа ускорила растворение карбидов:
Увеличение растворения карбида при высокой температуре означает, что в растворе больше углерода. Большее количество углерода в растворе перед закалкой приводит к более высокой твердости и меньшей ударной вязкости (подробнее см. Аустенитизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет холодного обжатия стали 52100 перед термической обработкой:
Большее количество углерода в растворе перед закалкой приводит к более высокой твердости и меньшей ударной вязкости (подробнее см. Аустенитизация, часть 1 и часть 2). Однако, поскольку размер зерна также был уменьшен, произошло улучшение как твердости, так и ударной вязкости за счет холодного обжатия стали 52100 перед термической обработкой:
обработки, вот изображения границ зерен из вышеприведенных экспериментов:
Другое исследование аустенитного отпуска стали 52100 [7] для бейнитной микроструктуры показало, что холодное обжатие перед термической обработкой привело к улучшению ударной вязкости:
стали, а также 10% и 20% холодного обжатия перед термической обработкой. Они подвергались аустенизации при 1030°C (1885°F) в течение 20 минут перед закалкой, а затем измеряли твердость и наблюдали за микроструктурой. Они обнаружили, что холодная обработка ускоряет растворение карбида и уменьшает размер зерна, как в исследовании 52100. Однако твердость снизилась, поскольку образовалось больше остаточного аустенита. Больше углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать, почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].]. Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие избыточного остаточного аустенита после термообработки.
Больше углерода и сплава в растворе от растворения карбида может увеличить остаточный аустенит, вы можете узнать, почему в этой статье. Уменьшение размера зерна также снижает начальную температуру мартенсита и, следовательно, увеличивает конечный остаточный аустенит [9].]. Следовательно, использование холодной прокатки может потребовать снижения выбранной температуры аустенизации, чтобы гарантировать отсутствие избыточного остаточного аустенита после термообработки.
Испытания на ударную вязкость не проводились, но вы можете видеть уменьшение размера зерна на этих микрофотографиях:
Опасность холодной прокатки вероятность растрескивания при холодной прокатке. Это часто происходит из-за растрескивания краев и, в некоторых случаях, «аллигаторизации», когда сталь откалывается от центра:
Это изображение из [9]
Аллигаторная обработка начинается с образования пустот вблизи центра стали, которые в конечном итоге соединяются, пока сталь не расколется:
Эти изображения из [9]
Инструментальные стали с их высокой долей карбидов может привести к продвижению этих пустот, так что с большей вероятностью произойдет аллигаторное образование. Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низка. В случае A8 мод наблюдалось образование трещин по центральной линии с уменьшением до 20% [9].]. Следовательно, стали с небольшим содержанием мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим содержанием карбидов, такие как стали D2 или 10V.
Высокая доля карбидов также означает, что пластичность отожженной стали в целом низкая. Поэтому степень холодного обжатия, которую может выдержать инструментальная сталь, относительно низка. В случае A8 мод наблюдалось образование трещин по центральной линии с уменьшением до 20% [9].]. Следовательно, стали с небольшим содержанием мелких карбидов, такие как AEB-L, 1095 или 52100, будут демонстрировать лучшую пластичность при холодной прокатке, чем стали с большим содержанием карбидов, такие как стали D2 или 10V.
Другим распространенным дефектом холодной прокатки стали является растрескивание кромок [10]:
Ножевики Who Cold Forge Steel
Я не знаю многих производителей ножей, которые намеренно ковали сталь холодным способом. Мюррей Картер, вероятно, самый известный пример того, кто это делает. Холодная ковка — традиционный процесс для японских кузнецов, где он и изучил эту технику. Картер утверждает [11], что он использует холодную ковку для улучшения чистоты поверхности и уточнения окончательной формы и плоскостности в большей степени, чем это возможно при высокотемпературной ковке. Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, сохранением кромки и простотой заточки». В видеодемонстрации он сказал, что холодная ковка улучшила окончательную структуру зерна. Поскольку это традиционная техника, может быть трудно понять, каковы были первоначальные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Carter ламинированы более мягкой сталью или железом (сан-май), что может сделать сталь менее восприимчивой к растрескиванию. Чтобы попрактиковаться в холодной ковке перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до тех пор, пока она не треснет, чтобы лучше понять, сколько сталь может выдержать.
Он также утверждает, что холодная ковка приводит к «лучшему балансу между остротой кромки, сохранением кромки и простотой заточки». В видеодемонстрации он сказал, что холодная ковка улучшила окончательную структуру зерна. Поскольку это традиционная техника, может быть трудно понять, каковы были первоначальные причины холодной ковки, я думаю, что улучшение плоскостности и формы более вероятно, чем преднамеренное улучшение размера зерна или конечных свойств. Следует признать, что большинство ножей Carter ламинированы более мягкой сталью или железом (сан-май), что может сделать сталь менее восприимчивой к растрескиванию. Чтобы попрактиковаться в холодной ковке перед изготовлением готовых ножей, он рекомендует намеренно холодную ковку стали до тех пор, пока она не треснет, чтобы лучше понять, сколько сталь может выдержать.
Резюме и выводы
Холодное обжатие приводит к увеличению твердости стали за счет увеличения плотности дислокаций. При нагревании сталь рекристаллизуется, образуя новые зерна, и эти зерна часто меньше, чем первоначальный размер зерна. Измельчение размера зерна сохраняется за счет окончательной термообработки до мартенсита. Уточнение размера зерна может привести к улучшению ударной вязкости. Холодное обжатие также приводит к ускорению растворения карбида, а это означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальные стали имеют относительно низкую пластичность при комнатной температуре, поэтому холодное обжатие должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
Измельчение размера зерна сохраняется за счет окончательной термообработки до мартенсита. Уточнение размера зерна может привести к улучшению ударной вязкости. Холодное обжатие также приводит к ускорению растворения карбида, а это означает, что может потребоваться снижение температуры аустенитизации для сохранения той же твердости. Инструментальные стали имеют относительно низкую пластичность при комнатной температуре, поэтому холодное обжатие должно быть ограничено до 15% или менее, если оно выполняется, и только на отожженной стали.
[1] Гасеми-Нанеса, Хади, Мохаммад Джахази, Маджид Хейдари и Том Левассер. «Влияние вызванных деформацией микропустот на механическое разрушение мартенситной инструментальной стали AISI A8-Mod». В материалах конференции AIP , vol. 1896, нет. 1, с. 020021. Издательство AIP, 2017.
[2] Ионеску-Габор, Сорин. «Исследование и эмпирическое моделирование рекристаллизационного отжига полосы мартенситной хромистой стали с помощью EBSD». Докторская диссертация, KTH, 2009.
Докторская диссертация, KTH, 2009.
[3] Х. Ф. Кайзер и Х. Ф. Тейлор, Транзакции Американского общества металлов, том. 27, с. 256 (1939).
[4] Ян, Дза, Э. Л. Браун, Д. К. Мэтлок и Г. Б. Краусс. «Рекристаллизация феррита и образование аустенита в холоднокатаной стали с межкритическим отжигом». Металлургические сделки А 16, вып. 8 (1985): 1385-1392.
[5] Бесвик, Дж. М. «Свойства разрушения и распространения усталостных трещин в закаленной стали 52100». Металлургические сделки А 20, вып. 10 (1989): 1961-1973.
[6] Ли, Чжэнь-син, Чан-шэн Ли, Цзинь-и Жэнь, Бин-чжоу Ли, Цзянь Чжан и Юн-цян Ма. «Влияние холодной деформации на микроструктуру и ударную вязкость в процессе аустенизации подшипниковой стали 1,0 C–1,5 Cr». Материаловедение и инженерия: A 674 (2016): 262–269.
[7] Чакраборти, Дж., П. П. Чаттопадхьяй, Д. Бхаттачарджи и И. Манна. «Микроструктурное усовершенствование бейнита и мартенсита для повышения прочности и ударной вязкости высокоуглеродистой низколегированной стали».