
Холодная ковка станки своими руками чертежи: Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
 При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором.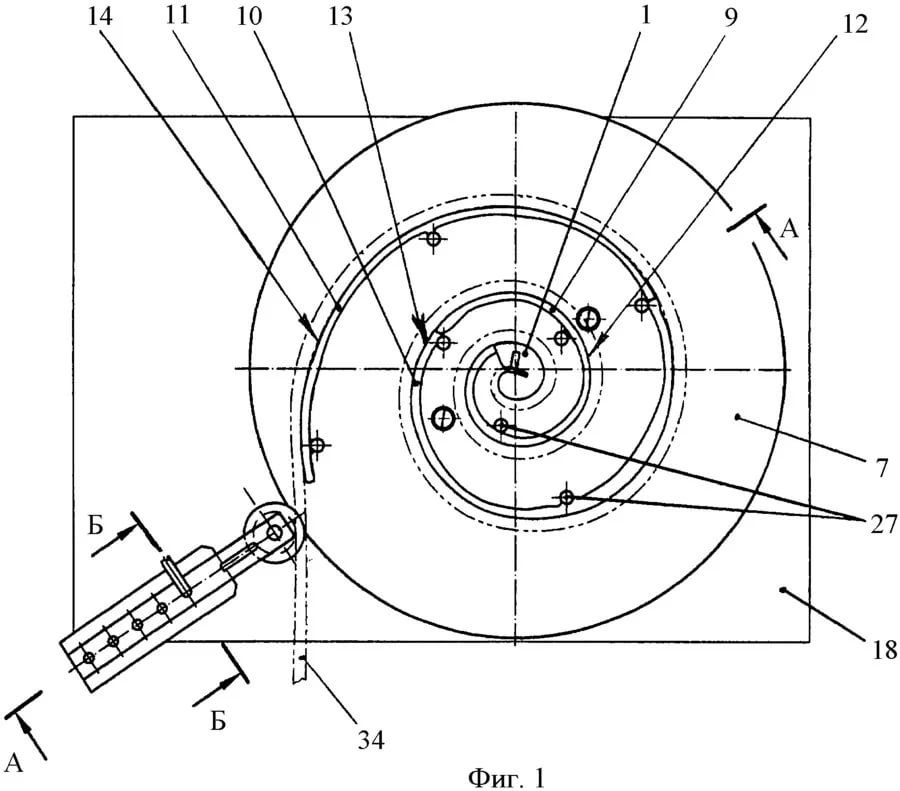 Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак.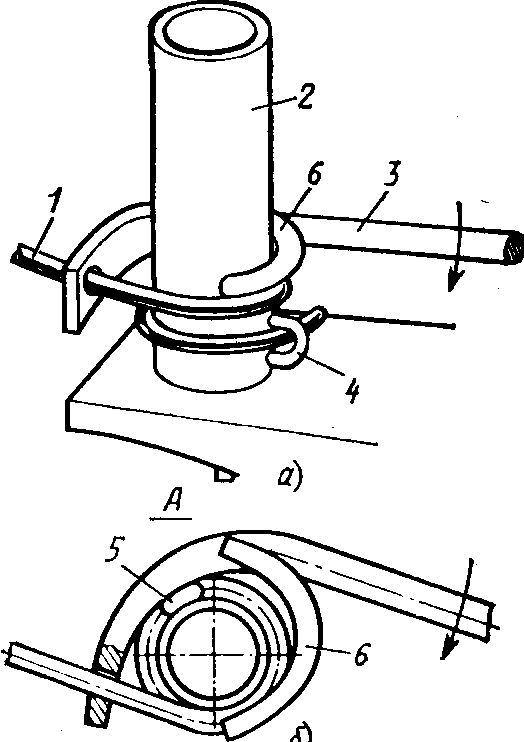 Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т. д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм.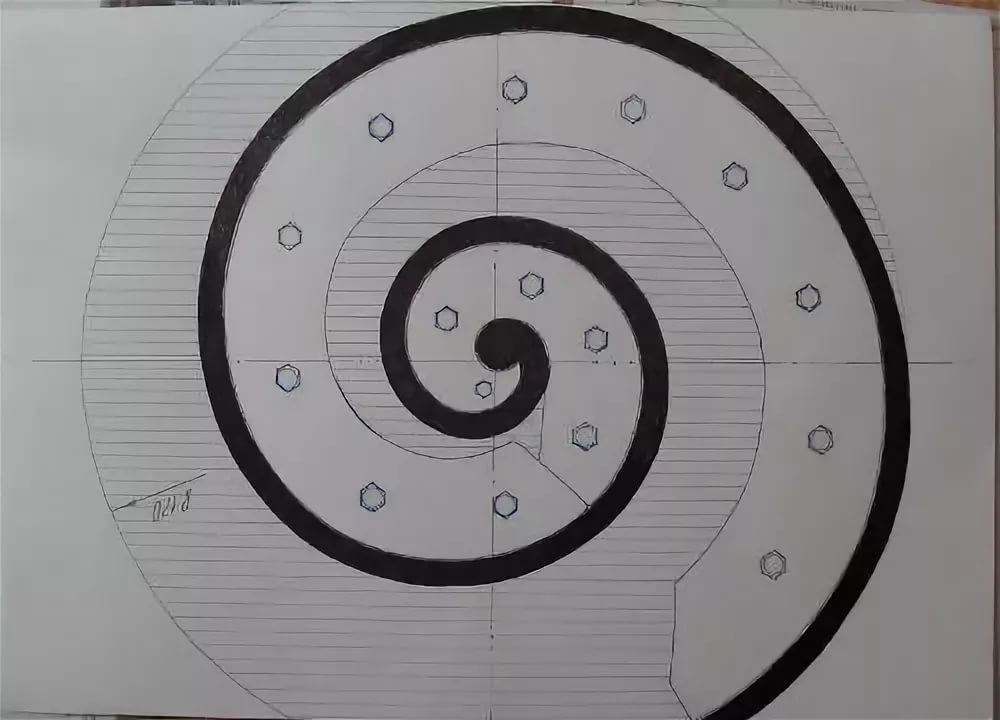
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Чертежи станка для холодной ковки своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил.
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним .Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная «по халяве»
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что «не поподя», все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для «холодной» ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на «ты». Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю «пресс» из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из «рулевой рейки 2108». Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает «затак», 6-ть метров. Он конечно знает что я болен на железки.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м.

- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен
 Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок для холодной ковки своими руками: чертежи приспособлений
Содержание статьи:
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Самодельный станок для холодной ковки
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий.
 В процессе их производства необходим постоянный контроль за геометрическими параметрами;
В процессе их производства необходим постоянный контроль за геометрическими параметрами; - использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Чертеж улитки для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Гнутик для холодной ковки
Гнутик для холодной ковки
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Схема твистера для художественной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Станок для холодной ковки чертежи и размеры своими руками улитка фото
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фотоСтанок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина.
 К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка. - Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Машинная холодная ковка, индукционная ковочная машина, оборудование для ковки металла (JLC-80)
Описание продукта
Главная I0003 схема инвертора в параллельном соединении, которая имеет высокую адаптивность нагрузки. Основные детали Введение 1. Германия SIEMENS INFINEON IGBT-модуль. (Частота колебаний 40-60 кГц, быстрое время отклика, сверхвысокая стабильность, сварка практически без брызг) Модель JLC-80 кВт Потребляемая мощность 3 фазы 380 В 50/60 Гц Макс. Мощность колебаний макс. 80 кВт Макс. Входной ток 135A Постоянный ток 150A Частота колебаний 10-30 кГц Синхронизация 1M-99.99M
1S-99.99S
0.01S-99.99S Желание охлаждающей воды 0.4Mpa Рабочий цикл 100% 40 ° C Размеры (Д * Ш * В) Генератор 550 * 790 * 1050 мм трансформатор 560 * 430 * 540 мм Вес нетто 80 кг / 55 кг Длина кабеля 2-6 (метры)
2. Japan Nichicon электролитический конденсатор. (Конденсатор фильтра)
3. Импортированный транзисторный интегрированный блок.
4. Все водопроводные трубы используют , термостойкость , Устойчивость к высокому давлению, материал высшего качества.
5. Приняты основная плата, сигнальная цепь, плата привода, плата управления и компоненты: Toshiba, Hitachi, Motorola, ведущих китайских производителей.
6. Международные передовые твердотельные
7. Техническое преимущество : совершенное управление, схема индикации тревоги, получение полностью автоматического отслеживания частота , непрерывная регулируемая мощность, надежная надежная защита, четкое отображение данных и т.д.
8. Преимущества превосходства : быстрый нагрев, широкое применение, малый размер, легкая установка, простота в эксплуатации, низкое энергопотребление, высокая эффективность.
Фотографии продукта
Упаковка и отгрузка
Список принадлежностей в упаковке
| Артикул | Наименование машины или деталей | Спецификация | Количество |
| Генератор JLC-80KW | — | 1 шт. | |
| 2 | Трансформатор JLC-80KW | — | 1 шт. |
| 3 | Ножная педаль | 3-ядерный | 1 шт. |
| 4 | Индукционные катушки | — | 2 комплекта |
| 5 | Соединительные кабели | — | 1 комплект |
| 6 | Руководство по эксплуатации | — | 1 шт. |
| 7 | Каталог продукции | — | 2 комплекта |
Информация о компании
Профиль компании:
Dongguan Jinlai Electromchanical Device Co., ООО. основана в 1996 году,
, которая занимается исследованиями и разработками, производством и продажей твердотельной индукционной нагревательной машины
профессионально. Несколько старших специалистов по индукционному нагревательному оборудованию собрали здесь
, которые инициируют индукционные нагревательные машины с защитой окружающей среды
и высоко эффективное сохранение энергии, положительно и усердно.
Наши услуги
Предпродажное обслуживание:
1.рекомендовать наиболее подходящую машину для клиентов, в соответствии с их требованиями.
2. Справочная и консультационная поддержка.
3. Пример поддержки тестирования.
4. Посмотреть наш завод.
Сервисное обслуживание:
1. Строго изготавливать станок в соответствии с техническими стандартами.
2. Выполните пробный запуск в соответствии с действующими правилами испытаний оборудования.
3. Строго проверьте машину, перед доставкой
4. Доставка в срок.
Послепродажное обслуживание:
1.Гарантийный срок 12 месяцев
2. В течение одного года бесплатной гарантии, любой неисправности, вызванной неискусственной причиной, какими-либо проблемами качества, такими как дизайн, изготовление или процедура, Jinlai предоставит запасные части после обнаружения неисправностей.
3. Если в течение гарантийного периода возникнут какие-либо серьезные проблемы с качеством, Jinlai вышлет технику по техническому обслуживанию.
5. Jinlai обеспечит покупателю выгодную цену на всю жизнь материалами и запасными частями, используемыми при эксплуатации системы, обслуживании оборудования.
6. Вышеуказанные требования являются только основными требованиями послепродажного обслуживания, мы сделаем больше обещаний, связанных с механизмом обеспечения качества и гарантии эксплуатации.
FAQ
Китай Поставки Индукционный нагреватель
Вопросы и ответы:
1. В какие страны экспортируется ваша продукция?
Наша продукция продается по всему миру и имеет соответствующие сертификаты.
2. Как насчет гарантии?
Все наши продукты имеют гарантию качества сроком на один год, в течение гарантийного срока замена запасных частей бесплатна. И мы обеспечиваем жизни долгое время техническую поддержку и другую помощь.
3.Как установить машину?
У нас есть инструкции по установке на бумаге и видеоролики, которые мы будем обучать до тех пор, пока вы их не изучите.
4. Какой порт экспорта вы используете?
Любой порт Китая, обычно мы будем использовать порт Шэньчжэнь, Гуанчжоу, Гонконг, его можно назначить как вам угодно.
5. Как насчет условий оплаты и времени доставки?
Условия оплаты для небольших машин: 100% T / T / Western Union / Наличными.
Большие машины и большое количество: 30% депозита, 70% до отгрузки (мы будем снимать весь процесс доставки для подтверждения клиента) и сопутствующие документы. Вы можете оплатить T / T, L / C, Western Union или другими способами.
Срок доставки небольшого станка — 7 дней, большего — 15 дней, мы доставим товар вовремя.
6.Как мне поступить, если я оплатил, но не могу получить товар?
Международный веб-сайт Alibaba является известной торговой платформой, которая в те годы была зрелой, каждый ее поставщик заплатил большой фонд целостности, и у нас есть лицензии на ведение бизнеса в Китае, которые можно проверить на официальном сайте Китая или мы можем показать вам, поэтому что ситуация никогда не будет появляться, пожалуйста, будьте уверены.
7. Ваш товар имеет сертификат ISO9001 или CE?
Да, все наши товары имеют сертификаты ISO и CE.Все машины высокого качества.
8. Какова ваша природа вашей компании: дилер или завод?
Мы являемся производителем и имеем большой завод, тепло приглашаем Вас посетить наш завод и связаться с нами.
Супераудиочастотная серия
Супераудиочастотная серия (10-30 кГц)
| Модель | JLC-30 | JLC-50 | JLC-60 | JLC-80 900 12048 | JLC |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | ||||
| Макс. Мощность | 30 кВт | 50 кВт | 60 кВт | 8049 | 120 кВт |
| Макс. Входной ток | 48A | 63A 900 | 90A | 135A | 195A |
| Постоянный ток | 60A | 80A | 120A | 150A | 250A |
| Частота колебаний | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M- 99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S |
| Желание охлаждающей воды | 0.2Mpa | 0.3Mpa | 0.3Mpa | 0,4Mpa | 0,5Mpa |
| Рабочий цикл | 100% 40 ° C | ||||
| Вес нетто | 60 кг / 30 кг | 65 кг / 45 кг | 70 кг / 45 кг | 80 кг / 55 кг | 110 кг / 90 кг |
| Длина кабеля | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) |
Станок для холодной ковки в холодной штамповке (JLC-80)
Описание продукта
Главная Особенность
-параллельная инверторная цепь I0003- , который имеет высокую нагрузочную способность.
- Комплексная конструкция с полной нагрузкой доступна для 24-часовой непрерывной работы.
- Цифровая фазовая синхронизация реализует следующую частоту автоматически.
- Дизайн в модулях. Он установлен и удобен в использовании без отладки.
- Идеальная функция защиты, обеспечивающая надежность и простоту обслуживания оборудования.
- Метод преобразования частоты по резонансу повышает эффективность всего оборудования более чем на 95%.
- Экономия и защита окружающей среды, он может заменить газовую / угольную / электронную ламповую машину индукционного нагрева.
| Модель | JLC-80 кВт | |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | |
| Макс. Мощность колебаний макс. | 80 кВт | |
| Макс. Входной ток | 135A | |
| Постоянный ток | 150A | |
| Частота колебаний | 10-30 кГц | |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | |
| Желание охлаждающей воды | 0.4Mpa | |
| Рабочий цикл | 100% 40 ° C | |
| Размеры (Д * Ш * В) | Генератор | 550 * 790 * 1050 мм |
| трансформатор | 560 * 430 * 540 мм | |
| Вес нетто | 80 кг / 55 кг | |
| Длина кабеля | 2-6 (Метры) | |
Основные детали Введение
1. Германия SIEMENS INFINEON IGBT-модуль. (Частота колебаний 40-60 кГц, быстрое время отклика, сверхвысокая стабильность, сварка практически без брызг)
2. Japan Nichicon электролитический конденсатор. (Конденсатор фильтра)
3. Импортированный транзисторный интегрированный блок.
4. Все водопроводные трубы используют , термостойкость , Устойчивость к высокому давлению, материал высшего качества.
5. Приняты основная плата, сигнальная цепь, плата привода, плата управления и компоненты: Toshiba, Hitachi, Motorola, ведущих китайских производителей.
6. Международные передовые твердотельные полупроводниковые силовые устройства .
7. Техническое преимущество : совершенное управление, схема индикации тревоги, получение полностью автоматического отслеживания частота , непрерывная регулируемая мощность, надежная надежная защита, четкое отображение данных и т.д.
8. Преимущества превосходства : быстрый нагрев, широкое применение, малый размер, легкая установка, простота в эксплуатации, низкое энергопотребление, высокая эффективность.
Фотографии продукта
Упаковка и отгрузка
Список принадлежностей в упаковке
| Артикул | Наименование машины или деталей | Спецификация | Количество |
| Генератор JLC-80KW | — | 1 шт. | |
| 2 | Трансформатор JLC-80KW | — | 1 шт. |
| 3 | Ножная педаль | 3-ядерный | 1 шт. |
| 4 | Индукционные катушки | — | 2 комплекта |
| 5 | Соединительные кабели | — | 1 комплект |
| 6 | Руководство по эксплуатации | — | 1 шт. |
| 7 | Каталог продукции | — | 2 комплекта |
Информация о компании
Профиль компании:
Dongguan Jinlai Electromchanical Device Co., ООО. основана в 1996 году,
, которая занимается исследованиями и разработками, производством и продажей твердотельной индукционной нагревательной машины
профессионально. Несколько старших специалистов по индукционному нагревательному оборудованию собрали здесь
, которые инициируют индукционные нагревательные машины с защитой окружающей среды
и высоко эффективное сохранение энергии, положительно и усердно.
Наши услуги
Предпродажное обслуживание:
1.рекомендовать наиболее подходящую машину для клиентов, в соответствии с их требованиями.
2. Справочная и консультационная поддержка.
3. Пример поддержки тестирования.
4. Посмотреть наш завод.
Сервисное обслуживание:
1. Строго изготавливать станок в соответствии с техническими стандартами.
2. Выполните пробный запуск в соответствии с действующими правилами испытаний оборудования.
3. Строго проверьте машину, перед доставкой
4. Доставка в срок.
Послепродажное обслуживание:
1.Гарантийный срок 12 месяцев
2. В течение одного года бесплатной гарантии, любой неисправности, вызванной неискусственной причиной, какими-либо проблемами качества, такими как дизайн, изготовление или процедура, Jinlai предоставит запасные части после обнаружения неисправностей.
3. Если в течение гарантийного периода возникнут какие-либо серьезные проблемы с качеством, Jinlai вышлет технику по техническому обслуживанию.
5. Jinlai обеспечит покупателю выгодную цену на всю жизнь материалами и запасными частями, используемыми при эксплуатации системы, обслуживании оборудования.
6. Вышеуказанные требования являются только основными требованиями послепродажного обслуживания, мы сделаем больше обещаний, связанных с механизмом обеспечения качества и гарантии эксплуатации.
FAQ
Китай Поставки Индукционный нагреватель
Вопросы и ответы:
1. В какие страны экспортируется ваша продукция?
Наша продукция продается по всему миру и имеет соответствующие сертификаты.
2. Как насчет гарантии?
Все наши продукты имеют гарантию качества сроком на один год, в течение гарантийного срока замена запасных частей бесплатна. И мы обеспечиваем жизни долгое время техническую поддержку и другую помощь.
3.Как установить машину?
У нас есть инструкции по установке на бумаге и видеоролики, которые мы будем обучать до тех пор, пока вы их не изучите.
4. Какой порт экспорта вы используете?
Любой порт Китая, обычно мы будем использовать порт Шэньчжэнь, Гуанчжоу, Гонконг, его можно назначить как вам угодно.
5. Как насчет условий оплаты и времени доставки?
Условия оплаты для небольших машин: 100% T / T / Western Union / Наличными.
Большие машины и большое количество: 30% депозита, 70% до отгрузки (мы будем снимать весь процесс доставки для подтверждения клиента) и сопутствующие документы. Вы можете оплатить T / T, L / C, Western Union или другими способами.
Срок доставки небольшого станка — 7 дней, большего — 15 дней, мы доставим товар вовремя.
6.Как мне поступить, если я оплатил, но не могу получить товар?
Международный веб-сайт Alibaba является известной торговой платформой, которая в те годы была зрелой, каждый ее поставщик заплатил большой фонд целостности, и у нас есть лицензии на ведение бизнеса в Китае, которые можно проверить на официальном сайте Китая или мы можем показать вам, поэтому что ситуация никогда не будет появляться, пожалуйста, будьте уверены.
7. Ваш товар имеет сертификат ISO9001 или CE?
Да, все наши товары имеют сертификаты ISO и CE.Все машины высокого качества.
8. Какова ваша природа вашей компании: дилер или завод?
Мы являемся производителем и имеем большой завод, тепло приглашаем Вас посетить наш завод и связаться с нами.
Супераудиочастотная серия
Супераудиочастотная серия (10-30 кГц)
| Модель | JLC-30 | JLC-50 | JLC-60 | JLC-80 900 12048 | JLC |
| Потребляемая мощность | 3 фазы 380 В 50/60 Гц | ||||
| Макс. Мощность | 30 кВт | 50 кВт | 60 кВт | 8049 | 120 кВт |
| Макс. Входной ток | 48A | 63A 900 | 90A | 135A | 195A |
| Постоянный ток | 60A | 80A | 120A | 150A | 250A |
| Частота колебаний | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц | 10-30 кГц |
| Синхронизация | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S | 1M- 99.99M 1S-99.99S 0.01S-99.99S | 1M-99.99M 1S-99.99S 0.01S-99.99S |
| Желание охлаждающей воды | 0.2Mpa | 0.3Mpa | 0.3Mpa | 0,4Mpa | 0,5Mpa |
| Рабочий цикл | 100% 40 ° C | ||||
| Вес нетто | 60 кг / 30 кг | 65 кг / 45 кг | 70 кг / 45 кг | 80 кг / 55 кг | 110 кг / 90 кг |
| Длина кабеля | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) | 2-6 (Метры) |
$ 0.10 — 10,00 $ / Кусок | 1 шт. (Минимальный заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
Количество (шт.) 1 — 1000 > 1000 Est.Время (дни) 10 Торг
- Персонализация:
Индивидуальный логотип (Мин.Заказ: 100 штук)
Индивидуальная упаковка (Минимальный заказ: 100 штук)Подробнее
Настройка графики (Мин.Заказ: 100 штук) Меньше
Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Холодная ковка, станки и чертежи своими руками. – Первый строительный
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.Подробный чертеж станка улитки.
Чертеж станка улитки.Чертеж устройство для гибки “Хомута”.
Чертеж устройств холодной ковки для гибки хомутаЧертеж устройств холодной ковки для гибки хомутаЧертеж приспособления Гнутик.
Так схематически выглядит Гнутик.Чертеж для создания Гнутика.Видео кузнечного оборудования холодной ковки для малого бизнеса.
Станок нижних чертежей своими руками. Как делать красивые изделия холодной ковкой
Самодельный станок для холодной ковки может пригодиться, если вы любите делать крейл и не прочь сделать самому что-нибудь красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, выполненных методом ковки, манит с изящными линиями и завораживает взгляд. Издавна во всех лучших домах непременно можно было увидеть такие украшения, как металлические ажурные локоны.Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Кованые изделия используются в дизайне наряду со стеклом, пластиком и другими элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей штамповки необходимо выполнить множество специальных условий , поэтому это очень сложно для нее в домашних условиях. Более доступный способ — художественная холодная ковка. Узнать, насколько ей проще, и при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной штамповки
Для холодной штамповки потребуются два основных процесса:
Для выполнения этих действий вам не нужно поддерживать связь с металлом некоторой температуры. Но определенная термическая обработка все же должна происходить между этапами работы.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители делают инструменты своими руками. С помощью самодельного оборудования можно качать всевозможные причудливые формы.Вам нужно только получить определенные рабочие навыки. Поэтому будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, полученные на самодельном станке для холодной ковки, намного прочнее, чем те, которые выполняются или отливаются методом штамповки. Происходит это из-за того, что металлические стержни, проходящие через оборудование, прижимаются друг к другу с введением необходимой формы.При таком способе ковки нужно , не допускайте ошибок , так как они практически не исправляются. С приобретением навыков вы сможете своими руками создавать привлекательные и чудесные изделия.
На самодельном станке для холодной ковки можно изготавливать такие изделия как:
- таких изделий, как балконные козырьки, поручни для лестницы;
- решетки на окнах;
- заборы и заборы;
- Мебель для дома — столы, стулья, кровати;
- элементов, которые использованы в дизайне дома: Faceplate Caminas, Trenogs for Flowers.
При горячей ковке мастеру требуется не только отдельное помещение, но и кузнечный шкаф, а также особые условия. При холодном методе нет необходимости предварительно разогревать заготовку, и процесс напрямую выходит намного экономичнее.
При обработке большой партии однотипной продукции все можно сделать с помощью трафаретов и чертежей. Так можно значительно снизить трудозатраты и сократить время изготовления. Иногда необходимо нагреть предметы, прогревая в местах стыков стыков, чтобы не было кривизны.Новиком рекомендуется внимательно изучить план работ перед выполнением работ. , не будем знать видео урок а выполним чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для холодной ковки включает в себя ряд элементов. Необходимые устройства, которые потребуются для работы: твистер
- ;
- улитка;
- гнутый;
- волна;
- земной шар;
- фонарик.
Многие названия покажутся забавными, но для домашнего использования устройства это вполне комфортно.
Основным инструментом для работы будет гнут, который используется для изменения формы металла. Его функция — изгиб детали под нужным углом или изгиб дуг разного радиуса.
Улитка используется, как правило, для ловли спирали стальных стержней. Это защелка для сгибания стержней, полос, трубок, квадратов и профилей до формы спирали, изделий различной формы и радиуса.При использовании этого инструмента вы не можете ограничить спираль, создаваемую радиусом и сделать необходимую величину.
Инструмент «Фонарик» необходим для гнутых металлических деталей. С его помощью обрабатывают металлические прутки сечением менее 30 мм или квадратные профили сечением менее 16 мм.
С таким устройством, как волна, делают волнообразно изогнутые элементы. Используйте его I. для обработки труб с шестигранным или круглым поперечным сечением.
Твистер похож на фонарик. С помощью этих двух инструментов можно открутить стержни вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного стержня толщиной до 12 мм. Причем концы заготовки тоже плавно загибаются.
Этот инструмент для холодной ковки абсолютно не сложен, поэтому часто можно увидеть и самодельный. По фабрике ему почти не уступает.
Станки для ковки
Часто при работе изготовление станков для холодной ковки своими руками казалось гораздо более целесообразным.Ведь далеко не каждый элемент можно полностью обработать только ручной ковкой. Да я. цена этого оборудования довольно большая Даже если речь идет о самой простой улитке машинке.
Если по самодельному образцу будет изготавливать какое-то изделие на самостоятельном проводнике, то вещь будет уникальной, хотя по некоторым параметрам и уступит той, что делается на заводе. Если планируется изготовление большого количества деталей методом холодной ковки, лучше всего сделать кондуктор с электродвигателем.Так вы сами облегчите себе рабочий процесс.
Целесообразно обеспечить производство на станке основных видов работ — вытяжных, гибочных и крутильных. Эти приспособления можно комбинировать при создании кондуктора своими руками.
Во время рисования изделия придает определенная форма. Для чего его нужно пропустить через ролики или пресс, и сечение исходного сырья уменьшится.
Процесс гибки заключается в том, что деталь изгибается под нужным углом.Вы можете выполнить эту операцию с помощью шаблонов. Делаются они таким образом: чертеж изделия, для которого делается шаблон, после изготовления. На стальной пластине разведите локон, после этого лист прикрепите к станку в держателе. Конец заготовки устанавливается в паз, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, который нужно протащить по всем изгибам пластины, используемой в качестве шаблона.
Делая выкройку, сварку швов нужно проводить снаружи, иначе это будет мешать дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые приспособления, с помощью которых можно изготавливать вполне оригинальные изделия. Все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
На этом станке домашние мастера выполняют всевозможные кольца и спирали, завитки, волны. Чтобы изготовить такую машину, нужно действовать по чертежам и технологии , которая включает в себя ряд этапов.
Перед изготовлением каких-либо приспособлений, ручных инструментов или художественных станков необходимо выполнить графические изображения, шаблоны, эскизы, чертежи будущего инструмента.
Для более точной разметки лучше всего использовать миллиметровую бумагу. Нарисуйте на нем спираль, постепенно увеличивающую радиус поворотов. Между поворотами нужно соблюдать один и тот же шаг. Надо сказать, что это условие необходимо соблюдать только в тех случаях, когда требуется симметрия узоров, как правило, не более 4 шт.
Также учитывайте обе заготовки, с которыми нужно работать. Расстояние между витками следует делать так, чтобы оно немного превышало диаметр металлических стержней, иначе из станка будет сложно получить готовое изделие.
Для рабочей поверхности будет листовой утюг. Толщины в четыре миллиметра вполне достаточно. Определение размера происходит исходя из габаритов необходимых деталей. Для изготовления формы потребуется листовой металл в виде толщины три миллиметра.С этим материалом можно работать ручными инструментами. Его просто склеивают по выкройке в спираль с помощью плоскогубцев.
Для создания полноценного рабочего процесса необходимо произвести надежную фиксацию одного конца изделия. Будет кусок стержня, равный ширине полосы. Для крепления рабочей площадки потребуется верстак. Часто в роли стеллажа используется кусок толстостенной трубы. Главное — обеспечит максимальную фиксацию С холодной ковкой усилия прилагаются довольно большие.
Станок сборочный
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Сделать его можно сборно-разборным, монолитным или цельным. При монолитной конструкции устройство полностью или частично в виде «улитки» приваривается к площадке.
Длина конструкции позволяет разводить мелкие штанги При расстоянии 5-6 см в рабочей платформе необходимо проделать специальные отверстия. Не забывайте тщательно фиксировать концы изделий, которые будете загибать.
Холодная ковка особенно популярна среди новичков в кузнечном деле. Для изготовления изделий этим методом не нужна ни хорошо оборудованная мастерская (можно сделать гараж или сарай), ни позы с большим опытом, ни специальные знания поведения металлов. Что касается устройств, то всех необходимых станков и инструментов можно сделать своими руками. Дома.
Оснащение «Улиткой» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла.«Улитка» предназначена для гибки металлического прутка методом холодной ковки металла. Сделать «улитку» для холодной ковки своими руками не так уж и сложно.
С помощью самодельных станков для холодной ковки можно сделать множество ажурных металлических изделий. Кованые заборы, заборы, калитки, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление снитного оборудования в несколько этапов.
В следующем ролике вы можете увидеть, как мастера своими руками делали «улитку», а также как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В этом видео еще один интересный вид самодельной «улитки», по которой удобно гнуть поковки в завитки и завитки. По словам мастера, «на этой машине все удобнее и проще».
Следующее видео содержит чертеж и описание устройства «Улитка» и необходимые материалы для изготовления грядки и выкройки для изготовления кованых локонов.
Для кузнечного дела это сложный физический труд, требующий специального оборудования в совокупности с профильными знаниями и опытом магистра. Однако для изготовления некоторых художественных элементов необходимо просто загнуть заготовки под нужным углом. Деформирование металла можно производить без нагрева механическим способом, для этого используются станки для холодной ковки. Какими особенностями обладают такие агрегаты — будет в этой статье.
Подбор инструмента и кузнечных материалов.Советы начинающим художникам по металлу. Описание процесса ковки, особенности и меры предосторожности.
Основное рабочее усилие, необходимое для деформации материала, возьмет на себя опора, поэтому основа будущего станка должна быть прочной. Для этого подойдет 2-х ходовая или пара приготовленных друг с другом челлеров. Устойчивости к основанию добавят лапы из аналогичного профиля, приваренные к общей конструкции. Далее можно производить изготовление других узлов — опоры и шпинделя.
В каждом из рукавов самодельного станка холодной ковки своими руками патроны, предназначенные для размещения заготовок, должны иметь прочные винтовые зажимы (для надежной фиксации). За счет уменьшения длины обрабатываемой детали при скручивании всегда выполняется задняя бабка скользящая. Допускается соорудить бабки из тисков, закрепив их на основе болтов, имеющих размер не менее М16. На одной оси с прижимным узлом устанавливается втулка подвижной части станка, в которой предварительно просверливаются отверстия под прижимные болты.
Подвижная часть шпинделя превращается в ручку, состоящую из 4 рычагов, длина которых достаточна для гашения силы, прилагаемой к вращению. Вы можете добавить резиновые втулки, чтобы защитить руки от соскальзывания.
Основное отличие сборки универсального самодельного станка для холодной ковки заключается в конструкции подвижной части. Он должен обеспечивать винтовую подачу при изготовлении фонарей и корзин и фиксироваться обычным скручиванием металла. Поэтому подвижная часть снабжена комплектом из двух шпинделей — гладкого и винтового.В такой конструкции выдвижной бабки для фиксации требуется стопорный винт.
Полезный совет! При необходимости выполнить заготовку, закрученную не по всей длине, а только на определенных участках, в конструкцию станка добавляют ограничители. Выполняются они по типу задних бабок — с винтовыми фиксаторами и возможностью скольжения.
Работа на торсионном станке утомительна физически, получить качественную продукцию в большом объеме сложно.Поэтому подходящим решением будет внедрение в конструкцию электропривода.
Как сделать станок для холодной ковки гнутым
Machine Blanc монументальна, массивна, проста в конструкции и сборке, но сложна в поиске и подгонке деталей. Его назначение — гнуть на другом углу заготовки, поэтому усилие на всех узлах будет одинаково большим, а значит, требования к деталям сборки высокие.
В качестве основы станка выбрана толстая стальная рама.Стоит учесть, что машина будет крепиться к столу. Обычно крепеж делают на болтовом компаунде, например, как тиски. В центре кадра выполняется направляющая, которая будет подвижной. Он приводится в движение эксцентриковым механизмом, который, в свою очередь, закреплен на базовой раме. Дополнительно устанавливаются три упора, создающие своеобразную «заглушку» — это рабочие элементы конструкции. В зависимости от складывающегося профиля их меняют: круглые ролики — для выполнения волны, «молотковые» — для формирования углов.
Рабочие элементы производятся только из конструкционной стали. Их сила — надежность всего оборудования. Обработка и установка подобных изделий требует исключительно профессиональной оснастки. Поэтому, если возникнут трудности с заказом, покупкой или изготовлением базовых узлов, желательно будет купить в магазине станок для холодной ковки медсестры. Стоимость у него невысокая, но он сможет дополнительно пригодиться при гибке труб.
Станок-улитка для холодной ковки своими руками: Варианты исполнения
Алгоритм сборки самодельного станка для холодной ковки своими руками довольно прост и понятен.Только при создании улиток возможны три варианта дизайнерской задумки, да и то очень приблизительные. Выполнение завивки или спирали, а также последовательность изгиба заготовки каждый Мастер видит по-своему.
Как и любой творческий процесс, изготовление улитки для холодной ковки своими руками начинается с азов — конструирования узловых узлов станка. Что касается корпуса, это рама, столешница и главный вал с прядильным рычагом.
Каркас или столик для улитки должны быть металлическими.Дерево совершенно не подходит для такой конструкции: длинные и большие нагрузки разрушат его за несколько применений. В качестве используемого материала подойдут угловые, толстостенные трубы или швеллер. Для столешницы также понадобится металл — лист толщиной не менее 4 мм: чем толще, тем надежнее. Вал и рычаг являются основными узлами, которые заставят металлическую заготовку изгибаться по указанному шаблону. Рычаг соединен с одной стороны с роликом, который поворачивает заготовку, а с другой — с главным валом.
По типу исполнения улиток автоматов бывает трех вариантов:
- монолитный с фиксированным рисунком изгиба;
- со съемными гибочными конструкциями, позволяющими делать завитки разных видов;
- со складывающейся структурой изгиба и вращающейся столешницей для изготовления сложных гибочных профилей с высокой точностью.
Чертежи улитки на станке холодной ковки своими руками
Многие мастера, которых берут на изготовление станков впервые, пренебрегают этапом проектирования, строят шаблоны «на глазах», а разработкой и модернизацией узлов занимаются непосредственно в процессе сборки.Рисунок улитки для холодной ковки своими руками следует сделать еще на этапе подготовки. Это поможет избежать некоторых тонких нюансов при сборке, а также значительно сократит время производственного процесса.
Необязательно следовать чертежам, которые делал другой мастер. Доступность материалов для изготовления или условия сборки могут отличаться, а также вполне вероятно, что видение готовой конструкции также может быть другим.
Один из вариантов конструкции : 1 — улитки Лемех; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемхеов; 7 — проточки для родного ролика; 8 — рычаг управления осью; 9 — пружина прижимного ролика; 10 — фиксатор для заготовки; 11 — улитка Lemche Lemeh; 12 — главная ось; 13 — Рычаги
Snail Schema Snail для обработки продукта методом холодной ковки
Рисунок особенно важен для построения выкройки локонов своими руками.Видеооборудование для холодной ковки поможет правильно рассчитать и построить пропорциональную спираль. Этот этап необходим для того, чтобы локон, сделанный на самодельном станке, имел эстетичный вид.
Полезный совет! Шаблоны для улитки строятся по правилам математических спиралей с учетом количества витков, их плотности, ширины проема для оборудования на станке и начального радиуса входа в завиток.
Изготовление улитки: как сделать машинку своими руками
Монолитный станок — улитка самой простой конструкции.Спиральный узор наносится прямо на столешницу. Затем по выкройке вырезают несколько кусков толстого металла. Их приваривают к столешнице, соблюдая нанесенную ранее маркировку. Работа над улиткой этого типа продвигается медленно, но станок позволяет без вертикальных деформаций гнуть как заготовки симметричного диаметра, так и металлические полосы, которые кладутся на пластик.
У монолитного станка может быть альтернативный вариант конструкции, когда основание не закреплено, но с возможностью вращения.Для заданного вращения и облегчения физического труда используется червячный механизм.
Как улучшить ваши руки Станок для холодной ковки Улитка
Самодельная улитка не обязательно должна состоять из простых элементов. Можно собрать сразу улучшенную модель. Например, что делать, если локоны нужны разной формы, и с разным рисунком спиралей? Собирать для каждого образца отдельную машину было бы нецелесообразно. Таким образом, вместо плотно сваренного единого шаблона несколько съемных вариантов с разными рисунками создают серию съемных вариантов.В конструкцию вносятся коррективы, позволяющие менять шаблон, стабильно закреплять его, сохраняя при этом общую надежность станка.
Самой профессиональной из моделей улиток признан станок, в котором столешница вращается, а узор завитка складывается из нескольких разборных сегментов. Стоит отметить, что все сечения выполнены с высокой точностью. В домашней мастерской реализовать его сложно, поэтому изготовление узла заказывают в мастерских или на заводе.Кривизна шаблона варьируется с помощью регулировочных винтов, а на поверхности столешницы выполняется ряд отверстий, которые зафиксируют сегменты шаблона в заданном положении. Подобным образом можно добиться любого вида локонов.
Сделать своими руками станок для холодной ковки, чертеж которого поможет выполнить эту задачу, достаточно просто, если понимать принцип его действия и конструктивные особенности. Важно все тщательно просчитать и провести замеры.Не исключено, что кто-то сможет придумать свои новые варианты или улучшить существующие модели.
Самодельные станки для холодной ковки металла своими руками: видео инструкция
Сделать станки для холодной ковки можно из подружки.
Поскольку универсальные приспособления от производителей имеют достаточно высокую стоимость, выполненный металл для холодной ковки металла станет отличным решением для людей, занимающихся производством кованого железа.
Сегодня металлоконструкции с уникальным дизайном и смелыми архитектурными формами используются для обустройства домов в коттеджных поселках.
Фигурные изогнутые кованые элементы ворот, ограды и калитки создают необычный образ в ландшафтном дизайне усадьбы.
На предложенных фото видно, какие необычные художественные виды создают металлические конструкции.
Какие детали можно выполнить на станке холодной ковки
Холодная штамповка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует использования чугуна и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного вида деталей.
Также самодельный станок позволит решать самые разные задачи, поэтому будет просто универсальным.
С помощью самодельного станка можно будет добиться идеальной геометрии металлических элементов по индивидуальной дизайнерской задумке и изготовить оригинальные детали с рисунком.
В процессе холодной декоративной ковки, как правило, используется мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В противном случае ассортимент выпускаемой на станке продукции будет ограничен только фантазией и возможностями мастера.
По желанию можно сделать ажурные элементы для лестниц, ворот и заборов.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить внешние стены дома и беседки, изготовить оригинальные штативы для цветов как на фото.
Типы оборудования для холодной штамповки
Существующие типы станков могут работать с участием электродвигателя или ручного усилия.
Первая версия устройства позволяет выполнять работу быстрее, чем ручная, но требует определенных навыков от мастера.
Ковочные ковочные машины делятся на типы:
- улитка — станок с отдельными съемными деталями или цельный — применяется при выполнении спиралевидных отдельных деталей;
- приспособление универсальное — используется для раскроя, клепки и формования изделий;
- bnet — с его помощью можно делать дуговую гибку металла или гнуть детали под определенным углом;
- приспособление для формирования колец;
- твистер — позволяет изгибать изделие по оси;
- пресс — для формирования матричного оттиска на изделии;
- волна — для получения волнообразных элементов из металлических стержней.
Изготовление станка «Улитка»
Используя приведенный ниже список инструментов и металлических деталей, вы можете собрать прочный станок-улитку.
Для работы вам понадобятся:
- металлических прутков;
- листов и полос стальных;
- труба стальная профильная;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема, а также просмотр тематического видео позволят получить качественный прибор с желаемыми параметрами:
- С помощью листа бумаги нанести изображение спирали с тремя витками.Далее проверяем размеры, чтобы получившийся армированный стержень диаметром 10 мм поместился в резьбу;
- С помощью болгарки вырежьте две пластины из стального листа. Первый должен иметь параметры 100х100 мм, второй — 130х130 мм;
- Берем 3 см Прут и три стальные полосы. Края секций всех используемых деталей нужно зачистить наждаком, чтобы избавиться от сеялок;
- Плоскогубцы Сгибайте стальные полосы на шаблоне, в результате у вас получатся три спиральные части разной длины;
- При сварке все элементы станка свариваются по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок службы инструмента;
- Стальная труба приваривается на последнем витке снизу по центру станка.
В результате проведенных работ, оборудование для холодной ковки металла, как на фото.
Если при изготовлении каких-либо элементов интерьера с резкой профильных труб никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Специальные гибочные станки для труб, которые можно изготовить заранее своими руками, позволят качественно и быстро.
Чертежи для изготовления данного типа оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в эксплуатации.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работающий с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное — выбрать прочный устойчивый фундамент для будущей конструкции.
Например, это может быть массивный металлический стол, сделанный на основе трубы или профиля.
Так как прогиб металла будет происходить за счет присутствующих в конструкции деревьев, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра закреплены немного над столом, а третий, центральный, размещен на них.
От расстояния двух крайних цилиндров зависит, в каком углу будет изгибаться труба.
Чтобы можно было при необходимости изменять положение цилиндров, необходимо в конструкторских чертежах сделать дополнения в виде стопоров и роликов, которые сделают эту деталь регулируемой.
После закрепления цилиндров необходимо организовать для них систему передачи вращения.
Для этого используют цепной механизм от старого автомобиля, который можно найти на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, то их придется покупать отдельно.
Шестерни установлены на двух крайних цилиндрах, а натяжитель расположен под валами в центре. Затем один из крайних цилиндров оснащается рукояткой для создания крутящего момента.
Станок для холодной штамповки металлических изделий готов.Раздвинуть вышеупомянутый материал поможет следующее видео.
Как сделать торсионный станок
Станок для холодной штамповки изделий типа TORSOTION предназначен для скручивания металлических спиралей в виде змейки.
Усердно работать вручную, чтобы усердно работать, поэтому его чаще всего используют для изготовления торсионных чертежей с электрическими вариантами машин.
Для того, чтобы правильно собрать торсион, предлагаем видео и читайте инструкцию ниже.
Инструменты и материалы для сборки станков:
- лист стальной;
- Балка двутавровая;
- тиски и крепежные детали;
- коробка передач, электродвигатель, цепь;
- болгарский;
- сварка.
Схема действий:
- Основой будет посторонняя балка, к одной стороне которой необходимо приварить стальной лист;
- Затем стали прикрепляют к стали, приваривают и фиксируют болтами с гайками;
- Для того, чтобы при натяжении металлическое изделие не выскакивало из станка, пластины крепят к цезису и сверху;
- Другая сторона двухходовой балки оборудована роликами, на которые в дальнейшем монтируется платформа;
- К поверхности получившейся конструкции прикрепляют другие тиски с подвижными основными элементами.При этом обе конструкции, расположенные по краям утеплителей, придется расположить на одном уровне;
- Далее конструкция оснащена стальной ручкой из стержня, за счет ее вращения изделие будет гнуться;
- Соедините болтами понижающую коробку передач и двигатель. Обод руля снабжен цепью;
- Конструкция закрыта стальным кожухом.
В результате действий получается станок с двумя блоками — подвижным и неподвижным.
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите и не возражаете сделать что-то красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким и просто для души.
Холодная ковка позволяет изготавливать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, изготовленных методом ковки, завораживает взгляд и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитки.Да и в наше время, когда разработано немалое количество различных технологий и материалов, кованые изделия не потеряли актуальности.
Изделия, полученные с помощью ковки, используются в дизайне наряду с пластиком, стеклом и другими элементами декора. Ковку металла производят горячим или холодным способом. Для выполнения работ горячему способу нужно выполнить множество особых условий, поэтому справиться с ним в условиях дома не так-то просто. Более доступный метод — холодный. Его легче изучить, а оборудование и станки для ковки при желании можно изготовить самостоятельно.
Плюсы холодной ковки
Холодным методом ковки, основные технологические процессы — гибка и прессование. Для проведения подобных мероприятий не нужно будет сообщать металлу определенную температуру. Но между этапами выполнения операции все же следует провести некоторую термическую обработку.
Необязательно иметь полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. Используя самодельные приспособления, можно придавать изделиям разные причудливые формы.Нужно только получить рабочие навыки. Будьте готовы к тому, что для того, чтобы согнуть желаемую фигуру, потребуются усилия. Работа возможна только с использованием сырья определенной толщины.
Изделия, полученные на оборудовании для холодной штамповки, прочнее, чем изделия, отлитые или полученные штамповкой. Это связано с тем, что стержни из металла, проходящие через оборудование, прижимаются одновременно с оттиском нужной формы. При таком способе ковки необходимо избегать ошибок, т.к. они практически не исправляются.Приобретя опыт, вы сможете создавать прекрасные и привлекательные изделия в домашних условиях.
Используя оборудование для холодной штамповки металла, можно создавать такие изделия:
- решетки оконные;
- элементов типа перил для лестниц, балконных козырьков;
- мебель для дома — кровати, стулья, столы;
- заборов и заборов; В дизайне квартир использовано
- элементов: штативы для цветов, ароматы каминов.
При горячей ковке мастеру понадобится не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия.При холодном способе не нужно будет предварительно нагревать заготовку, да и сам процесс более экономичный. При обработке целой партии однотипных элементов в домашних условиях все можно делать по трафаретам. Так можно значительно сократить время изготовления и снизить трудозатраты. Иногда изделия приходится прогревать, в местах стыков стыков проводят прогрев, чтобы неровности не сработали. Начинающим мастерам рекомендуется перед началом работы хорошо продумать план выполнения, в нем будет стоить эскиз желаемого изделия.
Вернуться в категорию
Оборудование и инструмент кузнечные
Ручная оснастка для выполнения операций холодной штамповки включает в себя несколько элементов. Основные устройства, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутый; Фонарик
- ;
- земной шар.
Некоторые названия могут показаться забавными, но для домашнего использования он вполне удобен.
Основным инструментом для работы является верстак, он предназначен для изменения формы металла.Применяется для изгиба изделия под нужным углом или дуговой гибки с разным радиусом.
Улитка чаще всего используется для укладки в спираль металлических стержней. Это оснастка для сгибания полос, стержней, квадратов не более 12 мм, труб и профилей до спиральных форм, изделий разного радиуса и формы. При использовании такого инструмента нельзя ограничивать формуемую спираль в пределах радиуса и выставлять значение по необходимости.
Вилка — двухпроводная для сгибания валют, применяется для горячей и холодной ковки.Толщина сырья может быть при горячем способе максимум 16 мм, при холодном — 10 мм.
Инструмент «Фонарик» предназначен для изгиба металлических элементов. С его использованием обрабатывают металлические прутки диаметром 30 мм и менее или квадратные профили толщиной 16 мм и менее.
С помощью такого устройства, как волна, волнообразно изогнутые элементы. Используется для обработки труб круглого или шестигранного сечения и труб из профилей.
Twister напоминает фонарик, с помощью другого инструмента стержни можно крутить вокруг продольной оси.
Глобус позволяет сделать большую дугу квадратного профиля толщиной до 12 мм. При этом плавно загибаются и концы заготовки. Так создавайте различные выпуклые элементы декора.
Такой инструмент для холодной ковки совершенно простой, поэтому часто можно встретить самодельные. Он на данный момент не уступает покупному.
Вернуться в категорию
Оборудование для ковки своими руками
Часто при работе уместнее становится изготовление самодельных станков для холодной ковки.Не каждый элемент полностью обрабатывается только ручным инструментом для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом автомате-улитке.
Если самодельный мастер изготовит изделие на самостоятельном проводнике, вещь получится уникальной, хотя по некоторым характеристикам и уступит той, что изготовлена в условиях промышленности. Когда планируется выполнить значительное количество деталей методом холодной ковки, целесообразно изготавливать кондуктор с электродвигателем.Так вы легко сможете облегчить рабочие задачи.
Необходимо будет обеспечить выполнение на машине основных видов работ — прядения, гибки, вытяжки. Эти приспособления можно комбинировать при создании кондуктора своими руками.
При срабатывании вытяжки заготовке придается определенная форма. Для этого его необходимо пропустить через пресс или ролики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовка изгибается под желаемым углом.Вы можете выполнить эту операцию с помощью шаблонов. Их необходимо сделать следующим образом: готовится эскиз детали, по которому затем выполняется прогон шаблона. На металлической пластине разводят локон, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляется в прорезь, второй фиксируется (в некоторых случаях можно просто придерживать). С помощью рычага получается воздействие на один из концов заготовки, который нужно протащить по всем изгибам на пластине, используемой в качестве шаблона.
Создавая шаблон, сварочные швы необходимо проводить снаружи, иначе это помешает дальнейшему использованию изделия.
Многие мастера самостоятельно собирают не очень сложные приспособления, с помощью которых можно выполнять достаточно сложные изделия. Все зависит от рабочих навыков мастера. Чтобы разобраться в принципе работы, можно рассмотреть одну из похожих самодельных моделей.
Вернуться в категорию
Станок для ковки «Улитка»
С помощью этого устройства самоделки умеют выполнять самые разные спирали и кольца, волны, завитки.Чтобы изготовить такой ручной станок для холодной ковки, необходимо действовать по определенной технологии, включающей несколько этапов.
Перед сборкой каких-либо устройств, станков для художественной ковки или просто ручных инструментов необходимо выполнить эскизы, шаблоны, графические изображения будущего изделия. Если нет возможности сделать полноценные чертежи, то создайте шаблон, он вам поможет при последующих действиях.
Точнее, для разметки удобнее использовать миллиметровую бумагу.Нарисуйте на нем спираль, которая должна постепенно увеличивать радиус поворотов. Между ними должно соблюдаться одинаковое расстояние. Следует отметить, что такое условие необходимо выполнять только в тех случаях, когда требуется симметрия узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков — их обычно не больше 4 шт.
Обдумайте заранее и с какими заготовками придется работать. Шаг между витками нужно делать так, чтобы он немного превышал диаметр железных прутьев, иначе будет очень сложно вынуть готовую деталь из станка, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины 4 мм будет достаточно. Определение линейных размеров осуществляется исходя из габаритов будущих изделий. Для изготовления формы возьмите полосу металлическую толщиной 3 мм. С таким материалом можно работать ручными инструментами. Его просто согните к спирали на шаблоне с помощью обычных плоскогубцев.
Чтобы обеспечить полноценный рабочий процесс, вам нужно будет выполнить хорошую фиксацию одного конца заготовки.Здесь пригодится кусок прутьев, равный ширине полос. Для усиления рабочей площадки можно использовать верстак. Иногда в качестве стеллажа используется отрезок толстостенной трубы, при этом необходимо следить, чтобы усиленная конструкция не мешала другим видам работ. Для этого можно выбрать вариант, при котором вся сборка фиксируется в тисках. Главное — обеспечить максимальную надежность фиксации, ведь при холодной ковке физические усилия будут установлены немалые.
главная »Технологии» Станок нижних чертежей своими руками. Как сделать красивые изделия с помощью холодной ковки
Руководство по типам ковки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка — это процесс деформирования металла в заданную форму с использованием определенных инструментов и оборудования — деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки.В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно таким образом, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии.Большая часть ковки осуществляется в процессе осадки, когда молот или плунжер перемещаются горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь забивается в штампе в соответствии с формой готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы.Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штампе ковка металла ограничивается между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются. Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести.Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации. Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим деталям высокого качества (например.г., титановые переборки самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, поскольку она допускает деформацию материала в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может претерпеть без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала путем механической обработки или горячей штамповки.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Справляется с высокими нагрузками и нагрузками на штамп
- Позволяет производить детали чистой или почти чистой формы
Возможные недостатки:
- Металлические поверхности должны быть чистыми и свободными от окалины до начала ковки
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Теплая поковка
Теплая штамповка проводится при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной штамповки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. По сравнению с холодной обработкой уменьшается деформационное упрочнение и улучшается пластичность.
Приложения
В автомобильной промышленности ковка используется для изготовления компонентов подвески, таких как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для стержней, корпусов и фланцев трубопроводной арматуры, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для троса, такие как розетки и талрепы. Поковки широко используются в судостроении, для компонентов авиакосмической отрасли, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к атмосферным воздействиям.
Ковочные стали, используемые для изготовления осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье кратко обсуждается горячая и холодная штамповка.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» изделий
Больше от Custom Manufacturing & Fabricating
Что такое гидроформинг своими руками? — Jones Metal Products
Когда мы смотрим на то, что это такое гидроформование, это процесс изготовления и формовки металла, который позволяет формовать различные металлы, такие как нержавеющая сталь, латунь и алюминий.В целом, этот процесс весьма рентабелен, когда речь идет о производстве, благодаря использованию штампов и оснастки в больших объемах производства. Но можно задать вопрос: что такое гидроформинг своими руками? Это то же самое, что и профессиональная гидроформовка и в чем отличия?
Самостоятельная гидроформовка упоминалась во многих сообщениях на форумах и в видеороликах на YouTube за последние несколько лет, предлагая альтернативу профессиональным услугам гидроформинга. Детали профессионального качества находят свое применение в проектах DIY, реализуемых домашними строителями, хотя уровень профессионального гидроформования с использованием штампов и инструментов еще не совсем достижим для домашних строителей.Когда дело доходит до гидроформинга своими руками, они нашли способы создавать детали дома с помощью экономных методов, которые используют инструменты и вещи, которые могут быть у вас дома.
Что такое гидроформинг своими руками?
Гидроформование своими руками — это процесс изготовления и формовки металла, выполняемый дома с использованием инструментов и материалов, доступных дома. Поскольку гидроформовочные прессы часто недоступны для частных лиц, гидроформование своими руками стало популярным методом для многих строителей. Эти строители варьируются от людей, которые хотят создавать детали небольших самолетов для своих собственных проектов, до тех, кто хочет гидроформовать более крупные металлические детали для использования в различных проектах.
Самодельная гидроформовкаприменялась строителями дома по-разному, с использованием самодельных прессов и даже моечных машин высокого давления, которые могут быть у вас в собственном гараже.
Один из способов гидроформовки своими руками — это использование блока резины, помещенного в стальной ящик с матрицей и гидравлическим прессом, который был приобретен у Harbour Freight. Используемая коробка была создана вручную, а самодельную прессовую установку можно использовать для изготовления деталей, необходимых для любого проекта, который хочет выполнить домашний строитель.
Другой домашний метод гидроформовки своими руками включает в себя сварку листового металла желаемой формы, добавление трубного фитинга к детали и использование мойки высокого давления для создания гидроформованных металлических деталей. Форма, созданная путем сварки листового металла, может в конечном итоге создать несколько интересных деталей для гидроформовки своими руками.
Поскольку гидроформование действительно использует воду в процессе, равномерно распределяя давление по металлу внутри формы, эти методы гидроформовки своими руками, безусловно, представляют интересный вариант профессиональных услуг гидроформинга, доступных там.
Важно отметить, что домашние методы также могут представлять опасность для строителя дома. Как и в случае с любым процессом домашнего строительства, создание собственных методов может быть опасно для вас и других.
Разнообразные видеоролики YouTube предлагают пошаговые инструкции по созданию собственных процессов гидроформинга своими руками в домашних условиях, которые могут быть особенно полезны при ответе на вопрос «что такое гидроформинг своими руками?».
Различные доступные ресурсы действительно показывают, что гидроформовка своими руками может быть сложной задачей.Разработка собственного штампа и фактическое использование процесса формовки может сводиться к искусству. Метод проб и ошибок, безусловно, является ключевым фактором в изучении гидроформинга своими руками. Маленькие и простые детали часто могут быть лучшим способом начать работу, прежде чем переходить к более сложным и крупным деталям.
Некоторые детали, которые строители дома могут потенциально создать с помощью гидроформинга своими руками, включают:
- Отводы
- Конусы
- Предметы искусства и дизайна
- Рамы велосипедные
- Малые авиамодели
- Шестерни
- Зажимы
Если вы рассматриваете услуги гидроформинга помимо гидроформинга своими руками, рассмотрите возможность обращения в Jones Metal.Предлагая услуги гидроформинга для различных материалов и имея в виду рентабельное производство, мы будем рады обсудить любой производственный процесс, который вы задумали, по телефону 888-868-6535.
Что такое ковка? • Производство Аэростар
Новичок в ковке? Вот разбивка:
Согласно справочнику IQS:
Что такое ковка?
«Древнее искусство ковки делится на две различные категории — горячее и холодное, где горячая ковка существует на протяжении веков, а холодная не возникла до промышленной революции 19 века.Хотя это совершенно разные процессы, конечные результаты одинаковы. Ковка — это метод деформации металла до заданной формы с использованием инструментов и оборудования, при котором деформация достигается с помощью процессов горячей, холодной или горячей ковки. Выбор того, какой процесс использовать, зависит от металла и желаемой формы конечного продукта.
Горячая штамповка и принцип работы
«Горячая штамповка происходит, когда кусок металла перегревается выше точки кристаллизации. Средняя температура, при которой это происходит, зависит от типа металла, при котором сталь кристаллизуется при температуре до 1150 ° C, алюминиевых сплавов от 360 ° C до 520 ° C и медных сплавов от 700 ° C до 800 ° C.Требуемая температура должна поддерживаться выше точки рекристаллизации или точки, при которой металл начинает остывать. При рекристаллизации могут образовываться микроскопические кристаллы, которые деформируются при повторном нагревании металла, вызывая его «деформационное упрочнение», что делает его непригодным для использования.
«Факторы окружающей среды могут влиять на процесс горячей штамповки, когда контакт с атмосферой может вызвать окисление. Чтобы избежать этого, ковка может быть завершена в камере с контролируемыми условиями окружающей среды или изотермической ковкой, которая аналогична вакууму.
«Основное преимущество горячей ковки — это повышенная прочность металла. Металлы, подвергнутые горячей ковке, обладают высокой пластичностью, их способность значительно деформироваться и изменять форму, что придает им большую сопротивляемость растягивающему напряжению. Детали, изготовленные с помощью горячей ковки, прочнее, потому что в процессе ковки изменяется внутреннее зерно детали, изменяются ее форма и прочностные характеристики.
На что следует обратить внимание при выборе горячей штамповки
«Горячая штамповка используется при производстве нескольких различных компонентов и деталей, так как этот процесс позволяет производить высокоточные изделия сложной формы.Он идеально подходит для металлов, которые имеют высокую формуемость или легко деформируются. Металлы, полученные горячей штамповкой, становятся прочнее и долговечнее. Это гибкий процесс, позволяющий производить детали по индивидуальному заказу. Превосходная обработка поверхности деталей горячей ковки позволяет использовать различные способы отделки и полировки.
«Некоторые из уникальных результатов горячей штамповки включают способность легко изготавливать отдельные детали, точность от низкой до средней, образование окалины на металле, низкие уровни напряжения металла при более низких температурах деформационного упрочнения, гомогенизацию зерна, более высокие уровни пластичности и устранение химических несоответствий в металле.
Отрицательные факторы горячей штамповки:
«Независимо от того, насколько производительна горячая штамповка, у нее есть определенные недостатки, которые необходимо учитывать. В процессе охлаждения всегда существует вероятность того, что металл может деформироваться и стать хрупким. Есть некоторые металлы, которые не следует использовать при горячей штамповке, поскольку это может привести к менее точным допускам, а также к отклонениям в зеренной структуре.
«Хотя у горячей штамповки есть недостатки и недостатки, она хорошо подходит для производства аэрокосмической продукции и деталей самолетов.Мягкость, создаваемая металлами, позволяет им легко формировать и создавать сложные узоры, необходимые в этих отраслях.
Преимущества холодной ковки или формовки
«Холодная ковка относится к процессу формования и деформирования металла, который выполняется при комнатной температуре или немного выше нее, когда температура поддерживается на уровне примерно трех десятых от точки рекристаллизации металла. Выдавливание, изгиб, резка и волочение — самые распространенные методы холодной ковки. Мягкие металлы, такие как алюминий или медь, идеально подходят для этого процесса.
«Метод холодной ковки использует силу сжатия для придания заготовке формы вручную или на станке. Во многих случаях металл выталкивается в штамп, имеющий форму конечного продукта. Это дешевле, чем горячая ковка, и позволяет производить готовые изделия, которые практически не требуют отделки. Алюминий после холодной ковки подвергается термообработке для упрочнения детали. Этот процесс известен как «отпуск».
Уникальный процесс холодной штамповки
«Наиболее распространенными металлами при холодной ковке являются стандартные стали или углеродистые легированные стали.Он используется для производства небольших крупносерийных изделий, таких как крепежные детали, такие как гвозди, шурупы, заклепки и т. Д. Отсутствие потребности в тепле делает его недорогим и эффективным. Типы используемых методов холодной ковки во многом зависят от металла и требуемой формы. Ниже приведены описания некоторых распространенных процессов холодной ковки.
Поковка штампа
«Распространенной формой холодной штамповки является штамповка в штампе, когда металл помещается в штамп, прикрепленный к наковальне. По металлу ударяют молотком, чтобы вдавить его в матрицу.В зависимости от продукта молоток можно быстро уронить несколько раз.
Выжимание
«Выдавливание, также известное как калибровка, сводит к минимуму толщину металла путем приложения давления, которое определяется площадью калибровки, типом металла и необходимым необходимым изменением толщины металла. Обычно это делается для обеспечения точности размеров кованой детали.
Холодная прокатка
«Профилирование методом холодной прокатки позволяет получить более привлекательные готовые поверхности с меньшими допусками в различных формах, которые можно легко оцинковать, покрасить или покрыть порошковой краской.Тонкие листы металла, обычно стали, скатываются в формы, такие как панели пола и крыши, C или Z формы.
Рисунок
«В волочении используются силы растяжения, чтобы вытянуть или растянуть металл до определенной формы или толщины. Есть две формы волочения — листовой металл и проволока, пруток или труба. Рисунок можно наносить только на определенные типы металлов или материалов, обладающих достаточной прочностью на разрыв. Хотя это может показаться похожим на холодную прокатку, оно отличается по величине и положению приложенного усилия.
«Холодная ковка включает и другие процессы, предназначенные для формования металлов. Перечисленные здесь являются общими, но только некоторые из многих, которые используются. Это популярный процесс у производителей автомобилей для производства деталей рулевого управления и подвески, некоторых тормозных систем, мостов и многих других автомобильных деталей.
На что следует обратить внимание при выборе холодной штамповки
«Холодная ковка дает несколько преимуществ. Во-первых, это делается при комнатной температуре и не требует нагрева металла, что помогает свести к минимуму стоимость отдельных деталей.Все оборудование, связанное с горячей ковкой, такое как доменные и промышленные печи, не требуется.
«Детали, произведенные с помощью холодной штамповки, производятся быстро и единообразно с превосходным контролем размеров, что делает их привлекательными для компаний, которые имеют большие объемы производства и требуют быстрой обработки. Благодаря компьютеризации каждый производимый компонент абсолютно одинаков во всех деталях и сложности. Плашки, используемые для холодной ковки, служат дольше, поскольку им не приходится выдерживать нагрузки и износ горячих металлов.
«Процесс холодной штамповки более точен и позволяет получать прецизионные детали с высокими допусками. Соответствие проектным спецификациям увеличивает однородность каждой детали с меньшей вероятностью дефектов или ошибок, которые потребуют повторения производственных циклов, а детали имеют превосходную структуру зерна.
«Важным фактором в эпоху заботы об окружающей среде является экологичность холодной ковки, поскольку детали формуются и формуются под высоким давлением при комнатной температуре.В отличие от других процессов, холодная ковка гарантирует, что в заготовке не останется пузырьков воздуха или других деформаций.
«Некоторые из других преимуществ холодной ковки включают улучшенное использование материала, более низкие затраты на электроэнергию и практически полное отсутствие отделки. В условиях роста затрат на энергию и нехватки материалов холодная ковка является решением для производства деталей, эффективно снижающих влияние этих факторов ».
Первоисточник
Выковать открывалку для писем Blacksmithed за пять шагов
Шаг первый: сузить края
Нагрейте арматурный стержень и заострите одну кромку.Конус должен быть не менее одного дюйма в длину. Поместите арматурный стержень под углом на дальней стороне наковальни. Наносите удары под углом. Проверьте наконечник на наличие неглубокого пространства. Если есть место, прогоните кусок по поверхности наковальни, чтобы выровнять его. Продолжайте сужаться.
Нагрейте другой конец изделия в кузнице. Начните сужать эту сторону с четырех плоских сторон. Когда будет четыре плоских стороны, снова переверните кусок и поместите конус в кузницу. После того, как он нагреется, закрепите конус в тисках.Установите поворотный ключ в нижнюю часть плоской секции и поверните ручку на один полный оборот. Поместите его в кузницу.
Закруглить конус. Все конусы начинаются под прямым углом. Чтобы округлить квадрат, поместите его на край и ударьте, пока он не станет восьмиугольником. Ударяйте молотком до тех пор, пока не исчезнут все края. Переверните кусок и поместите квадратную сторону в кузницу. После нагрева сузьте квадратную сторону на 3 ⅓ дюйма до точки 1/16 дюйма.
Шаг второй: выровняйте конус
Работайте с обеих сторон и по краю, последовательно нанося удары внахлест.Обратите внимание на толщину. Он не должен становиться тоньше 3/16 дюйма. Полезно иметь поблизости образец открывалки для писем для сравнения. Используйте молоток с плоским лезвием, чтобы удалить следы от молотка.
Шаг третий: снятие фаски с лезвия
Держите деталь под постоянным углом близко к краю наковальни. Наносите удары под углом, последовательно и внахлест. Встаньте позади наковальни, чтобы вы могли работать с каждой стороны лезвия по каждому краю наковальни.
Если лезвие проскальзывает, прекратите стучать и переставьте лезвие.Когда остынет, верните лезвие в кузницу. Примечание по поводу нагрева: идеально работать с лезвием от оранжевого до красного цвета. Не оставляйте лезвие в кузнице слишком долго. Легко потерять толщину и окалину.
На каждом проходе создавайте линию скоса. Лезвие изгибается, поэтому вы должны повернуть лезвие, чтобы край оставался близко к краю наковальни. Убедитесь, что ширина скоса составляет не менее дюйма. Как только он сформирован, вы должны обработать тыльную сторону рога перфорационным молотком.
Шаг четвертый: придать форму ручке
Поместите ручку в кузницу.Когда он горячий, возьмитесь щипцами на всю толщину ручки. Вставьте ручку в отверстие наковальни и потяните ее в направлении кромки лезвия небольшими приращениями.
Шаг пятый: Чистовая обработка
Разогрейте изделие в кузнице. С помощью металлической проволочной щетки соскребите шлак — окалину, которая образуется при многократном нагревании стали. Сразу после удаления шлака несколько раз окуните кованый нож для открывания писем в ведро с маслом, чтобы защитить его. После того, как вы полностью накроете ее, при необходимости подержите изделие рядом с кузницей, пока оно не станет матово-черным.
Покажите свой красиво кованый нож для открывания писем и все свои невероятные проекты, выполненные в кузнечном деле! Ищете больше вдохновения для проекта? Ознакомьтесь с невероятными коваными столами, воротами и многим другим, инструктором Crucible Селестой Флорес!
Самодельный станок для холодной ковки: производственный процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний метод не требует специальных навыков, но для его реализации нужны специальные приспособления.Существуют различные чертежи станков для холодной ковки, , многие из которых подходят для самостоятельного создания инструментов.
Производственные особенности
Металлические кованые элементы образуются в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен неправильной формы. Инструмент, используемый для ковки, влияет на нее и приводит к изменению внешнего вида детали.Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
- Создание подходящей конфигурации возможно с помощью нескольких инструментов.
- Перед началом изготовления рассчитываются параметры формованных изделий.
- Прутки, используемые для заготовок, могут иметь разный диаметр, который выбирается с учетом степени сложности техники и последующей эксплуатации.
- Обрабатывается только низкоуглеродистая сталь, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной штамповки могут быть изготовлены самостоятельно, для этого достаточно разобраться в тонкостях использования инструмента и найти нужный чертеж. «Гнутик» необходим для создания углов разной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальном листе.
Самодельные станки для холодной ковкиТакой вид должен быть создан с учетом определенных особенностей.Например, изначально необходимо определить угол деформации. Также можно добавить дополнительный изгибающий элемент, если он используется, устанавливается третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы он подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнистых.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в виде шнека. Они созданы вручную для холодной ковки под названием «Твистер».У них есть характерная особенность, заключающаяся в прокрутке стержня по оси. Инструмент состоит из подвижной и фиксирующей части. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется на стороне крепления изделия, а прилагаемые силы можно уменьшить грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали для металлических заборов и оконных решеток.
«Улитка» — простая самодельная машина для холодной ковки, обеспечивающая формирование спиралей с необходимым количеством витков.Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент комплектуется ручным или электроприводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо нарисовать спираль с одинаковым шагом всех витков. В этом случае необходимо отбивать использованные заготовки, так как ширина хода, как правило, находится в пределах 15 мм, при этом инструмент предназначен для брусков сечением 10 мм.Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Далее вам нужно вырезать пластину размером 20×20 см из стального листа. Несмотря на небольшие размеры, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается пропил стали. Ленту необходимо согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Затем часть стержня длиной, равной ширине стальной полосы.Главное, чтобы он не превышал этот параметр, так как это может привести к травмам в процессе сгибания. Стержень нужен для закрепления материала на первом этапе создания продукта, чтобы предотвратить свободный ход в одной точке.
Из профилированной трубы деталь длиной 10 см. Он объединит лист и основу, на которой будет производиться фиксация. Из-за высокой степени загрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» делится на витки, первый из которых будет удерживать заготовку, а второй — витки стержня. Центральная часть приваривается к основе, при этом получившийся шов не должен иметь ни малейших дефектов. К основной части планки приваривают куски стержня, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем они устанавливаются в необходимых местах планки и рисуются маркером.Полученные кружочки нужны для образования дырок. Они должны полностью соответствовать диаметру ножек для удобной установки и снятия.
Завершающим этапом является приварка профильных труб в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото изготовленных таким способом самодельных станков для холодной ковки представлены выше.
p >>Metal Forming
Условия использования и политика конфиденциальности AAM
Условия использования
ВНИМАНИЕ: ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ВЕБ-САЙТА.ИСПОЛЬЗОВАНИЕ ДАННОГО ВЕБ-САЙТА ОЗНАЧАЕТ, ЧТО ВЫ ПРИНИМАЕТЕ ЭТИ УСЛОВИЯ. ЕСЛИ ВЫ НЕ ПРИНИМАЕТЕ ЭТИ УСЛОВИЯ («УСЛОВИЯ»), НЕ ИСПОЛЬЗУЙТЕ ДАННЫЙ САЙТ.
Использование веб-сайта AAM
American Axle & Manufacturing, Inc. и / или ее соответствующие аффилированные лица («AAM») разрешают вам просматривать и загружать материалы на этом веб-сайте только для личного использования при условии, что вы сохранять все уведомления об авторских правах и других правах собственности, содержащиеся в исходных материалах на любых копиях материалов.Вы не можете изменять, воспроизводить или публично демонстрировать, выполнять, распространять или иным образом использовать в любых общественных или коммерческих целях любые материалы или данные, представленные на этом веб-сайте, без явного письменного разрешения AAM или владельца авторских прав. Для целей настоящих Условий любое использование этих материалов на любом другом Интернет-сайте или в сетевой компьютерной среде для любых целей запрещено. Материалы на этом веб-сайте защищены авторским правом, и AAM оставляет за собой права на все материалы на этом сайте в отношении любых законов об авторском праве, товарных знаках или других законов.
Право на изменение условий
AAM оставляет за собой право по своему усмотрению изменять, модифицировать, добавлять или удалять части настоящих Условий в любое время. Все такие изменения настоящих Условий будут отображаться на этой странице. Используя веб-сайт после любых изменений настоящих Условий, вы соглашаетесь с любыми такими изменениями. Если явно не указано иное, любые новые функции текущего веб-сайта регулируются настоящими Условиями.
Пользовательские материалы
Любые материалы, информация или другие сообщения, которые вы передаете или публикуете на этом веб-сайте, кроме информации, позволяющей установить личность, будут считаться неконфиденциальными и несобственными («Сообщения»).Ваш акт передачи или размещения будет означать ваше признание того, что AAM не будет иметь никаких обязательств в отношении Сообщений. AAM и ее представители могут копировать, раскрывать, распространять, включать и иным образом использовать Сообщения и все данные, изображения, звуки, текст и другие вещи, содержащиеся в них, для любых коммерческих или некоммерческих целей.
Заявление об отказе от ответственности
МАТЕРИАЛЫ И УСЛУГИ, ПРЕДОСТАВЛЯЕМЫЕ НА ДАННОМ ВЕБ-САЙТЕ, ПРЕДОСТАВЛЯЮТСЯ «КАК ЕСТЬ», БЕЗ КАКИХ-ЛИБО ГАРАНТИЙ, ВКЛЮЧАЯ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ, ПРИГОДНОСТИ ИЛИ ИНФОРМАЦИОННОЙ ПРИГОДНОСТИ.AAM не гарантирует точность и полноту материалов или услуг на этом веб-сайте. AAM может вносить изменения в материалы и услуги на этом веб-сайте, а также в продукты и цены, описанные в них, в любое время без предварительного уведомления. Материалы и услуги на этом веб-сайте могут быть устаревшими, и AAM не берет на себя никаких обязательств по обновлению материалов и услуг на этом веб-сайте. Информация, опубликованная на этом веб-сайте, может относиться к продуктам, программам или услугам, которые недоступны в вашей стране.Такие ссылки не предполагают, что AAM намеревается анонсировать такие продукты, программы или услуги в вашей стране. Применимое законодательство может не допускать исключения подразумеваемых гарантий, поэтому вышеуказанное исключение может не относиться к вам.
Ограничение ответственности
Компания AAM и ее поставщики не несут ответственности за любой ущерб, возникший в результате использования этого веб-сайта, информации, данных или услуг, содержащихся на этом веб-сайте, или любой ссылки на этот сайт, включая, помимо прочего убытки, возникшие в результате упущенной выгоды, потери данных или прерывания бизнеса, независимо от того, основаны ли такие убытки на гарантии, контракте, правонарушении или любой другой правовой теории, и независимо от того, было ли сообщено о возможности таких убытков.Вы используете все на свой страх и риск, и вы берете на себя все связанные с этим риски.
Ссылки на другие веб-сайты
Ссылки на другие Интернет-сайты, не относящиеся к AAM, предоставляются исключительно для удобства. Если вы воспользуетесь этими ссылками, вы покинете этот сайт. Компания AAM не проверяла все эти сторонние сайты, не контролирует и не несет ответственности за какие-либо из этих сайтов или их содержание. AAM не поддерживает и не делает никаких заявлений о них, или о какой-либо информации, программном обеспечении или других продуктах или материалах, найденных там, или о любых результатах, которые могут быть получены от их использования.Использование сторонних сайтов полностью на ваш страх и риск.
Применимое законодательство
Этот веб-сайт находится в ведении AAM, Детройт, Мичиган, Соединенные Штаты Америки. AAM не делает никаких заявлений о том, что материалы или услуги на этом веб-сайте подходят или доступны для использования за пределами США. Вы не можете использовать, экспортировать или реэкспортировать такие материалы или услуги, или любую их копию или адаптацию, в нарушение любых применимых законов или постановлений, включая, помимо прочего, U.S. экспортные законы и правила. Если вы заходите на этот веб-сайт из-за пределов США, вы делаете это по собственной инициативе и несете ответственность за соблюдение применимых местных законов. Настоящие Условия регулируются и толкуются в соответствии с законами штата Делавэр без применения каких-либо принципов коллизионного права.
Незаконное или запрещенное использование
В качестве условия использования вами веб-сайта вы не будете использовать его для любых целей, которые являются незаконными или запрещенными настоящими Условиями.Вы не имеете права использовать сервисы каким-либо образом, который может повредить, отключить, перегрузить или нанести ущерб любому серверу AAM или сети (сетям), подключенной к любому серверу AAM, или помешать использованию веб-сайта любой другой стороной. Вы не можете пытаться получить несанкционированный доступ к услугам, материалам, другим учетным записям, компьютерным системам или сетям, подключенным к любому серверу AAM или к веб-сайту, посредством взлома, подбора пароля или любыми другими способами. Вы не можете получать или пытаться получить какие-либо материалы или информацию любыми способами, которые не были намеренно доступны через веб-сайт.
Незапрошенные идеи
Ни AAM, ни его сотрудники не принимают и не рассматривают незапрошенные идеи, включая идеи для новых рекламных кампаний, новых рекламных акций, новых или улучшенных продуктов или технологий, усовершенствований продуктов, процессов, материалов, маркетинговых планов или новых наименований продуктов. Пожалуйста, не присылайте никаких оригинальных творческих работ, предложений или других работ. Единственная цель этой политики — избежать возможных недоразумений или споров, когда продукт или маркетинговые стратегии AAM могут показаться похожими на идеи, представленные в AAM.Если, несмотря на нашу просьбу не присылать нам свои идеи, вы все равно отправляете их, то, независимо от того, что говорится в вашем письме, следующие условия будут применяться к вашей подаче идеи. Вы соглашаетесь с тем, что: (1) ваши идеи автоматически станут собственностью AAM без компенсации вам, и (2) AAM может использовать идеи для любых целей и любым способом, даже передавать их другим.
Уведомление об авторских правах
© American Axle & Manufacturing, Inc., 2014 г. Все права защищены.На весь текст, изображения, графику, анимацию, видео, музыку, звуки и другие материалы на этом сайте распространяются авторские права и другие права интеллектуальной собственности AAM и ее лицензиаров. Авторские права на подбор, согласование и размещение материалов на этом сайте принадлежат компании AAM. Эти материалы нельзя копировать для коммерческого использования или распространения, а также изменять эти материалы или размещать на других сайтах.
Уведомление о товарных знаках
Все товарные знаки, представленные на этом сайте, принадлежат исключительно AAM или используются AAM по лицензии.Эти товарные знаки включают в себя товарные знаки, которые зарегистрированы и не зарегистрированы, и включают, помимо прочего, фирменные наименования продуктов, слоганы, логотипы и эмблемы. Несанкционированное использование любого товарного знака, принадлежащего или используемого AAM, строго запрещено.
Учетные записи и безопасность
Если какая-либо из услуг на веб-сайте требует, чтобы вы открыли учетную запись, вы должны завершить процесс регистрации, предоставив нам правдивую, актуальную, полную и точную информацию, как указано в соответствующей регистрационной форме, и вы будете поддерживать и оперативно обновлять такую информацию, чтобы она оставалась верной, актуальной, полной и точной.Вы также выберете пароль и имя пользователя. Вы несете полную ответственность за сохранение конфиденциальности своего пароля и учетной записи. Вы несете ответственность за все действия, которые происходят под вашей учетной записью. Вы соглашаетесь немедленно уведомлять AAM о любом несанкционированном использовании вашей учетной записи или любом другом нарушении безопасности. AAM не несет ответственности за любые убытки, которые вы можете понести в результате использования кем-либо вашего пароля или учетной записи с вашего ведома или без вашего ведома. Однако вы можете нести ответственность за убытки, понесенные AAM или другой стороной из-за того, что кто-то другой использовал вашу учетную запись или пароль.Вы признаете и соглашаетесь с тем, что определенные службы могут предоставлять доступ к информации о клиентах с ограничением по паролю. Используя этот веб-сайт и регистрируясь для получения таких услуг, вы соглашаетесь с тем, что AAM отображает такую информацию через службы, и принимаете все риски несанкционированного доступа к такой информации. Если вы предоставляете какую-либо информацию, которая является ложной, неточной, устаревшей или неполной, или у AAM есть разумные основания подозревать, что такая информация является ложной, неточной, устаревшей или неполной, AAM может приостановить или прекратить действие вашей учетной записи и отказать в любом и все текущее или будущее использование услуг или любой их части.Вы несете ответственность за все расходы и сборы, включая, помимо прочего, расходы на телефонную связь и телекоммуникационное оборудование, которые вы несете в связи с использованием услуг.
Заявление о конфиденциальности
AAM уважает вашу конфиденциальность. Мы всегда будем стремиться сохранять конфиденциальность вашей личной информации. Мы будем собирать, хранить и использовать любую личную информацию, которую вы нам предоставляете, только для определенных целей и будем передавать ее только тем компаниям, которые разделяют нашу приверженность защите вашей конфиденциальности и данных.Для целей настоящей Политики конфиденциальности AAM является контроллером данных, что означает, что мы определяем цели и способ обработки любой личной информации. Пожалуйста, найдите время, чтобы прочитать это заявление о конфиденциальности, чтобы узнать, как мы обрабатываем вашу личную информацию. Это заявление о конфиденциальности может быть изменено в любое время.
Обычное использование веб-сайта
Когда вы посещаете веб-сайт AAM, вы делаете это анонимно. Во время обычного использования веб-сайта мы не собираем и не храним личную информацию, такую как имя, почтовый адрес, адрес электронной почты, номер телефона или номер социального страхования.Мы оставляем за собой право собирать и / или хранить информацию во время обычного использования веб-сайта, которая может включать в себя имя вашего интернет-провайдера (ISP), дату и время, когда вы зашли на наш веб-сайт, количество времени, которое вы проводите там, страницы, которые вы запрос, ссылающийся веб-сайт и другую подобную информацию. Соответственно, мы можем собирать эту информацию для генерации статистики и измерения активности сайта с целью постоянного улучшения сайта.
Почему и когда мы собираем личную информацию
Иногда необходимо собрать конкретную информацию, чтобы выполнить запрос посетителя о предоставлении услуги или корреспонденции.Вы добровольно предоставляете эту информацию, такую как имя, почтовый адрес, адрес электронной почты, тип запроса или другую информацию, которая собирается и хранится AAM для выполнения вашего запроса. Ваша личная информация не передается какой-либо другой компании для независимого использования. AAM может использовать сторонние компании для оказания услуг или функций от нашего имени — обработчиков данных. Этим компаниям может потребоваться доступ к личной информации для выполнения своих функций, но они не могут использовать ее для других целей.Посетители этого веб-сайта предоставляют личную информацию только при использовании одной или нескольких из следующих услуг: (1) контактные формы; (2) подача резюме; (3) запросы на дополнительную информацию; (4) анкеты и формы бизнес-ответов; (5) электронные письма о подписке.
Что мы делаем с информацией, которую вы нам предоставляете
При обращении к нам по поводу продукта или услуги посетители нашего веб-сайта могут решить отправить нам информацию, которая идентифицирует их лично. Эта информация может использоваться для идентификации пользователя как покупателя, и AAM отреагирует соответствующим образом.AAM не будет продавать, сдавать в аренду или передавать вашу личную информацию третьим лицам. Хотя мы прилагаем все усилия для сохранения конфиденциальности пользователей, нам может потребоваться раскрыть личную информацию, если это требуется в соответствии с действующим законодательством, постановлением суда или судебным процессом, представленным на нашем веб-сайте. Периодически мы можем отправлять электронные информационные бюллетени и другие сообщения, содержащие информацию об отрасли, маркетинге, продуктах или мероприятиях. Только AAM (или ее уполномоченные агенты, представители или сотрудники) будут отправлять вам эти прямые рассылки.Вы можете отказаться от получения дополнительной маркетинговой информации от AAM, следуя инструкциям в почтовом сообщении. AAM будет хранить собранные данные (личные или используемые) только до тех пор, пока они полезны или необходимы для целей, изложенных в настоящей Политике конфиденциальности, или если это требуется по закону, необходимо для разрешения споров или для обеспечения соблюдения наших юридических соглашений и политик. . AAM администрирует и управляет сайтом www.AAM.com из США. Другие сайты AAM могут администрироваться и управляться из различных мест за пределами США.
Передача данных
Ваша информация, включая Личные данные, может быть передана и сохранена на компьютерах, расположенных за пределами вашего штата, провинции, страны или другой государственной юрисдикции, где законы о защите данных могут отличаться от ваших юрисдикция.
Если вы находитесь за пределами США и решили предоставить нам информацию, обратите внимание, что мы передаем данные, включая Персональные данные, в Соединенные Штаты и обрабатываем их там.
Ваше согласие с настоящей Политикой конфиденциальности с последующим предоставлением такой информации означает ваше согласие на такую передачу.
AAM предпримет все разумно необходимые шаги для обеспечения безопасного обращения с вашими данными в соответствии с настоящей Политикой конфиденциальности, и передача ваших Персональных данных в организацию или страну не будет происходить, если не будет обеспечен надлежащий контроль, включая безопасность. ваших данных и другой личной информации.
Раскрытие данных
Раскрытие информации для правоохранительных органов
При определенных обстоятельствах от AAM может потребоваться раскрыть ваши Персональные данные, если это требуется по закону или в ответ на действительные запросы государственных органов (например,грамм. суд или государственное учреждение).
Юридические требования
AAM может раскрыть ваши Персональные данные, добросовестно полагая, что такие действия необходимы для:
• Для выполнения юридического обязательства
• Для защиты прав или собственности AAM
• Для предотвращения или расследования возможных нарушений в связи с веб-сайтом
• Для защиты личной безопасности пользователей веб-сайта или общественности
• Для защиты от юридической ответственности
Безопасность данных
Безопасность ваших данных Для нас важен, но помните, что ни один метод передачи через Интернет или метод электронного хранения не является безопасным на 100%.Хотя мы стремимся использовать коммерчески приемлемые средства для защиты ваших Персональных данных, мы не можем гарантировать их абсолютную безопасность.
Ваши права на защиту данных в соответствии с Общим регламентом защиты данных (GDPR)
Если вы являетесь резидентом Европейской экономической зоны (EEA), у вас есть определенные права на защиту данных. AAM стремится предпринять разумные шаги, чтобы позволить вам исправить, изменить, удалить или ограничить использование ваших Персональных данных.
Если вы хотите получать информацию о ваших Персональных данных, которые мы храним, и если вы хотите, чтобы они были удалены из наших систем, свяжитесь с нами по адресу GDPR @ aam.com.
При определенных обстоятельствах у вас есть следующие права на защиту данных:
Право на доступ, обновление или удаление имеющейся у нас информации о вас. По возможности, вы можете получить доступ, обновить или запросить удаление ваших Персональных данных прямо в разделе настроек вашей учетной записи. Если вы не можете выполнить эти действия самостоятельно, свяжитесь с нами, чтобы мы вам помогли.
Право исправления . У вас есть право на исправление вашей информации, если она является неточной или неполной.
Право на возражение. Вы имеете право возражать против обработки нами ваших Персональных данных.
Право на ограничение. Вы имеете право потребовать, чтобы мы ограничили обработку вашей личной информации.
Право на переносимость данных. Вы имеете право на получение копии имеющейся у нас информации о вас в структурированном, машиночитаемом и широко используемом формате.
Право на отзыв согласия. Вы также имеете право отозвать свое согласие в любое время, когда AAM полагался на ваше согласие на обработку вашей личной информации.
Обратите внимание, что мы можем попросить вас подтвердить вашу личность, прежде чем отвечать на такие запросы.
Вы имеете право подать жалобу в орган по защите данных на сбор и использование нами ваших личных данных. Для получения дополнительной информации обратитесь в местный орган по защите данных в Европейской экономической зоне (ЕЭЗ). Однако мы также будем рады ответить на любые ваши вопросы напрямую.
Аналитика
Мы можем использовать сторонних поставщиков услуг для мониторинга и анализа использования нашего веб-сайта.
Google Analytics
Google Analytics — это служба веб-аналитики, предлагаемая Google, которая отслеживает и сообщает о посещаемости веб-сайтов. Google использует собранные данные для отслеживания и контроля использования нашего веб-сайта. Эти данные передаются другим сервисам Google. Google может использовать собранные данные для контекстуализации и персонализации рекламы своей собственной рекламной сети.
Вы можете отказаться от того, чтобы ваши действия на веб-сайте были доступны для Google Analytics, установив надстройку браузера Google Analytics opt-out. Надстройка предотвращает передачу Google Analytics JavaScript (ga.js, analytics.js и dc.js) информации об активности посещений в Google Analytics.
Для получения дополнительной информации о политике конфиденциальности Google посетите веб-страницу Условий конфиденциальности Google: http://www.google.com/intl/en/policies/privacy/
Поведенческий ремаркетинг
AAM использует ремаркетинг услуги для рекламы на сторонних веб-сайтах после того, как вы посетили наш веб-сайт.Мы и наши сторонние поставщики используем файлы cookie для информирования, оптимизации и показа рекламы на основе ваших прошлых посещений нашего веб-сайта.
Услуга ремаркетинга Facebook предоставляется Facebook Inc.
Вы можете узнать больше о рекламе на основе интересов от Facebook, посетив эту страницу: https://www.facebook.com/help/164968693837950
To Чтобы отказаться от рекламы Facebook на основе интересов, следуйте этим инструкциям от Facebook: https://www.facebook.com/help/568137493302217
Facebook придерживается принципов саморегулирования для поведенческой интернет-рекламы, установленных Альянсом цифровой рекламы.Вы также можете отказаться от участия в Facebook и других участвующих компаниях через Альянс цифровой рекламы в США http://www.aboutads.info/choices/, Альянс цифровой рекламы Канады в Канаде http://youradchoices.ca/ или Европейский альянс интерактивной цифровой рекламы в Европе http://www.youronlinechoices.eu/, или откажитесь от участия в настройках своего мобильного устройства.
Для получения дополнительной информации о политике конфиденциальности Facebook, пожалуйста, посетите Политику данных Facebook: https: // www.facebook.com/privacy/explanation
AdRoll
Служба ремаркетинга AdRoll предоставляется Semantic Sugar, Inc.
Вы можете отказаться от ремаркетинга AdRoll, посетив веб-страницу настроек рекламы AdRoll: http: // info. evidon.com/pub_info/573?v=1nt=1nw=false
Для получения дополнительной информации о политике конфиденциальности AdRoll посетите веб-страницу Политики конфиденциальности AdRoll: http://www.adroll.com/about/privacy
Конфиденциальность детей
Наш веб-сайт не предназначен для лиц младше 18 лет («Дети»).
Мы сознательно не собираем личную информацию от лиц младше 18 лет. Если вы являетесь родителем или опекуном и знаете, что ваши Дети предоставили нам Личные данные, пожалуйста, свяжитесь с нами. Если нам станет известно, что мы собрали Персональные данные от детей без подтверждения согласия родителей, мы предпримем шаги для удаления этой информации с наших серверов.
Политика в отношении файлов cookie
Последнее обновление: (22 января 2021 г.)
AAM использует файлы cookie на www.aam.com. Нажимая «Принять» или пролистывая наш баннер с согласием на использование файлов cookie, вы соглашаетесь на использование файлов cookie.
Наша Политика использования файлов cookie объясняет, что такое файлы cookie, как мы используем файлы cookie, как третьи стороны, с которыми мы можем сотрудничать, могут использовать файлы cookie на сайте, ваш выбор в отношении файлов cookie и дополнительную информацию о файлах cookie.
Что такое файлы cookie
Файлы cookie — это небольшие фрагменты текста, отправляемые вашим веб-браузером веб-сайтом, который вы посещаете. Файл cookie хранится в вашем веб-браузере и позволяет сайту или третьему лицу узнавать вас и упростить ваше следующее посещение, а сайт — более полезным для вас.
Файлы cookie могут быть постоянными или сеансовыми.
Как AAM использует файлы cookie
Когда вы используете и получаете доступ к сайту, мы можем разместить несколько файлов cookie в вашем веб-браузере.
Мы используем файлы cookie для следующих целей: для включения определенных функций сайта, для предоставления аналитики, для хранения ваших предпочтений, для обеспечения доставки рекламы, включая поведенческую рекламу.
Мы используем на сайте как сеансовые, так и постоянные файлы cookie, а также разные типы файлов cookie для работы сайта:
Основные файлы cookie.Мы можем использовать основные файлы cookie для аутентификации пользователей и предотвращения мошенничества с учетными записями пользователей.
Сторонние cookie-файлы
В дополнение к нашим собственным cookie-файлам мы также можем использовать различные cookie-файлы третьих сторон, чтобы сообщать статистику использования сайта, показывать рекламу на сайте и через него и т. Д.
Что вы можете выбрать в отношении файлов cookie
Если вы хотите удалить файлы cookie или дать указание своему веб-браузеру удалить или отказаться от файлов cookie, посетите справочные страницы своего веб-браузера.