
Как правильно варить сварка: Как правильно варить электродной сваркой (сварочным инвертором) — статья интернет-магазина инструментов «Sea Tools»
Как правильно варить сварочным аппаратом?
Вопрос новичков в сварочном деле: «Как правильно варить электросваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.
Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Чтобы понять, как варить сварочным аппаратом, необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.

Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Начальный страх и незнание как пользоваться сварочным аппаратом — обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
Как класть сварочный шов вы можете посмотреть на этом изображении:
Инструкций о том, как научиться варить сваркой, предостаточно.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведёт к выгоранию металла и плохому по качеству сварному шву.
При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
Как правильно варить электродуговой сваркой, что необходимо для безопасности.
Научиться варить электродуговой сваркой просто необходимо домашнему мастеру.
Что необходимо помнить, кроме основных правил и рекомендаций начинающему электросварщику? Надеемся, что простые и доступные уроки помогут осуществить задуманное.
Содержание
- 1 С чего начинается сварка
- 2 Уроки электросварки или как научиться варить
- 2.1 урок 1. Сварочный аппарат
- 2.2 урок 2. Провода и быстросъемные зажимы
- 2.3 урок 3.
 Электрододержатель
Электрододержатель - 2.4 урок 4. Электроды
- 2.5 урок 5. Светофильтры и щиток электросварщика
- 2.6 урок 6. Сварной шов
С чего начинается сварка
Технику сварных работ можно назвать ежедневной практикой. С чего начинается процесс сварки электродуговой? Конечно же, с получения минимума теоретических знаний по теме: «Как варить электросваркой» и комплектации сварщика, а также желания овладеть навыками электросварки для начинающих.
Уроки электросварки или как научиться варить
урок 1. Сварочный аппарат
Задачей сварочного аппарата является обеспечение регулируемым током электрод. Поэтому сварочный аппарат может обеспечить электрод постоянным или переменным током. Напомним, что сварка электродуговая с использованием постоянного тока создает однонаправленный поток электронов. Таким образом, выбор полярности при сварочных работах и будет определять «главное направление».
Сварочный инвертор позволяет выбрать полярность. Поэтому необходимо помнить о подключении провода к соответствующей клемме. Различают полярность прямую и обратную.
Поэтому необходимо помнить о подключении провода к соответствующей клемме. Различают полярность прямую и обратную.
Прямая полярность будет означать:
• «минус» находится на электроде, а «плюс» на клемме «земля».
Обратная полярность на практике означает, что:
• «плюс» находится на электроде, а «минус» — клемма «земля».
Как в мире нет одинаковых людей, так и не существует одинаковых сварочных аппаратов, потому что любой аппарат будут варить с вашим участием по-своему. Поэтому, разобравшись с полярностью, необходимо разобраться с проводами и зажимами.
урок 2. Провода и быстросъемные зажимы
Процесс обеспечения сварочного аппарата электрическим током осуществляется с помощью проводов, оснащенных быстросъемными зажимами. Для сварных работ рекомендуется использовать изолированные медные проводники.
Проводники, предназначенные для соединения электродержателей при сварке электродуговой, используют источник переменного напряжения 220 В, а также номинальной частоты 50 Гц. Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка. Обозначение на кабеле будет выглядеть примерно так:
Обозначение проводов КОГ 1 (сечение жил 16 — 35 мм 2) и КОГ 2 (сечение жил 25 – 35 мм2). Токопроводящими жилами являются медные многопроволочные жилы, в качестве сепаратора выступает синтетическая пленка. Обозначение на кабеле будет выглядеть примерно так:
КОГ2 1х35+2х0,75 ТУ16.К73.03-97.
Конец рабочего провода оснащен быстросъемным зажимом, к которому присоединен 3-х метровый проводник и электрододержатель.
Осознав необходимость использования проводов в конструкции сварного аппарата, обратим взор на приспособление, которое называется электрододержатель
урок 3. Электрододержатель
Электрододержатель является главным «контактером», потому что без его участия невозможно удерживать электрод в заданном рабочем состоянии и осуществлять контакт между проводом. В зависимости от применения разных типов электродов, электрододержатель рассчитан на токи:200А, 300А или 500А. Нагрузка ПВ 60% — ПВ 35%.
Электрододержатели оборудуют овальной высокопрочной теплоизолирующей рукояткой. Фиксация электрода жесткая, в нескольких рабочих положениях.
Фиксация электрода жесткая, в нескольких рабочих положениях.
Вид электрододержателя внешне напоминает плойку, только в качестве завивающегося локона будет торчать сердитый электрод.
Электрододержатель обозначает примерно так: DE 2200 Электрододержатель (200-250A).
урок 4. Электроды
Невозможно произвести качественный шов своими руками с использованием низкопробных электродов. Штучные электроды представляют собой металлические стержни, длиной до 30 см, покрытые определенным составом (рутилово — основным покрытием). Различают электроды общего назначения (марки МР-3 и АНО-4) и для сварки ответственных конструкций (марка УОНИ 13/55) из низколегированных сталей.
Электроды должны обладать высокими технологическими свойствами и характеризоваться следующими параметрами:
• легким зажиганием и стабильность горения сварочной дуги
• хорошей отделимостью шлака и формированием сварного шва
• незначительным разбрызгиванием металла в расплавленном состоянии
• стойкость сварного шва без образования горячих трещин и пор
• получение бездефектного сварного шва в усиленном режиме
• легкость ведения сварного шва при повторном зажигании дуги.
Таким образом, техника электросварки будет зависеть от типа выбранного электрода.
Техника ведения сварных работ предусматривает полную безопасность сварщика. Для этого необходимо осуществлять работу в перчатках, специальном костюме и использовать средства индивидуальной защиты, а именно щиток электросварщика.
урок 5. Светофильтры и щиток электросварщика
При проведении сварочных работ глаза электросварщика должны быть надежно защищены от яркости дуги специальным щитком со светофильтрами. Это позволит защитить глаза от возможности ожога и видеть процесс расплавления металла. Для защиты от искр и царапин, а также яркого свечения дуги используют пластиковые стекла и щиток, которые необходимо подбирать индивидуально.
После подбора и установки фильтра необходимо проверить отсутствие зазора, а лишь после проверки начинать сварочный процесс.
Более детальная информация о дуговой сварке и технике безопасности показана в видео.
урок 6. Сварной шов
Изучив и освоив основные уроки, необходимо переходить к практике сварных работ. Поэтому, подготовьте держак, опустите щиток электросварщика и начинайте зажигать дугу. «Зажигать» дугу необходимо по правилам зажигания спички. Чиркнете электродом по металлу в направлении предполагаемого шва. После возникновения поджига дуги, необходимо расположить конец электрода в 3 мм от свариваемой поверхности. Тем самым будет создан рабочий зазор для дуги.
Держак удобнее расположить в руке таким образом, чтобы рычаг находился под большим пальцем руки. После стабильного возникновения дуги необходимо начинать формировать ванну для прогрева металла. Для этого сделайте 2-3 плавных оборота электродом вокруг сварочной ванны. После этого основной металл прогревается на определенную глубину и сварная ванна немного углубляется. Самое главное при создании сварного шва это контроль дугового промежутка. Поэтому просто необходимо научиться этому.
Поэтому просто необходимо научиться этому.
На протяжении продвижения по сварному шву электрод будет расходоваться. Поэтому необходимо его постоянно опускать и удерживать зазор между окончанием электрода и металлом из сварной ванны, тогда правильный шов электросваркой будет гарантирован.
Как??? Вы еще не ознакомились с основами ручной сварки для начинающих? Тогда вам реально сюда!
Ваше руководство по запеканию и хранению сварочных электродов
Мне кажется, что это одна из тех тем, которые часто упускают из виду новички в сварке. Приступая к сварке, нужно многому научиться, и среди всей другой информации люди часто упускают из виду , как правильно хранить свои электроды . Если вы не будете соблюдать меры предосторожности при хранении стержней, это может привести к некачественным сварным швам, и вы можете даже не понять, в чем причина. Давайте рассмотрим основы правильного хранения сварочных электродов.
Давайте рассмотрим основы правильного хранения сварочных электродов.
Если вы научитесь правильно хранить электроды, это поможет сэкономить деньги. Это может значительно увеличить срок службы и качество электрода в долгосрочной перспективе. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
ПОЧЕМУ НУЖНО ПРАВИЛЬНО ХРАНИТЬ ЭЛЕКТРОДЫ?
Contents
Прежде чем мы продолжим разговор о том, как правильно хранить удочки, важно знать, почему мы должны соблюдать осторожность при их хранении. Прямой ответ — обеспечить надлежащий окончательный сварной шов.
Большинство электродов должны храниться в сухом месте , и при контакте с водой или влагой они не обеспечивают такого же качества сварки, как в сухом состоянии. Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Стержни с низким содержанием водорода, такие как 7018, особенно восприимчивы к влаге и влажности и могут привести к довольно неприятным последствиям, таким как водородное растрескивание, поверхностное растрескивание, поверхностная пористость и шероховатость поверхности сварного шва. Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Посмотрите видео ниже, чтобы увидеть, как вода влияет на 7018 стержни. Мне очень понравилось видео, и я думаю, что нам всем есть чему поучиться.
КАК СЛЕДУЕТ ХРАНИТЬ СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Следует помнить, что все сварочные электроды должны храниться надлежащим образом в сухом месте и защищены от воздействия окружающей среды. Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
На исправность электрода влияют два основных фактора: влажность и температура. Как я уже говорил, большинство электродов необходимо беречь от влаги любого рода. Во многих случаях более низкие температуры могут привести к более высокому содержанию влаги в воздухе . Обычно стержни, которые наиболее восприимчивы к влаге, имеют самые высокие температуры хранения, чтобы агрессивно удерживать влагу от стержней.
УСЛОВИЯ ХРАНЕНИЯ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
Как я уже говорил, не все электроды имеют одинаковые условия хранения, обычно электроды с покрытием с низким содержанием водорода гораздо более чувствительны к влаге и температуре.
ОБРАТИТЕ ВНИМАНИЕ НА НОМЕРА НА ЭЛЕКТРОДЕ
На всякий случай вы не знали об этом, но номера электродов несут много информации . Например, первые две цифры представляют собой предел прочности на разрыв окончательного сварного шва. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
Некоторые электроды имеют букву «R» в качестве суффикса , обычно стержни с низким содержанием водорода, что означает, что они имеют покрытие, уменьшающее количество воды, поглощаемой или впитываемой электродом. Некоторые производители утверждают, что электроды с таким покрытием можно оставлять на улице до 9 часов. Но на всякий случай, даже если электроды имеют такое покрытие, после использования их следует сразу положить на хранение для защиты от влаги.
Электроды в диапазоне от E-XX10-13 можно хранить при комнатной температуре в герметичном контейнере , чтобы защитить их от загрязнения окружающей среды, такого как дым и другие загрязняющие вещества. Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при работе с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-ти стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы он не стал хрупким из-за целлюлозного флюса.
Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при работе с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-ти стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы он не стал хрупким из-за целлюлозного флюса.
Е-ХХ14, ХХ20, ХХ24, ХХ27; необходимо хранить от 150 до 200 F . в то время как электроды, такие как E-XX15, XX16 и XX18 , необходимо хранить при температуре около 250-400F с небольшими изменениями условий восстановления. Большинство этих электродов представляют собой покрытие с низким содержанием водорода, что влечет за собой гораздо более высокий порог хранения.
Например, электрод 7018 известен своей низкой устойчивостью к влаге и является одной из причин, по которой его не рекомендуют новичкам.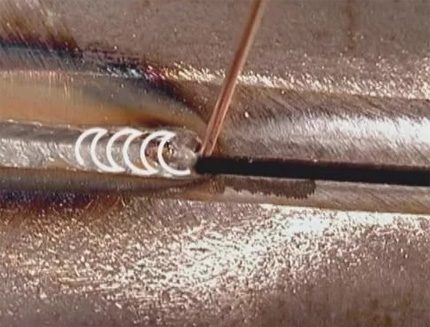 Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
ВАРИАНТЫ ХРАНЕНИЯ (ДЛЯ ЛЮБИТЕЛЕЙ И ПРОФЕССИОНАЛОВ)
Когда дело доходит до хранения электродов, ваши потребности и желания могут отличаться. Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Хорошей новостью является то, что если у вас ограниченное количество стержней или ваши потребности невелики, вам не нужно идти и тратить много денег на духовку, есть вещи на любой вкус.
ПРОФЕССИОНАЛЫ
Если вы профессионал, скорее всего, у вас уже есть нужная вам духовка, в любом случае я рассмотрю некоторые варианты, если вам интересно. Начнем с того, что даже если вы немного серьезно относитесь к сварке, электродная печь может стать хорошей инвестицией . Они бывают разных размеров и сложности.
Они бывают разных размеров и сложности.
На самом высоком уровне находятся сварочные печи под флюсом , которые считаются лучшими среди складских помещений. Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Для независимых профессионалов Настольные электродные печи будут лучшим выбором . Они намного меньше и дешевле, чем печи для сварки флюса, но при этом обеспечивают такой же уровень контроля температуры и влажности. Они не такие большие, а некоторые из них размером с мини-холодильник , достаточно большие, чтобы вместить средний уровень запасов. Их можно купить примерно за 1000 долларов.
ДЛЯ ЛЮБИТЕЛЕЙ
Варианты для любителей и случайных сварщиков чрезвычайно широки в зависимости от вашего бюджета, необходимого размера хранилища и сложности.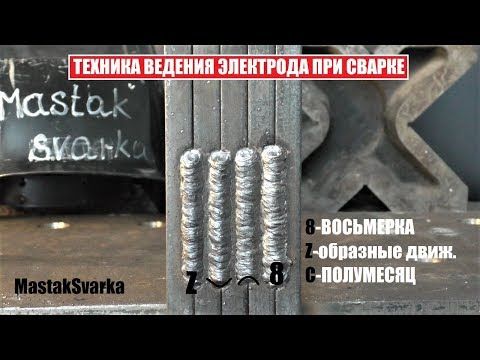 Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Начнем с того, что если вы уже какое-то время занимаетесь сваркой и ваши потребности в электродах возрастают, покупка портативной электродной печи может оказаться неплохой идеей. Они могут предложить профессиональный уровень требований к хранению для небольшого количества электродов, и лучше всего то, что они портативны, поэтому их можно легко носить с собой. Вы можете найти переносные духовки по цене от 100 до 2000 долларов. Вы можете легко контролировать настройки влажности и температуры на них.
Этот от Amazon должен отлично работать, просто чтобы дать вам представление.
С другой стороны, существуют контейнеры для хранения, которые могут быть идеальными, если вы не используете электроды, которые требуют чрезмерного контроля при их хранении. Эти сухие коробки хорошо защищают от влаги и могут быть идеальными, если вы имеете дело с удилищами, не чувствительными к температуре, такими как E-XX10-13. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ХРАНЕНИИ
Первое, что вы должны помнить при обращении с электродными печами , это не оставлять дверцу открытой на длительное время . Чем дольше ваша дверь открыта, тем более восприимчивы ваши стержни к влаге и внешним загрязнениям.
Еще одна вещь, о которой следует помнить, это хранить электроды в вертикальном положении и в один ряд, чтобы избежать их столкновения друг с другом , что может привести к образованию трещин, потертостей и изгибов. Это особенно важно, если вы используете переносные духовки или сухие ящики для хранения, как показано выше.
МИФЫ О ХРАНЕНИИ ЭЛЕКТРОДОВ ДОМА
На протяжении многих лет существовало множество так называемых «домашних методов» хранения или подогрева электродов. Некоторые из них были разоблачены как совершенно неправильные , хотя некоторые люди все еще верят в них. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
- Первое, что приходит на ум — техника холодильника и лампочки . Долгое время считалось, что если взять старый холодильник и вставить в него лампочку на 100–150 Вт, то он может стать вполне приличным контейнером для сварочных электродов. В действительности все обстоит совсем наоборот, хотя холодильник изолирован, установка в нем лампочки не будет генерировать достаточно тепла для успешного хранения электродов. Даже если будет достаточно жарко, выделяемое тепло не будет равномерно распределяться в холодильнике, что приведет к повреждению некоторых электродов влажностью.
- Второй метод, который приходит на ум, это бытовая духовка , которую до сих пор пытаются использовать многие люди. Для вас может быть логично хранить электроды в духовке, она хорошо изолирована и может обеспечить равномерный нагрев.
 Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
- Другим методом является хранение в морозильной камере. Некоторые люди считают, что если завернуть удилища в пластик и хранить их в морозильной камере, это защитит их от влаги. В итоге происходит совсем наоборот. Воздух комнатной температуры внутри пластиковой упаковки будет подвергаться конденсации при контакте с холодным воздухом морозильной камеры. Это приведет к образованию трещин и отслаиванию электродов.
Многие из этих методов используются людьми, когда они ищут экономичные способы хранения своих электродов. Один из способов решить эту проблему — попытаться использовать электроды, которые можно легко хранить , а если это невозможно, то у вас должно быть ровно столько электродов, сколько вам нужно.
МОЖЕТ ЛИ ВЫ СУШИТЬ ВЛАЖНЫЕ СВАРОЧНЫЕ ПРОВОДКИ
Если случайно ваши электроды попали в воду, не нужно их сразу выбрасывать. Вы можете восстановить свои электроды до их былая слава благодаря повторной сушке . Как следует из названия, он включает нагревание для удаления воды и влаги из стержней до того, как произойдет какое-либо необратимое повреждение. Процесс можно в основном разделить на два этапа: первый, если стержень непосредственно контактировал с водой или высоким уровнем влажности, и второй для номинальных уровней воздействия.
Метод повторной сушки не одинаков для всех электродов, поскольку температура хранения также варьировалась в зависимости от электрода. Подробности я расскажу в следующем разделе. Предварительную сушку обычно проводят для предотвращения растрескивания или отслаивания покрытия из-за окисления сплавов.
КАК СУШИТЬ СВАРОЧНЫЕ ПРОВОДА (ПРОФЕССИОНАЛАМ И ЛЮБИТЕЛЯМ)
Если вы имеете дело с первым случаем чрезмерного воздействия влаги, вам может потребоваться предварительная сушка , особенно в случае электродов с низким содержанием водорода. Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
СОВЕТЫ ПО ПОВТОРНОЙ СУШКЕ ЭЛЕКТРОДОВ
Всегда помните, что у каждого электрода есть определенная температура и время, в течение которых их нужно держать в печи . Эта температура обычно выше температуры хранения, чтобы обеспечить удаление всей влаги. Всегда обращайтесь к рекомендациям производителя по правильной температуре и времени. То, что я буду предоставлять, является оценкой, но фактические значения могут отличаться.
Вот отличный PDF-файл, созданный Хобартом, который я бы посоветовал вам проверить.
Во время повторной сушки электродов выньте их из банки и равномерно разложите в печи , чтобы убедиться, что каждый стержень прогрет равномерно. Если не сделать это должным образом, это может привести к неоднородным результатам. Также ищите признаки того, что электрод поврежден и не подлежит ремонту. О некоторых из этих признаков я говорил в последующих разделах.
О некоторых из этих признаков я говорил в последующих разделах.
Придерживайтесь рекомендуемой температуры и времени и не переусердствуйте с нагревом , так как это может привести к дальнейшему повреждению электрода. Причина этого в том, что влага не просто прилипает к поверхности электрода, которую можно просто испарить, влага химически связывается с покрытием электрода. Эти химические связи нуждаются в определенной температуре и времени, чтобы разрушиться без повреждения электрода.
Некоторые рекомендуют помещать электроды в печь на не более половины конечной температуры повторной сушки , и они должны выдерживаться при этой температуре около получаса перед повышением температуры. Я не уверен в эффективности этой техники , но я наткнулся на нее на одном из интернет-форумов.
РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ ДЛЯ ПОВТОРНОЙ СУШКИ
Как я уже говорил, разные электроды имеют различных рекомендуемых настроек с точки зрения температуры и времени . Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Для стержней с низким содержанием водорода, таких как E7018, E7028, E8018, E9018, E10018, температура предварительной сушки составляет 180-220F . В то время как конечная температура повторной сушки составляет от 650 до 750 F для E7018 и E7028 и от 700 до 800 F для E8018, E9018, E11018, E11018.
Когда мы переходим к электродам с низким содержанием водорода, их можно разделить на три категории : быстрая заморозка, быстрое заполнение и замораживание с заполнением, и для каждой из них требуется разная температура.
Для быстрозамораживающих электродов, к которым относятся E6010, E6011, E7010, E8010, E9010, воздействие влаги можно заметить по шумной дуге и сильному разбрызгиванию или нежелательным волдырям покрытия во время сварки. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Электроды с быстрой заливкой , включая E7024 и E6027 , воздействие влаги можно заметить по шумной или копающей дуге, сильному разбрызгиванию, плотному шлаку или подрезам. Эти типы 9Электроды 0003 могут быть предварительно высушены , если они необычно влажные при температуре около 200-230F в течение примерно 30-45 минут. После этого их можно повторно высушить при конечной температуре 400-500F в течение такого же времени.
Последняя заморозка подкатегории , состоящая из E6012, E6013, E7014, E6022 , воздействие влаги можно заметить по тем же показаниям, что и для электродов быстрого заполнения, и даже температуры и настройки предварительной сушки аналогичны. С другой стороны, окончательная температура повторной сушки составляет около 300-350 F в течение 20-30 минут.
Если вам интересно, посмотрите также мое сравнение стержней 7018 и 7014.
В пределах одних и тех же подкатегорий могут быть небольшие различия в настройках температуры, обязательно проверьте правильность настроек, указанных производителем.
Одна вещь, которую вы должны отметить, это то, что если вы только начинаете, не беспокойтесь о приобретении сварочной печи. Герметичный холодильник также может помочь, особенно если вы не имеете дело с очень чувствительными электродами . Что, если вы только начинаете, я сомневаюсь, что вы будете. Сварочные стержневые печи используются профессионалами или любителями, которые уже некоторое время занимаются сваркой, они используются людьми, которые должны поддерживать максимально возможный стандарт.
Вот еще один вариант, который вы можете попробовать.
ИМЕЕТ ЛИ СРОК ГОДНОСТИ У СВАРОЧНЫХ ПРОВОДОВ?
Вы должны убедиться, что ваше сварочное оборудование находится в наилучшем состоянии, прежде чем приступить к сварочному проекту. Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
ИСХОДИТ ЛИ ЭЛЕКТРОДЫ?
Простой ответ — да, хотя этот срок годности может сильно различаться в зависимости от условий хранения и типа электродов, которые вы используете. В среднем электроды имеют срок годности около 2-3 лет.
Если ваш электрод продолжает прилипать, прочтите и это.
КАКОВЫ УСЛОВИЯ, ОТНОСЯЩИЕСЯ К СЛУЖБЕ ЭЛЕКТРОДА?
Существует множество факторов, которые могут значительно повлиять на срок годности электрода, вы, должно быть, уже догадались о паре из них. Начнем с того, что первый — это влажность . Почти все электроды быстро приходят в негодность, если они подвергаются воздействию влаги или влажности. Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вторым фактором, связанным с первым, является температура. Вы можете значительно продлит срок службы удилища, если хранить его при рекомендованной температуре , обычно выше. Это предотвращает накопление влаги на электроде.
Электроды, такие как 7018, которые очень чувствительны к влаге, могут прослужить более 5 лет при правильном обращении, а при контакте с влагой они могут испортиться менее чем за 6 месяцев. Электроды без низкого содержания водорода в среднем прослужат немного дольше просто потому, что их легче хранить, и даже если вы пропустите некоторые вещи, они не сильно пострадают.
Но вы также должны быть осторожны с нагреванием электродов. Слишком сильный нагрев также может повлиять на срок службы и качество ваших удилищ . Не рекомендуется повторно сушить электроды более 3 раз, так как воздействие сильного тепла также может привести к выгоранию покрытия на электроде и привести к растрескиванию, сколам или ломкости сварочного стержня.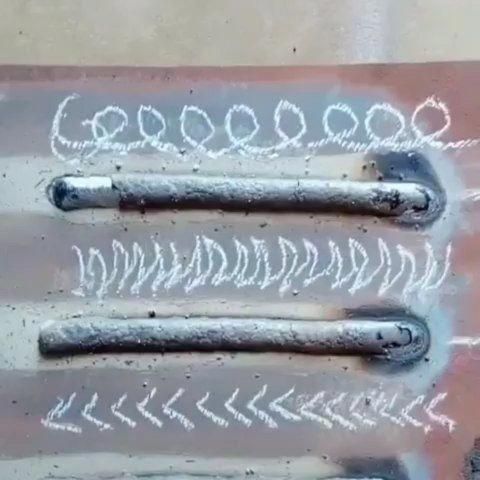
Если вы не знаете, как проверить неисправный электрод, возможно, вы используете его прямо сейчас и не знаете об этом. Существуют разные признаки для разных уровней воздействия влаги, и вы должны знать о них. первое, что вы должны искать в сварном шве, это отверстия, следы или дефекты, такие как затрудненное удаление шлака или образование шероховатых валиков. Это явные признаки того, что ваш электрод выходит из строя.
Что касается внешнего вида самих электродов, то если на них видна ржавчина или на них есть сухой порошкообразный налет , велика вероятность, что они испортились. Еще одним признаком является размягчение флюса.
Существуют различные уровни воздействия влаги и их влияние на окончательный сварной шов. при низком воздействии это может привести к растрескиванию или пористости . Когда воздействие находится на более высокой стороне, это может привести к внутренней и видимой пористости, чрезмерной текучести шлака, растрескиванию и затруднениям при удалении шлака . Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Хорошая новость заключается в том, что если ваш электрод подвергся воздействию влаги, это не означает конец света. есть способы, с помощью которых вы можете восстановить исходное качество электрода. Это может быть достигнуто за счет повторной сушки, о которой мы говорили выше.
ТОЧКА НЕВОЗВРАТА
Хотя есть способы восстановить сварочные стержни, если они подверглись воздействию влаги, иногда повреждения слишком велики, чтобы вы могли что-то сделать . Есть некоторые признаки, которые могут указывать на то, что ваши удилища испортились и пришло время их выбросить.
Первый знак, на который нужно обратить внимание, это . Если ваш сварочный стержень треснул , это означает, что электрод не будет работать должным образом. если вы заметили, что ваш флюс крошится или отслаивается, это означает, что ваш стержень сильно поврежден и не может быть полностью восстановлен . Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Очень немногие новички обращают внимание на вопрос хранения электродов. Понятно, что при аккуратном обращении с электродами они могут прослужить довольно долго. Хотя я пытался затронуть все общие моменты в статьях, естественно, что у вас возникло много вопросов. Я постараюсь ответить на некоторые из наиболее распространенных вопросов, которые люди имеют отношение к этой теме.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТАРЫЕ СТЕРЖНИ?
Хотя у электродов есть срок годности, он зависит от того, как электрод хранился с течением времени. При идеальных условиях хранения некоторые электроды могут прослужить более 5 лет. Таким образом, возраст электрода — не единственное соображение при определении того, можно ли его использовать в проекте или нет. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
НУЖНО ЛИ 7018 НАГРЕВАТЬ ПЕРЕД СВАРКОЙ?
Электрод не нужно нагревать при первом открытии и использовании. Но если вы используете электрод во второй раз после того, как он находился в окружающей среде дольше рекомендуемого, что в данном случае составляет 4 часа для 7018, рекомендуется нагреть его перед повторным использованием.
СКОЛЬКО РАЗ МОЖНО ПРОКАЛИВАТЬ СВАРОЧНУЮ ПРОВОДКУ?
Электрод не рекомендуется пропекать более 3-4 раз. Многократный нагрев электрода может ухудшить качество его флюсового покрытия и его сварочные характеристики. Слишком сильное тепловое воздействие может привести к выгоранию покрытия, что может привести к сколам, растрескиванию и ломкости сварочного стержня.
ЗАКЛЮЧЕНИЕ
Подводя итог, вы должны быть очень осторожны при хранении электродов. Вам необходимо хранить их в сухом и жарком месте, особенно если вы имеете дело с электродами с низким содержанием водорода , так как они более чувствительны к влаге. Правильное хранение удилищ может значительно увеличить срок их службы. Вам не нужно вкладывать деньги в дорогую печь с большими электродами, есть много вариантов. Даже если ваши электроды соприкасаются с водой, вы можете повторно высушить их, чтобы они вернулись в исходное состояние. Кроме того, каждый электрод имеет разные настройки температуры и времени повторной сушки. Вся эта информация может быть довольно пугающей, но если вы с самого начала примете некоторые меры предосторожности, у вас не возникнет никаких проблем.
Представляем обжиг сварочного электрода + лучшая цена покупки – Arad Branding
Сварочный стержень или электрод должны пройти стадию обжига при нужной температуре, и эта процедура необходима перед их использованием в процессе сварки.
Что вы читаете в этой статье:
- Процедура обжига сварочного электрода
- Температура обжига сварочного электрода
Покрытие на электроде имеет свойство впитывать влагу внутрь. Обжиг — это процесс удаления влаги с электродов с использованием тепла.
Это уменьшает количество растворенного h3 в металле шва, что, в свою очередь, снижает вероятность замедленного растрескивания в металле шва. Выпечка также известна как сушка.
Духовки необходимы для процесса выпечки. Эти печи оснащены нагревательными спиралями, которые используют электрическое сопротивление для производства тепла всякий раз, когда через них проходит электрический ток.
Терморегуляторы регулируют количество тепла, производимого змеевиками. Регуляторы температуры – это место, где настраивается желаемая температура. Поддерживает постоянную температуру на протяжении всего процесса выпечки.
Исходная печь — это печь, в которую помещаются новые электроды, извлеченные из соответствующих оригинальных комплектов электродов.
Электроды помещаются в печь для выдержки, которая является другим названием печи, так что температура может поддерживаться постоянной.
Переносная печь — это печь, используемая для транспортировки электродов, которые переносятся из печи для выдержки в рабочую зону, где она электрически связана и поддерживается температура выдержки. Этот процесс происходит в переносной печи.
Инженеры-сварщики определяют, какие электроды необходимы, исходя из требований рабочей площадки. Заявка на выдачу электродов предъявляется инженером-сварщиком по бланку на выдачу электродов.
Бланк выдачи электродов доставляется в склад электродов помощником сварщика (помощником сварщика), который затем передает его лицу, ответственному за выдачу электродов (кладовщику электродов).
Помощник сварщика соберет электродные наконечники из ранее предоставленных электродов вместе с бланком на выдачу электродов, а затем передаст оба этих предмета лицу, ответственному за выдачу электродов.
Подпись инженера-сварщика сверяется с имеющимся у него образцом списка подписей инженеров-сварщиков.
В дополнение к этому, он сравнит информацию о сварщике (квалификация для использования требуемого электрода) со списком компетентных сварщиков, который у него есть. Электроды будут распределяться им в соответствии со спецификациями, указанными в бланке выдачи электродов.
Помощник по сварке поместит электроды в переносную печь, если электрод низководородный; в противном случае помощник по сварке поместит электроды в пучок, который просто слабо связан.
Процедура обжига сварочного электрода
Процесс обжига и его процедура очень важны перед использованием сварочного стержня или электрода. Покрытие на электроде имеет свойство впитывать влагу внутрь.
Обжиг – это процесс удаления влаги с электродов с использованием тепла. Это уменьшает количество растворенного h3 в металле шва, что, в свою очередь, снижает вероятность замедленного растрескивания в металле шва. Выпечка также известна как сушка.
Электроды, впитавшие чрезмерное количество влаги, должны быть подвергнуты повторному обжигу в печи с надлежащим вентилированием при температуре 600 градусов по Фаренгейту минус 25 градусов по Фаренгейту (315 градусов по Цельсию минус 15 градусов по Цельсию) в течение одного часа или при 500 градусов по Фаренгейту. минус 25 градусов по Фаренгейту (260 градусов по Цельсию минус 15 градусов по Цельсию) в течение двух часов. В процессе повторного обжига электроды должны быть извлечены из контейнеров, в которых они изначально хранились.
Нагревательные сварочные стержни отводят влагу от стержней. Для сварки требуется электрический ток, а, как известно, наличие электрического тока и воды плохо сочетаются. Приходит к выводу, что повышение уровня влажности в электрической системе может привести к нежелательным последствиям.
Перед оценкой электрода в его фабричном виде электрод, флюс или и то, и другое можно обжечь для восстановления содержания влаги. После завершения этого шага время и температура выпечки должны быть записаны в отчете об испытаниях.
Использование печи для нагрева сварочных электродов обеспечивает как электрическую безопасность, так и контроль температуры процесса. На производственных и перерабатывающих предприятиях, а также на складах сварочные печи обычно используются для сварки электродов и круговых сварочных гибов под флюсом.
Прокаливание электродов с низким содержанием водорода при температуре от 225 до 300 градусов по Фаренгейту рекомендуется большинством производителей. Целлюлозные материалы, с другой стороны, почти никогда не подвергаются процессу выдержки в печи из-за того, что накопление влаги редко влияет на характеристики материала.
При выпечке чего-либо следует проявлять особую осторожность, чтобы гарантировать, что используемые условия действительно обеспечивают желаемую термическую обработку. Необходимо признать тот факт, что покрытие электродов действует как теплоизолятор в дополнение к действию электрического изолятора, а также необходимо учитывать тепловую массу, создаваемую зарядом холодных электродов в печи. .
Медленная скорость нагрева большого заряда холодных электродов исследовалась в лабораториях. В этих лабораториях контролировали температуру печи, а также температуру термопары, расположенной в середине массы электродов для зарядов 20 кг и 80 кг ручных электродуговых электродов, при начальной температуре печи 250°С. градусов Цельсия.
Время, необходимое для восстановления температуры печи, составило около 45 минут, а затем еще 2,5 часа. Термопара, которая контролировала температуру электродов в меньшей группе электродов, достигла 230 градусов Цельсия еще примерно через 50 минут, в то время как термопара, расположенная в большей массе электродов, достигла температуры 200 градусов примерно через 6 минут. часов наблюдения.
Ясно, что следует разрешать только неглубокие слои электродов, и следует учитывать количество времени, которое потребуется печи для выдержки и электродам для достижения приемлемого температурного диапазона после добавления заряда электродов.
Температура запекания сварочного электрода
Иногда сварочный пруток или электрод должен пройти процесс запекания при нужной температуре, чтобы быть готовым к использованию. Электроды, подвергшиеся воздействию влаги, не смогут обеспечить качественное сварное соединение в той же степени, что и сухой стержень. Стержни, впитавшие чрезмерное количество влаги, могут вызвать растрескивание сварного шва и пористость при сварке. Есть вероятность, что другие аспекты сварки, такие как характеристики дуги, также будут затронуты.
Сварной шов может иметь водородное растрескивание, если покрытие на стержне с низким содержанием водорода впитало влагу. Особенно в более прочных металлах с пределом текучести 80 000 фунтов на квадратный дюйм или более и выше.
Начнем с того, что более твердые металлы по своей природе более хрупкие, чем их более мягкие аналоги. Использование влажных стержней с низким содержанием водорода может сделать сварной шов более хрупким. Это может привести к растрескиванию и пористости под поверхностью, которые можно выявить только с помощью разрушающих испытаний или рентгеновского контроля.
Кроме того, это может привести к растрескиванию поверхности, пористости поверхности, чрезмерной текучести шлака, трудностям при удалении шлака и шероховатости поверхности сварного шва.
Печь для обжига необходима любому серьезному сварщику, выполняющему значительную работу, требующую, чтобы сварной шов был не менее прочным, чем основной металл, и не содержал влаги.
Однако не рекомендуется нагревать при температурах ниже указанных в течение длительного периода времени или превышать рекомендуемые температуры.
Некоторые из запретов на выпечку, которые относятся к сварочным электродам:
- Выпечка не должна производиться с использованием любого электрода, на котором покрытие начало отслаиваться или отламываться.
- Любой стержень, который при сварке имеет заметное изменение количества брызг, пористости или слабой, неравномерной силы дуги, также должен быть выброшен.
- Перед помещением в печь для обжига стержни с низким содержанием водорода, которые находились в прямом контакте с водой или подвергались воздействию высокой влажности, рекомендуется предварительно высушить в течение одного-двух часов.
Электроды, находившиеся на воздухе менее недели и не вступавшие в непосредственный контакт с водой, следует подвергать сушке при температуре от 650 до 750 градусов по Фаренгейту. Если электроды толще, температура обжига должна быть увеличена до 700-800 градусов по Фаренгейту.
После прямого контакта с водой и воздействия высокой влажности электроды необходимо сначала предварительно высушить при температуре от 180 до 220 градусов по Фаренгейту, а затем обжечь при температуре от 650 до 750 градусов по Фаренгейту или, если они толще, при температуре от 700 до 800 градусов по Фаренгейту.
Электроды, впитавшие чрезмерное количество влаги, должны быть подвергнуты повторному обжигу в печи с надлежащим вентилированием при температуре 600 градусов по Фаренгейту минус 25 градусов по Фаренгейту (315 градусов по Цельсию минус 15 градусов по Цельсию) в течение одного часа или при 500 градусов по Фаренгейту. минус 25 градусов по Фаренгейту (260 градусов по Цельсию минус 15 градусов по Цельсию) в течение двух часов.
В процессе повторного обжига электроды должны быть извлечены из контейнеров, в которых они изначально хранились. Внутри печи на полках не должно быть более шести слоев электродов, уложенных друг на друга.