
Как сделать правильно сварочный шов: Страница не найдена — Все про трубы
Как правильно класть сварочный шов: разновидности, возможные ошибки
Содержание:
- Виды сварок
- Разновидности сварных швов
- Подготовка
- Возбуждение дуги
- Положение электрода
- Движения электродом
- Включения
- Выбор инвертора
- Возможные ошибки
- Интересное видео
Сварка — самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр — от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая.
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом. - Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ «углом вперед» подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При «угле назад» движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.

Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали.
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.

- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.

Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Сварка углового шва — как сделать правильный сварочный шов ВИДЕО
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Восемь советов по созданию качественного сварного шва
Восемь советов по созданию хорошего сварного шва
Важно знать основные принципы создания безопасного, прочного и чистого сварного шва.
Мэтью Хефферан, специалист по полевым применениям Welding Industries of Australia (WIA), делится своими восемью советами по созданию качественного сварного шва.
1. Безопасность
Убедитесь, что у вас есть правильное защитное снаряжение, включая перчатки, огнеупорную куртку и каску.
Разработанная для сварщиков, которым нужна защита, производительность и комфорт по доступной цене, компания WIA предлагает маски BlueFX и ViewFX с автоматическим затемнением, которые помогают сварщикам оставаться в безопасности.
2. Выберите процесс
MIG, порошковая проволока, Stick и TIG? Не запутайтесь во всех различных терминах.
При сварке проволокой используются катушки с проволокой, которые подаются через пистолет, а постоянная подача проволоки сводит к минимуму количество пусков и остановок. Это быстро, экономично и лучше подходит для сварки тонколистового металла.
Существует два типа проволочной сварки:
1. MIG (металлический инертный газ) : Сварка MIG основана на постоянном потоке защитного газа для защиты сварного шва от загрязнения. Ограничения сварки MIG заключаются в том, что ее может быть трудно использовать на открытом воздухе, и вам придется возить с собой газовый баллон.
2. Порошковая проволока: При сварке порошковой проволокой используется проволока, специально предназначенная для использования с защитным газом или без него в зависимости от используемой проволоки. Самоэкранированные провода, которые могут прокладываться без использования газа, подходят для наружных работ.
Палка (SMAW)
Лучший выбор для быстрого ремонта. Его легко настроить, и в нем используется стержневой электрод, такой как Austarc 16TC и 12P, поэтому вам не нужен механизм подачи проволоки. Stick работает медленнее, чем сварка MIG, но часто более щадящая при работе с грязным или ржавым металлом. Палка не рекомендуется для сварки тонколистового металла.
Вольфрамовый инертный газ (TIG)
Сварка TIG предпочтительна для архитектурных или автомобильных работ, где сварной шов должен выглядеть хорошо. Это также хороший способ сварки тонкого и листового металла и получения бесшовного вида. TIG труднее всего освоить, но он не выйдет за рамки вашего понимания, если вы приложите к нему усилия. Аппараты TIG могут сваривать различные металлы, однако, если вы хотите специально сваривать TIG алюминий, вам потребуется аппарат с функциями переменного/постоянного тока, например, аппарат WIA Weldarc 200i AC/DC.
Аппараты TIG могут сваривать различные металлы, однако, если вы хотите специально сваривать TIG алюминий, вам потребуется аппарат с функциями переменного/постоянного тока, например, аппарат WIA Weldarc 200i AC/DC.
Если ваша работа требует использования ряда различных процессов, WIA предлагает различные многофункциональные машины, включая Weldmatic 200i, 250i, 350i или 500i.
3. Выберите подходящий аппарат для сварки
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо выбрать тот, который лучше всего подходит для вашей области применения.
В процессе выбора следует учитывать следующие факторы:
- тип свариваемого материала
- толщина материала
- сварочная позиция
- тип источника сварочного тока и доступная сила тока
Чтобы немного упростить процесс выбора, WIA подготовила подборку, которая поможет вам выбрать подходящий сварочный аппарат для вашего применения.
4. Убедитесь, что ваш материал чистый
Убедитесь, что все материалы чистые. Любое масло, ржавчина, краска или прокатная окалина могут вызвать загрязнение и привести к некачественному сварному шву. Прежде чем начать процесс сварки, очистите все свое оборудование, поверхности и материалы, чтобы убедиться, что все чистое.
5. Выберите правильные настройки
Правильные настройки сварочного аппарата окажут огромное влияние на качество сварки. Каждый продукт WIA поставляется с листом технических данных, который позволит вам определить оптимальные настройки для вашего сварного шва.
6. Поддерживайте правильный вылет
При сварке MIG важно поддерживать правильное расстояние между контактным наконечником CTWD и рабочим расстоянием. Если значение CTWD слишком мало, вы обнаружите чрезмерный износ наконечника, а если CTWD слишком далеко, вы почувствуете снижение силы тока. Обе проблемы приведут к плохому сварному шву.
Оптимальное значение CTWD для проволоки диаметром 0,9 мм составляет от 10 до 16 мм, а для проволоки диаметром 1,2 мм — от 16 до 19 мм.
7. Настройте машину для каждого сварного шва
Проверьте свою справочную таблицу и отрегулируйте wfs и напряжение в соответствии с ними. Сделайте несколько пробных сварных швов на металлоломе, чтобы убедиться, что вы довольны настройками.
8. Практика, практика, практика!
Практика делает совершенным. Чем больше сварки вы сделаете, тем лучше вы станете.
Дата: 02.12.2018
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом под воздействием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнителем или расходным материалом . По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
Состав:
- Как работает сварка?
- Общие конфигурации соединений
- Типы сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не расплавляется, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится. Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Сначала поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение древесины
Сварка древесины использует тепло, выделяемое при трении, для соединения материалов. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, который позволяет соединить древесину без клея или гвоздей за считанные секунды.
Соединение встык
Соединение концов или кромок двух деталей, образующих угол друг к другу 135-180° включительно в области соединения.
Т-образное соединение
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 9 градусов включительно0° в области сустава.
Угловое соединение
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Кромочное соединение
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Крестообразный шарнир
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлестку
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварные швы в зависимости от конфигурации дыра.
Пробковая сварка
Сварка, выполненная путем заполнения отверстия в одном компоненте заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью нахлестки компонента, выходящей через отверстие (отверстие может быть круглым или овальным).
На основе проплавления
Сварной шов с полным проплавлением
Сварное соединение, при котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором провар преднамеренно меньше полного провара. В США предпочтительным термином является сварка с частичным проплавлением (PJP).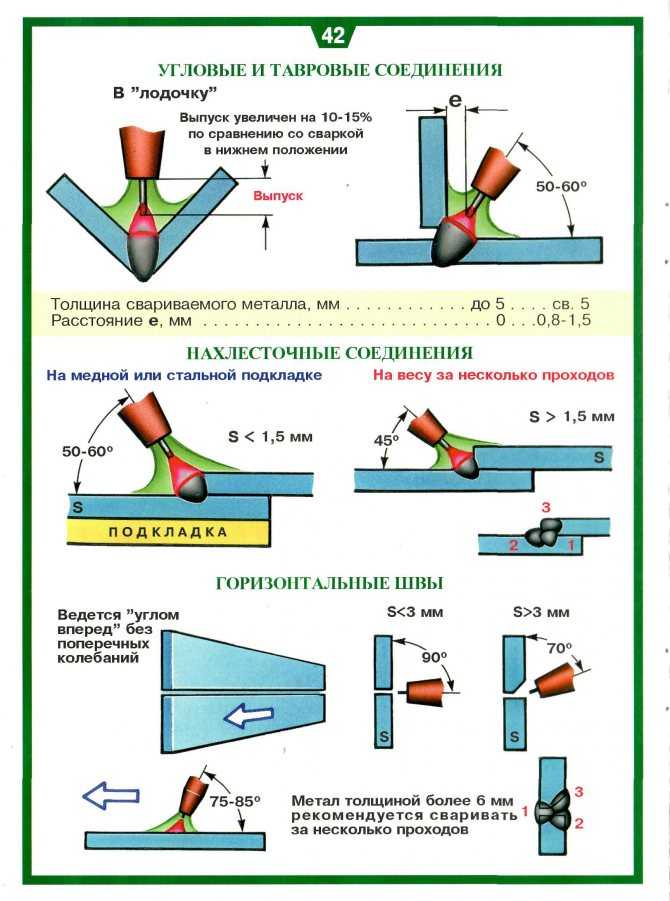
сварные швы на основе доступности
Особенности заполненных сварных швов
Butt Weld
Filet Weld Weld
MARNAL METLA пайка.
Присадочный металл
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Металл сварного шва
Весь металл плавится во время выполнения сварного шва и остается в сварном шве.
Зона термического влияния (ЗТВ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Линия сплавления
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона сварки
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Стык сварного шва
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Избыток металла сварного шва
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, не подходит, поскольку любой излишек металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Прогон (проход)
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19 века применялась только кузнечная сварка, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных процессов с собственными технологиями и приложениями для промышленности, в том числе:
Arc
Эта категория включает в себя ряд общих ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Трение
Методы сварки трением соединяют материалы с помощью механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются для создания связи при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются в качестве метода склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.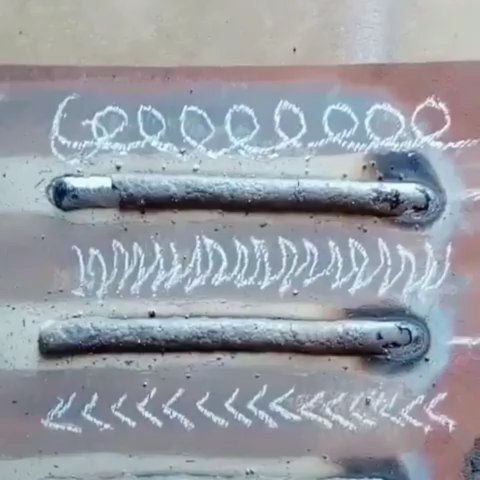
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеяния луча.
Существует множество распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
Лазер
Используемый для соединения термопластов или кусков металла, этот процесс использует лазер для получения концентрированного тепла, идеально подходящего для сварных швов, глубоких швов и высокой скорости соединения. Поскольку этот процесс легко автоматизируется, высокая скорость сварки делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Лазерная сварка может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, обычно используемый в автомобильной промышленности.