Гнутик своими руками чертежи: Гнутик для холодной ковки своими руками (чертежи и фото)
самодельные станки для холодной ковки дома и не только, размеры устройств, из тисков и профильных труб, для гибки арматуры, квадрата, полосы
Станок для холодной ковки PROMA Gnutik 0005
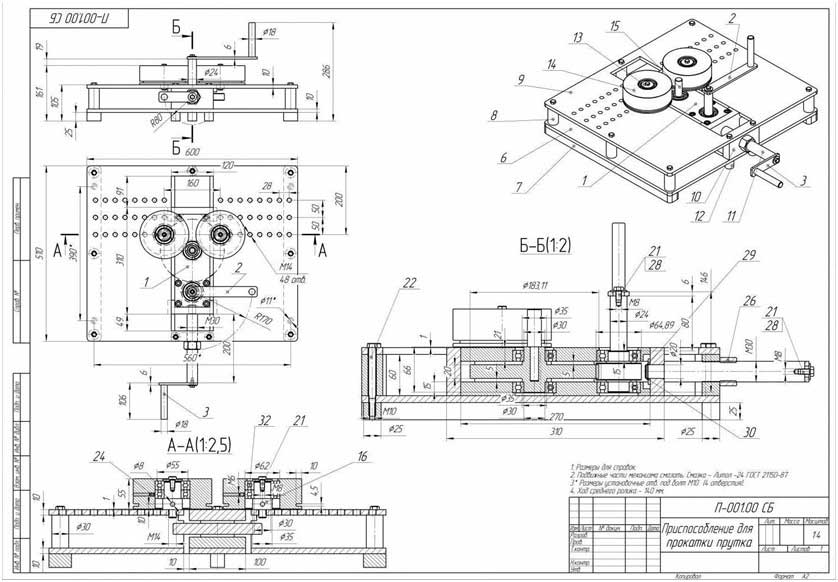
Гнутик предназначен для гибки прутков и трубок под радиус или заданный угол, является одним из основных инструментов при выполнении холодной ковки. Данная статья посвящена изготовлению устройства своими руками.
Станки для холодной ковки, инструменты и приспособления
При изготовлении различных изделий и элементов по технологии холодной ковки используется набор ручных или электрических агрегатов, а также инструменты и приспособления.
В перечень ручных мехханизмов входит вышеупомянутый гнутик, а также улитка, волна, твистер, глобус (объемник), фонарик. Каждый механизм используется для производства определенных элементов. Станки возможно сделать самостоятельно, так как они обладают не слишком сложным строением, или купить механизмы заводской сборки.
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Инструменты и приспособления в большинстве случаев производятся каждым мастером самостоятельно.
Наличие всего необходимого оснащения позволяет реализовывать проекты холодной ковки своими руками.
Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
Далее представлены обзоры самостоятельного производства устройства для гибки, делаем механизмы своими руками.
Самодельный разборный гнутик для холодной ковки из обычного и каленого металла с размерами всех частей устройства
Мастер демонстрирует готовый станок, выполняется гибка полосы 4 см.
- Механизм выполнен из металла толщиной 10 мм., валики — из каленого металла, крепление и фиксация осуществляется с помощью болтов.
- Размеры: ширина — 120, длина — 210 мм., диаметр трех валов, один из которых с насечками — 30 мм.
- С нижней стороны приварены две щечки, толщина которых 10 мм.
 , диаметр и высота вала — 60 и 40 мм. соответственно.
, диаметр и высота вала — 60 и 40 мм. соответственно.
Есть проблема: мягкий металл, нужна высокоуглеродистая сталь, либо каленые части.
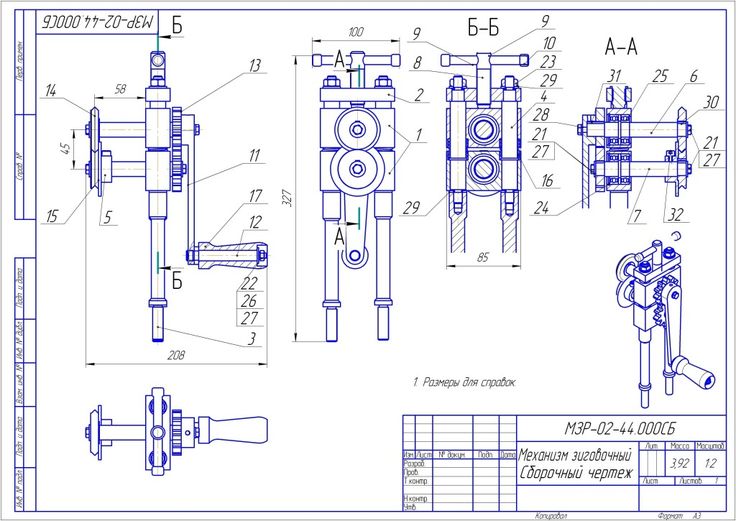
Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
Мастер демонстрирует подробный чертеж устройства на бумаге. Все элементы станка: пластины, болты и валы — выполняются из каленого металла, их производство заказывается у специалистов. Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Размеры всех элементов прописываются и оговариваются, исполнитель объясняет, какое строение имеет станок, каким образом выполняется крепление деталей.
Демонстрируется каркас станка, сваренный из трех элементов и объясняется процесс дальнейшей сборки устройства.
Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Важная особенность! Данное приспособление позволяет гнуть парные заготовки для симметричных изделий.
Механизм позволяет проводить гибку заготовок разной формы и сечения, является незаменимым инструментом для кузнеца.
С помощью съемных роликов выполняется гибка двух 12-ых и 14-ых квадратов, полосы 25 на 4. В результате получаются заготовки полукруглой формы.
https://youtu.be/jGqd1KTG1lk
Самодельный станок для холодной ковки: процесс изготовления
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Существуют различные чертежи станков холодной ковки, многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.
- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только низкоуглеродистая сталь, так как другие виды не имеют необходимой пластичности.
«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные гибочные станки холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека.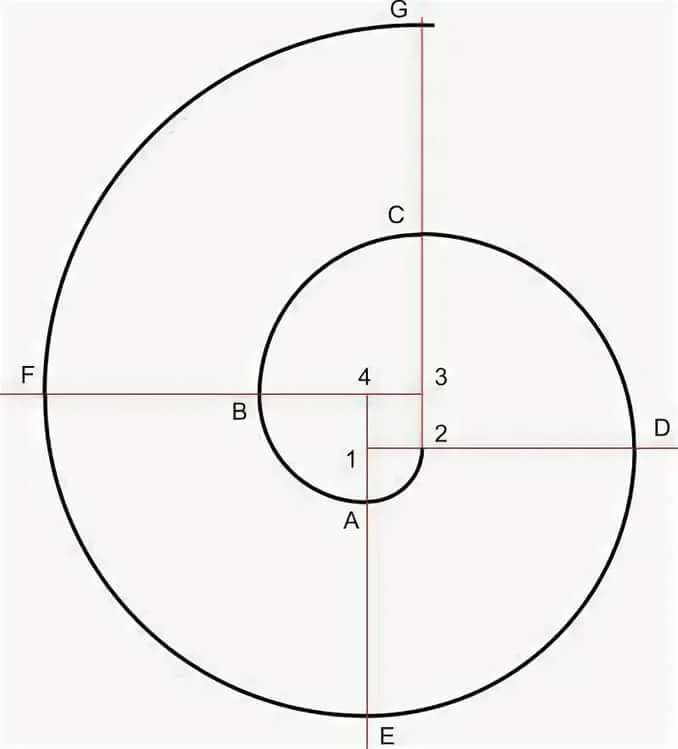 Их создание обеспечивают ручные станки для холодной ковки под названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
Их создание обеспечивают ручные станки для холодной ковки под названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
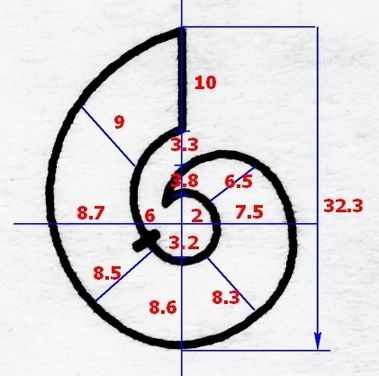
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От профилированной трубы отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
Bend It Better™ — Инструмент, который поможет вам согнуть гармонику в тон!
Готовы начать осваивать повороты? Попробуйте бесплатное веб-приложение Bend It Better™ от Harmonica.com ниже. Обязательно посмотрите видео и прочитайте все советы, приведенные ниже на странице, чтобы узнать, как его использовать. Посмотрим, сможешь ли ты подняться по лестнице с уровня 1 на уровень 7!
Веб-приложение Bend It Better™
Что мне нравится в этом новом инструменте для гибки, так это то, что он очень прост. Некоторые из других инструментов для гибки губной гармошки классные, но они могут быть немного сложными для начинающих. Кроме того, большинство других инструментов для гибки являются телефонными приложениями, которые не являются бесплатными, но этот инструмент выше можно использовать бесплатно в любое время на этой веб-странице . (Bend It Better™ пока не доступен в виде приложения для планшета или телефона).
(Bend It Better™ пока не доступен в виде приложения для планшета или телефона).
Я разработал это веб-приложение, основываясь на многолетнем обучении начинающих и продолжающих играть на губной гармошке. Учащиеся обычно не уверены, сгибаются ли они. Некоторые ученики думают, что они сгибаются, но это не так, а некоторые ученики на самом деле сгибаются, но не знают, что сгибаются. Увидев это неоднократно, я, наконец, попытался решить проблему.
Чем отличается бесплатный инструмент для гибки от Harmonica.com?
Это единственный известный мне инструмент для игры на губной гармошке, который на самом деле воспроизводит звук согнутой ноты, которую вы пытаетесь взять, прежде чем начать играть. Затем, как только вы начнете играть, он сообщит вам, правильно ли вы играете. Это важно, потому что, если вы хотите сыграть ноту в бенде, очень поможет, если вы знаете, как эта нота звучит (до того, как попытаетесь попасть в бенд).
Пошаговое видео Bend It Better™К вашему сведению: я также составил для вас список Уровней 1 – Уровней 7 в разделе «Организованный путь к мастерству» ниже.
Технические советы и рекомендации
-> Не забудьте включить функцию Bend It Better, нажав круглую кнопку «ВЫКЛ».
-> Разрешить доступ к вашему микрофону, если этого требует ваш браузер.
-> Использование наушников может повысить производительность приложений на некоторых компьютерах и устройствах.
-> Убедитесь, что ваши динамики включены и не отключены, чтобы слышать тон-генератор. Включите громкость динамиков, если это необходимо, хотя лучше всего установить громкость на выходе такой же или ниже, чем громкость на входе губной гармошки.
-> В вашем интернет-браузере или телефоне/планшете может потребоваться последняя версия операционной системы и обновления браузера (приложение может не работать на некоторых старых устройствах… извините, но оно бесплатное, верно!)
Простота дизайна и назначения
Хотя на рынке есть несколько других приложений для гибки, многие из которых доступны только за плату и увязли в гаммах, теории музыки или деталях. Это может отпугнуть многих начинающих игроков на губной гармошке. Хотя эти навыки имеют решающее значение для того, чтобы стать полноценным музыкантом, многим ученикам гармоники в первую очередь нужен простой и доступный инструмент, который позволит им научиться играть музыку, которую они слышат, и развиваться как музыканты.
Это может отпугнуть многих начинающих игроков на губной гармошке. Хотя эти навыки имеют решающее значение для того, чтобы стать полноценным музыкантом, многим ученикам гармоники в первую очередь нужен простой и доступный инструмент, который позволит им научиться играть музыку, которую они слышат, и развиваться как музыканты.
Bend It Better имеет минимальное количество функций, предназначенных для отличной работы. Он специально разработан, чтобы помочь вам научиться сгибаться.
Один из способов сделать это через генератор тона. Когда вы нажимаете ноту в приложении, вы слышите высоту тона. Хотя это может показаться простым, об этом часто забывают, и музыкантам или учителям нужна отдельная клавиатура для воспроизведения ноты. Это упрощает процесс: вы слышите высоту тона, затем играете ее.
К сожалению, если вы не знаете, как звучит нота, вы будете угадывать (и очень маловероятно, что вы сможете постоянно подстраивать тон).
Начало работы:
Прежде чем мы перейдем к тому, как работает Bend It Better, несколько советов, которые помогут вам в вашем путешествии:
Приобретите качественную губную гармошку: Я рекомендую вам иметь хотя бы одну профессиональную губную гармошку высокого уровня. . Мой личный фаворит — Hohner Special 20, но вы можете ознакомиться со всеми моими любимыми губными гармошками здесь.
. Мой личный фаворит — Hohner Special 20, но вы можете ознакомиться со всеми моими любимыми губными гармошками здесь.
Владение одиночными нотами: Прежде чем приступить к работе над бендами, вам необходимо освоить твердые, уверенные, четкие одиночные ноты. Здесь вы найдете советы по игре отдельных нот.
Организованный путь к мастерству
Если вы серьезно относитесь к изучению игры на губной гармошке, вы, вероятно, обнаружили, что способность изменять высоту тона и точно брать нужные ноты является неотъемлемой частью вашего прогресса. Играете ли вы блюз, госпел, рок, кантри или даже поп, вы должны достичь мастерства в своих бендах. Чем был бы Whammer Jammer без культового изгиба 10 двойных ударов в начале?
Никто не учится сгибаться за одну ночь. Даже лучшие профессиональные игроки неустанно работают над изгибом поля. Однако, когда вы только начинаете, вам может быть сложно работать над достижением мастерства.
Что мы сделали в рамках приложения, так это предоставили систему, с помощью которой вы можете научиться бендингу с нуля, от простого выполнения бендов до исполнения всех доступных бендов на инструменте по высоте тона, включая сложные полушаги.
К вашему сведению: когда вы видите серую линию, это означает, что вы находитесь в идеальной зоне настройки, а синяя линия означает, что вы обладаете лазерной точностью!
Уровень 1: Согните 1 или 4 нити . (какой вам удобнее). Для уровней 1, 2 и 3 вам не нужно подстраиваться под тон.
Уровень 2. Поднимите все ноты от 1 до 6. Опять же, вам пока не нужно подстраивать строй.
Уровень 3: Сгибание 8, 9 или 10 ударов. (Просто согните их. Не беспокойтесь о том, чтобы играть их в гармонии, пока позже.)
Уровень 4: Согните 1, 4 или 6 ничьих согнутых на полшага В НАСТРОЙКЕ. (из этих трех вариантов выберите одно наиболее легкое для вас примечание и сосредоточьтесь на нем)
Уровень 5: Поднимите все три ноты уровня 4 IN TUNE .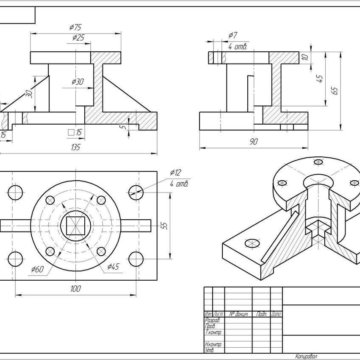
Уровень 6: играйте либо -2″ (2 ничьих, двойное сгибание), либо -3 ′ (3 ничья, одиночное сгибание) В НАСТРОЙКЕ. (я также называю эти ноты 2 дро бендами на целый шаг и 3 дро бендами на полшага)
Уровень 7: Сыграйте все ваши ударные бенды и все ваши дро бенды В НАСТРОЙКЕ.
Наслаждайтесь путешествием
Потребуется время и терпение, чтобы добиться нужного тона. Одна только 3-я тяга имеет три отдельных изгиба. Приобретение навыков последовательного сгибания всех из них требует специальной практики. С Bend It Better теперь есть способ наметить свой прогресс с течением времени.
Если у вас возникли проблемы с созданием «Чистые твердые одиночные ноты», я рекомендую просмотреть уроки игры на губной гармошке от новичка до босса.
Почему я пытаюсь облегчить вам задачу? Основная причина — мой личный опыт и разочарование, которое я испытывал, когда учился сгибаться. Примерно в то же время я взял в руки гитару и губную гармошку. У меня был гитарный тюнер, и я заметил, что тюнер улавливает ноты губной гармошки. Когда я попытался подстроиться под мелодию, я не смог этого сделать.
Примерно в то же время я взял в руки гитару и губную гармошку. У меня был гитарный тюнер, и я заметил, что тюнер улавливает ноты губной гармошки. Когда я попытался подстроиться под мелодию, я не смог этого сделать.
Я начал расстраиваться. Но я продолжал играть на губной гармошке около года и смог начать более точно брать ноты. Я не хочу, чтобы вы застряли в том положении, в котором был я, когда вы начинаете чувствовать разочарование и, возможно, даже бросаете инструмент, прежде чем отправитесь в путешествие с губной гармошкой.
Если вы хотите, чтобы ваша игра на блюзовой губной гармошке взлетела до небес, я рекомендую пройти уроки игры на губной гармошке Breakthrough Blues.
Поделитесь своим опытом
Я рад услышать о вашем опыте с Bend It Better, поэтому, пожалуйста, поделитесь им со мной в поле для комментариев ниже. Когда вы начнете работать с приложением, я также хотел бы знать, как оно работает, и есть ли что-то, что мы можем улучшить.
Удачи вам в вашем путешествии и стремлении овладеть этим важным навыком игры на губной гармошке!
Руководство по проектированию разгрузок сгиба
Использование разгрузок сгиба в вашем проекте может открыть новые варианты геометрии и более жесткие допуски для ваших гнутых деталей. Имея многолетний опыт самостоятельного проектирования, обработки и гибки деталей с разгрузкой изгиба, мы составили это подробное руководство по проектированию разгрузок изгиба, чтобы помочь сделать ваши детали еще более успешными.
Что такое разгрузки изгиба?
Разгрузка изгиба — это одна из тех мелких деталей в изогнутой детали, которую легко не заметить. В тех частях, где это необходимо, его отсутствие может в лучшем случае вызвать нежелательные разрывы или, в худшем случае, сделать вашу часть практически невозможной физически (по крайней мере, так, как она нарисована). Так что же такое облегчение изгиба?
Разгрузка изгиба — это просто удаление небольшого участка материала на краю изгиба, где изогнутая часть изгиба встречается с плоским окружающим материалом. Вы делаете контролируемый разрез, чтобы отделить сгибаемый материал от соседнего плоского материала и создать пространство для деформации сгибаемого материала.
Вы делаете контролируемый разрез, чтобы отделить сгибаемый материал от соседнего плоского материала и создать пространство для деформации сгибаемого материала.
Вы можете услышать различные термины, используемые для описания разгрузки изгиба. Обычно при наличии одного изгиба с плоским материалом на одном или обоих концах разгрузка называется «разгрузкой изгиба». Когда есть два (а иногда и три) изгиба, которые встречаются в углу, например, поднос или коробка, рельеф часто называют «угловым рельефом». В обоих случаях идея одна и та же: удалить достаточно материала с края изгиба, чтобы можно было сформировать изгиб. Большая разница в угловом рельефе заключается в том, что есть несколько изгибов, которые нужно разгрузить, поэтому вырез делается так, чтобы разделить угол между изгибами, а не перпендикулярно им.
Почему изогнутые углы нуждаются в разгрузке изгиба?
Выше мы упоминали, что некоторые изгибы требуют разгрузки, и ее игнорирование может иметь для вас негативные последствия. Причины будет легче понять, если вы обратите внимание на то, что происходит с краями материала, когда он сгибается. Когда материал сгибается, часть этого материала растягивается (снаружи изгиба), а часть материала сжимается (внутри изгиба). Материал, который сжимается, не просто становится меньше, он действительно должен куда-то идти. Это «где-то» обычно находится по бокам поворота.
Причины будет легче понять, если вы обратите внимание на то, что происходит с краями материала, когда он сгибается. Когда материал сгибается, часть этого материала растягивается (снаружи изгиба), а часть материала сжимается (внутри изгиба). Материал, который сжимается, не просто становится меньше, он действительно должен куда-то идти. Это «где-то» обычно находится по бокам поворота.
Представьте, что кусок глины прижимают к плоской поверхности. По мере того, как комок глины становится более плоским/коротким, он также расплющивается в стороны, становясь шире. Твердые материалы, такие как сталь и алюминий, ведут себя одинаково. Внутри материала нет пустот или воздушных карманов (по крайней мере, в качественных материалах), поэтому, когда внутренняя часть изгиба сжимается, часть материала выдавливается в стороны. Чем больше вы сгибаете, тем больше материала смещается.
В некоторых местах выдавливание небольшого количества лишнего материала не вызывает никаких проблем. Но если у вашей части есть изгиб, расположенный рядом с плоскостью (или даже другим изгибом), для этого хлюпанья места нет.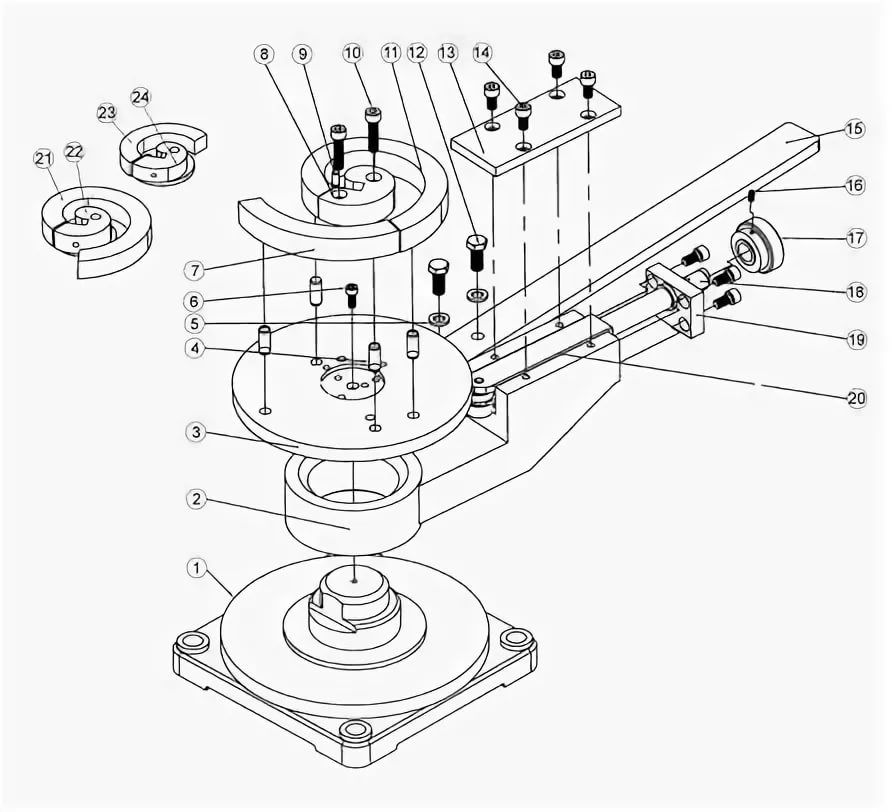 Листогибочный пресс может быть довольно убедительным, так что сплющивание куда-то пойдет. Если вы не предоставили ей место, она найдет свое место. Это может вызвать нежелательную деформацию или разрыв детали, и у вас останется форма, отличная от исходной. Точно так же, если вам нужно, чтобы изгиб остановился в середине детали, а не проходил по всей ширине, рельеф изгиба разделяет этот материал и позволяет изгибу происходить с одной стороны, в то время как другая сторона остается плоской.
Листогибочный пресс может быть довольно убедительным, так что сплющивание куда-то пойдет. Если вы не предоставили ей место, она найдет свое место. Это может вызвать нежелательную деформацию или разрыв детали, и у вас останется форма, отличная от исходной. Точно так же, если вам нужно, чтобы изгиб остановился в середине детали, а не проходил по всей ширине, рельеф изгиба разделяет этот материал и позволяет изгибу происходить с одной стороны, в то время как другая сторона остается плоской.
Давайте рассмотрим пример, когда два изгиба сходятся на углу. Если угол необходимо закрыть для эстетики или, возможно, приварить, зазор должен быть относительно небольшим. Небольшой рельеф в углу позволяет краям изгибов плотно смыкаться.
Не все изгибы требуют разгрузки. Например, изгиб по всей ширине детали. На краях изгиба нет плоского материала. Вы просто должны знать, что после изгиба края по бокам больше не будут идеально плоскими, внутри будет небольшая выпуклость. Если вашей детали нужны плоские края, вы, вероятно, захотите подпилить или отшлифовать этот материал после того, как он будет согнут.
Какого размера должен быть ваш рельеф?
Итак, мы обсудили, что такое разгрузка изгиба и зачем она нужна, но как узнать, сколько материала нужно удалить? В основном вы хотите удалить материал на краю изгиба. Мы предоставляем простой расчет, который вы можете сделать, чтобы определить безопасный минимальный размер для вашего рельефа изгиба.
Ширина : Ширина вашего рельефа должна быть не менее половины толщины вашего материала.
Ширина рельефа = толщина материала / 2
Глубина : глубина рельефа должна быть не менее толщины материала + радиус изгиба + 0,02 дюйма (0,5 мм), измеренного от внешней стороны изгиба. . Этот дополнительный 0,02 дюйма обеспечивает лишь небольшой дополнительный зазор.
Глубина рельефа = толщина материала + радиус изгиба + 0,02″
Не силен в математике? Не беспокойтесь, мы вас прикроем. Вы можете посмотреть глубину рельефа, которую мы предлагаем (вместе с тоннами полезной информации) для всех материалов и толщин, которые мы предлагаем на странице материалов. Используйте это в своем дизайне, и у вас не должно возникнуть проблем с рельефом.
Вы можете посмотреть глубину рельефа, которую мы предлагаем (вместе с тоннами полезной информации) для всех материалов и толщин, которые мы предлагаем на странице материалов. Используйте это в своем дизайне, и у вас не должно возникнуть проблем с рельефом.
При работе с изгибами, которые сходятся в углу, мы также рекомендуем поддерживать зазор между фланцами не менее 0,015 дюйма (0,4 мм).
Примечание: Радиус изгиба зависит от инструмента, используемого для гибки. В SendCutSend мы используем воздушную гибку, поэтому мы предоставляем значения эффективного радиуса изгиба для всех предлагаемых нами материалов, которые изгибаются с использованием наших специальных инструментов. Если вы выполняете изгиб самостоятельно, вы можете сделать пробный изгиб, чтобы узнать, каков ваш эффективный радиус изгиба.
Если числа не имеют смысла или у вас возникли проблемы с определением места измерения, просто имейте в виду, что рельеф правильного размера простирается как минимум до начала изгиба.
Распространенные формы для разгрузки сгиба
Последнее, что нужно определить с разгрузкой сгиба, прежде чем фактически реализовать ее в проекте, — какой формы она должна быть. Хорошая новость заключается в том, что если ваша деталь вырезается лазером или гидроабразивной резкой, это не имеет большого значения. У разных форм есть свои преимущества и недостатки, но одним из важнейших факторов при выборе формы является эстетика. Некоторые распространенные формы квадратные или прямоугольные, округлые и круглые.
Прямоугольный — Квадратные внутренние углы обычно избегают в деталях, которые должны нести нагрузки, потому что они могут создавать области концентрации напряжений, и именно здесь обычно начинаются трещины.
Округлая форма – Округлая форма представляет собой прорези с закругленными концами. Обращения распространены и могут быть хорошим выбором, если вы пытаетесь свести зазоры к минимуму. Например, угол между двумя сгибами, который вы хотите заделать после сгиба. Круглый рельеф может минимизировать зазор и облегчить сварку или герметизацию шва.
Круглый рельеф может минимизировать зазор и облегчить сварку или герметизацию шва.
Круглый — Круглые вырезы — это просто круглые вырезы. Они распространены в деталях ручной работы, потому что их можно легко создать с помощью дрели. Круглые рельефы, как правило, оставляют немного большие зазоры, чем некоторые другие стили, которые мы здесь упомянули.
Индивидуальная форма . Большим преимуществом лазерной резки является то, что уникальные формы можно вырезать так же легко, как и простые. Если вашему проекту требуется дополнительный уровень детализации, вы можете использовать это в своих интересах и проявить творческий подход к форме рельефа изгиба.
Разрыв — в некоторых пакетах программного обеспечения вы можете увидеть разрыв в качестве параметра формы. Выбор разрыва указывает программе создать срез нулевой ширины, чтобы отделить материал от места, где должен быть рельеф. Поскольку режущие инструменты с нулевым пропилом еще не изобретены (даже лазеры имеют небольшой пропил), лучше избегать такой формы, если вы хотите, чтобы ваши детали оставались чистыми.
Существует два распространенных способа добавить рельеф изгиба к вашему проекту. Один из способов — сделать это вручную. Это опция в любом инструменте, который вы используете для создания дизайна. Точно так же, как вы рисуете другие элементы детали, вы рисуете разгрузку сгиба на концах любых сгибов, которые требуют этого, используя соответствующие размеры, описанные выше. Рисование рельефного выреза вручную также имеет то преимущество, что дает вам полный контроль над его формой. Если вы ищете нестандартную форму рельефа изгиба, это ваш лучший вариант.
Если вам не нужен такой большой контроль над разгрузкой изгиба, другим вариантом является использование функций листового металла, встроенных в некоторые распространенные пакеты программного обеспечения 3D CAD. Не все программное обеспечение будет предлагать эти инструменты, но Fusion360, доступный бесплатно, включает их, как и большинство приобретаемых пакетов программного обеспечения САПР, таких как Solidworks и Creo.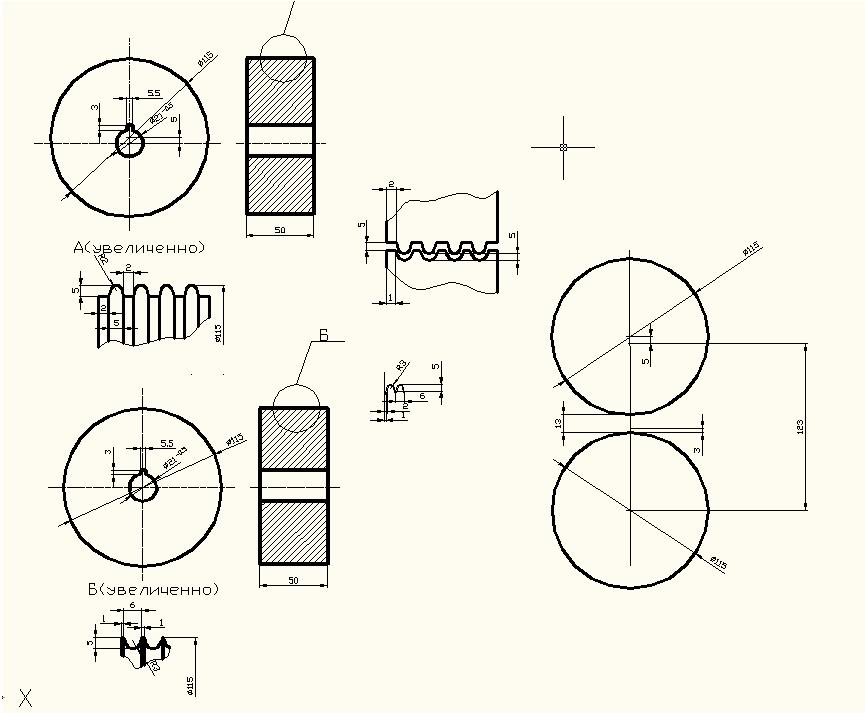
CAD со встроенными инструментами для работы с листовым металлом позволяет быстро добавлять изгибы в конструкцию и, при необходимости, разгрузку изгиба. Их самым большим недостатком является ограниченный выбор форм. В некоторых случаях у вас также есть немного меньше контроля над размерами, например, где они измеряются и отношением ширины к длине. Здесь мы рассмотрим некоторые программные пакеты, но имейте в виду, что оба наших примера (Fusion360 и Solidworks) регулярно обновляются, поэтому эти методы могут измениться в будущем.
Также важно отметить, что не все программы одинаково измеряют облегчение. Ширина рельефа довольно постоянна в разных программных пакетах, но глубина не всегда измеряется от одного и того же эталона. И Fusion360, и Solidworks измеряют глубину разгрузки изгиба от начала изгиба. Чтобы соответствовать нашим рекомендуемым размерам, вы должны указать глубину 0,02 ».
Fusion360 В Fusion360 есть два места для управления разгрузкой сгиба: вы можете управлять настройками по умолчанию для своего проекта и при необходимости переопределять настройки по умолчанию для каждого отдельного сгиба.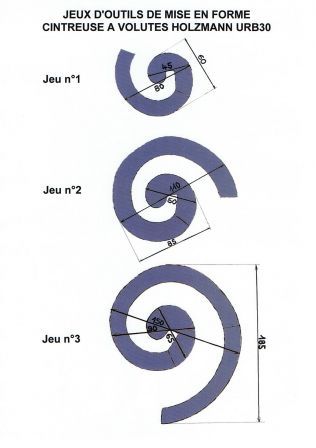
Настройки по умолчанию можно найти в инструментах для обработки листового металла, меню «Изменить».
Настройки по умолчанию можно контролировать для всей библиотеки материалов или только для данного конкретного проекта после создания детали с использованием одного из материалов. Возможно, вам придется преобразовать вашу деталь в листовой металл, прежде чем она появится в разделе «В этом дизайне».
Здесь можно указать многие специфические свойства листового металла, включая радиус изгиба, К-фактор и размеры подрезки изгиба. Это могут быть фиксированные значения или формулы, основанные на толщине материала. (Примечание: всю эту информацию для выбранного материала и толщины вы также можете найти в нашем калькуляторе гибки.)
Настройки по умолчанию автоматически применяются ко всем изгибам. Если вам нужно изменить разгрузку сгиба для какого-либо конкретного сгиба, вы можете найти настройки переопределения в настройках отдельных элементов сгиба.
Все настройки по умолчанию можно переопределить для каждого отдельного элемента, включая параметры радиуса сгиба и разгрузки сгиба.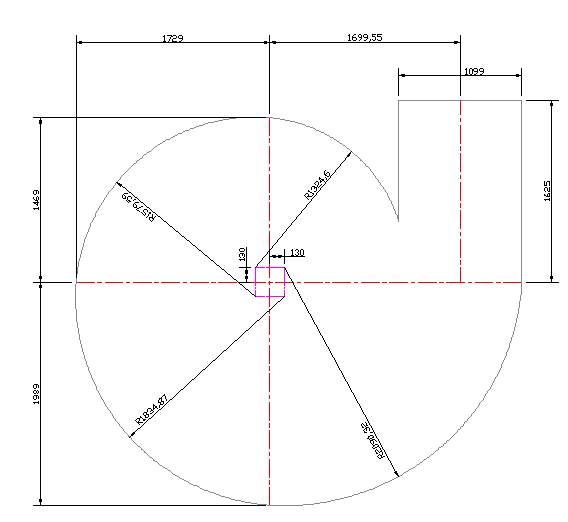
В Fusion360 настройки разгрузки углов находятся в тех же местах, что и разгрузки сгиба.
SolidworksВ Solidworks есть несколько разных мест, где можно включить разгрузку изгиба. Первый находится в начальной Листовой металл Элемент , который создается, когда ваша деталь изготавливается с использованием инструментов для листового металла (или преобразуется в листовой металл). Отсюда вы можете выбрать автоматическое добавление рельефа на сгибах, которые в нем нуждаются. Это хорошо работает для стандартных изгибов, но не для снятия углов (мы вернемся к этому чуть позже).
Добавление рельефа таким образом дает вам минимальный контроль. Вы можете выбирать между такими формами, как прямоугольная, круглая и слезоточивая. Вместо того, чтобы вводить ширину и глубину, вы ограничены только отношением каждого из них к толщине материала. В этом примере отношение 1 и толщина материала 0,125 дают ширину рельефа 0,125 и глубину рельефа 0,125.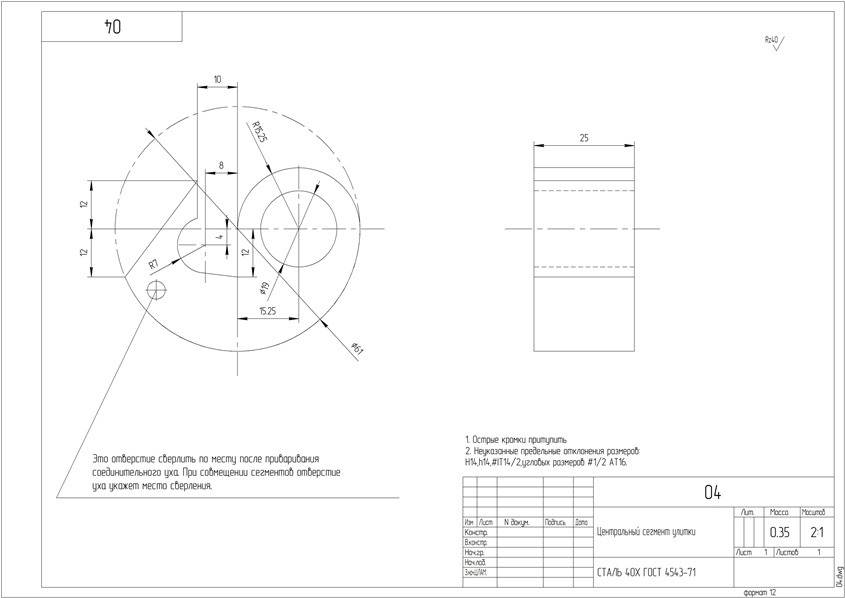 Если отношение изменить на 2, ширина и глубина рельефа будут равны 0,250.
Если отношение изменить на 2, ширина и глубина рельефа будут равны 0,250.
Второй вариант снятия напряжения сгиба в Solidworks находится в самом элементе Edge-Flange . Здесь у вас есть немного больше контроля. Прямоугольная, круглая и разрывная по-прежнему единственные формы, но здесь вы можете выбрать, использовать ли отношение к толщине или указать ширину и глубину рельефа независимо.
Последний метод создания рельефа в Solidworks применяется к угловому рельефу. Ранее мы обсуждали, что рельеф угла — это рельеф, в котором два сгиба встречаются в углу. Угловой сброс можно добавить как отдельный элемент. Здесь у вас есть еще несколько вариантов форм и размеров.
В функции разгрузки углов вы можете указать углы, к которым будут применяться настройки: одиночные, множественные или все углы. Можно создать несколько угловых рельефных элементов, если вам нужны разные настройки для разных углов.
Примеры
Использование инструмента САПР для визуализации детали изгиба может помочь, но если вы все еще не уверены, требуется ли для вашего изгиба разгрузка или нет, ниже приведены некоторые примеры изгибов, которые требуют и не требуют разгрузки. Каждый изгиб имеет две кромки, а для некоторых изгибов требуется два, один или ни одного рельефа. Обратите внимание на приведенный ниже образец детали, что на обоих концах каждого набора линий сгиба материал был удален.
Каждый изгиб имеет две кромки, а для некоторых изгибов требуется два, один или ни одного рельефа. Обратите внимание на приведенный ниже образец детали, что на обоих концах каждого набора линий сгиба материал был удален.
- Изгиб № 1 и № 6 очень похожи, разница в том, что в сгибе № 1 правая сторона сгиба останавливается сразу за краем детали. Из-за остановки перед кромкой требуется рельеф. Если бы вам не нужно было останавливать изгиб до того, как он достигнет края, то сброс с этой стороны не потребовался бы. С левой стороны изгиб доходит до края и на пути нет дополнительного материала, поэтому рельеф не требуется.
- Изгиб #2 выполняется посередине кромки с несгибаемым материалом с обеих сторон. Это требует облегчения с обеих сторон.
- Изгиб #3 расположен на краю пластины, справа нет плоского материала. Нет необходимости в облегчении на правой стороне. Слева, аналогично изгибу № 2, требуется рельеф, чтобы освободить место в несгибаемом материале.

- Изгиб #4 часто называют оконным изгибом. SendCutSend в настоящее время не выполняет изгибы окна , но если вы собираетесь создать подобный изгиб в своей детали, вам потребуется разгрузка с обеих сторон изгиба.
- Изгиб №5 почти идентичен изгибу №3, они оба имеют одну сторону вдоль края пластины, а другую сторону посередине. Важным отличием является то, что изгиб № 5 находится в стороне от несогнутого материала. Из-за этого изгиб № 5 не требует никакого облегчения.
- Изгиб #6 проходит от одного края пластины до другого. Поскольку непосредственно по обе стороны от сгиба нет несгибаемого материала, разгрузка не требуется.
Сводка
В зависимости от формы детали и расположения изгиба может потребоваться включить разгрузку изгиба, чтобы избежать разрывов или деформации по краям, где деталь переходит из плоского состояния в изгиб. Не все изгибы потребуют облегчения, но когда это необходимо, вы можете найти или рассчитать необходимый размер.