
Как правильно сваркой работать: Как правильно варить электродной сваркой (сварочным инвертором) — статья интернет-магазина инструментов «Sea Tools»
Как правильно работать сваркой правильный шов
Главная » Статьи » Как правильно работать сваркой правильный шов
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы — DRIVE2
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Спасибо, что прочитали статью до конца 👍Удачи на дорогах 😉
www.drive2.ru
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы. — DRIVE2
🔎 Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Внутри нее происходит смешивание металла основания и электрода
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой.
По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
✔ Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
✔ Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
✔ Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
✔ Тщательно очищаем деталь.
✔ Если торцы трубы деформированы, обрезаем или выправляем их.
✔ Очищаем кромки.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин.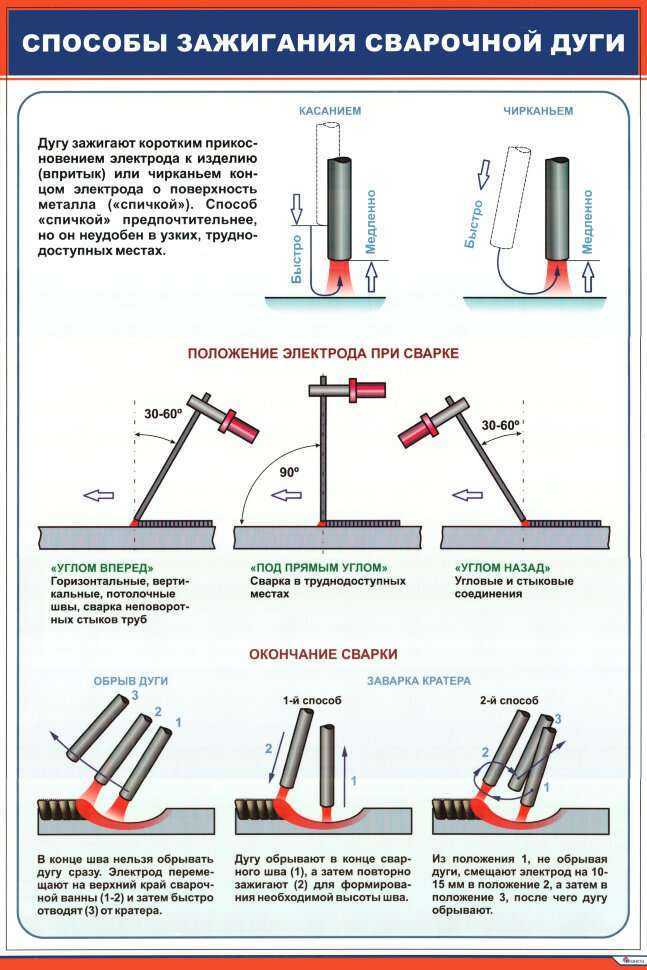 Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм.Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
www.drive2.ru
Как правильно варить металл электросваркой, видео
Варим электросваркой – выполнение работ
Самым надежным способом при соединении металла, является сварка. Без нее применения не обходятся на предприятиях и в быту. Многие сталкивались с тем, что в случае необходимости, выполнить сварочные работы, приходится привлекать обученных людей. И многие не знают, что процесс сварки, совсем несложен, и осилить его сможет каждый. Как правильно варить электрической сваркой, описано в этой небольшой публикации.
Подготовительный этап
Сначала надо приобрести инструменты и материалы. В первую очередь нужен аппарат для сварки. Покупая электроды, надо знать, что их толщина зависит от металлического листа. Также обязательным условием является средства индивидуальной защиты: специальная одежда, защитная маска для лица. Также необходим трансформатор, для преобразования электрического тока.
Также обязательным условием является средства индивидуальной защиты: специальная одежда, защитная маска для лица. Также необходим трансформатор, для преобразования электрического тока.
Технология сварочного процесса
Процесс происходит при высокой температуре, вследствие образования дуги. Верхний слой металлической поверхности плавится, также плавится электрод, образовывая углубление с жидким металлом. Размер углубления регулируется режимом работы сварочного аппарата, скорости движения электрода. Как правило, ее размеры составляют от 5 до 15 мм.
Поверхность электрода состоит из материала, который не позволяет воздуху проникать в углубление и взаимодействовать с кислородом. Также, сверху на шве образуются слой шлака, препятствующий проникновению кислорода. По мере продвижения, происходит застывание и образуется кромка, которая надежно скрепляет две детали. После остывания слой шлака необходимо убрать при помощи специального инструмента.
Азы электродуговой сварки
Процесс обучения сварочному делу должен происходить в присутствии специалиста, который во время укажет на возможные ошибки и поможет советом. Сначала необходимо закрепить элемент, который будет, подвергнут свариванию, предусмотреть емкость с водой. Также не рекомендуется проводить сварку на деревянной поверхности.
Сначала необходимо закрепить элемент, который будет, подвергнут свариванию, предусмотреть емкость с водой. Также не рекомендуется проводить сварку на деревянной поверхности.
На сварочном аппарате необходимо проверить исправность заземления и правильно выставить значение мощности, подаваемого тока, которое зависит от вида электрода. Зажечь дугу можно, слегка постукав по поверхности детали. При появлении искр, электрод удерживаем под углом, не поднимая его выше 0,5 см. Это расстояние должно быть неизменным на протяжении всего процесса сваривания, при этом сам электрод будет плавиться. Перемещать электрод по поверхности следует медленно, без резких движений.
Освоив процесс зажигания дуги, можно приступить к следующему этапу. Зажигается дуга и, выполняя медленные движения, выполняется последовательное перемещение электрода, металл начинает плавиться, образовывая сварочный шов. Как правило, он имеет волнообразный вид. При полном выгорании электрода, его необходимо заменить, остановив работу.
Как правильно варить электросваркой, вы теперь немного представляете себе. Давайте разберем работу дальше. После этого вновь зажигается дуга, электрод направляется не в конец шва, на расстояние приблизительно 1 см. до края. Это необходимо, чтобы образовалась смесь металла старого и нового электрода, после этого процесс сваривания продолжается.
Особое внимание необходимо уделить на правильное движение электрода по поверхности металла. Эти движения могут быть: продольные, поперечные, поступательные. Остановимся на них более подробно.
Поступательное движение электрода предполагает медленное движение вдоль оси. При этом обеспечивается стабильность длины самой дуги, обеспечивая равномерное сваривание.
Продольное движение электрода образует тонкий шов, который зависит от скорости перемещения электрода. Как правило, такой шов дополнительно скрепляется поперечным швом.
Поперечный шов обеспечивает практически любую ширину сварочного шва и зависит от конкретных условий.
Опытные сварщики применяют все вышеперечисленные методы. Главное условие, чтобы края свариваемых деталей прочно закрепились в процессе работы. Эти швы могут накладываться друг на друга, образовывая довольно прочный, без трещин, сварочный шов, и как часто бывает, у каждого человека, в процессе работы вырабатывается свой индивидуальный почерк.
Особенности сваривания трубопровода
Сварка позволяет выполнять любые швы на трубах: как поперечные (вокруг трубы), так и вертикальные, в любом местонахождении. При необходимости соединить в единое целое две трубы, шов производится встык, с тщательным привариванием кромок по окружности. При выполнении такой работы необходим достаточный опыт, для того, чтобы внутри трубы шов имел минимальную толщину.
Как правильно варить – знает спец. со стажем. Именно они и написали эту интересную статью. Для достижения этого необходимо правильно выбрать угол наклона электрода, а сам шов не должен превышать по ширине 8 мм.
Пред началом работы трубы тщательно зачищают, и выравнивают кромки. Также их необходимо очистить от возможной ржавчины до металла. При работе необходимо не прерывать процесс сварки. Если необходимо сделать шов на повороте трубы, то шов выполняется в два слоя. Количество необходимых сварочных швов зависит от толщины стенок трубы и если она превышает 12 мм., то сварка проводится в три слоя. Обязательно необходимо знать, что последующий шов, накладывается на предыдущий, только после зачистки от образовавшего шлака.
Основным, с точки зрения прочности, является первый шов, именно он должен прочно соединить кромки двух труб, во избежание возможных протечек. Последующий слой накладывается со смещением на 10-30 мм. А последний шов должен плавно перейти на основную часть металла.
Процесс сваривания довольно кропотливый, требующий внимания и навыков. Однако, соблюдая все рекомендации и постоянно оттачивая мастерство, можно в совершенстве овладеть этой техникой.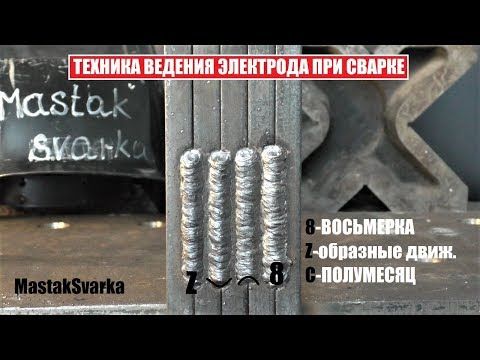
Похожие статьи
aquarem.ru
Как правильно варить аргонодуговой сваркой: как работает, научиться
- АО Поликор
- Блог
- Как правильно варить аргонодуговой сваркой: как работает, научиться
Аргонодуговая сварка дает аккуратные и ровные швы, прочно соединяя металл.
Сегодня аргонодуговая сварка считается одной из самых востребованных, ее используют для ремонта кузова автомобилей, изготовления инструментов, емкостей, для сварки ворот, ограждений, козырьков и других изделий. Такие швы не нуждаются в дополнительной обработке, получаются ровными, крепкими и не подвергаются коррозии. Хорошо научиться варить просто, для этого необходимо следовать инструкциям.
Особенности работы аргонодуговой сварки
Такая сварка напоминает газовую резку металла кислородом, поскольку в сварочную зону непрерывно подается аргон.
Преимущества аргонодуговой сварки:
- аргон является плазмообразующим веществом, идеально подходит для сваривания металла;
- газ невзрывоопасный, что обеспечивает безопасность во время работ;
- при сварке обеспечивается надежная изоляция для предотвращения окисления атмосферным кислородом;
- сваривание аргоном – удобным способ, научиться работать с горелкой довольно просто.
Для сваривания металла используют два вида электродов – плавящиеся и неплавящиеся. Последние являются более тугоплавкими и стойкими, их изготавливают из вольфрама.
Методика работы аргонодуговой сваркой
Работать с аргонодуговой сваркой можно только в закрытых помещениях, эксплуатация на открытых площадках в ветряную погоду без дополнительного оборудования запрещается. Сварщик должен использовать средства индивидуальной защиты, включая маску и перчатки.
Сварщик должен использовать средства индивидуальной защиты, включая маску и перчатки.
Для начала необходимо правильно настроить аппарат, выбрав силу тока. Она зависит от толщины металла и диаметра электрода. Поможет задать правильный режим информация из таблицы:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
Выбрав оптимальные настройки, приступаем к работам. Для правильной сварки соблюдайте следующие правила:
- для поверхностного провара старайтесь создавать длинную сварочную дугу – шов получится широким, но неглубоким;
- более тщательный провар даст короткая дуга, вы получите узкий шов – горелку необходимо вести продольно;
- подавайте присадочную проволоку плавно и размеренно, без резких движений – это обеспечит ровный и аккуратный шов без брака;
- не начинайте работать резко, так кислород попадет в сварочную зону – рекомендуется сначала включит горелку и через 15-20 секунд подавать проволоку к электроду.

Это основные правила, которых нужно придерживаться. Для получения качественных швов нужен небольшой опыт, начальные навыки можно получить после выполнения нескольких манипуляций. Используйте только качественные комплектующие и материалы, соблюдение таких рекомендаций гарантирует оптимальный результат. Если делать все правильно, вы получите аккуратные, ровные и крепкие швы.
Как выбрать комплектующие для аргонодуговой сварки?
Сегодня все чаще выбирают аргоновую сварку, которая по сравнению с электрической обеспечивает лучший результат. С помощью горелки с инертным газом можно легко варить алюминий, нержавейку, вольфрамовые заготовки и другие сплавы из металлов, швы у деталей получаются более
ровными вне зависимости от опыта сварщика. В отличие от электродов, у полученного соединения меньше брака, исключаются основные ошибки при работе в виде непроваров. Дуга надежно защищена газом, из-за чего образуется меньше шлака. Такая технология все чаще применяется на производствах, что позволяет получить лучшее качество у деталей.
При выборе комплектующих для оборудования необходимо руководствоваться следующими правилами:
- Покупать только запчасти для конкретной модели оборудования – они должны быть совместимы по характеристикам и подходить по размерам. Запрещается использовать детали от других аппаратов, это может негативно сказаться на процессе сваривания.
- Необходимо выбирать сопла и другие комплектующие исключительно из огнеупорной керамики. Такие материалы подходят для данного рабочего процесса, при их применении прогрев поверхности будет оптимальным.
- Лучше выбрать проверенного производителя комплектующих, как завод АО «Поликор». Производитель изготавливает качественную продукцию для любого оборудования, включая запчасти к аппаратам для сваривания аргонодуговым способом. Они строго отвечают требованиям ГОСТ, их выбирают для профессиональной эксплуатации.
Это основные правила для выбора комплектующих, соблюдайте эти рекомендации перед покупкой. Наш завод занимается профессиональным изготовлением современных огнеупоров, включая сопла и другие детали для аргонодуговой сварки.
Цены на комплектующие к аппаратам для аргонодуговой сварки
Стоимость комплектующих зависит от модели оборудования, для которого требуется их производство. На цену влияет и конкретный вид детали, которую нужно изготовить, а также партия про можно уточнить у менеджера, обсудив с ним детали сделки. Сотрудник ответит на все вопросы и постарается помочь с выбором.
Контакты для связи со специалистом представлены на сайте – телефон, электронная почта и форма онлайн консультанта. Вы можете узнать цены быстро, связавшись с нами удобным способом.
Поделиться:
Возможно вам будет интересно
Как делают огнеупорное стекло?
Классификация кварцевых огнеупоров
Керамическое волокно: области применения и свойства огнеупорного материала
Огнеупорные связующие: разнообразие видов и описание
Как согнуть листовой асбест вокруг трубы?
Что можно производить из глины?
Чем заменить буру при плавке золота и серебра?
В чём заключается подготовка металла к плавке?
Производство и применение вспученного вермикулита в строительстве
Вреден или нет асбокартон для здоровья: характеристики теплопроводности
Совелитовые плиты для обмуровки котлов: технология производства и характеристики
Как вести шов в аргонодуговой сварке?
Как выбрать аппарат аргонодуговой сварки?
Как выбрать вольфрамовые электроды для аргонодуговой сварки?
Как сделать огнеупорный цемент из золы?
Советы и методы сварки стержнем / SMAW
Дуговая сварка в среде защитного металла (SMAW) требует настройки, а затем сварки.
Обычно коэффициент оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет приблизительно 25 %. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая техника сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения при сварке также определяет скорость сварки.
Плоские сварные швы требуют наименьших навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Наклонная, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва.
Настройка работы SMAW
Перед началом работы убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистить заготовку
- Закрепите деталь рядом со сварным швом
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электрода.
- Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16″ до 3/32″ составляет 1/16″ (1,6 мм). Длина дуги для электродов 1/8″ и 5/32″ составляет 1/8″ (3 мм).
- Подготовьте отбойный молоток, чтобы удалить шлак и перед выполнением второго прохода сварного шва.
Примеры сварки электродом
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие/нижние уровни силы тока, чем рекомендуется, и плохое проплавление.Операция
Зажигание дуги
Техника старта с нуля:
Чтобы зажечь электрическую дугу при запуске операции SMAW, электрод приводится в контакт с заготовкой, перетаскивается, как зажигание спички, а затем слегка оттягивается . Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он должен освободиться.
Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он должен освободиться.
Техника постукивания:
Переместите электрод прямо к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она была поднята слишком высоко над заготовкой.
Работа с электрододержателем
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода с электрода в сварочную ванну.
По мере плавления электрода флюсовое покрытие распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его продвижения от электрода к сварочной ванне.
Будучи частью сварочной ванны, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Сварка канавок (встык)
Прихватка
ПрихваткаПрихватка сваривает два куска металла, чтобы удерживать их на месте. Это уменьшит деформацию соединения, вызванную расширением и сжатием металла при его нагревании и охлаждении.
Читайте также : Какова цель прихваточного шва?
Сварные швы с двойной V-образной канавкой, одинарной V-образной канавкой и квадратной канавкой
При выполнении разделочной сварки держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварки.
Однорядный валик — это все, что необходимо для сварного соединения с узкой разделкой кромок. Для сварки с более широкой канавкой лучше использовать плетеный валик или множество стрингерных валиков.
Связанное чтение: Типы сварных швов: стрингер и канавка
Сварной шов с квадратной разделкой
Сварной шов с квадратной разделкой Если толщина материалов составляет 3/16″ (5 мм), их обычно можно сваривать с помощью сварки с квадратной разделкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкойСварные швы с V-образной канавкой
хорошие сварные швы.
V-образная канавка рекомендуется для металла толщиной от 3/16″ до 3/4″ (от 5 до 19мм). Он также используется для любой толщины, когда сварка может производиться только с одной стороны.
Скос можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Сопутствующая сварка электродами Прочтите: Лучшие машины для сварки электродами
Сварка Т-образных соединений
Угловой сварной шов
Электрод (1) должен находиться под углом 45 градусов или меньше при выполнении углового сварного шва. Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10-30 градусов в направлении сварки.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций приварите обе стороны.
При необходимости для прочности добавить второй слой (удалить шлак перед нанесением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой шов
При нанесении однослойного или многослойного прохода Перемещайте электрод круговыми движениямиПри сварке внахлестку электрод следует держать под углом 30 градусов или меньше. При необходимости используйте один или два прохода сварки. Перед вторым проходом удалите весь шлак.
Положения сварки
Каждое положение сварки описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Ознакомьтесь с указаниями производителя, прежде чем приступать к любой операции SMAW.
Горизонтальная
Однопроходная сварка валиком
При выполнении горизонтальной сварки сварщику необходимо учитывать деформацию, вызванную силой тяжести Проблема горизонтальной сварки заключается в искажающем воздействии силы тяжести на сварочную ванну. При необходимости или если это поможет, прихватите подкладочную полосу. Скошенные края также могут быть полезными.
При необходимости или если это поможет, прихватите подкладочную полосу. Скошенные края также могут быть полезными.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь в направлении сварки на 15 градусов.
Материалы со скошенной кромкой для горизонтального сварного шва
Места многопроходных сварных швов
Каждый номер указывает расположение каждого сварочного прохода. Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва.Вертикальное положение сварки
Схема многопроходной вертикальной сварки
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикальной сваркиНаправление сварки может перемещаться сверху вниз или снизу вверх. Легче сваривать в направлении вверх.
При необходимости используйте опорную пластину, приваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника
Помните об искажающем влиянии силы тяжести. Сварите соединение с обеих сторон, чтобы максимизировать прочность. Используйте раскачивающее движение при движении вдоль сварного шва с электродом.Схема сварки внахлестку
Положение для сварки в потолке
Для сварки в потолке дуга должна располагаться немного в стороне от кратера. Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Схема потолочного соединения с канавкой
Потолочное тройниковое соединение
Проверка сварного шва
Схема проверки прочности сварного шва
Проверка сварных швов с использованием молотка в указанном выше направлении. Слабость может быть связана с пористостью (отверстиями в сварном шве), неправильным нагревом или высокой скоростью перемещения. Используйте молоток, чтобы ударить по стыку материала, приваренного к основанию. Сварной шов должен слегка прогибаться и не ломаться.
Поломка может быть вызвана слишком большим количеством отверстий (пористых) в сварном шве или наличием в сварном шве шлака.
Также обратите внимание, видны ли какие-либо скошенные области.
Если это так, это может означать, что присадочный материал не полностью расплавился из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.
Удаление шлака
После затвердевания его необходимо сколоть, чтобы открыть готовый шов.
По мере того, как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшийся отрезок электрода и вставить новый электрод в электрододержатель.
Эта операция в сочетании с удалением шлака сокращает время, затрачиваемое сварщиком на укладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов.
5 шагов для правильной подготовки к сварке
Когда вы готовитесь к сварке, вы хотите удалить загрязнения и покрытия с поверхности, не удаляя лишний поверхностный материал. Weiler Abrasives
Weiler Abrasives
В любом случае правильная подготовка металла к сварке является ключом к получению высококачественных результатов, поддержанию стабильного уровня производительности и минимизации затрат, особенно затрат, связанных с доработками и простоями.
Начиная с максимально чистой поверхности, вы значительно увеличиваете шансы на получение качественного и прочного сварного шва. Вот почему вооружение операторов передовыми методами правильной и эффективной подготовки к сварке важно для оптимизации всей операции сварки.
1. Составьте план
Для надлежащей подготовки к сварке важно иметь план перед началом работы. В противном случае легко полностью погрузиться в проект, который кажется простым, а затем быстро обнаружить множество факторов, которые могут привести к дорогостоящим задержкам, дополнительным шагам или переделкам. Наличие плана также помогает вам сопротивляться желанию срезать путь, когда возникают проблемы.
При разработке стратегии подготовки к сварке рассмотрите следующие вопросы:
• Что требуется для процесса сварки, который я использую? Если вы используете электродуговую сварку в среде защитного газа (SMAW), вы часто можете избавиться от некоторых загрязнений на поверхности материала, но процесс требует дополнительной очистки после сварки и межпроходной очистки. Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) обычно требуют большей подготовки и более чистой поверхности для получения качественных сварных швов, но также требуют меньших усилий для очистки после сварки.
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) обычно требуют большей подготовки и более чистой поверхности для получения качественных сварных швов, но также требуют меньших усилий для очистки после сварки.
• Какой носитель лучше всего подходит для материала, с которым я работаю? Некоторые материалы, такие как горячекатаная сталь, имеют на поверхности тяжелую прокатную окалину, которую необходимо полностью удалить перед сваркой. Более твердые материалы, такие как сплавы INCONEL, упрочняются и требуют высокоэффективных абразивов, таких как керамика, для подготовки к сварке. Мягкие и цветные материалы, такие как алюминий, могут быть более восприимчивы к нагрузке на колесо, что иногда называют засорением. Именно здесь частицы основного материала прилипают к кругу и требуют абразива, предназначенного для предотвращения накопления материала в среде 9.0005
• Каковы требования к окончательной отделке? При выборе абразива важно знать и понимать требования к отделке.
2. Резка, подгонка, снятие фаски
После того, как ваш план составлен, вторым шагом в подготовке металла к сварке часто является резка, подгонка и снятие фаски с основного материала. Уровень заботы и подготовки, которые вы вложили в первоначальный разрез, могут уменьшить объем работы, которая потребуется для последующей очистки.
Для резки можно использовать множество инструментов, в том числе горелку/плазменный резак, ножницы, станки для лазерной/водоструйной резки/ЧПУ и ручные инструменты, такие как отрезные круги. У каждого типа есть плюсы и минусы.
Правильная подготовка металла к сварке является ключом к получению высококачественных результатов, поддержанию стабильного уровня производительности и минимизации затрат.
Максимально чистый, прямой и равномерный первоначальный разрез облегчит получение качественных результатов. Ручная резка с помощью угловой шлифовальной машины недорога, портативна и не требует такой сложной настройки и обслуживания, как большинство других вариантов.
Чистый равномерный зазор между двумя свариваемыми деталями обеспечивает более прочный и равномерный сварной шов с меньшим количеством присадочного металла, что снижает затраты и экономит время.
3. Подготовка, очистка поверхности
После резки материала и снятия фаски пришло время подготовить поверхность для первого прохода сварки. Удаление любой прокатной окалины, химикатов, загрязняющих веществ и покрытий с основного материала помогает обеспечить надлежащее проплавление сварного шва и устранить примеси, пористость и включения. Обязательно тщательно очистите рабочую поверхность в пределах дюйма от стыка с обеих сторон.
При очистке некоторых нержавеющих сталей и других сплавов можно использовать ацетон и проволочную щетку, а не абразивную среду. Ржавчина, резиновые покрытия, порошковое покрытие и краска достаточно легки, чтобы их можно было более эффективно очистить проволочной щеткой.
Если для применения требуется абразивный продукт для очистки поверхности, подумайте, что вы пытаетесь удалить. Для подготовки к сварке начните с менее грубой обработки и увеличивайте агрессивность только по мере необходимости. Для более тяжелых покрытий и прокатной окалины лучшим вариантом обычно является шлифовальный круг или лепестковый диск.
Лепестковые круги обычно используются при подготовке к сварке, потому что ими легко управлять, и вы можете шлифовать, отделывать и смешивать все сразу. Шлифовальный круг более агрессивен и долговечен, что полезно при работе с неровными или неровными швами, такими как факельный шлак. Будьте осторожны, не переусердствуйте со шлифовальным кругом, потому что можно легко удалить слишком много основного материала.
4. Выберите оптимальную зернистость
Распространенное заблуждение состоит в том, что грубый абразив всегда сделает работу быстрее. Хотя верно то, что более грубый и агрессивный абразив удаляет материал быстрее, это не всегда хорошо.
Использование слишком крупного абразива может удалить лишний материал или повредить поверхность. Удаление слишком большого количества материала может вывести готовую деталь за пределы окончательных спецификаций и допусков. Поскольку рисунок царапин более грубый, во время визуального осмотра также может быть труднее увидеть дефекты поверхности и трещины. Хотя вы не сможете удалить материал так же быстро с помощью более мелкого абразива, он часто более производительен, может свести к минимуму количество проходов, необходимых для достижения желаемого результата за меньшее время, и может предотвратить повторную обработку.
Внешний угол шлифовального круга является наиболее агрессивным, поэтому чем круче угол врезания, тем выше вероятность того, что круг удалит больше поверхностного материала, чем требуется, и подрежет или выдолбит заготовку. Меньший угол шлифования помогает максимально контролировать процесс и снизить риск выдалбливания.
Для самых прочных и однородных сварных швов вам нужен одинаковый материал и толщина стенок. Если вы используете слишком агрессивный абразив, он может поцарапать или подрезать поверхность.
Твердый шлифовальный круг обычно удаляет прокатную окалину с минимальными усилиями, но также требует более высокого уровня навыков, чтобы предотвратить удаление слишком большого количества материала. Крупнозернистые (24 и 36) лепестковые диски и шлифовальные круги также могут выполнять работу быстро, но они могут нагружать. Это приводит к пустой трате драгоценного времени и увеличивает усталость и разочарование оператора. Вы можете значительно улучшить результаты, выбрав абразив, предназначенный для очистки материала и минимизации нагрузки с помощью верхнего покрытия, а также зерна открытого покрытия.
В зависимости от материала и его состояния лепестковый шлифовальный круг с зернистостью 60 может обеспечить всю необходимую агрессивность и, в конечном счете, выполнить работу быстрее, чем лепестковый шлифовальный круг с крупной зернистостью. Диск с зернистостью 60 оставляет более качественную поверхность и с меньшей вероятностью будет задираться и подрезаться, что позволяет быстрее получить желаемую поверхность за меньшее количество проходов, без обесцвечивания при нагревании и с меньшими усилиями. Всякий раз, когда вы можете уменьшить количество второстепенных операций, вы значительно снижаете эксплуатационные расходы.
Диск с зернистостью 60 оставляет более качественную поверхность и с меньшей вероятностью будет задираться и подрезаться, что позволяет быстрее получить желаемую поверхность за меньшее количество проходов, без обесцвечивания при нагревании и с меньшими усилиями. Всякий раз, когда вы можете уменьшить количество второстепенных операций, вы значительно снижаете эксплуатационные расходы.
5. Выберите правильный абразивный профиль
Доступно несколько абразивных профилей, которые могут облегчить или усложнить работу.
Проволочные круги гораздо более устойчивы к нагрузкам, но не удаляют основной материал. Это делает их хорошим выбором для удаления поверхностных загрязнений и покрытий без воздействия на основной металл. Абразивы предназначены для резки и удаления основного металла. Из-за конструкции абразивов тяжелые покрытия и основной материал могут накапливаться между зернами и снижать их режущую способность.
Лепестковый диск типа 27 (плоский профиль) может дать результат, существенно отличающийся от результата типа 29 (конический профиль). Неправильный профиль фактически ограничивает количество абразива, контактирующего с поверхностным металлом. Выберите лепестковый круг типа 27 для более низких углов шлифования (от 5 до 10 градусов) и операций с легким давлением, таких как финишная обработка и смешивание. Выбирайте лепестковый круг типа 29 при шлифовании под большими углами (от 15 до 30 градусов), что более характерно для агрессивного удаления материала.
Неправильный профиль фактически ограничивает количество абразива, контактирующего с поверхностным металлом. Выберите лепестковый круг типа 27 для более низких углов шлифования (от 5 до 10 градусов) и операций с легким давлением, таких как финишная обработка и смешивание. Выбирайте лепестковый круг типа 29 при шлифовании под большими углами (от 15 до 30 градусов), что более характерно для агрессивного удаления материала.
Проволочная щетка также бывает разных стилей и размеров. Калибр проволоки и тип узла являются наиболее эффективными исполнителями. Варианты включают стрингерную бусину, скручивание троса и стандартное скручивание.
• Щетка-стрингер имеет узлы, которые очень туго закручены в узкий профиль. Эта щетка предназначена для очистки узких зазоров и начальных проходов в трубопроводных и многопроходных швах. Они также широко используются в общих производственных приложениях.
• Щетка для скручивания троса использует узел, который закручен до конца, с большим количеством проволоки в узле, что обеспечивает дополнительную ширину, жесткость и агрессивность. Это может быть значительно более эффективным для подготовки к сварке, если вам не нужно специально проникать в узкий 1/8-дюймовый. зазор.
Это может быть значительно более эффективным для подготовки к сварке, если вам не нужно специально проникать в узкий 1/8-дюймовый. зазор.
• Стандартная спиральная щетка не закручена до края, что позволяет кончикам расширяться на конце для повышения удобства. Они эффективны для компонентов с большим количеством поверхностных дефектов, текстур или контуров. Неопытные операторы часто получают наиболее эффективную очистку с помощью стандартной спиральной щетки, поскольку она занимает большую площадь и ею легче управлять. .
• Уменьшите угол заточки: При использовании шлифовального круга уменьшите угол заточки. Это поможет вам максимизировать контроль и снизить риск вздутия. Внешний угол шлифовального круга является наиболее агрессивным, поэтому чем круче угол врезания, тем выше вероятность того, что круг удалит больше поверхностного материала, чем вы хотите, и подрежет или выдолбит заготовку. Уменьшая угол, вы расширяете контакт поверхности круга с заготовкой и снижаете агрессивность круга.
• Следите за давлением. Если вы используете проволочные колеса, помните, что кончики проволок предназначены для работы. Слишком сильное нажатие может привести к изгибу проволоки, так что кончики больше не будут касаться материала.
• Используйте последовательные штрихи. Вводите ход шлифования по натяжению, а не по нажатию, чтобы помочь контролировать агрессивность шлифовального круга. Шлифуйте в соответствии с материалом, используя плавные, ровные движения, а не короткие прерывистые движения. Это обеспечивает эффективные результаты при использовании абразивов с покрытием и абразивов на связке.
• Избегайте стачивания рук. Когда вы используете только руки для работы со шлифовальным кругом, вибрация круга может сказаться на запястьях и предплечьях. Вместо этого используйте свои ноги и большие мышцы тела, чтобы помочь двигать и контролировать гриндер. Чтобы свести к минимуму усталость, двигайте всем телом в направлении движения, а не только руками.