
Инструмент для холодной ковки ручной: Ручной инструмент для холодной ковки по выгодной цене от компании Невское Оборудование, дилер BlackSmith
Ручные станки для холодной ковки
Производим качественные ручные станки для холодной ковки с доставкой по России
Производство
Станков холодной ковки
Доставляем станки
по всей России и СНГ
Оплата при получении
станков в транспортной
8 800 301 01 93
Звонок по России бесплатный
Контакты
Каталог Станков
Расчет доставки
Документы
Главная
Заказать звонок
Отзывы
Производитель 4Станка
Официальный сайт компании по производству станков для холодной ковки работаем с 2016 года
Смотреть станки
НАПРЯМУЮ
ОТ ПРОИЗВОДИТЕЛЯ
ДОСТАВКА
ПО РОССИИ И СНГ
ОПЛАТА
ПРИ ПОЛУЧЕНИИ
ГАРАНТИЯ
12 МЕС НА СТАНКИ
Разработали и изготавливаем
Без посредников
Отправляем с производтства
Отправляем надежными
транспортными компаниями
Доставка в среднем 1 неделя
В пункте выдачи проверяете станки после оплачиваете комплект, доставку и забираете
Несем ответственность за станки.
Нам легко дозвониться
Всегда на связи
Цены Станков Холодной Ковки
На станках можно изготавливать различные кузнечные элементы
Оборудование предназначено для холодной гибки металла. Гибочные станки, станки для завитков, станки для скручивания и проката изготавливают больше количество элементов художественной ковки. Такие как: Валюта, Улитка, Завиток, Бублик, Корзинка, Кольцо, Запятая, Шишка, Болясины, Розетки, Панели, Различные дуги и тд.
ЗАКАЗЫВАЙТЕ СТАНКИ
НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ
На наших станках мы вырезаем логотип 4С
Он является подтверждением что станки произведены нашей компанией
Действует юридическая гарантия на оборудование
Все станки проходят отдел ОТК перед отправкой
Наши станки всегда можно осмотреть перед оплатой!
Доставка и Оплата
Оплачиваются станки при получении в транспортной компании, перед оплатой станки можно распаковать и осмотреть.
Доставка по всей России и СНГ
Отправим любой удобной для Вас компанией
Рассчитайте доставку сейчас в Ваш город
Условия доставки и варианты оплаты заказов
Комплект станков для холодной ковки отправляем транспортными кампаниями до пункта выдачи или на Ваш адрес
Условия оплаты
ГАРАНТИЯ КАЧЕСТВА ОБОРУДОВАНИЯ
Наша компания гарантирует высокий уровень качества нашего оборудования, в точном соответствии от заявленных характеристик. Несем ответственность за качество металла используемого в нашем оборудовании.
Несем ответственность за качество металла используемого в нашем оборудовании.
Гарантийный срок исчисляется со дня приема оборудования в транспортной компании и действует сроком 1 год.
Применяйте узоры ковки в изделиях
Используйте элементы холодной ковки что бы украсить такие изделия как:
Ворота, Заборы
Решетки на окна
Лестницы, Перила
Лавки, Скамейки
Навесы, Козырьки
Полстолья, Стулья
Полки, Подставки для цветов
Мебель для дачи
Вешалки, Обувницы
Мангалы, Дровницы
Оградки, Столики
Беседки, Качели
Мостики, Ограждения
Фигурные изделия
ИДЕИ ИЗДЕЛИЙ
РУЧНОЙ ХОЛОДНОЙ КОВКИ
Собрали для Вас идеи различных изделий, которые сможете осуществить с нашим оборудованием. Украсить ворота, забор, мангал, лавочки, изготовить оконные решетки, подставки с нашими станками легко и просто.
СМОТРЕТЬ ИДЕИ
БЕСПЛАТНО
*Все фотографии принадлежат правообладателям
Каталог откроется в браузере
Все отзывы от реальных покупателей, размещены на популярных сайтах отзывов (avito.ru/otzovik.com/и других)
Новости 4Станка
Часто задаваемые вопросы
Ручной инструмент для холодной ковки металла
Прошло много времени с тех пор, как человек освоил искусство обработки металла. Даже сейчас, когда каждое ремесло разбавлено высокими технологиями, никто не сможет оспорить процесс, который называется холодной ковкой.
Ручной инструмент, используемый при работе, может помочь мастеру получить прекрасные узоры и фигуры. И в умелых руках металл обретет любую форму. И недаром ковку считают искусством, ведь столько прекрасных металлических украшений было сделано посредством холодной и художественной ковки.
Но если раньше единственный способ исправить металл был напрямую связан с огнем, а профессий кузнеца владели лишь единицы, то в наше время любой целеустремленный человек сможет испытать свои силы в этой смеси искусства и ремесла. Главное – это приобрести оборудование для холодной и художественной ковки. Некоторые инструменты можно изготовить своими руками.
Главное – это приобрести оборудование для холодной и художественной ковки. Некоторые инструменты можно изготовить своими руками.
Наковальня
Оборудование, которое должно быть всегда, для холодной и художественной ковки — это конечно же наковальня и молот. И если приобрести или сделать самодельный молот – это не проблема, то установить наковальню весьма затруднительно. Подразделяют наковальни на двурогие, однорогие и безрогие. Самым оптимальным вариантом является двурогая.
Нижняя часть наковальни называется основанием, а верхняя поверхность – лицом. Верхняя часть должна быть закалена и отшлифована, в противном случае могут появиться вмятины и трещины. Также на холодной заготовке могут остаться следы, которые может оставить ручной молот или другой самодельный инструмент. Заостренную часть наковальни применяют для разгонки коле или для гибочной работы, противоположная часть (называет также хвостом) служит для гибки под углом девяносто градусов.
Есть несколько способов установки наковальни. Традиционным способом считается установка на деревянной колоде. Сделать это можно и своими руками. Для этого используют самодельные заготовки с диаметров 500 миллиметров таких пород дерева, как береза или дуб. Высота такого стула вместе с наковальней будет около 80 сантиметров.
То есть лицо наковальни будет находиться на уровне руки мастера. И если нет возможности купить цельную колоду, то самодельный стул можно изготовить из отдельных брусков своими руками, скрепленных стальными обручами. Для этой работы понадобится набор, куда входят простейшие инструменты, такие как молот.
Самодельный станок для холодной ковки
Но не только молот, наковальня и другой самодельный или ручной инструмент понадобится для холодной или художественной ковки из металла. Также в этом ремесле важны самодельные станки, которые могут стать быть сделаны в домашних условиях. Такое оборудование может быть заточено на одну операцию или универсальным. Также важно иметь хороший набор инструментов для холодной ковки, куда обычно входят щипцы, молот и прочее.
Также важно иметь хороший набор инструментов для холодной ковки, куда обычно входят щипцы, молот и прочее.
В вопросе выбора привода для подобной установки нужно грамотно учесть толщину обрабатываемого проката. Прут лучше изгибать вручную стоит только при маленькой толщине. И закрываю глаза на то, что на рынке есть простые ручные станки для холодной и художественной ковки, большинство из них не выдержат серьезных нагрузок и считаются лишь игрушечными вариантами реальных станков, на которых люди зарабатывают.
Но если взглянуть с другого угла, то профессиональное оборудование обойдется гораздо дороже, и организация небольшого ЧП по ковке из металла будет весьма затратной. Поэтом многие опытные кузнецы решили, что изготовить ручной станок для ковки металла будет значительно выгоднее, чем покупать дорогое оборудование и приспособления.
Обычно принцип формирования узоров из металла путем художественной ковки сводится к скручиванию. Эти узоры получаются из круглого или квадратного прута. Делится эта операция на два вида: навивка круглой спирали вокруг центра или скручивание, которое происходит на продольной оси. Также допускается возможность получения матричного отпечатка, которую можно получить при помощи пресса из металла.
Эти узоры получаются из круглого или квадратного прута. Делится эта операция на два вида: навивка круглой спирали вокруг центра или скручивание, которое происходит на продольной оси. Также допускается возможность получения матричного отпечатка, которую можно получить при помощи пресса из металла.
Самодельные детали и инструмент для изготовления изделий из металла, полученные подобным способом, используют для композиции, которая будет основой для будущего изделия. Используя метод холодной и художественной ковки, кузнецы добиваются повышения экономической выгоды, а также большего геометрического совпадения.
Одна из самых распространенных форм изгиба изделий из металла – это завитки. Для их формирования ручной станок и инструмент холодной ковки обязан обеспечивать контролируемую и плавную навертку прута на спираль. Лучшим вариантом будет вращение меньше 10 оборотов в минуту. Если скорость будет больше этого предела, то момент, когда нужно остановить навивку, будет весьма затруднительно.
Достигнуть понижения оборот можно при помощи ременной передачи или используя редукторы. Большая часть редукторов получили ограничения по количеству оборотов, которые они могут совершить (предел – 1500 оборотов в минуту). Поэтому если в станке установлен двигатель с высоким пределом оборотов, то можно провести ступенчатое понижение в плане скорости.
Чтобы получить понижение, необходимо добавить ременную передачу перед редуктором. Такая мера предосторожности поможет сохранить кинематическую систему в исправном состоянии и защитит ее от перегруза. Многие умельцы, которые собирали самодельные станки и оборудование, использовать в основном цепную передачу использую стандартный набор, но если судить по отзывам, то для получения плавного пуска лучше использовать такие приспособления, как шкивы.
Стоит помнить, что самодельные станки, ручной инструмент и приспособления не имеют стандартов по мощности электроприводов. И сборка обычно проводится из того, что кузнец находит под рукой. Но для получения хорошего усилия и возможности изгибании толстого металла вам понадобится достаточно мощный движок.
Но для получения хорошего усилия и возможности изгибании толстого металла вам понадобится достаточно мощный движок.
Итог
Залогом хорошей ковки является набор, где находятся все необходимые приспособления, крепкий кузнечный молот. А самодельное оборудование, как этот станок, только поможет начинающему мастеру познать основы и помочь в малом бизнесе.
Похожие статьи
- Холодная ковка станки своими руками — отличная идея для бизнеса
- Чертежи оборудования для холодной ковки: как сделать такое оборудование
- Инструменты для проведения холодной ковки
- Художественная ковка стали как реализация Вашего творческого потенциала
Понимание процесса и его преимуществ
Введение Холодная штамповка — это процесс ударной штамповки, при котором кусок сырья пластически деформируется под действием высокой силы сжатия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.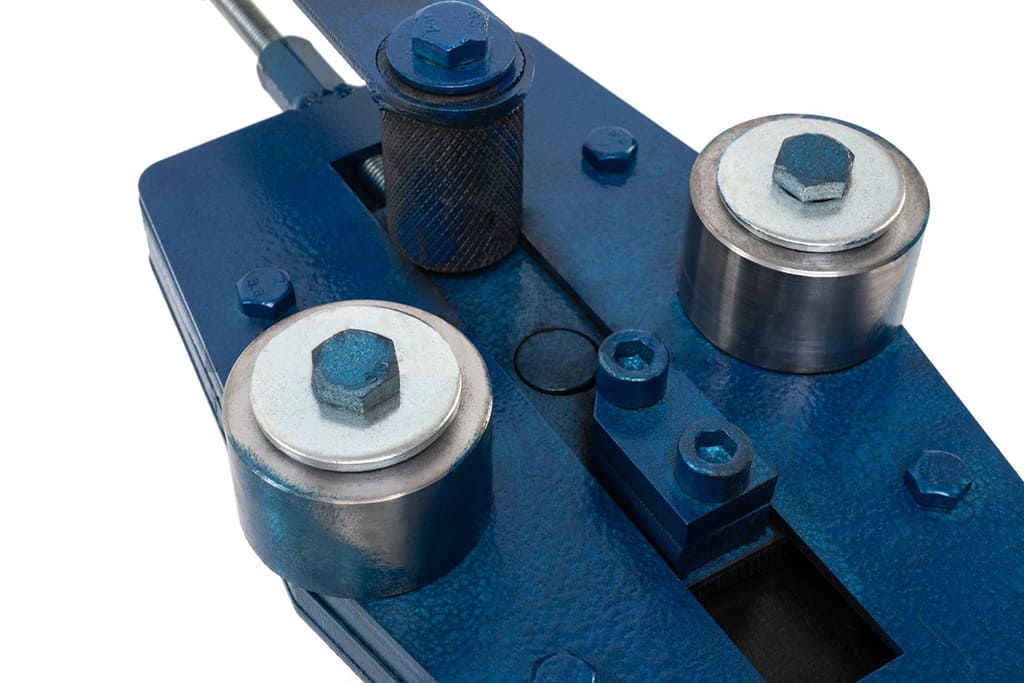
Некоторые основные методы включают выдавливание (вперед, назад, вперед и назад), чеканку, осадку и обжимку. Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований применения.
По сути, холодная ковка представляет собой процесс смещения, который придает существующему материалу желаемую форму; сравните это с обычной механической обработкой, при которой материал удаляется для создания желаемой формы. Как видно из следующих разделов, это различие дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются 2 типа штампов:
- Открытая ковка: Материал может выходить после заполнения полости.
- Преимущество: меньшие напряжения и нагрузки
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая ковка: Объем полости штампа точно такой же, как и объем материала, чтобы получить на выходе чистую форму или форму, близкую к чистой.

- Преимущество: устраняет необходимость последующей обработки
- Недостаток: более высокие нагрузки и нагрузки; матрица может быть серьезно повреждена, если материал превышает
Основной причиной, по которой многие компании переходят на использование холодной штамповки, является потребность в повышении производительности производственной линии. Во многих случаях традиционные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции по удалению материала и чистовой обработке детали (например, вертикальное, горизонтальное, объемное удаление, подкрашивание деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал до желаемой формы.
В зависимости от параметров конкретной детали экономия времени на единицу может значительно повысить производительность. Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Например, некоторые детали, на обработку которых уходит от 3 до 5 минут, могут достигать производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штампы и оснастку для холодной штамповки. Таким образом, многие компании решили использовать другие методы только для прототипирования или на ранних этапах производства, при этом переход на холодную ковку запланирован в преддверии наращивания объемов производства.
Экономия материалов и снижение затратЕще одним ключевым преимуществом холодной штамповки является устранение отходов материала. Вместо того, чтобы удалять значительное количество сырья, в процессе холодной ковки сырье используется полностью.
Входные данные для его технологического процесса представляют собой заготовки материала, которые вырезаются из исходного сыпучего материала (рулоны, балки, листы и т. д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором стоимости является количество отходов, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
д.). Каждая заготовка представляет собой точное количество материала, необходимого для конечной детали, поэтому потери или потери материала отсутствуют. Этот безотходный процесс может обеспечить значительные преимущества при крупносерийном производстве, где ключевым фактором стоимости является количество отходов, и/или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Очень важным фактором, который компании учитывают при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали. Ковка дает гораздо более прочные детали, чем ее аналоги, изготовленные литьем, сваркой, процессами порошковой металлургии или механической обработкой необработанного прутка / листового металла.
Высокие усилия сжатия при холодной ковке фактически смещают и перестраивают зерна основного материала, чтобы свести к минимуму любые присущие ему слабости. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с зерном, лежащим в основе сырья.
Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующих волокон основного материала, например, длинные выступы, пересекающие волокна, или узкие места, которые могут сломаться под нагрузкой. Процесс холодной ковки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с зерном, лежащим в основе сырья.
Холодная ковка также может иметь явные преимущества по сравнению с механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими производственными процессами, поскольку выход обычно не требует этапов последующей обработки для достижения презентабельного внешнего вида и /или требуемая гладкость поверхности.
В зависимости от конкретных требований конечного применения некоторые детали могут нуждаться в очистке для удаления заусенцев, канавок, бороздок или других дефектов процесса обработки. Это не проблема с готовыми деталями, изготовленными методом холодной штамповки.
Хотя холодная ковка может не подходить для каждого применения, она может дать очень значительные преимущества в соответствующих ситуациях. Учитывая, что для этого требуется специальное оборудование, а также инвестиции в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с учетом общих объемов производства, затрат на материалы, требований к прочности деталей и прогнозов окупаемости инвестиций (ROI).
В некоторых случаях, когда прочность, форма и гладкость поверхности имеют решающее значение, холодная ковка является единственным процессом, позволяющим эффективно производить детали, соответствующие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные шестерни, разработаны специально для процесса холодной ковки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что единовременные затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов. Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений, который обладает ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком диапазоне конечных применений, который обладает ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Размер заготовки должен точно контролироваться, если применяется закрытая ковка. Избыточному материалу некуда деваться в закрытую полость штампа при прессовании; это может вызвать чрезмерно высокое напряжение внутри штампа, что может привести к серьезному повреждению инструмента. С другой стороны, если используется открытая ковка, дополнительный материал, как правило, не вызывает такого повреждения, как упомянуто выше, поскольку в процессе обычно предусмотрены пути отвода материала.
Склеивание Склеивание — это процесс погружения, при котором поверхности заготовки покрываются фосфатом и мылом для облегчения потока материала через пуансоны или штампы в процессе ковки. Это помогает уменьшить трение, усилие и напряжение, а также улучшает качество поверхности.
Отжиг — это процесс, который размягчает материал и снижает напряжение течения для облегчения текучести материала. Промежуточный отжиг, применяемый между этапами ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала нецелесообразна или невозможна.
СмазкаПри холодной ковке использование высоковязкого масла имеет решающее значение для уменьшения контакта оголенного металла с металлом. Однако для рассеивания выделяемого тепла обычно также необходимо добавить нужное количество жидкого масла.
РезюмеПонимание компромиссов при холодной ковке и выбор партнера с большим опытом в области холодной ковки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и инженерам-технологам ценную альтернативу традиционным процессам механической обработки или литья.
Ключ к успеху заключается в том, чтобы начать оценку на ранней стадии процесса проектирования и учитывать общий объем производства и требования к наращиванию производства, чтобы можно было использовать холодную ковку для достижения оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластмасс под давлением , сварка и литье металлов под давлением, холодная ковка создает изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала. Этот процесс также высокопроизводителен и оптимален для финишной обработки поверхности.
О нас
Interplex — ведущий поставщик мультитехнологичных решений, которому доверяют ведущие компании во многих отраслях. Вот уже 60 лет мы играем важную роль в предоставлении индивидуальных решений высочайшего качества для решения самых сложных проблем наших уважаемых клиентов.
В условиях жесткой глобальной конкуренции наша технология выделяет нас и укрепляет наши лидирующие позиции. Наша способность проектировать, разрабатывать и производить критически важные продукты и решения, адаптированные к конкретным конечным приложениям, проистекает из нашей давней приверженности технологиям и инновациям.
Свяжитесь с нами по любому запросу о продуктах/услугах или отправьте запрос цен .
Узнайте больше об Interplex и нашем опыте в области точного машиностроения здесь .
| АССАБ 88 | ASSAB 88 — это высоколегированная инструментальная сталь с очень широким профилем свойств. Это также очень хорошая сталь для всех типов обработки поверхности. Эта комбинация означает, что ASSAB 88 является чрезвычайно универсальной обычной инструментальной сталью для инструмента для холодной обработки средней производительности. | |
| АССАБ М2 | ASSAB M2 особенно подходит для режущих инструментов, таких как метчики, спиральные сверла, развертки, протяжные инструменты, пилы по металлу, фрезерные инструменты всех типов. ASSAB M2 также подходит в качестве стали для холодной обработки для таких применений, как пресс-формы для штамповки, формовки и тиснения. Его сочетание отличной износостойкости и ударной вязкости лучше, чем у других высоколегированных сталей для холодной обработки. | |
| ASSAB БДМ 23 SuperClean | ASSAB PM 23 SuperClean — это порошковая быстрорежущая сталь с превосходной износостойкостью и ударной вязкостью. ASSAB PM 23 SuperClean идеально подходит для холодных работ в больших объемах, например, для вырубки более твердых материалов, например. углеродистая сталь или холоднокатаная полосовая сталь. Он также подходит для формирования более тонких рабочих материалов. На рынках, обслуживаемых Uddeholm, ASSAB PM 23 SuperClean продвигается как Vanadis 23 SuperClean. углеродистая сталь или холоднокатаная полосовая сталь. Он также подходит для формирования более тонких рабочих материалов. На рынках, обслуживаемых Uddeholm, ASSAB PM 23 SuperClean продвигается как Vanadis 23 SuperClean. | |
| ASSAB PM30 SuperClean | ASSAB PM 30 SuperClean — это порошковая быстрорежущая сталь, предназначенная для режущих инструментов и других операций холодной обработки. Обладает отличной износостойкостью и прочностью. Процесс ПМ обеспечивает хорошую обрабатываемость и шлифуемость, а также хорошую стабильность размеров во время термообработки. На рынках, обслуживаемых Uddeholm, ASSAB PM 30 SuperClean продвигается как Vanadis 30 SuperClean. | |
| ASSAB PM60 SuperClean | ASSAB PM 60 SuperClean — это порошковая быстрорежущая сталь, подходящая для режущих инструментов и других операций холодной обработки.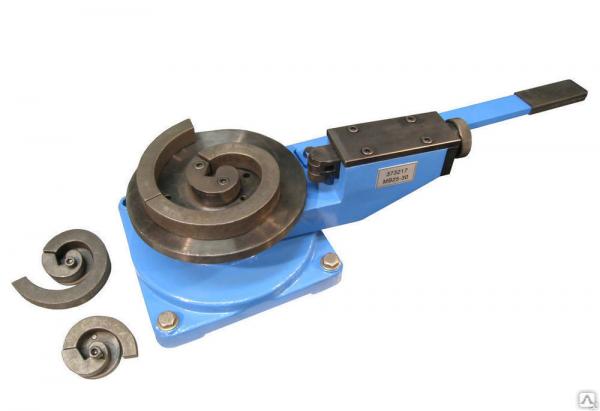 Это сталь премиум-класса с чрезвычайной износостойкостью и высокой твердостью в горячем состоянии. На рынках, обслуживаемых Uddeholm, ASSAB PM 60 SuperClean продвигается как Vanadis 60 SuperClean. Это сталь премиум-класса с чрезвычайной износостойкостью и высокой твердостью в горячем состоянии. На рынках, обслуживаемых Uddeholm, ASSAB PM 60 SuperClean продвигается как Vanadis 60 SuperClean. | |
| Таблица характеристик инструментальной стали ASSAB | Список продуктов АССАБ | |
| АССАБ XW-10 | ASSAB XW-10 — среднелегированная инструментальная сталь с хорошей стойкостью к абразивному и адгезионному износу, а также хорошей стойкостью к растрескиванию. Эта комбинация делает ASSAB XW-10 универсальной инструментальной сталью для холодных операций средней продолжительности. На рынках, обслуживаемых Uddeholm, ASSAB XW-10 продвигается как Rigor. | |
| АССАБ XW-42 | ASSAB XW-42 — это высокоуглеродистая инструментальная сталь, содержащая 12% хрома. Обладает высокой износостойкостью и прочностью. Этот тип стали (AISI D2, стандарт DIN 1.2379, JIS SKD 11) является наиболее распространенным во всем мире сталью для холодной обработки. На рынках, обслуживаемых Uddeholm, ASSAB XW-42 продвигается как Sverker 21. Обладает высокой износостойкостью и прочностью. Этот тип стали (AISI D2, стандарт DIN 1.2379, JIS SKD 11) является наиболее распространенным во всем мире сталью для холодной обработки. На рынках, обслуживаемых Uddeholm, ASSAB XW-42 продвигается как Sverker 21. | |
| Калди | Caldie — это среднелегированная инструментальная сталь, подходящая для мелкосерийного и среднесерийного инструмента, где требуется сочетание очень высокой стойкости к сколам и прочности на сжатие. Профиль свойств делает Caldie прочной инструментальной сталью для холодной обработки, предназначенной для вырубки и штамповки в тяжелых условиях из AHSS (усовершенствованной высокопрочной стали). | |
| Калмакс | Calmax обладает высокой прочностью, хорошей износостойкостью и хорошей полируемостью. Это подходящий инструмент для применения в пластиковых формах. Тот же химический состав, что и у Carmo, но поставляется в состоянии мягкого отжига. Это подходящий инструмент для применения в пластиковых формах. Тот же химический состав, что и у Carmo, но поставляется в состоянии мягкого отжига. | |
| Юнимакс | Unimax представляет собой высокотвердую инструментальную сталь электрошлакового переплава, которая обеспечивает высокую износостойкость даже в течение длительного времени при повышенных температурах. Этот продукт подходит для покрытия и азотирования. Unimax очень хорошо работает при точной ковке, горячей штамповке и формовании армированных пластиков. | |
| Vanadis 4 Extra SuperClean | Vanadis 4 Extra SuperClean — это порошковая инструментальная сталь для долговременной обработки. На сегодняшний день это самая универсальная инструментальная сталь для ПМ, сочетающая в себе высокую износостойкость с очень хорошей пластичностью и стойкостью к выкрашиванию кромок.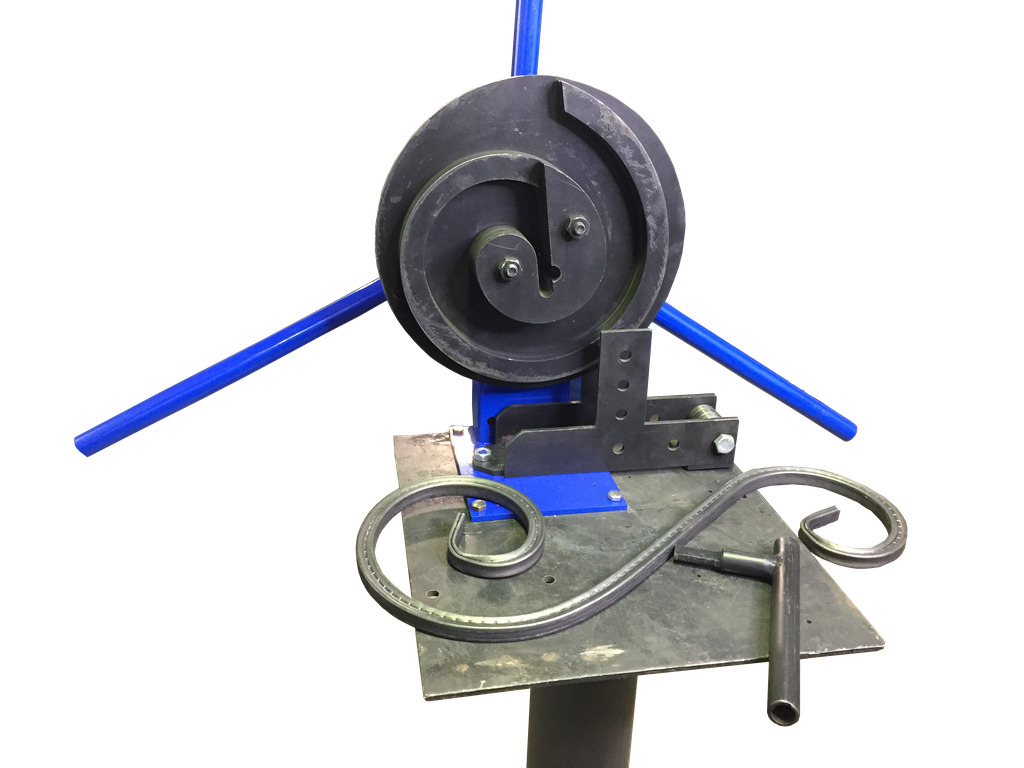 | |
| Ванадис 8 СуперКлин | Vanadis 8 SuperClean — это порошковая инструментальная сталь с высокой износостойкостью по сравнению со всеми марками инструментальной стали PM, что делает Vanadis 8 SuperClean подходящей для больших объемов производства абразивных материалов. Процесс PM обеспечивает лучшую стойкость к выкрашиванию, чем традиционная износостойкая инструментальная сталь. | |
| Ванкрон СуперКлин | Vancron SuperClean — самая инновационная инструментальная сталь для ПМ, представленная сегодня на рынке.
|

 выше), за исключением того, что здесь они используются для изготовления столовых приборов и подобных предметов на плоском материале с четко выраженным отпечатком на лицевой стороне штампа. Производство посуды – столовых приборов – обычно производится в штампах с одной станцией.
выше), за исключением того, что здесь они используются для изготовления столовых приборов и подобных предметов на плоском материале с четко выраженным отпечатком на лицевой стороне штампа. Производство посуды – столовых приборов – обычно производится в штампах с одной станцией.