
Как правильно варить сварочный шов электросваркой: Как варить шов: вертикальный, горизонтальный, потолочный
Виды сварочных швов и техника их выполнения
Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.


Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.

Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0 o до 30o. Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
описание и рекомендации Особенности вертикальных швов и технология сваривания
Чтобы получить прочные соединения металлических изделий и надежных швов, нужно в совершенстве владеть технологией проведения сварочных работ. Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Содержание
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему.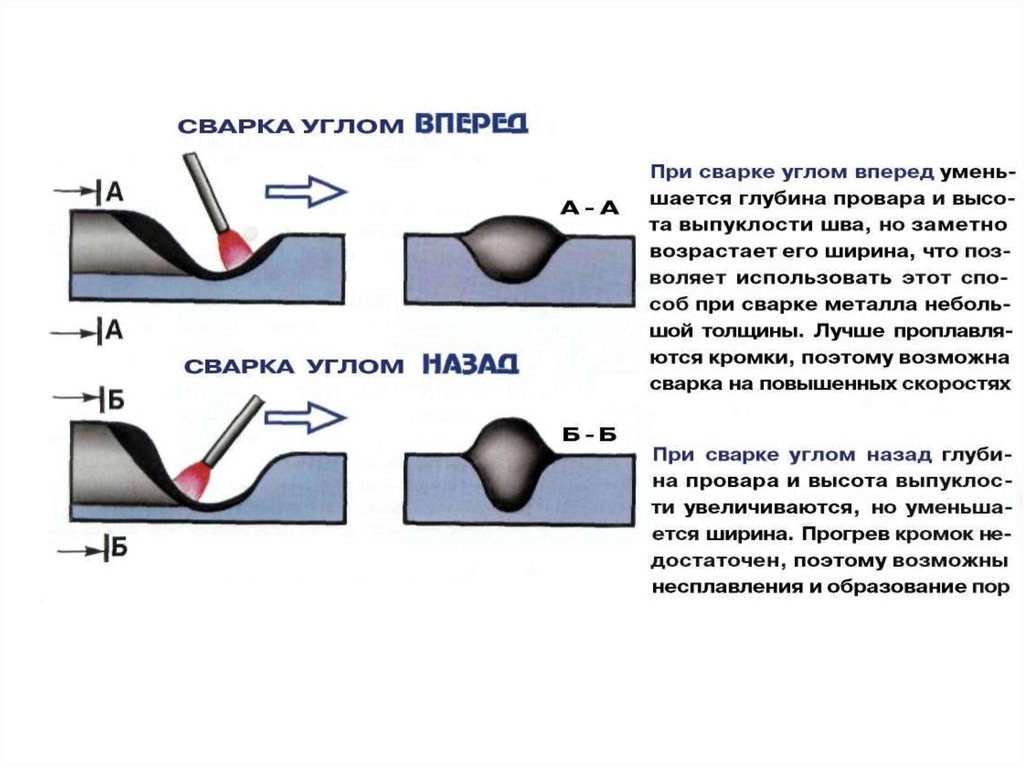 Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Особенности вертикальных швов
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода.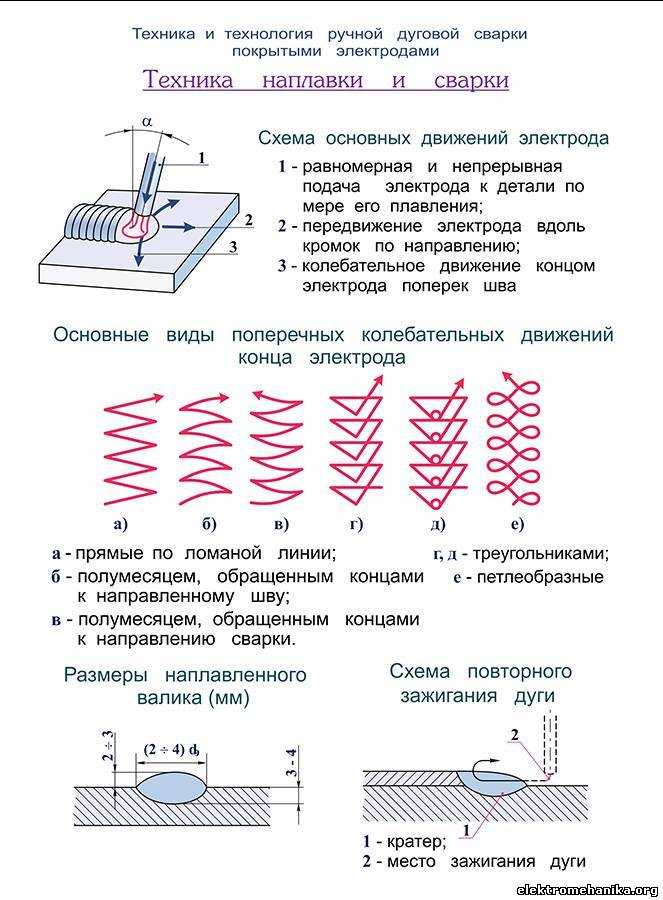 Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
О правильном выборе тока и диаметра электрода можно почитать тут.
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Подробнее о том, как правильно варить сваркой, можно узнать тут.

Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Условия проведения сварочной работы
Чтобы крепко заварить части металла, требуется выбрать принцип траектории либо снизу вверх, либо наоборот. Подобные перемещения проводят, отрывая или не отрывая дуги.
Подобные перемещения проводят, отрывая или не отрывая дуги.
Если начальное положение ванны снизу, то жидкий металл поступает сверху. Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Для образования прочного соединения снизу без дугового отрыва электрод двигают равномерно без смещений. Диапазон поворота электрода около 90 градусов. Это позволит разгладить узлы сопряжения. Скоростной темп при этом сохраняется на высоких значениях. Следует координировать процесс сваривания металла. Когда потеки начнут появляться у одного среза, можно отступить к другому краю. При этом продолжить перемещение к верху.
Сварить металлоконструкции своими руками может каждый. Надо знать правила работ, которые подробно рассмотрены здесь.
Металлические стыковки с отрывом дуги доступны любому мастеру. Обычно начинающие сварщики так набираются опыта. В период отрыва нагрев конструкции существенно падает. Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Сварка вертикального шва при помощи ручной дуговой сваркой гораздо сложнее. Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
Процесс расплавки электродами
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.

Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.
Полуавтоматический режим
Метод занимает промежуточное место между дуговым и автоматическим способом. В течение варки применяются среды защитных газов. Сварка местного вертикального шва инвертором имеет свои преимущества:
- стабильное функционирование электрической дуги, обеспечивающей напряжение;
- высокий КПД;
- простота выполнения операций;
- небольшие параметры аппаратов.
Для тонких листов используются метод «Треугольника». Основывается на технологии ведения проводника от низа к верху. Жидкая масса, находящаяся перед застывшим участком, не протечет. Запомнить, как правильно варят вертикальные швы инвертором, просто. Достаточно взять электроды 3 мм и установить электрическую силу тока на 100А. Затем перемещайте траекторию проводника так, чтобы ванна наклонилась, как в треугольнике.
О преимуществах и недостатках сварки полуавтоматом: https://svarkaed.ru/svarka/obuchenie-svarke/svarka_poluavtomatom.html
«Лестница» применяется, когда между свариваемыми частями образуется широкое расстояние. Сама технология подразумевает плавные волны от края до края, при незначительном уклоне проводника. Качественное замыкание получится, если взбираться по «Лестнице» снизу вверх, не отрывая дуги.
Мелкие зазоры хорошо перекрывает метод «Елочки». Направлять электрод следует по соответствующему рисунку. Когда расплавленного металла станет много, нужно остановиться для проплавки. Таким же образом поступают с другой стороны.
На рисунке видно, как сварка выглядит в вертикальном положении.
Сварочный шов имеет широкое применение в производстве. Наработка опыта поможет избежать потеков раскаленного железа. Используйте современные методики, позволяющие совмещать металлические детали вертикально.
Соблюдая все характеристики и нормативы, получатся износостойкие и долговечные подсоединения без наслоения шлака. Построение стыковочных стежков производится посредством полуавтомата и ручной сваркой. Среди существующих систем — эти наиболее устойчивые и доступные. Технологические принципы необходимо проработать, и после приступать к практике. Обладая техникой монтажа сварных комплексов, останется только повышать квалификацию.
Построение стыковочных стежков производится посредством полуавтомата и ручной сваркой. Среди существующих систем — эти наиболее устойчивые и доступные. Технологические принципы необходимо проработать, и после приступать к практике. Обладая техникой монтажа сварных комплексов, останется только повышать квалификацию.
Как вам статья?
Шовная сварка, обзор | Bancroft Engineering
Одним из наиболее широко используемых методов сварки для создания воздухонепроницаемого и водонепроницаемого соединения является сварка швов. Процесс шовной сварки может быть выполнен с использованием GMAW, GTAW или контактной сварки. Сегодня мы собираемся поделиться некоторой базовой информацией об этом высококачественном варианте сварки, а также идеями о том, как автоматизация может улучшить процесс сварки швов в вашей команде — давайте углубимся в это!
Что такое шовная сварка?
Процесс соединения заготовок из одинаковых или разнородных материалов непрерывным швом известен как шовная сварка. Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными. Шовная сварка бывает трех видов:
Одним из самых больших преимуществ шовной сварки является то, что материалы могут быть похожими или разными. Шовная сварка бывает трех видов:
- Традиционная шовная сварка: Сварка внахлест с использованием процесса GTAW или GMAW.
- Сварка швов трением : Непрерывный шов завершается теплом, выделяемым за счет трения, а не электродами.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.
Шовная сварка GTAW
Применения для шовной сварки
В мире сварки шовная сварка является одним из наиболее предпочтительных способов использования непрерывного шва для соединения двух разных металлических частей. Сварка швов обеспечивает минимальное искажение тепла и приводит к воздухонепроницаемым и водонепроницаемым швам без образования газа. Благодаря этим преимуществам (и многим другим) шовная сварка имеет множество распространенных применений:
- Бочки и выхлопные системы
- Сосуды под давлением
- Стальные бочки
- Радиаторы
- Топливные баки транспортных средств
- Холодильники
- Масляные трансформаторы
- Гораздо больше!
Процесс соединения заготовок из одинаковых или разнородных материалов непрерывным швом известен как шовная сварка.
- Традиционная шовная сварка: Сварка внахлест с использованием процессов GTAW или GMAW.
- Сварка трением : Непрерывный шов завершается теплом, выделяемым за счет трения, а не электродов.
- Сварка контактным швом : Сварка контактным швом представляет собой метод, при котором сварочные электроды представляют собой колеса с приводом от двигателя.
Как будто этого уже недостаточно, автоматизированный процесс шовной сварки дает еще больше производственных преимуществ. Машина для дуговой сварки может использоваться для основного производственного процесса, поскольку она может производить высококачественные сварные швы со 100-процентным проплавлением.
Преимущества автоматизированной шовной сварки
Если вы ищете стабильную высококачественную шовную сварку, которая может увеличить скорость производства без увеличения вашей рабочей силы, вам следует рассмотреть линейные шовные сварочные аппараты . Конструкция этих автоматических сварочных аппаратов позволяет надежно зажать сварной шов между медными пальцами и медной подложкой. Некоторые преимущества, которые вы можете ожидать от автоматизации шовной сварки, включают:
Конструкция этих автоматических сварочных аппаратов позволяет надежно зажать сварной шов между медными пальцами и медной подложкой. Некоторые преимущества, которые вы можете ожидать от автоматизации шовной сварки, включают:
- Более эффективная загрузка и выгрузка деталей, сваренных швом
- Идеально подходит для однопроходной сварки с полным проплавлением цилиндров, конусов, коробок и плоских листов
- Упрощает переход между шовной сваркой деталей разных размеров
- Наши сварочные аппараты для шовной сварки могут быть оснащены процессами сварки TIG, плазмы, дуги под флюсом или сварки MIG
- Все зажимные пальцы оснащены реверсивными медными наконечниками для максимального срока службы.
Компания Bancroft Engineering предлагает не только самые современные технологии сварки швов, но и системы отслеживания швов . Системы отслеживания шва позволят вам еще больше оптимизировать процесс сварки, помогая определить положение сварного шва. Чтобы узнать больше, посетите наш блог, специально посвященный выбору подходящих систем отслеживания швов, или свяжитесь с нами, чтобы поговорить с одним из наших специалистов по сварке.
Чтобы узнать больше, посетите наш блог, специально посвященный выбору подходящих систем отслеживания швов, или свяжитесь с нами, чтобы поговорить с одним из наших специалистов по сварке.
Хотите оптимизировать процесс сварки, повысить эффективность и повысить прочность конечного продукта? Будь то машина для шовной сварки или сварочное приспособление и инструменты, мы обеспечим вас. Наша команда инженеров имеет опыт проектирования полностью индивидуальных автоматизированных сварочных систем или полуавтоматических решений в соответствии с вашими потребностями.
Аппарат для сварки швов TIG от Bancroft
Поиск
Поиск:
Популярные сообщения
Горжусь тем, что являюсь авторизованным интегратором Miller
6 февраля 2023 г.
Роботизированная система для дуговой сварки высокой мощности GIII TAWERS, изображение предоставлено Panasonic Bancroft Engineering рада объявить о нашем интеграционном партнерстве с Miller Welding Automation и линейкой роботов-манипуляторов для промышленной сварки Panasonic. Что это значит для…
Что это значит для…
Не позволяйте вашему цеху металлообработки застрять в прошлом
5 января 2023 г.
Когда нас просят изобразить типичный цех по производству металлоконструкций, сколько из нас представляет себе тот, который выглядит так, как будто он принадлежит Мэйберри с Энди Гриффитом? Хотя мы твердо верим, что многие машины того времени были сделаны с невероятным качеством, мы также видим преимущества, которые…
Экономия на налогах на сварочное оборудование по статье 179 в 2022 году
8 декабря 2022 г.
Внедрение автоматизированного сварочного оборудования в ваш цех может стать отличным решением множества распространенных проблем, таких как высокая стоимость брака и медленное производство. Это также способ борьбы с нехваткой сварщиков, от которой страдает отрасль. Стоимость новой сварки…
Подпишитесь на нас
- Подпишитесь
- Подпишитесь
- Подпишитесь
Получайте последние статьи и новости от Bancroft Engineering прямо на свой почтовый ящик. Зарегистрироваться Сегодня!
Зарегистрироваться Сегодня!
Успех!
Подписаться
Дуговая точечная и шовная сварка
Сварка, вероятно, является наиболее традиционным методом крепления и крепления стального настила. Он же оказывается и самым сложным. Но он обеспечивает прочную связь, поэтому его по-прежнему используют в проектах. Таким образом, хотя сварка в ванне и шовная сварка металлического настила, возможно, не самый простой метод, в ближайшее время он не исчезнет.
Если вы планируете выполнять работы по металлическому настилу, вам необходимо знать о двух типах методов сварки металлического настила и о том, как их выполнять.
Сварка в ванне и шовная сварка металлических настилов включает в себя надлежащее обучение, сертификацию, оборудование и знание различных типов сварных швов и схем сварки. В Western Metal Deck мы хотим, чтобы у вас была вся эта информация. Как бывший слесарь, я имею непосредственный опыт сварки металлических настилов на бесчисленных работах.
К концу этой статьи у вас будут практические знания о том, как сваривать металлический настил, чтобы вы могли делать ставки и браться за работу по металлическому настилу.
Мы рассмотрим:
- Типы методов сварки
- Обучение и сертификация
- Необходимое оборудование
- Как сварить металлический настил
- Шаблоны сварки
Какие существуют методы сварки металлических настилов?
Существует два различных метода сварки металлических настилов: дуговая точечная сварка, более известная как сварка в ванне, и дуговая шовная сварка, также называемая сваркой с верхним швом.
Что такое сварка металлической палубы в ванне или дуговая точечная сварка? Точечная дуговая сварка, также называемая сваркой в ванне или сваркой электрозаклепками, представляет собой метод, используемый для приварки стального настила к несущему стальному каркасу, расположенному ниже. Поверх стального настила делается круглый сварной шов диаметром ¾ дюйма. Он проникает в стальные балки, стальные фермы или открытые поперечные балки под ним и прикрепляет металлический настил.
Поверх стального настила делается круглый сварной шов диаметром ¾ дюйма. Он проникает в стальные балки, стальные фермы или открытые поперечные балки под ним и прикрепляет металлический настил.
Что такое сварной шов металлического настила?
Шовный сварной шов, также называемый верхним шовным швом или шовным швом, представляет собой сварной шов, соединяющий боковые стороны металлического настила вместе. Он состоит из сварки мужской стороны металлического листа настила с внутренней стороной. Прежде чем это можно будет сделать, собранный боковой нахлест должен быть плотно обжат вместе с помощью инструмента для обжима металлического настила.
Обучение и сертификация по сварке металлического настила
Первое, что вам нужно, чтобы начать сварку стального настила, — это сертификация малого калибра от вашего местного или государственного строительного отдела.
Чтобы получить сертификат, вам необходимо пройти обучение. Вы обнаружите, что даже если вы опытный сварщик конструкций, вам нужно будет попрактиковаться на настиле из тонкой стали, чтобы развить свои навыки. В отличие от структурной сварки, которая является более толстой и медленной, сварка тонкой толщины выполняется быстро, и вы будете склонны дуть насквозь предмет, который пытаетесь сварить, пока не освоите его.
Вы обнаружите, что даже если вы опытный сварщик конструкций, вам нужно будет попрактиковаться на настиле из тонкой стали, чтобы развить свои навыки. В отличие от структурной сварки, которая является более толстой и медленной, сварка тонкой толщины выполняется быстро, и вы будете склонны дуть насквозь предмет, который пытаетесь сварить, пока не освоите его.
Прежде чем приступить к сварке металлического настила или даже к обучению, необходимо убедиться, что у вас есть подходящее оборудование. К счастью, как для дуговой точечной, так и для шовной сварки оборудование в основном одинаковое. Есть только пара отличий, которые мы рассмотрим. Вот необходимое вам оборудование:
Типы сварочных аппаратов для сварки металлического настила- Сварочные аппараты доступны в газовом или дизельном исполнении. Сварочные аппараты
- доступны на большинстве пунктов проката инструментов.

- Если вы хотите приобрести аппарат для сварки электродом, Lincoln Electric Co. будет хорошим местом для начала. Они были в бизнесе в течение 125 лет и имеют множество вариантов выбора.
- Мы рекомендуем использовать ½ дюйма. диаметр свинца
- Если у вас нет сварочного провода, вы можете взять его напрокат.
- Сварочные стержни бывают разных типов. Вам нужно будет прочитать раздел технических характеристик металлического настила, чтобы узнать, какой тип сварочного стержня требуется для работы .
- Сварочные стержни, используемые для дугового шва, отличаются от тех, которые используются для дуговой точечной сварки.
- Для дугового сварного шва указаны типичные сварочные стержни:
- #60-11
- #60-22
- При дуговой точечной сварке указан типичный сварочный стержень:
- Серия 70/16
- При дуговой точечной сварке указан типичный сварочный стержень:
Дополнительные предметы, необходимые для сварки металлического настила
Помимо сварочного оборудования, вам потребуются дополнительные предметы для правильной сварки металлического настила в ванне.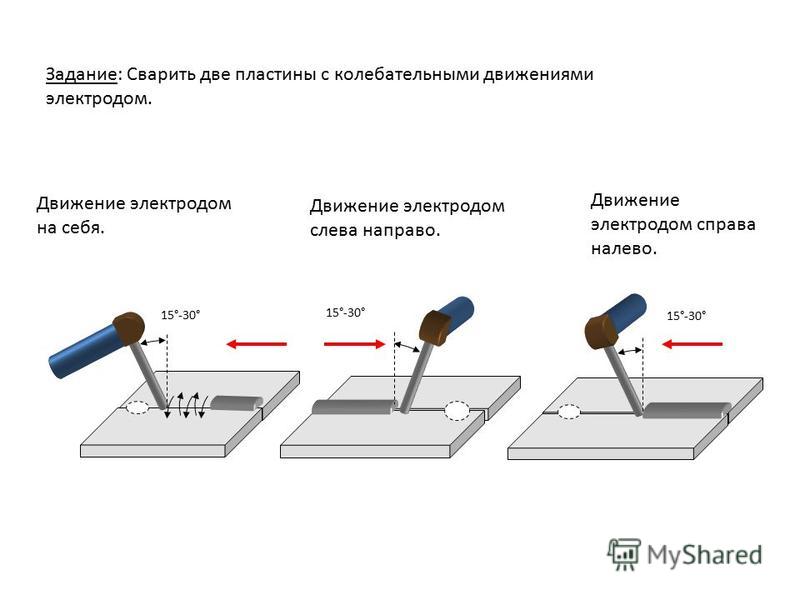
- Сумка для сварочных электродов
- При сварке металлического настила вы пройдете через несколько сварочных стержней. Так что вам нужно будет держать много под рукой. Использование мешочка для сварочных прутков значительно упрощает работу. В противном случае вам придется останавливаться и покупать сварочный стержень каждый раз, когда вам понадобится новый. Это добавляет ненужное время к работе.
- Сварочный колпак и каска
- Если у вас еще нет этих предметов, вы можете найти их в местной компании по снабжению сварочными материалами.
- Защитная рабочая одежда и рабочая обувь.
- Топливо
- Некоторые сварочные аппараты имеют бензиновые двигатели, а другие — дизельные. Убедитесь, что используете правильное топливо, иначе вы можете повредить двигатель сварочного аппарата.
- Кримпер (только для сварных швов)
- Обжимной инструмент требуется только для верхнего сварного шва.
 Он используется для обжатия боковых сторон металлического настила перед выполнением шовной сварки.
Он используется для обжатия боковых сторон металлического настила перед выполнением шовной сварки. - Возможно, у вас уже есть обжимной инструмент, но вы этого не понимаете. Если в вашей компании есть инструмент для штамповки кнопок, все, что вам нужно сделать, это удалить углубление (кнопку) с помощью шестигранного ключа, и это превратит ваш инструмент для штамповки кнопок в инструмент для обжима металлического настила.
- Если у вас нет обжимного инструмента, вы можете взять его напрокат или взять напрокат у поставщика металлических настилов. Они также доступны для покупки.
- Обжимной инструмент требуется только для верхнего сварного шва.
Сварка металлического настила
Выполнение дуговой точечной сварки отличается от выполнения дуговой шовной сварки. Однако оба типа сварных швов требуют одинаковой подготовки. Мы рассмотрим различные этапы подготовки, затем мы рассмотрим этапы выполнения дуговой точечной сварки и сварки дуговым швом.
Подготовка к сварке металлического настила После установки металлического настила вам необходимо подготовиться к сварке металлического настила. Ниже приведены различные шаги, которые необходимо выполнить для подготовки.
Ниже приведены различные шаги, которые необходимо выполнить для подготовки.
- Доставьте сварочный аппарат на строительную площадку или, если вы арендуете оборудование, попросите компанию по аренде оборудования доставить аппарат на строительную площадку вместо вас.
- Подсоедините заземляющий провод от ближайшей стальной колонны на уровне земли к отрицательной клемме (земле) сварочного аппарата.
- Подсоедините положительный сварочный провод в следующем порядке:
- Если ваш сварочный объект находится на уровне земли, подтяните конец электрода к рабочей зоне.
- Если вы выполняете сварочные работы на уровне пола выше уровня земли, подтяните конец свинцового электрода к рабочему полу с помощью веревки.
- Убедитесь, что рабочий пол имеет страховочный трос по всему периметру здания и вокруг всех отверстий.
- Подсоедините один конец сварочного провода к плюсовой клемме сварочного аппарата.

- Подсоедините другой конец сварочного кабеля к сварочному электроду.
- Проверьте сварочный аппарат на уровень топлива, воды и масла. Добавьте любой, если это необходимо.
- Запустить сварочный аппарат.
- Возьмите с собой на место работы коробку со сварочной проволокой.
- Наденьте сварочный капюшон, каску, защитную одежду и рабочие ботинки.
- Убедитесь, что ваш сварочный колпак опущен во время всех сварочных работ, иначе вы можете повредить глаза.
- Если вы выполняете сварку настила из оцинкованной стали, важно носить респиратор или маску, рассчитанные на пары оцинкованного цинка, иначе ваши легкие и другие органы будут повреждены.
- Вставьте сварочный стержень в сварочный электрод.
- Зажгите дугу и начните сварку.
- Прожечь металлическое покрытие и прожечь стальной каркас
- Сделайте круговое движение сварочным стержнем и заставьте расплавленный металл течь наружу от центра.

- Вытащите сварочный стержень из ванны, когда она достигнет диаметра около ¾ дюйма.
На некоторых работах может потребоваться удаление шлака и покраска сварных швов. Обязательно ознакомьтесь со спецификациями работ по металлическому настилу, чтобы определить, потребуется ли зачистка и покраска сварных швов.
Как сделать сварной шов металлического настилаСтандартная длина сварного шва верхнего металлического листа составляет 1 ½ дюйма.
- Обожмите боковой нахлест металлического настила длиной около 2 дюймов так, чтобы на каждом конце было обжато около ¼ дюйма дополнительной площади
- Возьмите электрод и сделайте сварной шов длиной 1 ½ дюйма в верхней части обжима. Сварка должна быть достаточно глубокой, чтобы зацепить охватываемую ногу, чтобы прикрепить и затвердеть все.
картины заварки
для украшать металла Каждый тип металлического настила имеет множество схем сварки, из которых может выбирать инженер-строитель. Образец можно найти на чертежах конструкции. Важно обратить внимание на требуемую схему сварки и выполнить сварку металлического настила в соответствии с проектными чертежами.
Образец можно найти на чертежах конструкции. Важно обратить внимание на требуемую схему сварки и выполнить сварку металлического настила в соответствии с проектными чертежами.
Что делать, если у меня есть работа, не требующая сварки?
Хотя сварка является наиболее традиционным методом крепления и крепления металлического настила, это не единственный метод. Если вам доведется работать над проектами металлического настила, вы, скорее всего, увидите другие указанные методы крепления.
В Western Metal Deck мы хотим, чтобы вы знали об этих различных методах, чтобы установка металлического настила прошла гладко. Покупка металлического настила правильного типа и его крепление в соответствии со спецификациями металлического настила является ключом к тому, чтобы ваша работа с металлическим настилом прошла гладко и прошла проверки.
Для бокового шва используются такие распространенные методы крепления, как пробивка пуговиц, пришивание стежков и соединение внахлест verco/vulcraft 2 (VSC2).