
Фрезерный стол для ручного фрезера своими руками чертежи: Фрезерный стол своими руками – чертежи, видео, фото
Стол для фрезера своими руками: с чертежами и изготовлением
Ручной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.
Стол для фрезера своими руками с чертежами и изготовлениеСодержание статьи
- Зачем нужен стол для фрезера
- Каким требованиям должен отвечать стол
- Материалы изготовления
- Пошаговая инструкция изготовления деревянного стола
- Изготовление столешницы
- Сборка каркаса стола
- Изготовление комбинированного стола
- Видео — Стол для фрезера своими руками: изготовление
Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.
Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.
Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
- Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
- Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
- Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером.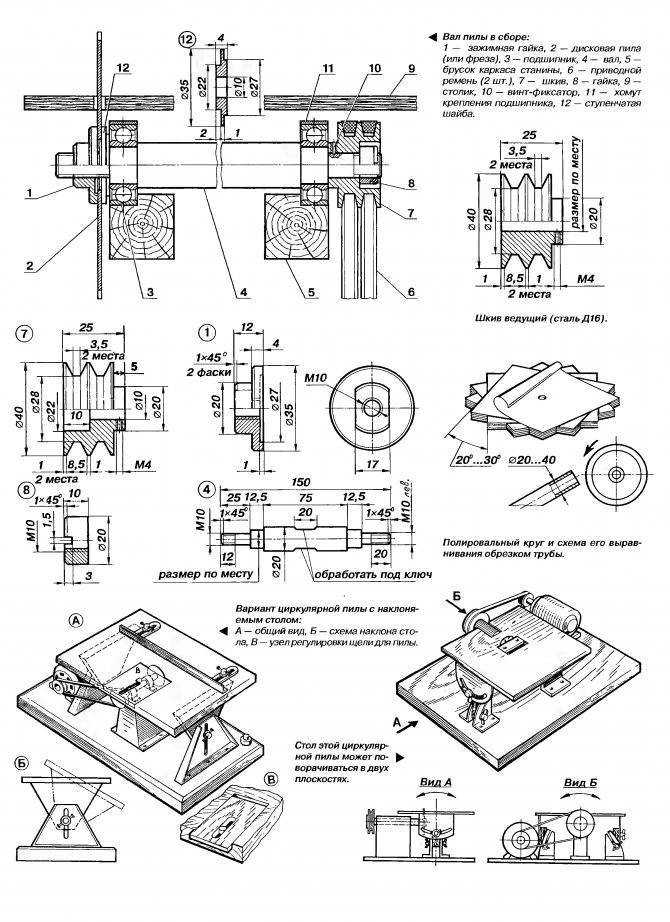 К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.
Конструкция станка должна быть максимально простой и одновременно надежнойЕще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.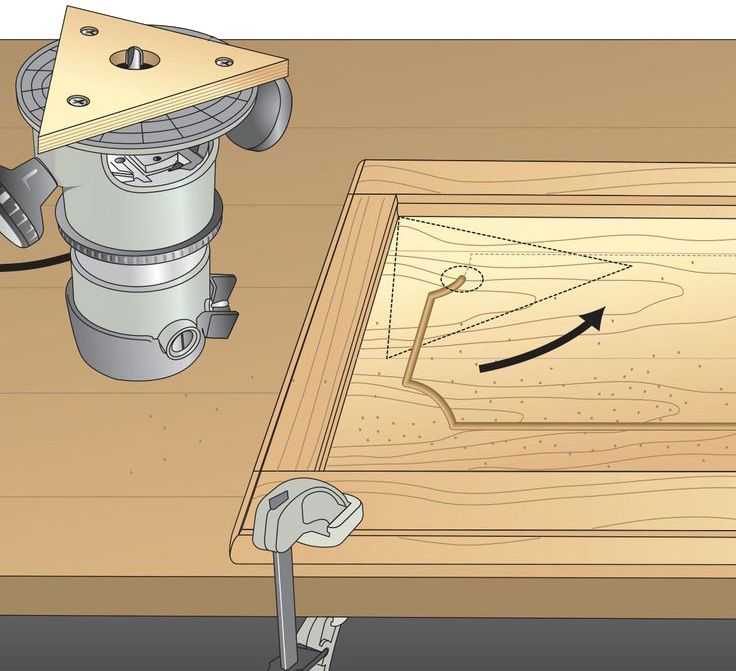
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.
Если потребность в ручном фрезере выше, нет смысла сооружать сложный станокМатериалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
| Вид стола для фрезера | Краткое описание физических и эксплуатационных характеристик |
|---|---|
| Фанерный | Используется чаще всего.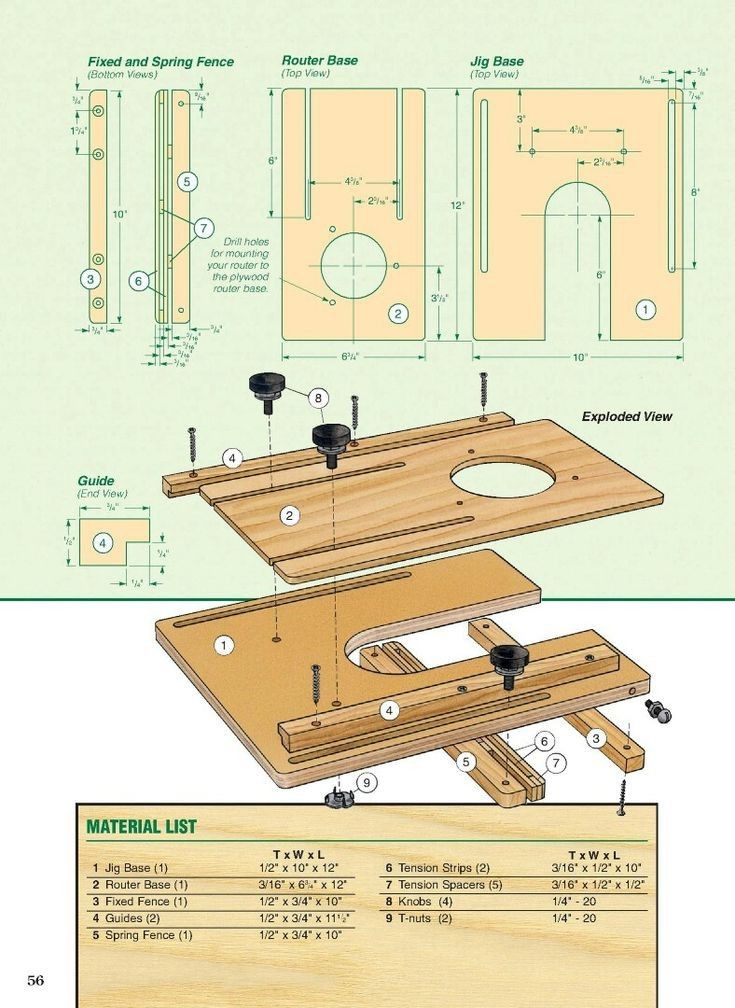 По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. |
| Металлический | Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании. |
| Комбинированный | Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными.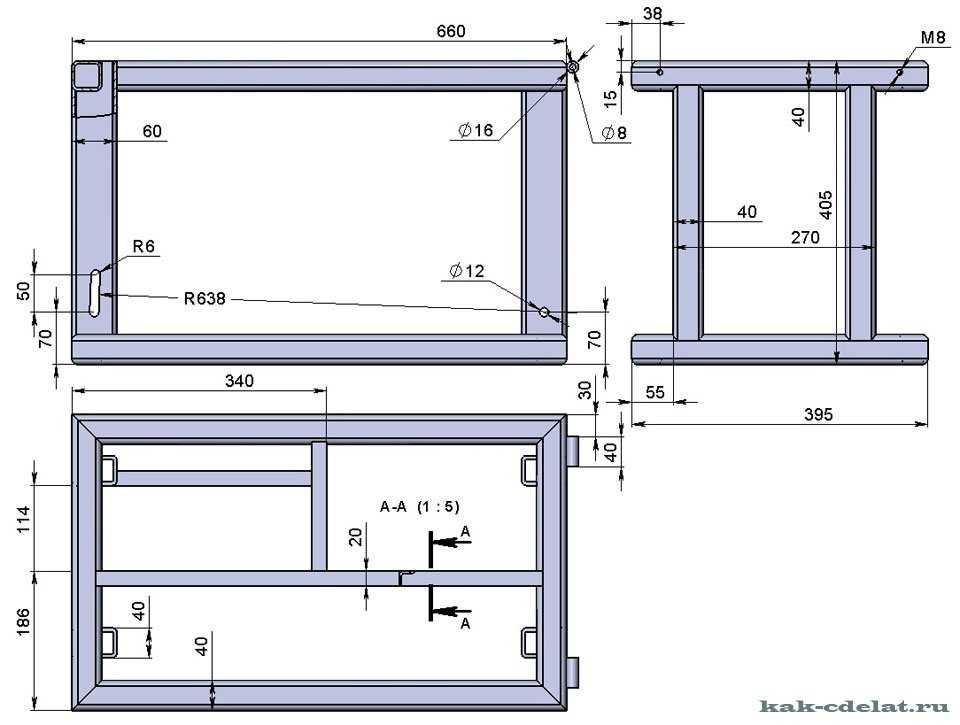 |
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.
Столешница из досок для изготовления фрезерного станка не подходитМы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Стандартное устройство фрезерного столаИзготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны.
Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.
Выполняют разметку отверстия под фрезуСделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке.
- чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
- если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Отверстие высверливается специальной коронкой соответствующего диаметра.
По разметке сверлят отверстиеШаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.
Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.
Делают заготовку с вырезом такой же формы и размера Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься.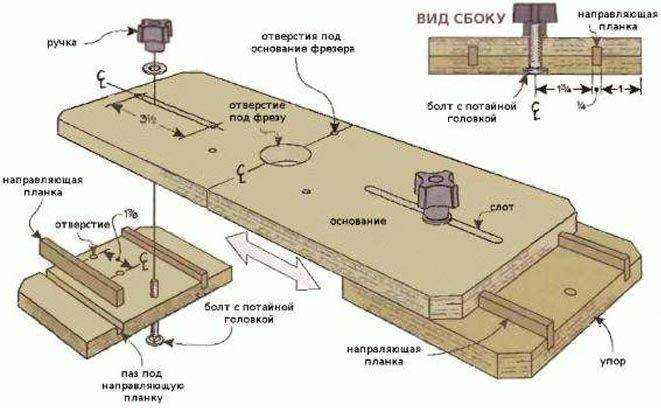 Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.Заготовки совмещают и вставляют фрезер
Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.Заготовки совмещают и вставляют фрезерШаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.
Вырезают канавки под штифтыШаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.
Изготовление и врезка монтажной пластиныВажно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.
Для фиксации фрезера используют две планки из фанерыВсе в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.
Изготовление фиксаторовСборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности.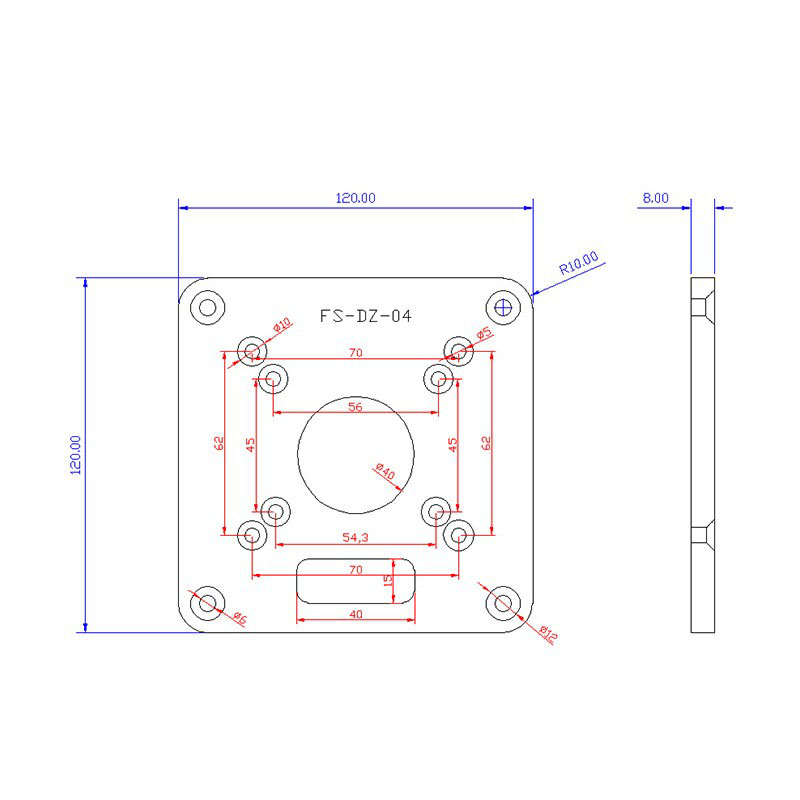 Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.
Скручивают раму из брусков по размеру столешницыШаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.
К раме крепят ножки, после чего усиливают каркас распоркамиШаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
- Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.
- Крепят кронштейны опорной рейки из металлической полосы. Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы.
 Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.Опорную рейку закрепляют металлическими кронштейнами
- Металлическими уголками повышают устойчивость стола, лифт для поднятия фрезы крепится к площадке из проката.
Рама усиливается стальными уголками, на них же монтируется лифт для перемещения фрезы
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление
Теперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала.В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
Пример изготовления фрезерного стола своими руками, особенности и ньюансы
Современный ассортимент обрабатывающего электроинструмента удовлетворит потребности любого мастера. При этом всегда можно превратить ручной инструмент в стационарный станок.
Самый востребованный инструмент мастера по дереву – безусловно, фрезер. Ручным фрезером можно проделать большинство работ, но когда обрабатываются заготовки большого размера – возникают технические сложности.
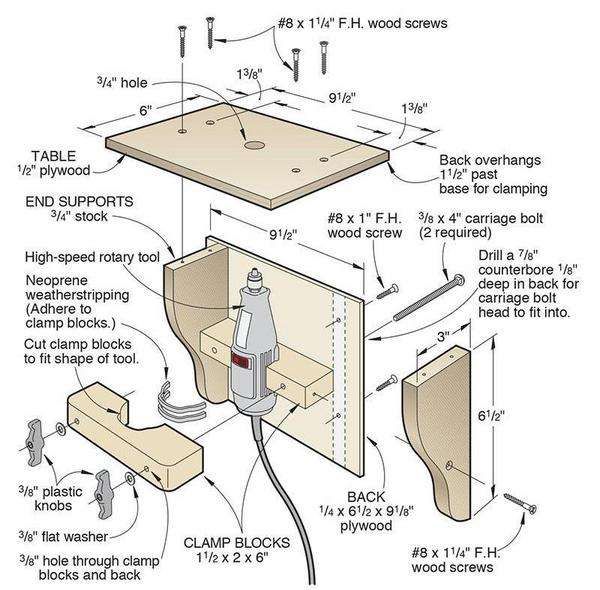
Покупка фрезерного станка для домашнего использования слишком затратное мероприятие, поэтому мастера стараются сделать стол для фрезера своими руками.
Самодельный стол позволяет манипулировать обрабатываемой заготовкой, в то время, когда сам фрезер жестко зафиксирован на столешнице.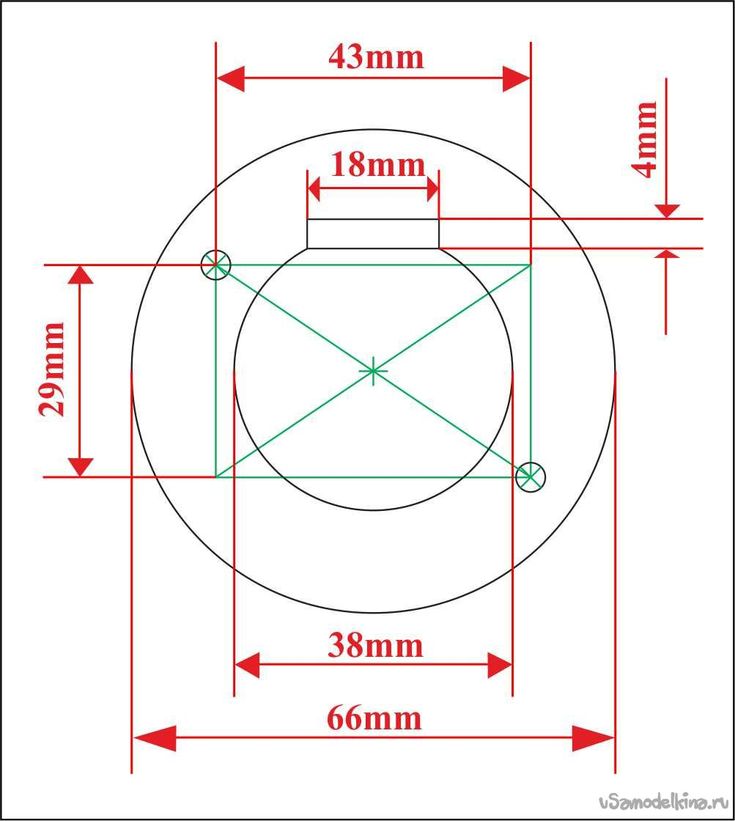 Электроинструмент крепится снизу, фреза выступает над уровнем стола.
Электроинструмент крепится снизу, фреза выступает над уровнем стола.
Самодельный фрезерный стол своими руками из деревянных брусков
Как правильно сделать стол для ручного фрезера
Главное условие – массивная конструкция, которая будет надежной при вибрациях и выдержит вес заготовки любого размера.
ВАЖНО! Поскольку работа с фрезером представляет собой повышенную опасность, падение стола может привести к травмам. Для придания устойчивости конструкции, желательно оснастить ножки стола регуляторами высоты. Тогда можно устанавливать станок на неровную поверхность.
Столешница должна быть выполнена из гладкого износоустойчивого материала, например – покрытие для кухонных рабочих поверхностей. Ножки и раму стола можно выполнить из бруса толщиной не менее 40 мм, или из фанеры 10-12 мм. Пространство под столешницей должно обеспечивать легкий доступ к фрезеру для обслуживания и смены фрезы. Либо верхняя часть делается откидной, как рояльная крышка.
Поскольку самодельный фрезерный стол является ответственным оборудованием – перед началом работ необходимо нарисовать подробный чертеж.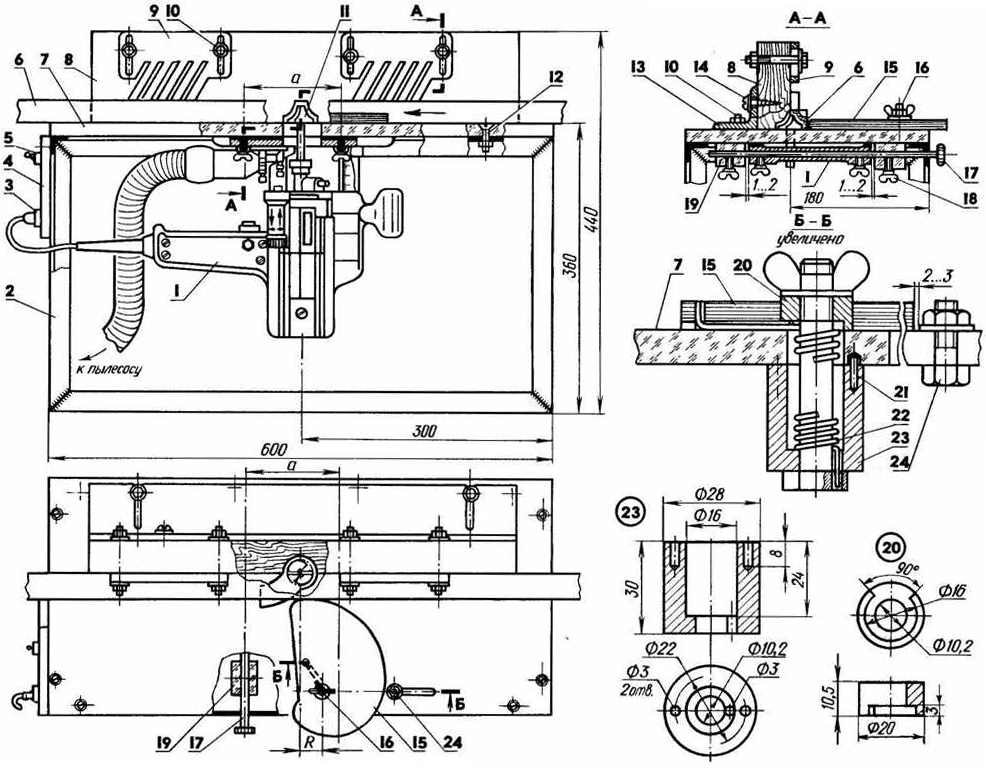
Обеспечение безопасности:
- Кнопка пуска фрезера делается выносной. Желательно закрыть ее крышкой, для предотвращения самопроизвольного включения. А вот кнопка экстренного обесточивания напротив, должна быть легкодоступной;
- Фрезу желательно закрыть автоматическим откидным щитком, как на циркулярных пилах;
- Вокруг стола не должно быть никаких предметов, выступающих частей интерьера, ступеней и проводов. Во время работы можно споткнуться и получить травму;
- Электропроводка укладывается в гофру, и надежно крепится на внутренней поверхности стола;
ВАЖНО! Никаких провисающих проводов питания внутри конструкции быть не должно.
- Замена фрез производится только на обесточенном электроприборе, с полным отсоединением от сети;
- Желательно предусмотреть возможность удаления стружки из рабочей зоны.
Помимо засорения рабочего места, опилки могут попасть в вентиляцию фрезера (поскольку он находится под столом) или между столешницей и заготовкой. Это может привести к проскальзыванию обрабатываемой детали.
Это может привести к проскальзыванию обрабатываемой детали.
Как установить в стол пластину для фрезера
Самой ответственной частью конструкции, влияющей на качество работ – является пластина (или подошва) ручного фрезера. Поскольку при установке в стол, она больше не является опорным узлом, необходимо продумать надежное крепление и управляемое перемещение фрезы по вертикали.
Пластина для крепления фрезера
Крепление электроинструмента к пластине вместо стола позволяет легко демонтировать его для обслуживания или смены насадок.
Что необходимо предусмотреть при изготовлении пластины:
ВАЖНО! Все плоскости должны быть на одном уровне, ничего не должно выступать или утапливаться.
- Пластина не должна провисать под тяжестью фрезера, это может произойти со временем;
- Отверстие должно быть немногим больше диаметра фрезы. Если предполагается работа со сменными насадками – необходимо предусмотреть сменные вкладыши, укладываемые заподлицо с основной пластиной;
- Все крепежные винты с потайными головками должны быть на уровне поверхности, утапливание может привести к зацепам обрабатываемой детали;
- После сборки вместе с фрезером и крепежом, пластину необходимо отполировать.
Оптимальный вариант – сэндвичевая конструкция
Изготовить ее можно из прокатной стали или алюминия. Берем один лист толщиной 3-4 мм, и вырезаем из него обе пластины, на одной отверстие 90 мм, на другой соосно 100 мм с проушинами. Листы скрепляются между собой винтами. После окончательной сборки в пластинах сверлятся отверстия для крепления подошвы фрезера.
Из той же заготовки вырезаем вкладыши.
Образец вкладыша для крепления фрезера к столу
Крепить можно винтами впотай или неодимовыми магнитами (вариант подходит для стальных вкладышей). В центре вкладышей сверлим отверстия (строго по центру!) для различных диаметров фрез или копировальных втулок.
Копировальная втулка должна плотно входить в диаметр отверстия вкладыша
ВАЖНО! Если пластина получилась слишком толстой, придется использовать фрезы с длинной шейкой.
Затем в середине стола тем же ручным фрезером выбирается ниша для установки пластины. Если не удалось правильно выбрать глубину – можно использовать тонкие прокладки по всей плоскости пластины. Ими также можно регулировать со временем просевшую пластину.
Ими также можно регулировать со временем просевшую пластину.
Видео: как собрать простой самодельный фрезерный стол, за два дня
Следующий этап изготовления стола – лифт для фрезера
Если вы планируете делать лишь простое торцевание или сквозные пазы – фрезер можно закрепить жестко, и при необходимости регулировать высоту фрезы при помощи прокладок между плитой и башмаком. Для полноценной работы вам понадобится лифт.
Конструкций самодельных механизмов подъема фрезера под столом придумано множество. Остановимся на самых эффективных и надежных.
Винтовая конструкция (конструкция с маховиком)
Эскиз винтового механизма с размерами
На выверенном расстоянии от рабочей столешницы устанавливается опорная пластина (например, из толстой фанеры), в которой строго по центральной оси фрезера крепится опорная гайка.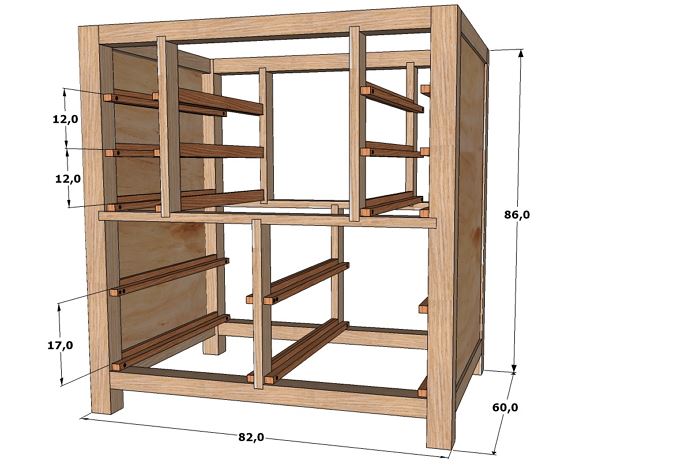
По этой гайке перемещается винтовая шпилька с жестко закрепленным маховиком. Маховик должен быть достаточно большого диаметра, а резьба по возможности с малым шагом.
Тогда можно добиться высокой точности калибровки выхода фрезы. Для того чтобы при вибрации настройка высоты не сбивалась – надо предусмотреть стопор маховика.
В качестве готового решения такого типа можно использовать заднюю бабку от списанного токарного станка, которую можно за небольшие деньги приобрести на ликвидированном заводе или в механическом цехе.
Использование автомобильного домкрата
Домкратом поджимаем фрезер к столу
Такой подъемный механизм гораздо более универсален и надежен. Приобрести домкрат необходимого размера можно на авторынке.
Опорный элемент получается компактным, изготовить его можно буквально из подручных материалов. Однако, необходимо помнить о надежности – выпавший из «гнезда» работающий фрезер может наделать немало бед.
Поэтому направляющие электроинструмента обязательно оснащаются стопорными приспособлениями.
Направляющие для упорных приспособлений
Так же, как и при использовании ручного фрезера – для самодельного станка потребуется дополнительное оборудование. Параллельный упор, направляющая шина, аналог циркуля и пр.
Приспособления для фрезера можно крепить струбцинами, или использовать специальный профиль с «Т» образным вырезом. Обычно при создании самодельных фрезерных столов своими руками применяется комплексный подход к изготовлению крепежа для дополнительного оборудования.
Чертеж самодельного фрезерного стола из фанеры и досок
Если вы имеете опыт работы с ручным фрезером – не составит большого труда самостоятельно разработать все необходимые приспособления, специализированные именно под ваши задачи.
Универсальный стол для фрезера и циркулярки
Поскольку стол не обязательно должен быть узкопрофильным – можно использовать его для смежных работ. Например – изготовить пластину под ручную циркулярную (дисковую) пилу.
Демонтируется фрезер, на его место ставится циркулярка, и вы получаете универсальный деревообрабатывающий станок. При этом вы экономите время, материалы и место в рабочей зоне.
При этом вы экономите время, материалы и место в рабочей зоне.
Не забываем о том, что помимо стационарных распиловочного и фрезерного станка, вы по-прежнему можете пользоваться ручными фрезером и циркуляркой, просто демонтировав их со стола.
Преимущество такого решения в том, что при работе с дисковой пилой вы можете использовать основные приспособления для фрезера – направляющую и параллельный упор.
Подведем итог
Все вышеперечисленное осуществимо при наличии элементарных слесарных навыков и подходящего инструмента. Финансовые затраты вы регулируете самостоятельно.
ВАЖНО! При изготовлении фрезерного стола своими руками – необходимо трижды подумать о безопасном его использовании. Если вы допустите просчет – претензию предъявить будет некому.
Mini Mill
Содержание
- Об этой машине
- Полезные ссылки
- Безопасность машины
- Как получить помощь
- Использование этого аппарата
- Настройка
- Эксплуатация
- Крепление
- Замена инструментов
- Установка инструмента
- Удаление инструмента
- Фрезерование
- Попутное фрезерование
- Сверление
- Особенности локации
- болтовня
- Выключение
- Очистка
- Советы и рекомендации
- Как заваривать чай с помощью этой машины
Это HiTorque Mini Mill 3900 от Little Machine Shop.
Этот станок хорош для выполнения точных разрезов под прямым углом, сверления отверстий и создания плоских поверхностей. Он может работать с такими материалами, как алюминий и мягкая/незакаленная сталь, или любыми более мягкими материалами. (Обратите внимание: если вы обрабатываете сталь, вы должны предоставить свои собственные инструменты. Это необходимо для предотвращения чрезмерного износа лабораторных фрез и сверл.)
Эта фреза имеет ручное управление по трем осям, с циферблатами на X и Y и ограничителем глубины. Оси X и Y имеют значительный люфт, который вам может потребоваться принять во внимание, если вам требуются жесткие допуски.
«Высокий крутящий момент» является относительным. Для мельницы это очень маломоментная машина. Мотор легко заглохнуть на высоких оборотах.
- руководство производителя
- 3900MiniMillSOP
Маленький механический цех-3-осевой ручной-фрезерный станок
- сайт производителя
Безопасность машины
Перед началом эксплуатации мельницы полностью прочтите руководство и настоящую СПД.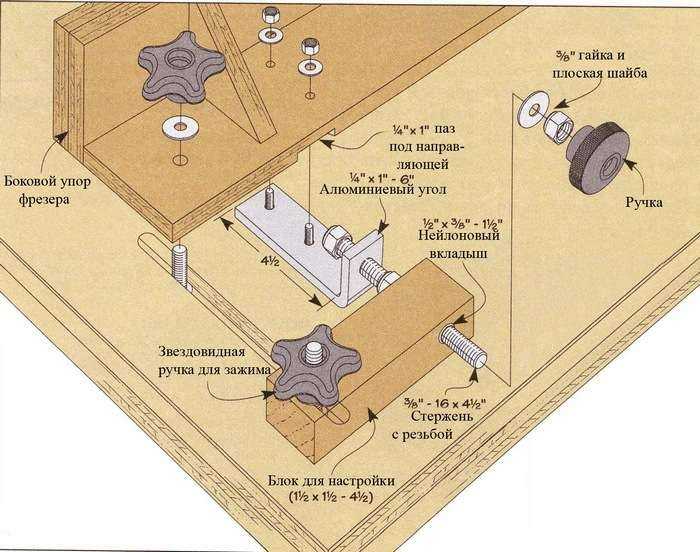 Помните, что вы несете ответственность за собственную безопасность и безопасность окружающих при эксплуатации мельницы.
Помните, что вы несете ответственность за собственную безопасность и безопасность окружающих при эксплуатации мельницы.
- Всегда надевайте защитные очки при выполнении ЛЮБОЙ операции на станках. Ваши очки по рецепту — это защитные очки , а не !
- Убедитесь, что длинные волосы собраны, а свисающая одежда/украшения сняты, включая перчатки.
- Обувь с закрытым носком всегда требуется в зоне станка.
- Никогда не используйте станки, если вы одни в лаборатории.
- Никогда не используйте попутное фрезерование на металлах в EPL.
- Никогда не используйте в EPL глубину резания более 0,040 дюйма.
При резке фреза распыляет острые/зазубренные стружки материала. Это может привести к серьезным травмам глаз.
При сверлении металлов длинные нити материала могут закручиваться вокруг сверла.
Это может вызвать умеренные рваные раны.
На короткое время уменьшите давление сверла, чтобы разорвать эти нити.
Иногда сверла и концевые фрезы могут разбиться и вылететь на большой скорости. Это можно уменьшить, избегая попутного фрезерования и глубоких проходов. Не используйте тупые или поврежденные фрезы. Перед началом операции всегда проверяйте, что инструмент отцентрирован.
Неправильно закрепленные заготовки могут быть захвачены сверлом или концевой фрезой и выброшены на высокой скорости. То, что вы не можете покачивать заготовку, не означает, что станок не сможет этого сделать.
Как получить помощь
Не стесняйтесь обращаться к начальнику лаборатории, если вам нужна помощь. В MCECS также есть специальный механический цех, если вам нужна более подробная помощь или оборудование.
TODO: включите список вводных видеороликов по обработке
В этих разделах описывается стандартное использование и распространенные ошибки.
Настройка
Опишите, как проверить работоспособность аппарата.
Опишите, как подготовить машину к использованию.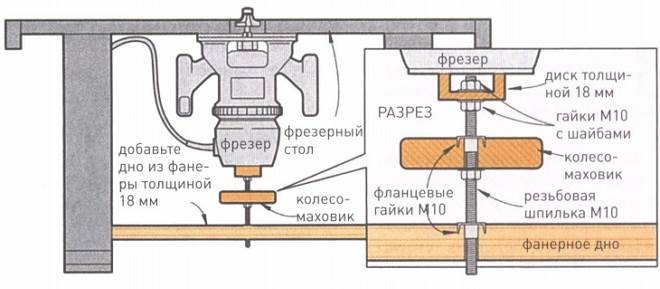
Убедитесь, что выполнены следующие условия.
- Питание отключено. (красная кнопка слева от шпинделя)
- Скорость установлена на ноль. (циферблат слева от шпинделя)
- Крышка дышла на месте. (черный колпачок над шпинделем)
- Стопорный штифт шпинделя удален из шпинделя.
- В шпинделе уже нет инструмента. (См. раздел «Смена инструментов»)
- Стол чистый и без мусора.
- При наличии тисков
- Тиски чистые и без мусора.
- Тиски надежно закреплены на столе.
- Ключ для тисков снят с тисков.
Эксплуатация
Крепление
Убедитесь, что заготовка надежно закреплена в тисках, чтобы вы могли выполнить намеченную операцию, не перемещая деталь и не забивая инструмент в тиски.
Убедитесь, что заготовка не выступает из тисков дальше, чем на половину ширины губок тисков.
В противном случае деталь может опасно вибрировать во время операций обработки.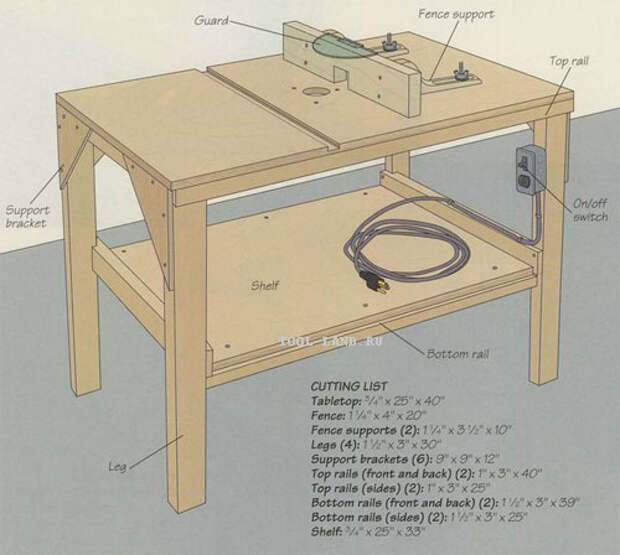
Помните, что неподвижная губка и основание тисков являются вашими опорными поверхностями, а это означает, что они должны быть плоскими и квадратными. Если вы хотите убедиться, что тиски перпендикулярны осям стола, обратитесь к руководству.
Пальцевые зажимы — отличный способ зажимать большие детали, которые не помещаются в тисках. Пожалуйста, обратитесь к руководству по их использованию.
Замена инструментов
Перед заменой инструментов всегда проверяйте, что питание выключено и скорость установлена на ноль!
Для очистки предметов используйте сжатый воздух, полотенца и/или масло. Воду можно использовать для очистки и охлаждения, однако вы должны высушить ее и нанести тонкий слой масла на все затронутые поверхности, когда закончите.
Обратите внимание, что инструменты в США используются почти исключительно в имперских единицах. Это связано с тем, что по-прежнему дешевле продолжать производство инструментов в имперских единицах, чем переходить на метрические.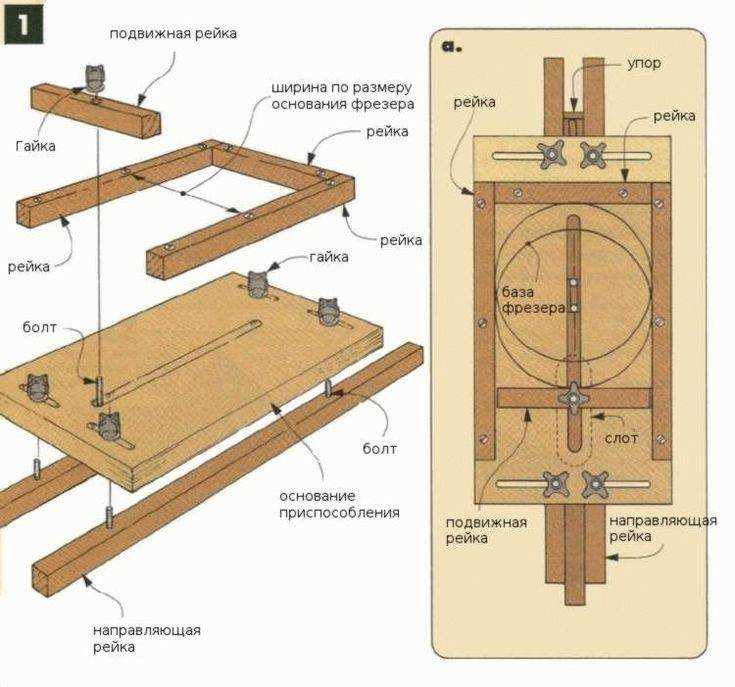
Установка инструмента
Убедитесь, что питание выключено, а скорость равна нулю.
Выберите самую маленькую цангу, подходящую для вашего инструмента. Если инструмент не входит в цангу свободно, значит, цанга слишком мала. Использование слишком маленькой или слишком большой цанги для данного инструмента приведет к необратимому повреждению цанги. Убедитесь, что цанга и хвостовик инструмента (гладкий конец инструмента) чистые.
Снимите колпак дышла. Удерживая инструмент в цанге одной рукой, вставьте инструмент в сборе с цангой в шпиндель. Затяните тягу, чтобы втянуть цангу так, чтобы она слегка удерживала инструмент. Вставьте стопорный штифт шпинделя в боковую часть шпинделя. С помощью гаечного ключа затяните тягу, удерживая стопорный штифт шпинделя.
Замените крышку дышла и снимите стопорный штифт шпинделя.
Убедитесь, что инструмент не ослаблен, попробовав пошевелить его вручную.
Если он ослаблен, снимите инструмент и убедитесь, что вы используете правильную цангу. Убедитесь, что инструмент отцентрирован, вращая шпиндель вручную.
Убедитесь, что инструмент снова отцентрирован, включив шпиндель на низкой скорости и проверив колебание.
Если инструмент смещен от центра, снимите его и осмотрите цангу и инструмент на наличие мусора.
Убедитесь, что инструмент отцентрирован, вращая шпиндель вручную.
Убедитесь, что инструмент снова отцентрирован, включив шпиндель на низкой скорости и проверив колебание.
Если инструмент смещен от центра, снимите его и осмотрите цангу и инструмент на наличие мусора.
Удаление инструмента
Убедитесь, что питание отключено, а скорость равна нулю.
Снимите крышку дышла и вставьте стопорный штифт шпинделя. С помощью гаечного ключа ослабьте тягу, удерживая стопорный штифт шпинделя. Удерживая инструмент и цангу, ослабьте тягу вручную, пока инструмент и цанга не выпадут.
Замените крышку дышла и снимите стопорный штифт шпинделя.
Очистите инструмент и цангу от мусора. Проверьте цангу и инструмент на наличие признаков потускнения или ржавчины. Если найдете, нанесите масло на полотенце и протрите тонким слоем. Верните инструмент и цангу в соответствующие ящики.
Фрезерование
Концевые фрезы — это рабочая лошадка ручного фрезерования. Они бывают разных размеров и форм.
Они бывают разных размеров и форм.
Для обработки алюминия и меди можно использовать только две фрезы . Фрезы с большим количеством канавок забьются и станут непригодными для использования. (Флейты — это спиральные элементы сбоку. Считайте их, глядя на конец инструмента.)
Если вы не используете концевую фрезу с центральной режущей кромкой, вам необходимо просверлить направляющее отверстие перед врезанием концевой фрезой. Дополнительную информацию см. в руководстве.
TODO: сведения о DoC, скоростях и подачах
Попутное фрезерование
Важно обратить внимание на то, используете ли вы обычное или попутное фрезерование. При попутном фрезеровании фреза имеет тенденцию глубже втягиваться в рез. Если ваша установка недостаточно жесткая, это может привести к внезапному и катастрофическому отказу ! Это также может усугубить болтовню. Да, заманчиво сделать разрез «туда-сюда», когда стоишь лицом к поверхности. Сосать его. Если это все еще не очевидно, не следует использовать попутное фрезерование !
Попутное фрезерование обычно является проблемой только для металлов, но имейте это в виду при обработке пластмасс.
Сверление
Сверла ничем не отличаются от любых других сверл. Храните станочные сверла отдельно от других сверл в лаборатории.
Фиксирующие элементы
Вибрация
Если часть вашей установки недостаточно жесткая, она будет вибрировать во время резки. Это называется болтовня. Это приведет к плохой/неточной обработке поверхности и может привести к поломке инструмента (опасно).
Обработка, естественно, громкий процесс. Однако, если вы заметите очень громкое пение или рычание, исходящие от инструмента или заготовки, вы можете вызвать болтовню.
Обычно вибрацию можно устранить, удерживая инструмент дальше по хвостовику, выбирая инструмент с более коротким соотношением сторон или зажимая заготовку, чтобы уменьшить соотношение размеров любых незажатых областей.
Как правило, незажатые области не должны иметь соотношение сторон более 2:1.
Таким образом, 1-дюймовый стержень не должен выступать из тисков более чем на 2 дюйма без дополнительной поддержки.
Если вам нужно работать с деталями с большим соотношением сторон, рассмотрите возможность использования пальцевых зажимов, как описано в руководстве.
Выключение
Объясните, как безопасно выключить машину.
Очистка
Объясните, как перезагрузить рабочую станцию для следующего пользователя.
Перечислите несколько разделов, описывающих передовые технологии.
TODO: приведение деталей к размеру
Как заваривать чай на этой машине
[]: []: []: []: []:
Различные виды обработки и процесс обработки
Во время изготовления детали необходимы различные операции и процессы механической обработки для удаления лишнего материала. Эти операции обычно механические и включают в себя режущие инструменты, абразивные круги, диски и т. д. Операции механической обработки могут выполняться на заготовках, таких как прутки и листы, или они могут выполняться на деталях, изготовленных с помощью предыдущих методов производства, таких как литье или сварка. С недавним развитием аддитивного производства механическая обработка в последнее время была обозначена как «вычитающий» процесс, описывающий удаление материала для изготовления готовой детали.
Различные виды обработки
Двумя основными процессами обработки являются токарная и фрезерная обработка, описанные ниже. Другие процессы иногда согласуются с этими процессами или выполняются на отдельном оборудовании. Например, сверло может быть установлено на токарном станке, используемом для токарной обработки, или закреплено в сверлильном станке. Когда-то можно было провести различие между точением, когда вращается деталь, и фрезерованием, когда вращается инструмент. Это несколько размылось с появлением обрабатывающих и токарных центров, которые способны выполнять все операции отдельных станков на одном станке.
Токарная обработка
Токарная обработка – это процесс механической обработки, выполняемый на токарном станке; токарный станок вращает заготовку, когда режущие инструменты перемещаются по ней. Режущие инструменты работают по двум осям движения, создавая разрезы с точной глубиной и шириной. Токарные станки доступны в двух разных типах: традиционном, ручном, и автоматизированном, с числовым программным управлением (ЧПУ).
Токарная обработка может выполняться как с внешней, так и с внутренней стороны материала. Когда он выполняется внутри, он известен как «расточка» — этот метод (который может быть горизонтальным или вертикальным в зависимости от ориентации шпинделя) чаще всего применяется для создания трубчатых компонентов. Другая часть процесса токарной обработки называется торцевание» и происходит, когда режущий инструмент перемещается поперек конца заготовки — это обычно выполняется на первом и последнем этапах процесса токарной обработки. Торцовку можно наносить только в том случае, если на токарном станке установлены поперечные салазки. Он используется для создания базы на поверхности отливки или заготовки, которая перпендикулярна оси вращения.
Токарные станки обычно относятся к одному из трех различных подтипов: токарные станки с револьверной головкой, токарные станки с двигателями и токарные станки специального назначения. Токарные станки с двигателями — наиболее распространенный тип, используемый обычными машинистами или любителями. Револьверные токарные станки и токарные станки специального назначения чаще используются для приложений, требующих многократного изготовления деталей. Револьверный токарный станок оснащен держателем инструмента, который позволяет станку выполнять ряд операций резания последовательно без вмешательства оператора. К токарным станкам специального назначения относятся, например, дисковые и барабанные токарные станки, которые в автомобильной мастерской используют для обработки поверхностей компонентов тормозной системы.
сочетают в себе переднюю и заднюю бабки традиционных токарных станков с дополнительными осями шпинделя, что обеспечивает эффективную обработку деталей с осевой симметрией (например, крыльчатки насоса) в сочетании со способностью фрезы производить сложные элементы. Сложные кривые могут быть созданы путем вращения заготовки по дуге, когда фреза движется по отдельной траектории, процесс, известный как 5-осевая обработка.
Сверление/Растачивание/Развёртывание
Сверление создает цилиндрические отверстия в твердых материалах с помощью сверл — это один из наиболее важных процессов механической обработки, поскольку создаваемые отверстия часто предназначены для облегчения сборки. Часто используется сверлильный станок, но биты также можно вставлять в токарные станки. В большинстве производственных операций сверление является предварительным этапом изготовления готовых отверстий, которые впоследствии нарезаются, расширяются, растачиваются и т. д. для создания резьбовых отверстий или приведения размеров отверстий в допустимые допуски. Сверла обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции идти по пути наименьшего сопротивления. По этой причине размер сверления обычно занижается, а за ним следует другая операция механической обработки, которая доводит отверстие до его окончательного размера.
Используемые буровые долота имеют два спиральных канала, которые проходят вверх по стержню долота. Известный как «канавка», он уносит стружку или стружку из отверстия по мере того, как сверло продвигается в материал. Для каждого типа материала есть рекомендуемая скорость сверления и подача.
Хотя сверление и растачивание часто путают, расточка используется для уточнения размеров и точности просверленного отверстия. Сверлильные станки бывают нескольких вариаций в зависимости от размера работы. Вертикально-расточной станок используется для обработки очень больших и тяжелых отливок, когда работа вращается, а расточная оправка удерживается неподвижно. Горизонтально-расточные станки и координатно-расточные станки удерживают заготовку в неподвижном состоянии и вращают режущий инструмент. Растачивание также производится на токарном станке или в обрабатывающем центре. Расточная фреза обычно использует одну точку для обработки стороны отверстия, что позволяет инструменту действовать более жестко, чем сверло. Отверстия в отливках обычно заканчиваются растачиванием.
Машинные и ручные развертки также используются для чистовой обработки отверстий, часто с лучшей шероховатостью поверхности, чем можно достичь только растачиванием. Доступны стандартные развертки с шагом 1/64 дюйма. Развертки имеют прямые или спиральные канавки и вырезы по периферии, удаляя только 0,004–0,008 дюйма отверстия. Развёртывание производится на тех же станках, что и расточка, а иногда и на сверлильном станке.
Фрезерование
При фрезеровании для удаления материала используются вращающиеся фрезы, в отличие от токарных операций, при которых инструмент не вращается. Традиционные фрезерные станки имеют подвижные столы, на которых устанавливаются заготовки. На этих станках режущие инструменты стационарны, а стол перемещает материал так, чтобы можно было выполнить нужные разрезы. Другие типы фрезерных станков имеют как стол, так и режущие инструменты в качестве подвижных орудий.
Двумя основными операциями фрезерования являются плоское фрезерование и торцевое фрезерование. Фрезерование слябов использует периферийные кромки фрезы для выполнения плоских разрезов по поверхности заготовки. Шпоночные канавки в валах можно вырезать с помощью аналогичной фрезы, но уже, чем у обычной фрезы для плит. Торцевые фрезы вместо этого используют конец фрезы. Имеются специальные фрезы для различных задач, например, фрезы со сферическим концом, которые можно использовать для фрезерования карманов с криволинейной стенкой.
Некоторые из операций, которые может выполнять фрезерный станок, включают строгание, резку, фальцовку, фрезерование, штамповку и т. д., что делает фрезерный станок одним из наиболее гибких элементов оборудования в механическом цехе.
Существует четыре типа фрезерных станков — ручные фрезерные станки, простые фрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки — и они имеют либо горизонтальные фрезы, либо фрезы, установленные на вертикальной оси. Как и ожидалось, универсальный фрезерный станок позволяет устанавливать как вертикальные, так и горизонтальные режущие инструменты, что делает его одним из самых сложных и гибких доступных фрезерных станков.
Как и токарные центры, фрезерные станки, способные производить серию операций на детали без вмешательства оператора, являются обычным явлением и часто называются просто вертикальными или горизонтальными обрабатывающими центрами. Они неизменно основаны на ЧПУ.
Шлифование
Шлифование используется для удаления небольшого количества материала как с плоских поверхностей, так и с цилиндрических поверхностей. Плоские шлифовальные машины совершают возвратно-поступательную работу на столе, подавая его на шлифовальный круг. Глубина, на которую режется круг, обычно составляет от 0,00025 до 0,001 дюйма. Цилиндрические шлифовальные станки устанавливают заготовку по центрам и вращают ее, одновременно прикладывая к ней периферию вращающегося абразивного круга. Бесцентровое шлифование используется для производства небольших деталей в больших объемах, где шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом. Грунтовые поверхности 200-500 мин. Среднеквадратичные значения обычно считаются приемлемыми для многих применений и являются отправной точкой для дальнейших операций чистовой обработки, включая притирку, хонингование и суперфинишную обработку. Шлифование двойным диском — это еще один метод, который позволяет проходить детали один или несколько раз между двумя шлифовальными кругами, вращающимися в противоположных направлениях.
Строгание
Строгание используется для обработки в основном больших плоских поверхностей, особенно таких, которые будут обработаны циклевкой, например направляющие станков. Мелкие детали, собранные вместе в приспособление, также экономично строгаются.
Пиление
Распиловка металлов обычно выполняется с помощью отрезных станков и делается для создания более коротких отрезков из прутков, экструдированных профилей и т. д. Распространены вертикальные и горизонтальные ленточные пилы, в которых используются непрерывные петли зубчатых лент для долбления материала. Скорость ленты варьируется в зависимости от материала: для некоторых жаропрочных сплавов требуется медленная скорость 30 футов в минуту, в то время как для более мягких материалов, таких как алюминий, требуется резка со скоростью 1000 футов в минуту или более. Другие отрезные машины включают механические ножовочные пилы, абразивные дисковые пилы и циркулярные пилы.
Протяжка
Протяжка используется для изготовления квадратных отверстий, шпоночных пазов, шлицевых отверстий и т. д. Протяжка состоит из множества зубьев, расположенных последовательно почти как напильник, но каждый последующий зуб немного больше предыдущего. Протянув или протолкнув через подготовленное отверстие лидера (или за поверхность), протяжка делает серию все более глубоких надрезов. Толчковая протяжка часто выполняется с помощью станков с вертикальным прессом. Протяжное протягивание часто выполняется с помощью вертикальных или горизонтальных станков, которые во многих случаях приводятся в действие гидравлическим приводом. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов.
ЕСМ/ЭДМ
Это немеханические формы удаления материала, в которых используются эрозионные искры или химические вещества. Электроэрозионная обработка использует искру, передаваемую через диэлектрическую жидкость от электрода к поверхности проводящей заготовки. Этим методом можно обрабатывать очень мелкие детали, включая отверстия малого диаметра, полости матрицы и т. д. Скорость разряда обычно зависит не от твердости, а от тепловых свойств и проводимости металла.
Электрохимическая обработка является чем-то вроде обратного процесса гальванического покрытия и позволяет получать отверстия без заусенцев с высоким качеством поверхности. Это холодный процесс обработки, который не создает термических напряжений в заготовке.
Резюме
В этой статье представлено краткое описание операций механической обработки и процессов механической обработки. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.