
Холодная ковка своими руками станки: Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование
Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование
05ДекСодержание статьи
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка
- Об электроприводе торсиона
- Сборка и устройство
- Что производится посредством методики холодной ковки
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный станок для холодной ковки металла своими руками, а также объясним основные аспекты создания изделий.
Разновидности станков
Параметры, вариации настройки и производственные аспекты оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Станок «Улитка»
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько секций. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол скручивания.
Составляющие:
Сам каркас. По традиции его делают на основе металлических конструкций разного вида. То, что есть под рукой, рейки, трубки или уголки, принципиальной разницы нет, если точно выверить параметры.
Станина.
 На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал. Рычаг. Для активации движения как такового.
Вал. Служит для передачи крутящего момента.
Составные части спирали. Как уже сказано, они могут быть разных размеров, все зависит от угла и радиуса скручивания, который необходим.
Торсионный
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые изделия не выдержат давления и будут некорректным образом деформированы.
Станок «Гнутик»
Это простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений.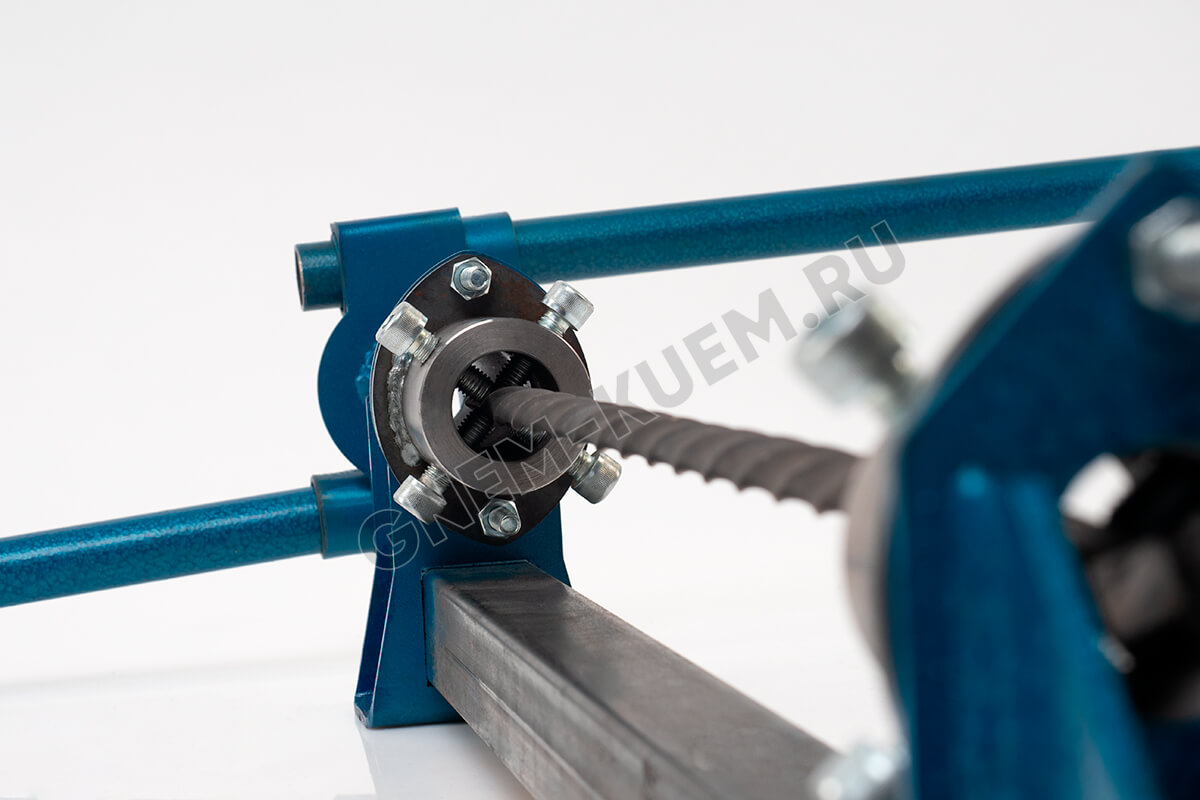 При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Отличия холодной ковки
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
Часто для холодной ковки своими руками изготавливается оборудование, потому что оно не особо сложное в производстве и доступно даже любителям, а не только для профессионалов.
Нет совершенно никакой надобности в дополнительных приспособлениях для нагревания предмета.
Органичный и даже красивый внешний вид.
Для активации оборудования зачастую приходится использовать механическое движение.
 То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Усиленная станина. Ведь на нее приходится основной упор во время сжатия, скручивания, изгиба далеко не самого мягкого сырья.
Приспособления почти полностью состоят из металла. Деревянных элементов не может быть по определению, такой материал просто не выдержит давления.
Стационарность. Практически не существует мобильных вариантов оборудования.
Оснащение электроприводом торсионного станка для холодной ковки
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
.
Построение завитка
Для конструирования описанной выше «улитки» или типовых станков, для начала понадобится сделать шаблон. Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Сооружение станка для холодной ковки
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.
Также важно рассчитывать на возможность съема и замены составных частей. Причем лучше оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Постройка завитка
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Улитка с рычагом
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
Торсионы
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Об электроприводе торсиона
Мы уже указали, в каких моментах электропривод будет необходимым. А вот как это все выглядит на практике, смотрите на представленном видео.
Волна и зигзаг
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изгибом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать оборудование и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся оборудование не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые напрямую не будут во время работы соприкасаться с заготовкой. Легко понять, что, в противном случае краска, мало того, что сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат нашей работы. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
Покрытия для беседок.
Спортивные снаряды разных видов.
Каркасные постройки для выращивания культур.
Как видите, если есть чертеж, чтобы сделать станок для холодной ковки своими руками – то возможно впоследствии обзавестись огромным количеством крайне полезных для сада, дома вещей. Как говорится, было бы желание.
Как говорится, было бы желание.
Как сделать станок для холодной ковки своими руками
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
Необходимые инструменты для холодной ковки.
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
Оборудование рабочего места кузнеца.
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.

При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.

Самодельный станок улитка.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.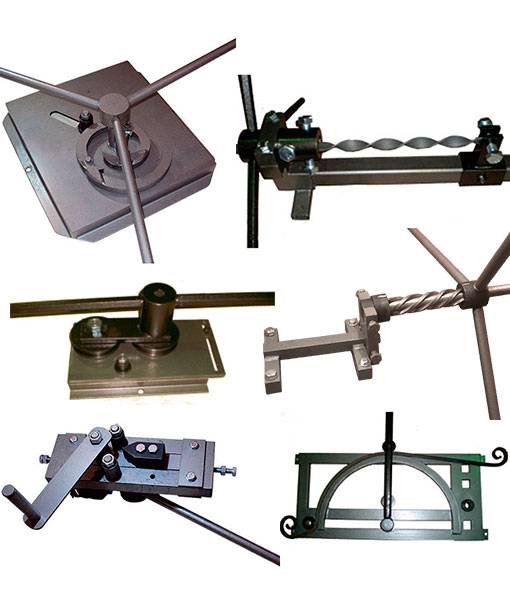
Схема гибки металла на оправке.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки.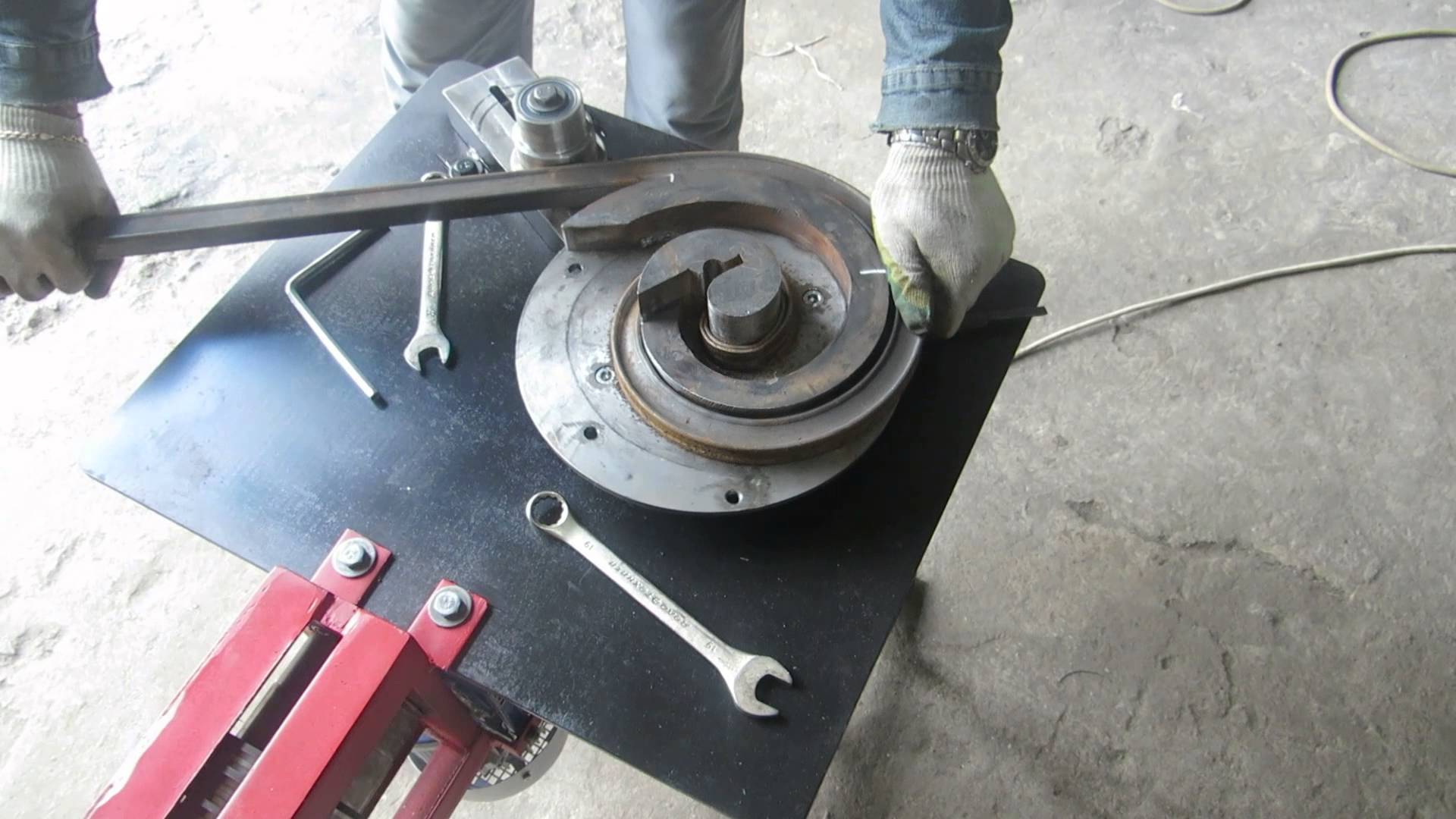
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Виды ковки.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков – их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное – обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Вернуться к оглавлению
Сборка устройства
Только после того, как готовы все элементы, можно начинать собирать аппарат. Для того чтобы собрать любой станок для художественной ковки, существует много вариантов. Можно его сделать сплошным, монолитным или разборным. При выборе монолитного устройства части «Улитки» или устройство целиком приваривают к площадке.
Для того чтобы собрать любой станок для художественной ковки, существует много вариантов. Можно его сделать сплошным, монолитным или разборным. При выборе монолитного устройства части «Улитки» или устройство целиком приваривают к площадке.
По всей длине устройства можно приварить небольшие куски прутков с шагом в 4-5 см, в рабочей площадке для них надо просверлить специальные отверстия. Не забывайте как следует закреплять концы деталей, которые будете изгибать.
Особенно популярной холодная ковка является среди новичков в кузнечном деле. Для выполнения изделий данным способом не потребуется ни хорошо оборудованного помещения (можно обойтись простым сараем или гаражом), ни обладания особыми навыками, не нужны специфические знания о поведении металлов при том или ином воздействии. Что касается оборудования, то все нужные инструменты и даже станки возможно самостоятельно изготавливать в домашних условиях.
Как украсить дом такими изделиями читайте на сайте https://moidomiks. ru
ru
Лекало для кованых завитков чертеж. Ковка металла своими руками
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный ), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.

- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя.
 Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов. - Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла — достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн . Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки . При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя.
 Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи . Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки . При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними.
 Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка , двойной кронциркуль , кузнечный наугольник , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка . Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.

- Фонарик . Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец . Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки . Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки . В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка — прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.

- Кольца . Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки — гибка, закручивание, вытяжка.
Вытяжка — это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки — раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание . Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание . Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка , насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 — 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками — дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Комментариев:
Комментариев:
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.
Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление – гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки – это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.
Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Хол ковка станки своими руками. Изготовление станка для холодной ковки своими руками
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы : оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы .
Вариант второй предусматривает изготовление «улитки» из разборных частей . По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали . Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков – их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное – обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки . Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки , теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Подробный чертеж станка улитки.
Чертеж устройство для гибки «Хомута».
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
- Плюсы холодной ковки
- Станок для ковки «Улитка»
- Сборка устройства
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов . С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий , потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
При холодном варианте ковки потребуется два основных процесса:
- пресс;
- гнутье.
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок , так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления , нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб , которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая , даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства , с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии , которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию , так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки , но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.
Чертежи и пошаговая схема , а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.
В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Создание кованых изделий производится при помощи горячей и холодной обработки. Последний метод не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки,многие из которых подходят для самостоятельного создания инструмента.
Особенности изготовления
Формируются кованные металлические элементы в результате деформации, при этом в процессе работ должны приниматься во внимание эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, воздействует на нее и приводит к изменению вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранить свои прежние свойства.
Самодельный станок для холодной ковки: правила изготовления
Существуют определенные правила, соответствие которым обеспечивает получение необходимого результата:
- Создание подходящей конфигурации возможно при помощи нескольких инструментов.
- Перед началом изготовления производится расчет параметров формируемых изделий.
- Прутки, используемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей эксплуатации.
- Обработке подлежит только так как другие виды не имеют необходимой пластичности.
«Гнутик»
Для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания углов различной конфигурации. Его основными конструктивными элементами являются движущий упор и два вала, размещенные на стальной пластине.
Самодельные холодной ковки подобного вида должны создаваться в соответствии с некоторыми особенностями. К примеру, изначально должен быть определен угол деформации. Также возможно добавление дополнительного гибочного элемента, в случае его использования монтируется третий вращающий вал.
Инструмент изготавливается из специальной стали, так как на него в процессе приходятся большие нагрузки. Стоит отметить возможность сбора различных деталей, в том числе и волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в форме шнека. Их создание обеспечивают ручные станки для холодной ковкипод названием “Твистер”. Они имеют характерную особенность, заключающуюся в прокручивании прута вдоль оси. Инструмент состоит из подвижной и фиксирующей части. Поворотной рукоятью производится деформация заготовки, которая фиксируется между основными деталями конструкции. Стоит отметить, что спираль формируется со стороны крепления изделия, а прилагаемые усилия можно уменьшить при грамотном расчете рычага, оказывающего давление. Данное приспособление позволяет изготавливать детали для металлических оград и оконных решеток.
«Улитка» представляет собой простейший самодельный станок для холодной ковки, который обеспечивает формирование спиралей с требуемым количеством витков. Он отличается наибольшей популярностью и может адаптироваться для изготовления желаемого изделия. Инструмент оснащается ручным или электрическим приводом, вид которого подбирается в соответствии с интенсивностью эксплуатации.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо вычертить спираль с идентичным шагом всех витков. При этом нужно отталкиваться от используемых заготовок, так как ширина хода, как правило, находится в пределах 15 мм, в то время как инструмент предназначается для прутков с сечением в 10 мм. Свободное пространство необходимо для маневра, так как при полном сжатии заготовки изгиб станет невозможным.
Далее необходимо вырезать пластину размером 20х20 см из стального листа. Несмотря на небольшие габариты, она обеспечит оптимальное проведение рабочего процесса. В соответствии с длиной предполагаемой «улитки» выполняется отрез из стали. Полосу необходимо согнуть с помощью плоскогубцев, поместить на пластину и очертить ярким маркером со всех сторон.
Далее отрезается часть прута с длиной, равной ширине полосы из стали. Главное, чтобы она не превышала данный параметр, так как это может привести к травмам в процессе гибки. Прут необходим для закрепления материала на первом этапе создания изделия, чтобы предотвратить свободный ход в одной точке.
От отрезается часть с длиной в 10 см. Она объединит лист и основание, на котором будет производиться фиксация. Из-за высокой степени нагрузки должны применяться только толстостенные материалы. После того как все основные элементы будут подготовлены, можно собирать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделяется на витки, первый из которых будет удерживать заготовку, а на других будут идти сами витки прута. Центральная часть приваривается к основанию, при этом на полученном шве должны отсутствовать даже малейшие недочеты. Куски прута привариваются к основной части полосы, расстояние между ними должно составлять 3 см. Необходимо проявить осторожность при формировании швов, после чего сбить их при помощи молотка.
Затем устанавливаются в необходимых местах отрезки полосы и обводятся маркером. Полученные круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для обеспечения легкой установки и снятия.
Завершающим этапом становится приварка профильной трубы в нижней части, а также фиксирующего элемента рядом с «улиткой». Фото самодельных станков холодной ковки, изготовленных подобным образом, представлено выше.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Ковка Всем! — холодная ковка фото чертежи
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Труба с квадратным сечением для каркаса ограждений
Трубу с квадратным сечением используют для изготовления каркаса калиток и ворот, средняя часть плоскости заполняется с помощью наваривания трубы и декора, чтобы закрыть полотно используется листовой металл и прозрачный пластик. Кованый декор изготавливается из листового металла методом штампования и механической прокатки для создания фактуры, трубы и квадрата. Труба является более легким материалом в изготовлении методом механического формования, когда металлической заготовки придается определенная форма путем сгибания по жесткой оснастке.
Готовые элементы декора
Для изготовления декоративных изделий из труб используется трубогиб, а также специализированный инструмент для изготовления завитков. Это оборудование позволяет обычно гнуть весь металлопрокат с сечением, подходящим под размеры улитки.
Использование трубы по сравнению с квадратом более выгодно по нескольким причинам:
- более легкий вес и меньшие затраты на покупку материала;
- прочность конструкции;
- податливость трубы в работе, что уменьшает трудоемкость;
Разборной кованый декор реализуется дешевле, при этом не уступают по внешнему виду и качеству традиционному квадрату с небольшим сечением. При самостоятельном изготовлении калитки из профильной трубы с элементами ковки достаточно трубного профиля двух сечений (для конструкции и отделки) и опционально ковкой. При наличии сварочного аппарата выполнить калитку, ворота или забор своими руками не представляет особого труда. Вы можете посмотреть на фото варианты реализации разных художественных идей с различной стоимостью.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы. Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Орнамент на воротах из металлопрофиля
Узоры на металлических воротах, сделанные из листового проката и железного прутка, выглядят оригинально и упрочняют створки. Такие орнаменты повышают неприступность забора.
Конструкция из профнастила
Ажурный орнамент, установленный выше и ниже металлопрофиля, создает иллюзию воздушности тяжелой металлоконструкции. Элементы контрастного тона на фоне цветного полотна придают объем и эстетичный вид. Декорировать въезд на участок можно полностью или частично своими руками. Используется в основном художественная ковка:
- объемная;
- холодная.
Узоры на створках из металлопрофиля
Для владельцев участков, не имеющих мастерской для ковки, в магазинах продаются готовые элементы украшений. Сначала следует ознакомиться с их ассортиментом, а затем составить рисунок орнамента в натуральную величину. После чего нужно разделить все на простые элементы и каждый выполнить дважды, если ворота распашные и створок две.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.
кованые заборы из профтрубы эскизы фото
Заборы всем!
Звоните — и мы вместе выберем такой вариант, который устроит Вас и по качеству, и по деньгам, поскольку наш опыт и возможности позволяет нам работать так, чтобы цена забора из профнастила, евроштакетника и других видов ограждений выгодно отличалась от конкурентов и была доступна каждому. В наших каталогах вы сможете рассмотреть множество вариантов заборов – от самых простых и не дорогостоящих до сложных. Мы будем рады помочь Вам обеспечить своему участку достойное украшение и надежную защиту. Обращайтесь к нашим специалистам и вы избавите себя от лишних хлопот и неоправданных расходов. Услуги нашей компании – всегда правильный выбор.
Выбрать кованые заборы из профтрубы эскизы фото, который будет вас охранять долгие годы совсем просто. Выполненные посредством художественной ковки, кованые заборы из профтрубы эскизы фото могут стать великолепным, современным дополнением интерьера Вашего дома, его превосходным украшением. Мы всегда с радостью ждем наших покупателей и готовы предложить дешевые цены на наши заборы. Для того, что бы правильно выбрать недорогой кованые заборы из профтрубы эскизы фото на дачный участок необходимо ориентироваться в характеристиках тех или иных материалов и иметь надежного помощника, в лице нашей компании. Наши монтажные бригады правильно производят монтаж кованые заборы из профтрубы эскизы фото для Подмосковья любой степени сложности. Превосходный результат купленного у нас кованые заборы из профтрубы эскизы фото будет радовать Вас и Ваши близких на протяжении долгих лет! Мы будем рады помочь Вам выбрать для вашего участка необходимую защиту.
Собирайтесь и мы ждем вас у нас в офисе, для обсуждения вашего заказа.
Если требуется изготовление кованых изделий или кованые заборы из профтрубы эскизы фото, то вы смело можете обращаться к нам за помощью на любом этапе от начала проектирования до подбора исполнителей.
Информация по кованые заборы из профтрубы эскизы фото
Эскизы заборов
из
профильной трубы
—
Кованые
изделия Описание и
эскизы заборов
из
профильной трубы
, их преимущества перед …
ФОТО КОВАНОЙ
МЕБЕЛИ …
Эскиз забора
из
профильной трубы
-1.
Сварные металлические заборы
из
профильной трубы…
Изготавливаем сварные металлические
заборы
по нашим
эскизам
и
эскизам
заказчика. Низкие цены на … Сварные
заборы эскизы
,
фото
, цена. Металлические … Сварной
забор
из
профильной трубы
с
коваными
элементами.
Ограждение из профильной трубы
: монтаж своими
…
—
Заборы
Общие сведения о
заборах
из
профильной трубы
. … Недостаточно привлекательный внешний вид можно дополнить
коваными
элементами. … Готовые
эскизы заборов
можно найти в интернете или нарисовать самостоятельно.
заборы
из
профтрубы фото
чертежи | bozivy.enterexe.ru
заборы
из
профтрубы фото
чертежи …
Заборы
из
профильной трубы
: видео -инструкция по монтажу . …
Фото
производства сварных секций,
эскизы
. …
Заборы
сварные и
кованые
* Сварные секционные
заборы
из
профильной
…
кованые заборы
и ворота
фото эскизы
Металлоконструкции в Новосибирске —
кованые заборы
и ворота
фотоэскизы
, Металлическая ферма Новосибирск Такие стержневые системы очень …
Кованые
ворота и
заборы
цены — художественная ковка
заборовЭскизы кованых заборов
и ворот — художественная ковка …. рама заборов и калиток из
профильной трубы
20*20 / 25*25 / 30*30 / 40*20 — рама ворот из …
Забор
из
профтрубы фото
— photoidom.ru
Фото
18.
Забор
металлический из
профильной трубы
.
Фото
—
Заборы
…
Забор
из
профильной трубы
своими руками,
эскизы
металлических… источник.
Кованые заборы
. Сварные заборы. Монтаж забора или
эскизу
Заказчика, просьба высылать чертежи (
рисунки
,
фото
) нам на … Секция
забора
из
проф. трубы
с использованием
кованых
элементов.
Эскизы
сварных металлических
заборов
из
профильной трубы
с
…
Здесь Вы можете посмотреть
эскизы
сварных металлических
заборов
из
профильной трубы
с
коваными
деталями производимые нашей компанией.
Главная | Index
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться. Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.
Чертеж устройств холодной ковки для гибки хомута
Чертеж устройств холодной ковки для гибки хомута
Чертеж приспособления Гнутик.
Так схематически выглядит Гнутик.
Чертеж для создания Гнутика.
подготовка, материалы и приспособления видео
Изготовление кованых изделий выполняется с помощью горячей и холодной обработки. Холодный способ не потребует особых навыков, но для его выполнения необходимы специальные инструменты. Есть разные чертежи станков для ковки, множество из которых подходят для самостоятельного изготовления прибора.
Особенности изготовления
Делаются кованые металлические детали в результате деформации, во время работ необходимо обращать внимание на некоторые свойства материала.
Структура специальной решетки металла сделана из зерен, которые имеют неправильную форму. Инструмент, применяемый для ковки, действует на нее и приводит к изменению вида элемента. Огромное значение имеет выбор чертежей для станков, так как заготовка должна сохранять свои начальные характеристики.
Есть некие правила, соответствие которым дает шанс на получение нужного результата:
- Изготовление определенной конфигурации возможно с помощью нескольких приспособлений.
- Перед началом создания выполняется расчет параметров формируемых элементов.
- Прутки, применяемые для заготовок, могут иметь разный диаметр, который выбирают с учетом уровня сложности техники и ее использования.
- Обработке подвергается лишь низкоуглеродистая сталь, так как иные виды не имеют нужной пластичности.
Ручные станки для холодной работы можно сделать своими руками, нужно лишь разобраться в тонкостях применения инструмента и подобрать хороший чертеж.
Ручной станок гнутик
«Гнутик» нужен для изготовления углов разной конфигурации. Его главными конструктивными частями считаются движущий упор и два вала, разложенные на стальной пластине.
- Самодельные гибочные станки для холодной работы подобного вида должны изготавливаться в соответствии с определенными особенностями. Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
- Приспособление делается из специальной стали, так как на него в процессе налагаются огромные нагрузки. Стоит отметить возможность сбора разных деталей.
Твистер и улитка
Сейчас художественная ковка не обойдется без элементов в форме шнека. Их изготовление обеспечивают специальные инструменты для качественной ковки под названием «твистер». Они имеют уникальную особенность, которая заключается в прокручивании прута вдоль оси. Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
«Улитка» похожа на простой станок для ковки, сделанный своими руками, который обеспечивает создание спиралей с нужным количеством витков. Он пользуется огромной популярностью и может приспосабливаться для создания желаемого изделия. Инструмент оснащен ручным или электрическим приводом, вид которого выбирают в соответствии с интенсивностью использования.
Как сделать станок для холодной сварки своими (видео)
Материалы для работы
Вначале нужно вычертить спираль одинаковым шагом всех витков. При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Дальше нужно будет вырезать пластину размером 20×20 см из листа стали. Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
После этого отрезается кусок прута с длиной, которая равняется ширине стальной полосы. Самое важное, чтобы она не превысила этот параметр, так как это может привести к травме в процессе работы. Прут нужен для укрепления материала на первом шаге изготовления изделия, чтобы предотвратить свободный ход в одном месте.
От профилированной трубы отрезают кусок с длиной в 10 см. Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы. Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Чертежи шаблонов для холодной ковки. Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, покрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры с формой. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая заготовка сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
Есть и недостатки у нагрева металлической заготовки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный тип ковки.
Метод холодной штамповки
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения немного проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не потребуется приобретать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного метода понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для изготовления колец и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная ковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или эскиза декоративного элемента;
- заготовка заготовок;
- процесс ковки.
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит перед началом работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- локонов. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшив величину ее поперечного сечения.
- Гибка дает возможность изгибать любую часть заготовки под углом.
- Скрутка — технология, при которой заготовка скручивается по оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Ковка своими руками фото
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не всем из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковки.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку, установленную на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и навесов для входной группы;
- декоративные элементы для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и т. Д.
Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, прокатные пики, спирали, элементы пространственного изгиба. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания сложных узорчатых изделий. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на ряд последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки от руки на бумаге.
- Точный рисунок продукта вручную или в графической программе.
- Разбивка всего изделия на отдельные простых элементов .
- Рисование или печать на принтере единиц продукции в натуральную величину.
Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах A4, после чего их можно только склеить.
- Расчет количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
- Локоны.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червяк выглядит как знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно реализовать, объединив всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для которых металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полоски или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прикладывая силу по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнутся на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку вдоль своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он напоминает токарный инструмент. С помощью этого инструмента металлические заготовки переплетаются между собой для получения одноименного элемента.
- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые машины оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразной фурнитурой — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер вносит приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не тратить время и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где необходимо большое количество одинаковых изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, например
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы и даже в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет гнуть брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсион предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Обладает высокими характеристиками, достаточным ресурсом, оснащается электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то вы можете сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из простых конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма загиба, подводят к ней подвижный упор — клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные детали гайки в производстве — сверлом и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину и очистить поверхность. Пескоструйный агрегат также можно изготовить автономно из использованного газового баллона, пары форсунок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав хомутами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. Последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, и вручную в труднодоступных местах.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной штамповкой производятся различные изделия.Это, в первую очередь, элементы решеток и заборов — как сами штанги, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обыкновенный забор, помимо своего утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки отлично смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание подняться.
Сегодня широко распространены кованые мангалы, которые эстетически дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь также широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько изогнутых по спирали стержней, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетающая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии в обработке металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, так как у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у нагрева металла есть свои недостатки. Прежде всего, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие довольно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурных режимов ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует установки пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку осуществить несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить их ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена дороговизной цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если к нему нет доступа, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и многое другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем заготовку можно нагреть до температуры 1400 ° С.По большей части печь представляет собой топку, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. У них много разных видов, и каждый мастер может их изготовить для себя.Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи — второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Есть несколько видов клещей под определенный профиль и размер заготовки. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной ковки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гнут позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик . Эта машинка предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу действия этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и у всех предыдущих машин, название говорит само за себя.
Кроме вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины для холодной штамповки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная, что можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками достаточно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, купить готовый или нарисовать вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, занимающимся ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы узнать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и тип металлических заготовок, например прутков, профильных труб и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Volute или Bagel представляет собой стержень, концы которого загнуты в одном направлении. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Comma или Snail — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на заготовку станка накручивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и одним из самых распространенных является такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скрутка, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный вальцовочный станок.Конец заготовки вводится и затем запускается раскаточный механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают вдоль оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft применяется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокатив металл между валами на станке. В отличие от холодной ковки, создание козырька с помощью козырька требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их деформации, и чтобы придать первоначальную форму, необходимо выполнить черновую. Для гибки заготовок используются различные шпереки, рог наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но, в отличие от холодной ковки, вы можете нагревать заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , узор с надрезом, и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла проводится при температуре 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о самодельном оборудовании), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная штамповка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Любой, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как с учетом перспектив или ограничиться выпуском аналогичных образцов?
Вариант 1.Простейший. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в пластине.Такая конструкция позволит организовать производство спиральных заготовок разного радиуса на одном столе. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, на такие устройства нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Руководство по типам ковки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка — это процесс деформирования металла в заданную форму с использованием определенных инструментов и оборудования — деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения.Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно так, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер перемещаются горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца.Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь забивается в штампе в соответствии с формой готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом.В закрытом штампе или штампе ковка металла ограничена между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются. Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести. Молоток наносит серию относительно высокоскоростных ударов небольшой силы, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации. Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов).Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате которого производятся бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, поскольку она допускает деформацию материала в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может претерпеть без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная зернистая структура металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, если металл уже является мягким, например, алюминием. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала путем механической обработки или горячей штамповки.
Производители могут предпочесть холодную ковку горячей ковке по ряду причин — поскольку холодные кованые детали требуют очень мало или совсем не требуют отделочных работ, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Улучшенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на матрицу
- Производит детали формы нетто или почти нетто формы
Возможные недостатки:
- Металлические поверхности должны быть чистыми и свободными от окалины до начала ковки
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более мощный инструмент
Теплая поковка
Горячая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления компонентов подвески, таких как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для стержней, корпусов и фланцев трубопроводной арматуры, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для троса, такие как розетки и талрепы. Поковки широко используются в судостроении, для компонентов авиакосмической отрасли, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к погодным условиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье кратко обсуждается горячая и холодная штамповка.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» изделий
Больше от Custom Manufacturing & Fabricating
Надежный и автоматизированный станок для холодной штамповки
Откройте для себя мощную коллекцию прочных и эффективных. Станок для холодной ковки на Alibaba.com, предназначенный для выполнения различных задач промышленного прессования или ковки металла. Машины оснащены последними достижениями в области технологий и превосходно сконструированы, чтобы выдерживать тяжелые процессы. Эти невероятно сильные и умелые. Станки для холодной ковки оснащены передовыми технологиями для точного выполнения всех видов промышленных работ по металлу. Ведущий. станок для холодной ковки поставщиков и оптовиков на сайте предлагают эти эффектные изделия по доступным ценам.Продвинутый. Станок для холодной ковки на месте изготовлен из прочных материалов, которые демонстрируют выдающуюся долговечность и стабильную оптимальную производительность. Они компактны по размерам и конструкции, поэтому их легко разместить в любом месте мастерских. Благодаря полностью автоматической и интегрированной системе эти. Станок холодной ковки отличается высокой производительностью и простотой в эксплуатации. Файл. Машина для холодной штамповки оснащена пневматическими механизмами захвата, которые обеспечивают стабильное усилие зажима во время работы.
Alibaba.com предлагает множество возможностей. Станок для холодной ковки различных форм, размеров и конструкций, учитывающих различные требования пользователей. Они оснащены сенсорными элементами управления, а также основными и вспомогательными рычагами, изготовленными из износостойких сплавов. Эти. Станок для холодной ковки обладает антикоррозийными свойствами и устойчивостью к высоким температурам, а также многофункциональным механизмом захвата, который помогает удобно менять захват. Файл. Машина для холодной штамповки также оснащена гидравлическими устройствами защиты от перегрузки, системой управления ПЛК и вертикальным коленчатым валом.
Просмотрите отдельные. Станок для холодной ковки представлен на сайте Alibaba.com, и вы получите эту продукцию в рамках своих экономических целей. Эти продукты соответствуют высоким стандартам качества и нормативным требованиям по сертификации. Их установка очень проста, а послепродажное обслуживание гарантирует, что они немедленно принесут вам пользу.
Холодная штамповка | МашинаMfg
Холодная штамповка — это общий термин для обработки пластмасс, такой как холодная штамповка, холодная экструзия и холодная высадка.
Холодная штамповка — это процесс штамповки при температуре ниже температуры рекристаллизации материала, и это штамповка при температуре ниже температуры восстановления.
Ковка при производстве заготовок без нагрева называется холодной ковкой.
Материалы для холодной штамповки — это в основном алюминий и некоторые сплавы, медь и некоторые сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь и низколегированная конструкционная сталь с меньшим сопротивлением деформации и хорошей пластичностью при комнатной температуре.
Холодные поковки имеют хорошее качество поверхности и высокую точность размеров, которые могут заменить некоторые процессы резки.
Холодная ковка позволяет упрочнить металл и повысить прочность детали.
ОпределениеХолодная штамповка, также известная как холодная объемная штамповка, представляет собой производственный процесс и метод обработки.
Это в основном то же самое, что и процесс холодной штамповки.
Процесс холодной штамповки также состоит из трех элементов: материалов, форм и оборудования.
Только материалы в процессе штамповки — это в основном листы, а материалы в процессе холодной штамповки — в основном диски или проволока.
Базовая концепцияХолодная ковка относится к формованию различного объема, выполняемой при температуре ниже температуры рекристаллизации металла.
Согласно теории металлографии, температура рекристаллизации различных металлических материалов различна; температура рекристаллизации = 0,3 ~ 0,5 температуры плавления.
Температура плавленияT приведена в следующей таблице:
| Металл | Мин. Температура рекристаллизации / ℃ | Металл | Мин. Температура рекристаллизации / ℃ |
| Железо (Fe) и медь | 360 ~ 450 | Олово (Sn) | 0 |
| Медь (Cu) | 200 ~ 270 | Свинец (Pb) | 0 |
| Алюминий (Al) | 100 ~ 150 | Вольфрам (Вт) | 1200 |
Из цифр в таблице известна самая низкая температура рекристаллизации металлического железа и неметалла.
Даже при комнатной или нормальной температуре формовку свинца и олова нельзя назвать холодной ковкой, а горячей штамповкой.
Однако формовку железа, меди и алюминия при нормальной температуре можно назвать холодной ковкой.
Форма холоднокованых деталей становится все более сложной: от первоначальных ступенчатых валов, винтов, гаек и трубопроводов до деталей сложной формы.
Типичный процесс шлицевого вала: принудительное нажатие на стержневую часть — промежуточную часть высадки — сжимающую шлицевую часть;
Основной процесс шлицевой втулки: предотвращение сдавливания чашеобразной части — нижняя часть выполнена в форме кольца — втулка сжимается.
Технология холодной экструзии цилиндрических шестерен также успешно применяется в производстве.
Помимо черных металлов, все большее распространение получает холодная экструзия медных сплавов, магниевых сплавов и материалов из алюминиевых сплавов.
Введение в процессХолодная прецизионная ковка — это (почти) процесс формирования сетки.
Детали, изготовленные этим методом, обладают высокой прочностью и точностью, а качество поверхности хорошее.
В настоящее время общее количество холодных поковок, используемых в обыкновенной иномарке, составляет 40 ~ 45 кг, а общее количество зубчатых деталей — более 10 кг.
Вес холодной ковки шестерни может достигать более 1 кг, а точность профиля зуба может достигать 7-го уровня.
Непрерывные технологические инновации стимулировали развитие технологии холодной экструзии.
С 1980-х годов специалисты по точной ковке в стране и за рубежом начали применять теорию раздельной ковки для холодной штамповки прямозубых и косозубых шестерен.
Основной принцип раздельной ковки заключается в создании разделенного или разделенного канала для материала в формовочной части заготовки или пресс-формы.
В процессе ковки, когда материал заполняет полость, часть материала течет в разделенный или разделенный канал.
Применение технологии раздельной ковки позволило производить высокоточные шестерни небольшого размера и без резки, чтобы быстро выйти на промышленные масштабы.
Для экструзионных изделий с отношением длины к диаметру 5, таких как поршневые пальцы, можно использовать холодную экструзию для однократного формования путем аксиального разделения остаточной массы в осевом направлении, при этом пуансон обладает хорошей стабильностью.
Для формования плоских цилиндрических зубчатых колес холодная экструзия изделия может также осуществляться с помощью радиальных остаточных блоков.
Окклюзионная ковка представляет собой экструзию металла в одном или противоположном направлении за один или два штампа в закрытой матрице для получения прецизионной ковки почти чистой формы без заусенцев.
Для некоторых прецизионных деталей автомобилей, таких как планетарные и полуосевые шестерни, звездообразные втулки, поперечные подшипники и т. Д., При использовании метода резки не только коэффициент использования материала очень низок (менее 40% в среднем), но и Кроме того, высоки затраты на рабочую силу и время, а стоимость производства чрезвычайно высока.
Зарубежные страны используют технологию окклюзионной ковки для производства этих поковок с сеткой, что устраняет большую часть обработки резанием и значительно снижает стоимость.
Самодельный станок для холодной ковки: производственный процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний метод не требует особых навыков, но для его реализации нужны специальные приспособления. Существуют различные чертежи станков для холодной ковки, , многие из которых подходят для самостоятельного создания инструментов.
Производственные особенности
Металлические кованые элементы образуются в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен неправильной формы. Инструмент, используемый для ковки, влияет на нее и приводит к изменению внешнего вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять прежние свойства.
Самодельный станок для холодной штамповки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
- Создание подходящей конфигурации возможно с помощью нескольких инструментов.
- Перед началом изготовления рассчитываются параметры формованных изделий.
- Прутки, используемые для заготовок, могут иметь разный диаметр, который выбирается с учетом степени сложности техники и последующей операции.
- Обрабатывается только низкоуглеродистая сталь, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной штамповки могут быть изготовлены самостоятельно, для этого достаточно разобраться в тонкостях использования инструмента и найти нужный чертеж. «Гнутик» необходим для создания углов разной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальном листе.
Самодельные гибочные станки для холодной ковкиТакой вид должен быть создан с учетом определенных особенностей.Например, изначально необходимо определить угол деформации. Также можно добавить дополнительный изгибающий элемент, если он используется, устанавливается третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы он подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнистых.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в виде шнека. Они созданы вручную для холодной ковки под названием «Твистер».У них есть характерная особенность, заключающаяся в прокрутке стержня по оси. Инструмент состоит из подвижной и фиксирующей части. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется на стороне крепления изделия, а прилагаемые силы можно уменьшить грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали для металлических заборов и оконных решеток.
«Улитка» — простая самодельная машина для холодной ковки, обеспечивающая формирование спиралей с необходимым количеством витков.Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент комплектуется ручным или электроприводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо нарисовать спираль с одинаковым шагом всех витков. В этом случае необходимо отбивать использованные заготовки, так как ширина хода, как правило, находится в пределах 15 мм, при этом инструмент предназначен для брусков сечением 10 мм.Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Затем вам нужно вырезать пластину размером 20×20 см из стального листа. Несмотря на небольшие размеры, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается пропил стали. Ленту необходимо согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрежьте часть стержня длиной, равной ширине полосы стали.Главное, чтобы он не превышал этот параметр, так как это может привести к травмам в процессе сгибания. Стержень необходим для закрепления материала на первом этапе создания продукта, чтобы предотвратить свободный ход в одной точке.
Отрезается часть профилированной трубы длиной 10 см. Он совместит лист и основу, на которой будет производиться фиксация. Из-за высокой степени нагрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» делится на витки, первый из которых будет удерживать заготовку, а остальные — витки самого стержня. Центральная часть приваривается к основанию, при этом на получившемся шве не должно быть даже малейших изъянов. К основной части планки приваривают куски стержня, расстояние между ними должно быть 3 см. Следует проявлять осторожность при формировании швов, после чего сбить их молотком.
Затем установил в необходимых местах.отрезки полосы и обводятся маркером. Получившиеся кружочки нужны для образования дырок. Они должны полностью соответствовать диаметру ножек, чтобы обеспечить простоту установки и снятия.
Завершающим этапом является приварка профильных труб в нижней части, а также крепежного элемента возле «улитки». Фото самодельных станков для холодной ковки, изготовленных аналогичным способом, представлены выше.
Многопозиционная машина для холодной штамповки, Машина для изготовления гаек и болтов, Машина для холодной высадки, Машина для холодной штамповки
Описание машины:
| МОДЕЛЬ | DBF-84S | DBF-104S | DBF-104L | DBF-134L | DBF-134L | DBF-134LL | DBF-164S | DBF-204L |
| КУЗОВАЯ СТАНЦИЯ (НЕТ) | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| СИЛА КОВКИ (КГС) | 60 | 80 | 80 | 120 | 120 | 120 | 210 | 350 |
| ДИАМ. ОБРЕЗ.(мм) | Ø10 | Ø12 | Ø12 | Ø15 | Ø15 | Ø15 | Ø18 | Ø23 |
| ДЛИНА ОТРЕЗА (мм) | 115 | 135 | 185 | 190 | 265 | 285 | 195 | 240 |
| МОЩНОСТЬ (шт / мин) | 120–180 | 90-140 | 80-130 | 75-110 | 50-80 | 50-80 | 70-100 | 55-80 |
| П.K.O ХОД (мм) | 18 | 20 | 30 | 40 | 40 | 40 | 40 | 46 |
| КО.УДАР (мм) | 92 | 118 | 160 | 175 | 225 | 280 | 178 | 220 |
| ГЛАВНЫЙ ХОД РАМ (мм) | 160 | 190 | 262 | 270 | 380 | 380 | 260 | 346 |
| МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ (кВт) | 22 | 30 | 30 | 37 | 37 | 37 | 55 | 75 |
| ОБЩАЯ ИНФОРМАЦИЯ.ОТРЕЗНОЙ МАТРИЦЫ | Ø50x50L | Ø45x59L | Ø45x59L | Ø63x69L | Ø63x69L | Ø63x69L | Ø60x90L | Ø75x120L |
| ОБЩИЕ ДАННЫЕ ДЛЯ ПУАНСОНА | Ø45x125L | Ø53x115L | Ø53x115L | Ø60x130L | Ø60x229L | Ø60x229L | Ø75x185L | Ø90x215L |
| ОБЩАЯ ИНФОРМАЦИЯ.ГЛАВНОЙ МАТРИЦЫ | Ø60x130L | Ø75x135L | Ø75x185L | Ø86x190L | Ø86x305L | Ø86x305L | Ø100x190L | Ø125x240L |
| Шаг штампа (мм) | 70 | 90 | 94 | 110 | 110 | 110 | 120 | 140 |
| ПРИМ.ВЕС (Т) | 14 | 18 | 21 | 28 | 33 | 38 | 45 | 62 |
| ДИАМЕТР НАКЛАДНОГО БОЛТА (мм) | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 10-16 | 12-20 |
| ДЛИНА ХВОСТОВИКА ПУСТОЙ (мм) | 15-90 | 15-110 | 20–152 | 20–160 | 40-220 | 75-262 | 20–160 | 25-200 |
Сведения о машине:
Собачка поднимается автоматически.Пневматический захват поворотного типа Захват с сопряженным кулачковым приводом Если проволока короткая, первая
Захват механизма не зажимается автоматически
Цифровая подача с ручным управлением Цифровая перегородка с ручным управлением Цифровая регулировка с ручным управлением Гидравлическое запорное устройство для
длина длина (опция) для резьбовой втулки задней резьбовой втулки заднего К-О и
выбивающее устройство (опция) гидравлическое прессовое устройство (опция)
Пневматическая муфта Каждая станция заднего выбивания Централизованная система сжатого воздуха.Простая и удобная операционная система.
Устройствоможно настроить индивидуально.
Упаковка и отгрузка:
Наблюдать за выставкой:
Micro Технология холодной штамповки | Услуги Micro Machining
Когда дело доходит до ковки металла, обычно на ум приходит образ интенсивного нагрева, больших печей, расплавленных сплавов и традиционного литья.Однако сильная жара не всегда идеальна для сохранения как прочности на разрыв, так и общей твердости металла, который вы пытаетесь сформировать. Процесс, называемый холодной штамповкой, позволяет ковку металла при температуре около 70 ° F. Холодная штамповка — это метод ковки, при котором металлической заготовке придают форму пригодной для использования форме при температуре, близкой к комнатной. Это популярный вариант для проектов, требующих микропроизводства.
Промышленная холодная ковка имеет ряд преимуществ.Использование этой техники в производственном процессе может помочь вам сократить количество отходов, сэкономить деньги и создать сложные геометрические формы из металлов и сплавов, которые не подходят для других методов ковки.
С помощью сложных машин, которые работают с высокими скоростями и огромным давлением, металлические заготовки формуются в компоненты с помощью штампов. Одиночные штампы применяются для многих компонентов и помогают поддерживать однородность продукта. Холодная штамповка и производство холодной высадки — это чрезвычайно гибкие процессы, позволяющие создавать многогранные детали.Если вы стремитесь создать компоненты с широким диапазоном геометрических форм, но при этом производятся на микроэлектронике или с использованием сложных сплавов, холодная штамповка позволяет достичь ваших целей за счет переноса деталей и использования нескольких штампов.
Холодная штамповка также обеспечивает универсальность для обработки многих различных металлов и сплавов. Во многих случаях холодная штамповка — единственный вариант для проектов, требующих драгоценных сплавов. Если сплав, который вы хотите использовать, считается «слишком липким» для нормальной обработки — например, золото, никель, серебро или тантал — и имеет микроконструкцию, то единственным вариантом оживления продукта может быть холодная штамповка.
В STS Intelli мы выполняем микро-холодную штамповку с использованием драгоценных металлов и традиционных сплавов. Подобно нашему традиционному процессу холодной штамповки, наш процесс микро-холодной штамповки дешевле, чем обычная ковка, с почти 100-процентным выходом материала. Остатков лома почти нет. Когда вы работаете со сплавами драгоценных металлов, для защиты вашей прибыли важно «отсутствие отходов». Со временем вы будете тратить меньше, но при этом сократите выбросы углекислого газа.
Необходимые инструменты для холодной штамповки и холодной высадки
Как при холодной штамповке, так и при холодной высадке наиболее распространенными инструментами являются матрица и пуансон.В то время как для холодной штамповки используются вертикальные прессы, для холодной высадки используются горизонтальные прессы для достижения различных результатов. Пуансоны — это инструменты, используемые для приложения необходимой скорости и усилия к металлической заготовке, которая содержится в штампе, который напрямую контролирует размеры, геометрию и результаты, возникающие во время цикла.
Процессы холодной штамповки и холодной высадки
Как упоминалось выше, холодная штамповка выполняется с использованием металлической заготовки, сформированной при высоком давлении и высокой скорости с использованием штампа.В холодной штамповке используются как гидравлические, так и механические вертикальные прессы. Плашки пробивают заготовку или пулю заданного объема в фасонный компонент точно такого же объема пули. Поэтому после завершения процесса не остается отходов. Благодаря отсутствию отходов холодная штамповка является одним из самых экономичных и точных методов ковки.
Холодная высадка — это похожий процесс, но зависит от объема. В нем используются горизонтальные прессы, в которых используется металлическая проволока для формовки сложных деталей с высокой скоростью.Машины, называемые холодновысадочными или формовочными машинами, играют роль в процессе холодной высадки, аналогичную холодной штамповке. Однако, в отличие от холодной высадки, холодная штамповка может создавать чрезвычайно сложные компоненты.
В STS Intelli мы сочетаем традиционные методы холодной штамповки, которые включают манипуляции с металлом при низких температурах с помощью гидравлических и механических методов, с современным программным обеспечением для проектирования, проектирования и моделирования. Эти элементы позволили нам разработать процесс холодной штамповки с использованием инструментов и штампов для получения высококачественной продукции.Мы назначим специального специалиста по холодной штамповке, который будет работать с вами, чтобы предоставить согласованные высококачественные детали в соответствии с вашими уникальными требованиями.
Общие методы холодной штамповки
В зависимости от желаемой формы вашего продукта мы используем разные методы холодной штамповки для достижения разных результатов. Взгляните на несколько наиболее распространенных методов придания металлу формы в процессе.
- Прямая экструзия — Один из наиболее распространенных методов называется ударной экструзией.Как и в случае других форм холодной штамповки, конкретный объем продукта задается размером заготовки. Завершение процесса прямой экструзии включает пробивание металла через отверстие в матрице. Это дает меньшее поперечное сечение, чем у исходной заготовки.
- Обратная экструзия — Подобно методу прямой экструзии, обратная экструзия является еще одним популярным методом формования металла посредством холодной штамповки. Вместо того, чтобы пробивать металл через небольшое отверстие для создания экструзии, металл толкается назад вокруг пробивного механизма вертикального пресса, который можно использовать для создания глухого отверстия или формы чашки.
- Комбинированная экструзия — Для некоторых продуктов инженер может комбинировать методы экструзии одновременно при ковке.
- Осадка — Для создания диаметров, превышающих начальный диаметр заготовки, предпочтительным методом является высадка. При высадке металл выталкивается наружу из матрицы. Фальсификаторы часто используют эту ценную технику для создания сложных компонентов за один цикл. Методы осадки также могут применяться при правке металла в зависимости от желаемого результата.