
Как сделать сварку: как сделать трансформатор или мини-сварку своими руками
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
- Сварочные аппараты: классификация
- Как сделать сварочный аппарат инверторного типа
- Сварочный трансформатор своими руками
- Мини-сварка своими руками
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока.

- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.

Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.

Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить.
 В первичной обмотке 200 витков.
В первичной обмотке 200 витков. - Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см.

Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.

Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварка — своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А.![]() Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15).![]() Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т. д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).
Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный).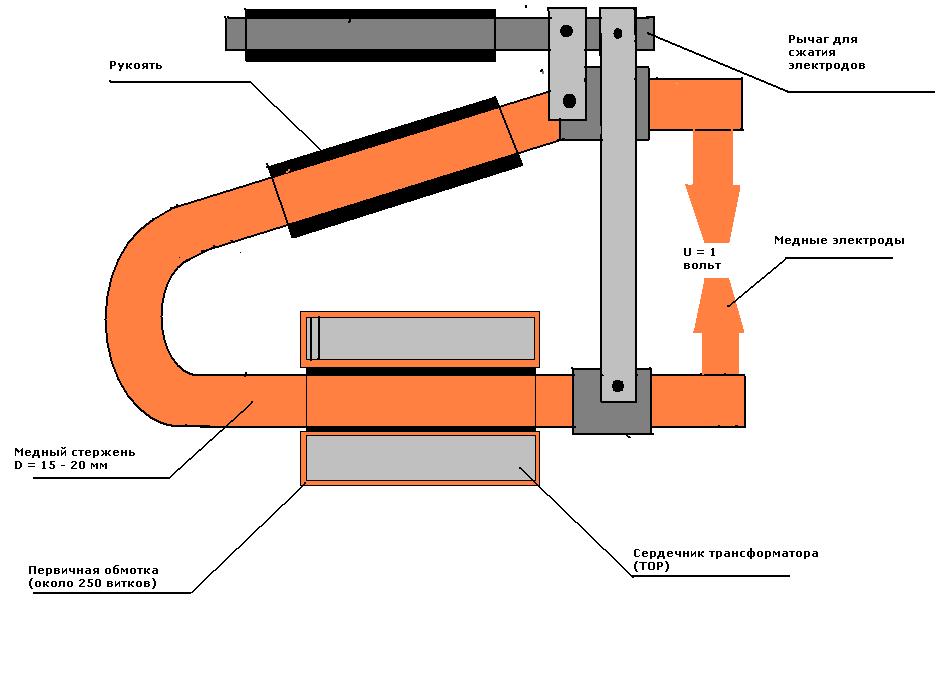 Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет.
Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет. Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше).
Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи.
Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Как сварить что-нибудь своими руками
Фото: istockphoto.com
Сварка становится все более популярным хобби, и на то есть веские причины. С его помощью можно починить ворота или отремонтировать машину, сэкономив при этом связку. Сварочные проекты своими руками могут также включать в себя привлекательные кострища или скульптуры для двора. Высококачественное сварочное оборудование никогда не было таким простым в использовании, и оно стало удивительно доступным.
Начать работу проще, чем многие думают, и Боб Вила предлагает широкий выбор статей для тех, кто хочет научиться сварке. Мы охватываем ряд тем, в том числе термины сварки, различные виды сварки и практические советы о том, как сваривать для развлечения или получения прибыли.
Сварка – это процесс неразъемного соединения двух или более металлических частей. Сварочная проволока или присадочный стержень используются для создания электрической цепи, называемой «дугой», которая плавит металл при очень высоких температурах. При правильном формировании хорошие сварные швы обладают огромной прочностью и долговечностью.
Хотя сварку можно использовать во всем, от производства консервных банок до судостроения, в этой статье мы сосредоточимся на том, как сваривать дома. MIG (металл в среде инертного газа) — самый популярный вид сварки среди новичков, потому что его легко освоить, а оборудование относительно недорого. Тем не менее, есть несколько других видов сварки, поэтому у тех, кто начинает это увлекательное хобби, никогда не будет недостатка в новых вещах, которые можно попробовать.
ПОДРОБНЕЕ О НАЧАЛЕ РАБОТЫ:
➤ 4 типа сварки, которые должен знать каждый домашний мастер
➤ Сварка MIG и TIG: в чем разница?
Наиболее популярные сварочные работы для начинающих — это базовый ремонт заборов и ворот, устранение повреждений кузова автомобиля или прицепа, изготовление небольших предметов мебели, таких как табуреты и тумбочки, а также разработка скульптурных деталей, которые позволяют сварщикам изучить их творчество.
Каждое из них можно выполнить с минимальным опытом и сэкономить значительные суммы денег. Также популярны проекты по сварке металлолома, что позволяет начинающим сварщикам практиковаться с минимальными затратами. Это все еще может привести к впечатляющим произведениям искусства. Ржавчина, вмятины и царапины являются неотъемлемой частью промышленной привлекательности этого вида работ. Знание того, какие типы сварных швов использовать для различных проектов, является ключом к успеху сварки.
ДОПОЛНИТЕЛЬНЫЕ ПРИМЕНЕНИЯ ДЛЯ СВАРКИ:
➤ 9 типов сварки и когда их использовать
Фото: istockphoto.com удовлетворить эту потребность. Остальные инструменты и оборудование можно использовать для всех видов сварки. Они были отобраны у ведущих производителей и обширных руководств покупателя, написанных исследователями Боба Вила.
- Fourney Easy Weld 261 : Этот мощный, но простой в использовании аппарат изготовлен одним из самых надежных брендов в области сварки.
 Сварка с флюсовой проволокой представляет собой разновидность сварки MIG, которую можно использовать как в помещении, так и на улице, а вес всего 19 фунтов делает аппарат Fourney очень портативным.
Сварка с флюсовой проволокой представляет собой разновидность сварки MIG, которую можно использовать как в помещении, так и на улице, а вес всего 19 фунтов делает аппарат Fourney очень портативным. - Сварочный шлем Yeswelder : Хороший сварочный шлем является важным элементом защитного снаряжения, но он может быть довольно дорогим. Эта модель является нашим выбором «лучшее соотношение цены и качества», поскольку она включает в себя множество высококачественных функций по конкурентоспособной цене.
- Сварочные перчатки RAPICCA : Эти прочные, но гибкие сварочные перчатки являются огнестойкими и термостойкими, защищая пользователей от болезненных ожогов. Их также можно использовать с барбекю, дровяными горелками или горячими кастрюлями из духовки.
- Сварочная куртка Lincoln Electric : Сварочная куртка не является обязательной, но защитит вашу одежду от ожогов и грязи. Немногие бренды имеют лучшую репутацию, чем Lincoln Electric, и эта сверхпрочная кожаная версия должна служить годами.
 Некоторые сварщики предпочитают фартук, и нам особенно нравится этот высоко оцененный вариант от QeeLink.
Некоторые сварщики предпочитают фартук, и нам особенно нравится этот высоко оцененный вариант от QeeLink. - Сварочный молоток Hobart : Для очистки готовых сварных швов необходимы два инструмента: отбойный молоток и проволочная щетка. Хобарт сочетает в себе оба этих элемента в своем продуманном дизайне.
- Сварочные клещи Strong Hand MIG : Сварочные клещи — это универсальные инструменты, предназначенные для выполнения самых разных задач, связанных со сваркой.
- Отрезная пила Porter-Cable : Резка металла ручной пилой возможна, но это тяжелая работа, требующая много времени. Отрезная пила, такая как качественная машина от Porter-Cable, является эффективной альтернативой.
Для получения дополнительной информации о покупке и использовании сварщика:
➤ Лучшие сварщики для начинающих
➤ Как использовать сварщик Mig
. Как сварить в домашних условиях несложно, особенно при сварке МИГ новички могут относительно быстро добиться успеха. Тем не менее, если вы проявите терпение и уделите время каждому сварочному проекту, вы всегда получите лучшие результаты.
Как сварить в домашних условиях несложно, особенно при сварке МИГ новички могут относительно быстро добиться успеха. Тем не менее, если вы проявите терпение и уделите время каждому сварочному проекту, вы всегда получите лучшие результаты.
Подготовка является ключевым элементом. Планирование каждой задачи и наличие всего под рукой, когда вы начинаете, позволяет полностью сосредоточиться на выполняемой работе. Кроме того, несмотря на то, что можно сваривать грязный или ржавый металл, очистка соединяемых кромок поможет повысить прочность сварного шва.
Также важно помнить о безопасности. Никогда не пытайтесь сваривать без маски или перчаток. При сварке могут образовываться неприятные испарения, поэтому важна адекватная вентиляция. При сварке дома следите за тем, чтобы дети и домашние животные не находились в зоне сварки. Это делается не только для их собственной безопасности, но и для того, чтобы вы не отвлекались и не поранились.
Фото: istockphoto.com
Расширьте свой сварочный репертуар Несмотря на то, что простые проекты по сварке, которые можно найти в Интернете, являются отличным местом для начала, вы можете получить огромное удовольствие от совершенствования своих навыков и расширения круга видов сварки. сварка вы делаете. Часто это означает, что работу можно выполнить быстрее, а также снизить затраты. Некоторые люди идут дальше сварки и превращают хобби в прибыльную подработку.
сварка вы делаете. Часто это означает, что работу можно выполнить быстрее, а также снизить затраты. Некоторые люди идут дальше сварки и превращают хобби в прибыльную подработку.
Ничто не заменит обучение сварке у опытного человека. Это может быть друг-сварщик, который может выступать в качестве наставника, или это могут быть местные занятия. Если они недоступны, то жизнеспособной альтернативой являются онлайн-курсы по сварке.
ДЛЯ ДОПОЛНИТЕЛЬНЫХ ВОЗМОЖНОСТЕЙ ОБУЧЕНИЯ:
➤ Лучшие онлайн-курсы по сварке
Как научиться сваривать без профессионального обучения
Производственная отрасль продолжает расти, а вместе с ней растет и спрос на сварщиков. . Фактически, Бюро статистики труда США (BLS) ожидает, что занятость сварщиков значительно вырастет в течение следующего десятилетия, добавляя в среднем 50 000 новых рабочих мест в этой области в год . Если вы хотите научиться сварке и начать карьеру, вас ждет захватывающая практическая профессия с множеством возможностей впереди.
Пока наша страна продолжает создавать новые продукты и дороги, всегда будет потребность в квалифицированных и хорошо обученных сварщиках. Стареющая инфраструктура нашей страны потребует опыта сварщиков, резчиков, пайков и паяльников, чтобы помочь восстановить мосты, автомагистрали и здания, наряду с новыми технологиями и товарами.
Если вы хотите научиться сварке, но у вас нет подготовки, необходимой для работы в этой области, возможно, вы ищете способы начать работу. В эпоху Google многие люди пытаются исследовать эту область самостоятельно и учиться с помощью онлайн-видео, блогов и других учебных пособий. Это правильный путь для вас? Читайте дальше, пока мы исследуем лучший способ научиться сварке для тех, у кого нет опыта и кто не прошел обучение на рабочем месте, как ожидают многие работодатели.
В поисках правильного пути
Интернет полон всевозможной информации. Это может быть отличным ресурсом, когда вы узнаете, как повесить картину на стену или как установить набор полок. Однако, когда дело доходит до профессиональных проектов, обычно требуется программа профессиональной подготовки. Например, домовладельцы, желающие нанять электрика или подрядчика, часто ищут кого-то с навыками и опытом, необходимыми для правильного выполнения работы. Вы бы не хотели, чтобы кто-то устанавливал лестницу в вашем доме или чинил сломанную трубу, если бы они учились только просмотру видео на YouTube.
Однако, когда дело доходит до профессиональных проектов, обычно требуется программа профессиональной подготовки. Например, домовладельцы, желающие нанять электрика или подрядчика, часто ищут кого-то с навыками и опытом, необходимыми для правильного выполнения работы. Вы бы не хотели, чтобы кто-то устанавливал лестницу в вашем доме или чинил сломанную трубу, если бы они учились только просмотру видео на YouTube.
Тот же самый мыслительный процесс применим и к сварщикам. Многие работодатели в промышленности сегодня требуют как минимум аттестат о среднем образовании в сочетании с обучением на рабочем месте. Однако последипломная программа обучения сварке может подготовить вас к навыкам, необходимым для вашей карьеры (и помочь вам выделиться среди конкурентов).
На самом деле здесь, в Коннектикуте, работодатели предпочитают кандидатов с некоторым уровнем высшего образования. Недавний опрос показал, что компании больше удовлетворены работниками, которые посещали программы после окончания средней школы. Те, кто работает в обрабатывающей промышленности, считают, что определенный объем ученичества и обучения необходим для развития успешных производственных рабочих. Это относится и к сварке.
Те, кто работает в обрабатывающей промышленности, считают, что определенный объем ученичества и обучения необходим для развития успешных производственных рабочих. Это относится и к сварке.
Если вы хотите прорваться в обрабатывающую промышленность в качестве сварщика, вы, вероятно, захотите сделать это как можно быстрее. Так как же научиться сварке, не тратя много времени и денег на обучение? Рассмотрите возможность получения сертификата сварщика.
Практический подход
Лучший способ научиться сварке без обучения на рабочем месте, потому что как можно приступить к работе, не получив соответствующей квалификации? – через программу сертификатов сварщика. Несмотря на распространенное мнение, для этого не нужны годы учебы в школе. В Университете Гудвина мы предлагаем программу сварки, ориентированную на карьеру, которую можно пройти за всего 8 месяцев . За этот короткий промежуток времени вы получите все навыки и знания, необходимые для начала карьеры в области сварки.
В такой школе, ориентированной на карьеру, как Goodwin, потенциальные сварщики проверяют свое творческое мышление и сосредотачиваются на изучении навыков, которые сегодня ищут работодатели. Они практикуются на современном оборудовании, используемом в профессиональной сварке, и получают техническую подготовку, необходимую для достижения успеха. Курсы этой программы научат вас сварке, а также обеспечат вам все необходимое для работы в реальном мире, например:
- Безопасность сварки
- Изготовление
- Общие методы сварки, в том числе:
- Дуговая сварка защищенным металлом
- Дуговая сварка металлическим газом
- Дуговая сварка под флюсом
- Термическая резка
Независимо от того, хотите ли вы работать в местной ремонтной мастерской или крупной производственной компании, начать свой собственный бизнес или заниматься сварочными работами в качестве подработки, вы можете получить навыки и практическое обучение, необходимые в программе сварки. В Goodwin высокотехнологичные инструменты, используемые студентами, включают плазменный стол CDC и стол Bluco.
В Goodwin высокотехнологичные инструменты, используемые студентами, включают плазменный стол CDC и стол Bluco.
Получив сертификат сварщика, вы сможете поднять свою карьеру на новый уровень и, в зависимости от своих карьерных целей, даже перейти к ряду других специальностей в обрабатывающей промышленности. Например, многие выпускники Goodwin проходят курсы по следующим направлениям:
- CNC-обработка
- Системы менеджмента качества
- Управление производством
- Мехатроника
- Логистика
- И многое другое!
Небо — предел для тех, кто учится сварке в программе высшего образования. Посещение школы — отличный путь к карьере сварщика, а также может подготовить вас к более продвинутым позициям в будущем, например, к управлению, если вы того пожелаете. Получение сертификата сварщика даст вам преимущество перед другими кандидатами на работу и даст вам набор навыков, необходимых для будущей карьеры.
Начни и будь в пути!
Вы готовы начать свою карьеру в области сварки? Свяжитесь с Университетом Гудвин сегодня, чтобы узнать о нашей программе сертификации сварщиков.