
Как собрать самодельный фрезерный станок с чпу чертежи и схемы: Как собрать станок с ЧПУ своими руками
Самодельный ЧПУ фрезерный станок / DIYtimes
Эта статья покажет весь путь по изготовлению самодельного ЧПУ фрезеро-гравировального станка под управлением MACh4. Разберемся с конструкцией самоделки, подключения электрики и настойки программ.
Для сборки ЧПУ станка нам понадобятся направляющие из принетра EPSON — 4 штуки длинной 450 мм диаметром 14 мм и шаговые двигатели EM-181 в количестве 3 штук.
Размеры
Стол:
100х500 2шт.
100х420 2шт.
420х410 1шт.
Портал:
100х230 2шт.
100х420 1шт.
100х465 1шт.
Каретка «Z»
100х215 1шт.
95х210 1шь.
100х50 1шт.
Корпус принтера будет из мебельной ДСП. Что бы улучшить эстетические характеристики нашего ЧПУ станка торцы ДСП с помощью утюга проклеим торцевой лентой. Купить ее как и ДСП можно в любом магазине мебельной фурнитуры. Детали скрепляем между собой саморезами или конфирмантами.
Для фрезерования отверстий под подшипники ходовых винтов я использовал перьевое сверло и дрель. Размер брал чуть меньше и доводил наждачкой для плотной посадки обоймы подшипника. Направляющие у меня были диаметром 14 мм, подшипники 22 мм в диаметре.
Размер брал чуть меньше и доводил наждачкой для плотной посадки обоймы подшипника. Направляющие у меня были диаметром 14 мм, подшипники 22 мм в диаметре.
Направляющие я взял от принтера Epson с которого снял и сами валы. Сразу закреплять направляющие в корпусе не стал т.к. сложно сохранить их правильную ориентацию относительно валов, нужно иметь возможность регулировать. По тому взял сантехническую ПВХ трубу на 1/4 дюйма и зажимы для крепления на стену. Трубу разрезал на куски по 95 мм и тисками запрессовал в них направляющие. В таком виде их стало удобно регулировать и закреплять.
Теперь можно собрать основание ЧПУ станка. Основание лучше поставить на регулируемых ножках. Конструкция хоть и жесткая, но при точной настройке размеры могут заметно гулять если станок сдвинуть. Возможность регулировать длину ножек позволит избежать таких проблем при калибровке.
К нашим ПВХ трубкам с направляющим прикручиваем перекладину. Нужно добиться отсутствия перекосов, что бы при движении салазок по всей длине направляющих наша перекладина не подклинивала и двигался легко.
Аналогичным способом собирается вторая ось — Y. Высоту портала выбираем таким образом, что бы хватало места для закрепления фрезерного инструмента.
Не забываем, что хоть наш станок и деревянный, но есть детали установка которых требует высокой точности. Расстояние между установленными направляющими валами должно вымеряться штангенциркулем. Если непараллельность, то нужно растачивать отверстие шкуркой и ставить жестяные клинья. Добиваться максимальной параллельности.
Ходовые винты сделаны из обычной шпильки М8/М6. Соединение вала с шаговых двигателем выполнялось через самодельную трубчатую муфту, но лучше заказать специальные т.к. нельзя допускать жесткой фиксации валов — будут биения.
Для оси Z решено было использовать мебельные направляющие для шкафов. Они достаточно жесткие и легко монтируются. Те, что были у меня — двигались без заметного люфта.
Двигатель вертикальной оси закрепляем на втулках что бы был доступ к муфте.
Собранная ось Z ЧПУ фрезера:
В качестве шпинделя был использован гравер-дремель.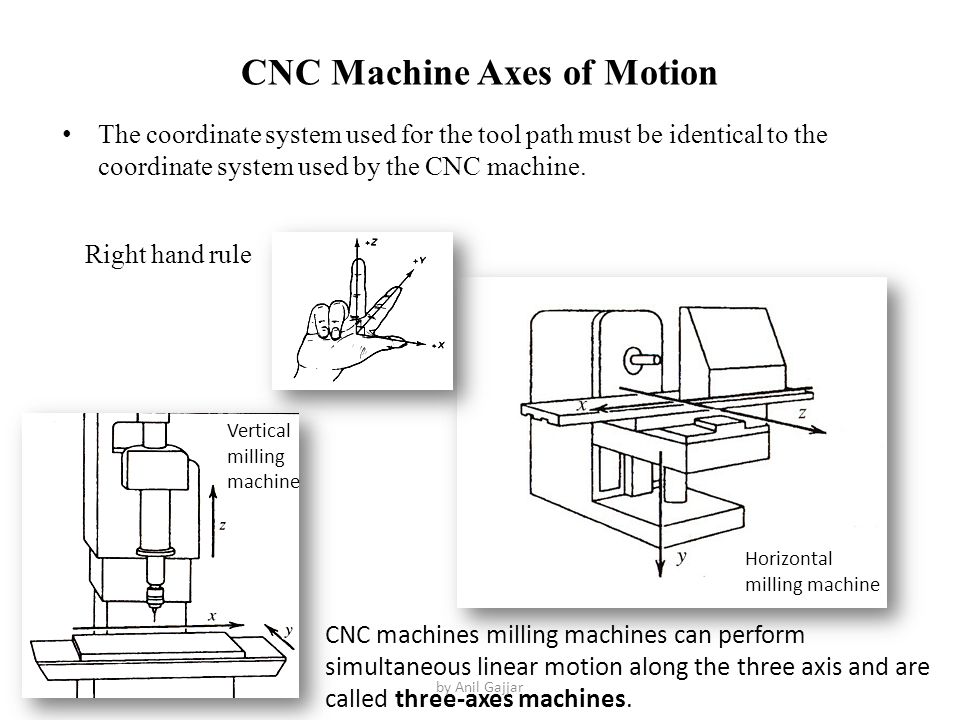 Его мощность позволяет обрабатывать дерево на малых подачах. Для более твердых материалов потребуется шпиндель большей мощности, но тогда и направляющие оси Z придется сменить.
Его мощность позволяет обрабатывать дерево на малых подачах. Для более твердых материалов потребуется шпиндель большей мощности, но тогда и направляющие оси Z придется сменить.
Гайки ходового винта были вытачены на токарном станке. Закреплены через строительный уголок.
Теперь нам остается отрегулировать ходовую гайку и ходовой винт. Положение винта вымеряется так же штангенциркулем относительно направляющих валов, затягиваются. Ходовая гайка фиксируется в последний момент когда мы убедимся, что нет перекосов.
Обращу внимание, что подшипники на шпильку сажаем через подложку из жести. Зажимать гайками ее следует не сильно, что бы шпильку не выгибало в сторону. Само резьбовое соединение проклеивается бакситной смолой. Она устранит люфты и не даст раскручиваться во время работы станка.
Далее нам предстоит размещение концевых выключателей (лимиты рабочего поля) подключение и настройка электроники. Изначально планировалось собирать электронику самостоятельно, но изучив схемы, стоимость комплектующих и необходимое время на изготовление плат было принято решение покупать готовое. Изучив предложения в интернете, сравнив цены были приобретены:
Изучив предложения в интернете, сравнив цены были приобретены:
интерфейсная плата с опторазвязкой BL-MACH-V1.1 $ 5.03
драйверы шаговых двигателей BL-TB6560-V2.0 $ 4.84 за 1 штуку.
Начнем с доработки двигателей. Двигатели EM-181 униполярные, это значит, что они имеют 4 обмотки соединенные определенным образом. Драйверы, которые мы используем, работают с биполярными двигателями, в которых 2 обмотки. Откручиваем 4 болта и снимаем заднюю крышку двигателя. Необходимо перерезать дорожку в обозначенном месте. Контакты обмотки 1 обозначены буквами «А» обмотки 2 буквами «В».
Подробно описывать подключение всей электроники смысла нет, просто покажу фотографии из которых все предельно понятно. Одно только хочу заметить, что концевики не будут работать пока к плате опторазвязи кроме 5V от USB не будет подключено 12V. не знаю почему но нигде в описании я этого не нашел и долго не мог понять почему MACH не запускался.
В качестве кабелеукладчика в автомагазине были приобретена пластиковая гофра диаметром около 10 мм. Кабель канал сделан из алюминиевого уголка.
Кабель канал сделан из алюминиевого уголка.
При пробных прогонах станка были неверно настроены драйверы, а точнее ток был выставлен на 3а что не понравилось двигателям и через 20 минут из них пошел дым. Для того чтобы это больше не повторилось, ток был ограничен на уровне 1.2а и были установлены радиаторы и вентиляторы охлаждения. (Позже в процессе эксплуатации выяснилось, что двигатели разогреваются сильно на малой подаче, при правильно выставленном значении тока и подаче в 10-15 мм/с. двигатели греются не сильно)
Электронику упаковываем в симпатичный корпус, нашел случайно на рынке, стоил 4$ подошел идеально.
НАСТРОЙКА MACh4
Теперь пара слов о настройке программы управления MACh4.
В тонкости вдаваться не буду, опишу необходимый минимум, как заставить моторы вращаться в нужную сторону и на нужное расстояние. Скачиваем и устанавливаем программу mach4.
Установка порта:
В меню «config»(«Конфигурации») выбираем «Port and Pins» (Порты и Пины) ставим галку на нужный порт.
Частоту ядра выбираем 25000Hz чтобы разогнать станок на нормальную скорость, на драйверах устанавливаем делитель 1:8
Настройка пинов управления двигателями:
Выберите вкладку «Motor Outputs»(«Выходы двигателей») Ставим галочки напротив осей X,Y,Z. Тем самым мы делаем их активными. Смотрим, к каким портам платы опторазвязки подключены наши драйверы и вписываем эти номера в поля «Step» (шаг) и «Dir» (направление) галочки «Step low active» отвечают за реверс вращения двигателей «step low active» шаг двигателя при положительном или отрицательном импульсе.
Концевые выключатели и кнопка экстренной остановки:
Концевики установленные на осях работают как индикатор достижения крайнего положения рабочего поля. Это предотвращает поломку механики. При срабатывании выключателя в процессе работы станок просто остановится.
В данном случае ось «X» подключена к 13 порту «Y» к 12 порту «Z» к 11 порту платы опторазвязки.
Кнопка E stop подключена к 15 порту и срабатывает при замыкании.
Теперь один очень важный момент. Даже если драйверы подключены правильно и пины управления подключены без ошибок двигатели не будут вращаться без команды включения. Переходим на вкладку »output signale» и ставим, галочки напротив «enable» номер порта прописываем тот, к которому подключен контакт »EN-» теоретически их можно подключить на один порт, но я все 3 драйвера подключен на порты 14-16-17
Вот и все, мы закончили настройки. Остался один маленький штрих. Ходовые гайки у нас без компенсации люфтов, и убрать их в таком исполнении убрать тяжело. Разработчики программы позаботились об этом и нам нужно всего лишь включить функцию компенсации и задать их величину. В меню «config»(«Конфигурации») выбираем «Backlash» Ставим галочку включить и прописываем значения для каждой оси.
Работа в ArtCAM Чтобы статья получилась полноценной расскажу в вкратце как работать в программе «ArtCAM pro». В качестве примера возьмем чертеж моторамы от самолета «MicroAngel» в формате *.dxf Открываем ArtCAM выбираем «файл» — «открыть» в поле тип файлов выбираем *.
В меню «размер новой модели» задаем высоту и ширину нашей заготовки из фанеры, которую мы закрепили на рабочем столе. Чтобы не испортить стол станка заготовку я креплю прижимами на подложке из потолочной плитки или подложки для ламината. Задаем размер заготовки 300х300 и нажимаем 2 раза «ОК»
Компонуем элементы от нижнего левого угла, это по умолчанию нулевая точка.
Вначале необходимо вырезать внутренние элементы. Для этого в нижнем левом углу панели инструментов выбираем «УП» Выделяем часть внутренних элементов и в разделе «2D УП» выбираем «обработка по профилю»
В поле «сторона обработки» выбираем внутри начальный проход оставляем «0» это верх нашей заготовки. Финишный проход ставим чуть больше толщины фанеры. В данном случае фанера 3мм. значит, в поле финишный проход ставим 3.2мм.
Далее «плоскость безопасности» тут все понятно, это высота перемещения инструмента над заготовкой.
Следующий пункт выбор инструмента. Выбираем из библиотеки инструмент, при необходимости корректируем скорость подачи, скорость заглубления инструмента и максимальная глубина за проход. В данном случае фреза кукуруза диаметром 1мм. Подача инструмента 10 мм/с Заглубление 3мм/с Максимальная глубина за проход 1.1мм. При такой глубине заготовка будет прорезана за 3 прохода. Нажимаем «выбрать»
В данном случае фреза кукуруза диаметром 1мм. Подача инструмента 10 мм/с Заглубление 3мм/с Максимальная глубина за проход 1.1мм. При такой глубине заготовка будет прорезана за 3 прохода. Нажимаем «выбрать»
В поле «заготовка» нажимаем определить. Нулевую плоскость заготовки выбираем вверху, смещение вниз, высота заготовки 7мм. это толщина подложки 4мм. и 3мм. толщина фанеры.
Далее пишем имя данного участка «УП» например №1 и нажимаем «сейчас» На чертеже по внутренней стороне обрисовывается вектор движения инструмента.
Выделяем остальные элементы внутри, а параметры обработки менять не будем. Каждому новому элементу задаем новое название.. Для обработки внешнего контура выбираем обработку по внешнему контуру, присваиваем имя и нажимаем «сейчас». После завершения фрезировки деталь не должна вываливаться и для этого выделяем внешний вектор и выбираем функцию «создания переходов». Высоту и ширину переходов задаем 1 мм, а в поле «постоянное количество» ставим 3-4 шт. Осталось только кликнуть «создать переходы».
По завершению необходимо сохранить «УП» вверху нажимаем «УП» — «Сохранить УП»
Слевой стороны список подпрограмм, которые сгенерировались для обработки детали под фрезу. В какой последовательности мы перенесем их в правое окно в такой, и будет, производится обработка. Переносим все вправо и нажимаем сохранить и присваиваем нашей программе имя. Все, наша программа готова к загрузке в «mach4»
Программа для нашего станка готова. Крепим нашу заготовку из фанеры. Включаем станок, стрелками на клавиатуре перемещаем шпиндель в нулевую точку (у нас это левый нижний угол) кнопками «PgUp» «PgDn» опускаем фрезу так, чтобы она коснулась заготовки. Затем в меню «MACh4» устанавливаем нулевое положение по всем осям и загружаем нашу программу нажатием кнопки «Load G-Code».
Включаем шпиндель, нажимаем кнопу «Cycle Start» и идем пить кофе.
Есть один важный момент. Фанера может быть кривая или при фиксации к столу ее может слегка выгнуть. На большой площади этот перепад может быть до 1мм.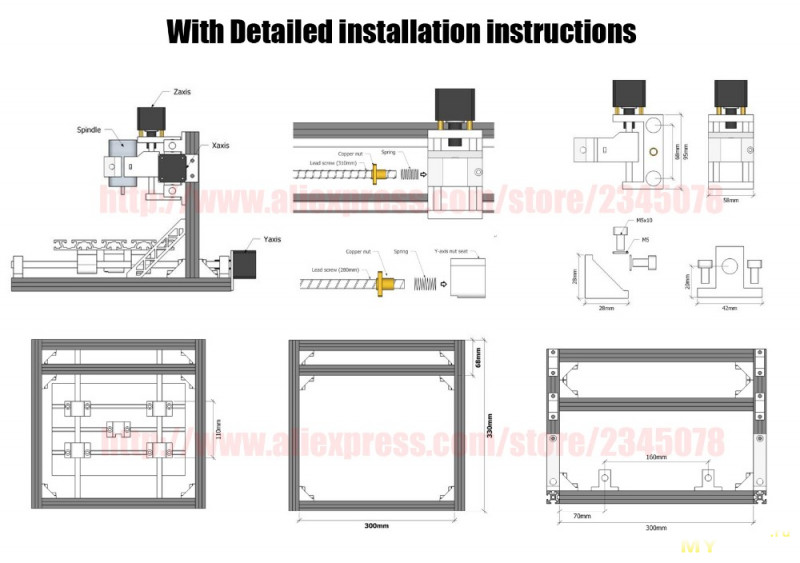 Станочек не сильно мощный и фрезы тонкие. Глубина обработки у нас выставлена 1мм за проход, а при изгибе фанеры заглубление может оказаться 1.5-2 мм. фреза начнет гореть или даже может сломаться. Поэтому я прогоняю фрезу над заготовкой и смотрю максимальную высоту и при обработке учитываю эту погрешность.
Станочек не сильно мощный и фрезы тонкие. Глубина обработки у нас выставлена 1мм за проход, а при изгибе фанеры заглубление может оказаться 1.5-2 мм. фреза начнет гореть или даже может сломаться. Поэтому я прогоняю фрезу над заготовкой и смотрю максимальную высоту и при обработке учитываю эту погрешность.
После того как фрезер закончит свою работу наслаждаемся результатом.
В качестве пробной детали была профрезирована рамка для фотографии.
Фрезерный станок с ЧПУ своими руками
Для большинства домашних умельцев изготовление такого агрегата, как фрезерный станок с ЧПУ своими руками— что-то на уровне фантастического сюжета, ведь подобные машины и механизмы представляют собой сложные в проектном, конструктивном и электронном пониманиях устройства.
- Принцип работы
- Схема и чертеж
- Комплектующие для самодельного фрезерного станка
- Порядок построения фрезерного оборудования с ЧПУ
Однако, обладая под рукой необходимой документацией, а также требуемыми материалами, приспособлениями, мини-фрезерный самодельный аппарат, укомплектованный ЧПУ, сделать собственноручно вполне возможно.
Данный механизм выделяется точностью выполняемой обработки, несложностью в управлении механическими и технологическими процессами, а также отличными показателями производительности и качества изделий.
Принцип работы
Инновационные машины для фрезерования с блоками на компьютерном управлении предназначается для выполнения сложных рисунков на полуфабрикатах. Конструкция обязана обладать электронной составляющей. В комплексе это позволит по максимуму автоматизировать рабочие процессы.
Для моделирования фрезерных механизмов, первоначально требуется ознакомиться с основополагающими элементами. В роли исполнительного элемента выступает фреза, которая монтируется в шпиндель, расположенный на валу электрического мотора. Эта часть закрепляется на основе. Она способна выполнять перемещение в двух координатных осях: Х и Y. Для фиксирования заготовок сконструируйте и установите опорный стол.
Электрический блок регулировки сочленяется с электрическими маршевыми моторами. Они обеспечат перемещение каретки относительно обрабатываемых заготовок или полуфабрикатов. По подобной технологии выполняется 3D-графическое изображения на деревянных плоскостях.
Они обеспечат перемещение каретки относительно обрабатываемых заготовок или полуфабрикатов. По подобной технологии выполняется 3D-графическое изображения на деревянных плоскостях.
Последовательность выполнения работ за счет данного механизма с ЧПУ:
- Написание рабочей программы, за счет которой будут выполняться перемещения рабочего органа. Для данной процедуры лучше всего пользоваться специализированными электронными комплексами, призванные выполнить адаптацию в «кустарных» экземплярах.
- Монтирование полуфабрикатов на столик.
- Вывод программного обеспечения на ЧПУ.
- Запуск механизмов, контролирование прохождения автоматических манипуляций оборудования.
Для получения максимального уровня автоматизации в 3D-режиме, корректно скомплектуйте схему и обозначьте определенные составляющие. Эксперты настоятельно советуют первоначально изучать производственные экземпляры перед началом построения фрезерной машины собственными руками.
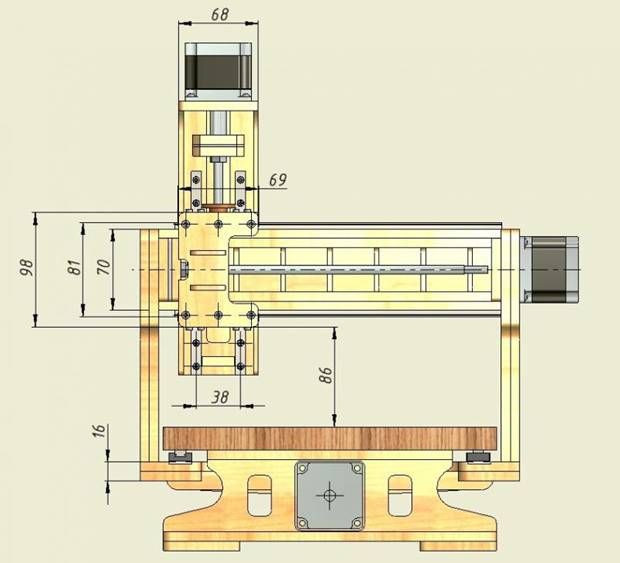
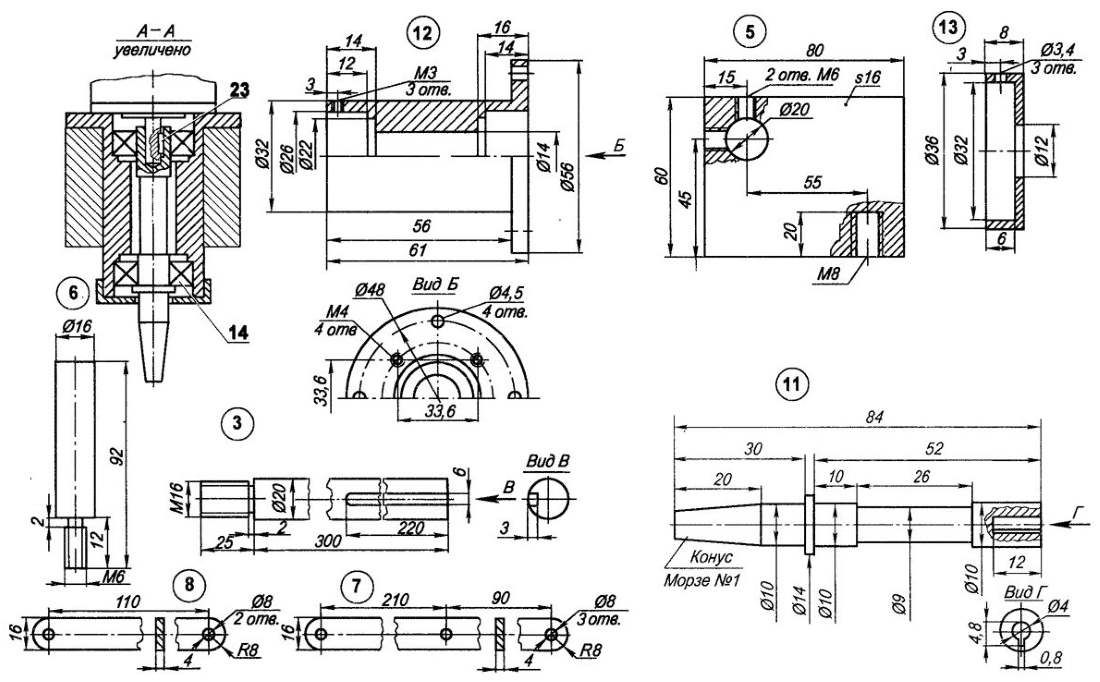
Схема и чертеж
Схема фрезерного станка с ЧПУ
Наиболее ответственная фаза в изготовлении самодельного аналога — поиск оптимального хода изготовления оборудования.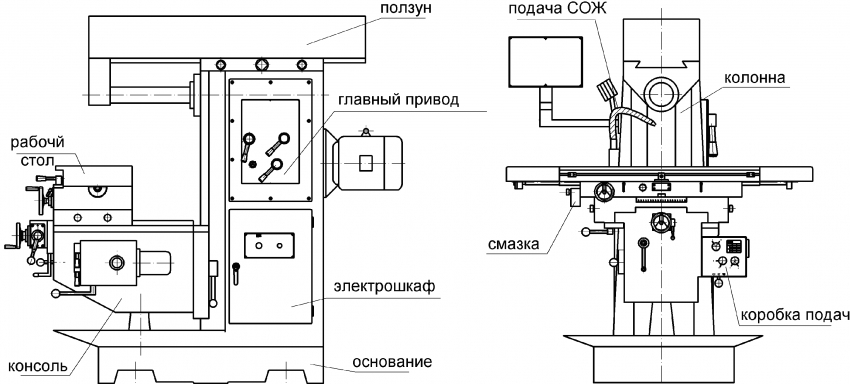 Он напрямую зависит от габаритных характеристик обрабатываемых заготовок и необходимости достижения определенного качества в обработке.
Он напрямую зависит от габаритных характеристик обрабатываемых заготовок и необходимости достижения определенного качества в обработке.
Для необходимости получения всех необходимых функций оборудования, наилучшим вариантом является изготовление мини-фрезерного станка собственными руками. Таким образом, вы будете уверены не только в сборке и ее качестве, но также и технологических свойствах, наперед будет известно, как его обслуживать.
Составляющие трансмиссии
Самым удачным вариантом является конструирование 2-х кареток, передвигаемых по перпендикулярным осям X и Y. Как остов лучше применять металлические шлифованные прутья. На них «одеваются» передвижные мобильные каретки. Для корректного изготовления трансмиссии заготовьте шаговые электромоторы, а также комплект винтов.
Для улучшенного автоматизирования рабочих процессов фрезерных машин с ЧПУ, сконструированных собственноручно, требуется сразу до мелочей скомплектовать электронную составляющую. Она делится на следующие компоненты:
- используется для проведения электрической энергии на шаговые моторы и осуществляет питание микросхемы контроллера.
 Ходовой считается модификация 12в 3А;
Ходовой считается модификация 12в 3А; - его предназначением выступает подача команд на двигатели. Для правильного выполнения всех заданных операций фрезерной машины с ЧПУ, достаточно будет применение несложной схемы для выполнения контроля работоспособности 3-х двигателей;
- драйверы (программное обеспечение). Также представляет собой элемент регулировки подвижного механизма.
Для осуществления управления рекомендуют применять стандартизированные электронные утилиты. Один из подобных комплексов ‒ KCam. Обладает довольно опциональным конструктивом для адаптации к контроллерам разных видов.
Видео: фрезерный станок с ЧПУ своими руками.
Комплектующие для самодельного фрезерного станка
Фрезерная машина с алюминиевым каркасом
Следующий, и ответственный шаг в построении фрезерного оборудования — подборка комплектующих для построения самодельного агрегата.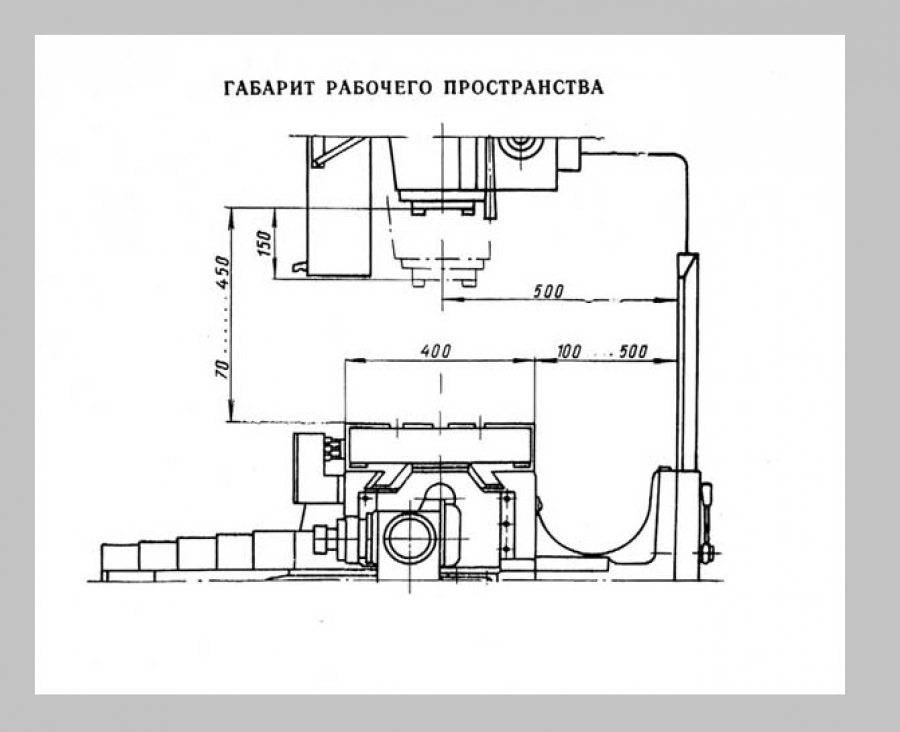 Оптимальный выход из данной ситуации — применение подручных деталей и приспособлений. За основу для настольных экземпляров 3D-станков возможно взять твердые деревянные породы (бук, граб), алюминий/сталь или органическое стекло.
Оптимальный выход из данной ситуации — применение подручных деталей и приспособлений. За основу для настольных экземпляров 3D-станков возможно взять твердые деревянные породы (бук, граб), алюминий/сталь или органическое стекло.
Для нормальной работы комплекса в целом требуется разработка конструкции суппортов. В момент их передвижения не недопустимы колебания, это вызовет некорректное фрезерование. Следовательно, перед выполнением сборки, комплектующие проверяются на надежность работы.
Практические советы по выбору составляющих фрезерной машины с ЧПУ:
- направляющие — применяются стальные хорошо отшлифованные прутки Ø12 мм. Длина оси X равняется около 200 мм, Y — 100 мм;
- суппортный механизм, оптимальный материал – текстолит. Стандартные габариты площадки составляют 30×100×50 мм;
- шаговые моторы — знатоки инженерного дела советуют применять образцы от печатного устройства 24в, 5А. Они обладают достаточно значительной мощностью;
- блок фиксирования рабочего органа, его тоже можно построить с применением текстолита.
 Конфигурация прямо зависит от существующего в наличии инструмента.
Конфигурация прямо зависит от существующего в наличии инструмента.
Порядок построения фрезерного оборудования с ЧПУ
После завершения подбора всех необходимых комплектующих можно совершенно беспрепятственно построить собственноручно негабаритный фрезерный механизм укомплектованный ЧПУ. Прежде, чем приступить к непосредственному конструированию, еще раз проверяем составляющие, производится контроль их параметров и качества изготовления. Это в дальнейшем поможет избежать преждевременного выхода из строя цепи механизма.
Для надежной фиксации комплектующих оборудования применяется специализированные крепежные запчасти. Их конструктив и исполнение напрямую зависят от будущей схемы.
Перечень необходимых действий для сборки небольшого оборудования с ЧПУ для выполнения процесса фрезеровки:
- Монтирование направляющих осей суппортного элемента, фиксирование на крайних частях машины.
- Притирание суппортов. Требуется передвигать по направляющим до того момента, пока не образуется плавное передвижение.

- Затягивание винтов для фиксирования суппортного устройства.
- Крепление комплектующих на основу рабочего механизма.
- Монтирование ходовых винтов и муфт.
- Установка маршевых моторов. Они закрепляются к болтам муфт.
Электронные комплектующие расположены в автономном шкафу. Это обеспечивает минимизацию сбоев в работоспособности в процессе проведения технологических операций фрезером. Плоскость для монтирования рабочей машины обязана быть без перепадов, ведь конструкция не предусматривает винтов регулирования уровней.
После завершения вышеперечисленного, приступайте к выполнению пробных испытаний. Сначала необходимо установить легкую программу для выполнения фрезеровки. В процессе работы нужно непрерывно сверять все проходы рабочего органа (фрезы). Параметры, которые подлежат постоянному контролю: глубина и ширина обработки. Особенным образом это относится к 3D-обработке.
Таким образом, ссылаясь на выше написанную информацию, изготовление фрезерного оборудования собственными руками, дает целый перечень преимуществ перед обычными покупными аналогами. Во-первых, данная конструкция будет подходить под предполагаемые объемы и виды работ, во-вторых, обеспечена ремонтопригодность, так как построена из подручных материалов и приспособлений и, в-третьих, такой вариант оборудования недорогой.
Во-первых, данная конструкция будет подходить под предполагаемые объемы и виды работ, во-вторых, обеспечена ремонтопригодность, так как построена из подручных материалов и приспособлений и, в-третьих, такой вариант оборудования недорогой.
Имея опыт конструирования подобного оборудования, дальнейший ремонт не займет много времени, простои сведутся до минимума. Подобное оборудование может пригодиться вашим соседям по дачному участку для выполнения собственных ремонтных работ. Отдав в аренду такое оборудование, вы поможете ближнему товарищу в труде, в будущем рассчитывайте на его помощь.
Разобравшись с конструктивом и функциональными особенностями фрезерных станков, а также нагрузкой, которая на него ляжет, можете смело приниматься за его изготовление, опираясь на практичную информацию, приведенную по ходу текста. Конструируйте и выполняйте поставленные задачи безо всяких проблем.
Видео: самодельный ЧПУ фрезерный станок по дереву.
Republished by Blog Post Promoter
Система координат фрезерного станка с ЧПУMade Easy
Этот пост также доступен в: Français (французский) Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой. Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство. Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
- Где ваш блок материала
- Насколько далеко ваш инструмент от вашей части
- Какие движения использовать для обработки вашей детали
На первый взгляд система координат может показаться сложной, но ее можно разбить на простые компоненты.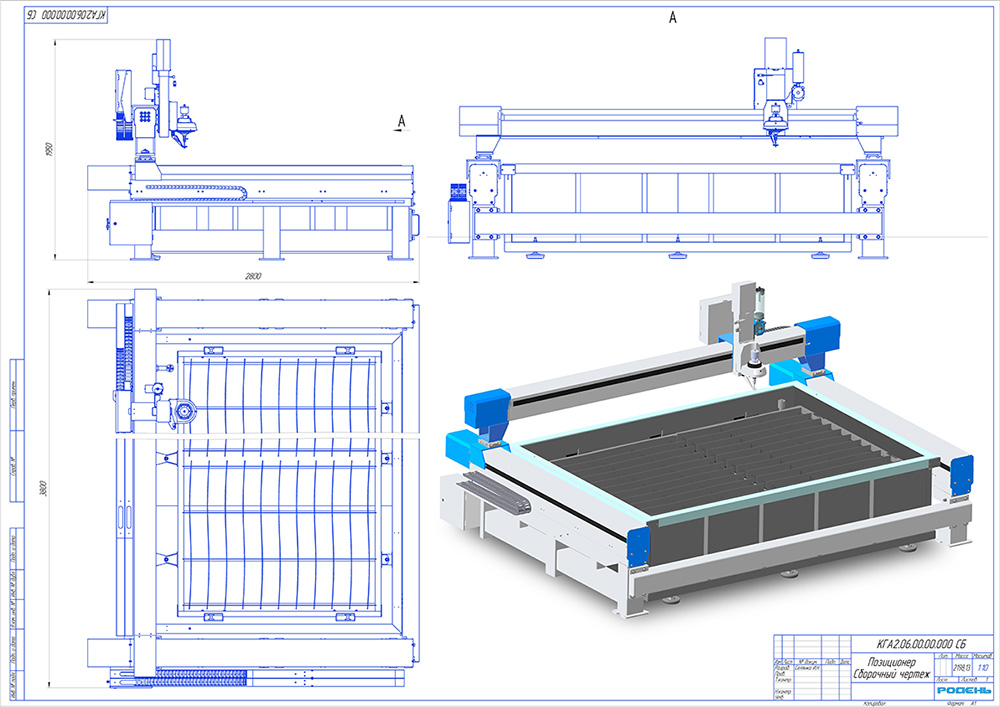 Давайте сначала начнем с основ декартовой системы координат.
Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство, в котором ваш станок с ЧПУ может перемещаться. Каждая ось встречается в Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь. Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «вправо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Сложите все это вместе, и вы получите станок с ЧПУ, который может резать заготовки с разных сторон в плоскости XY и на разную глубину по оси Z. Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Дом станка .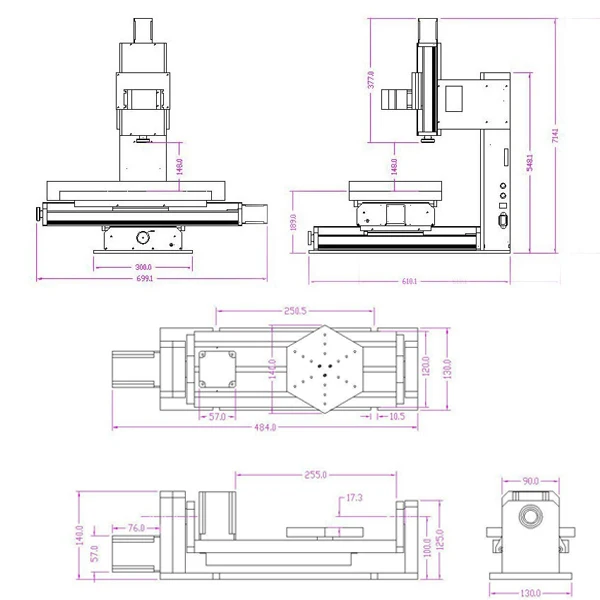 Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУДо сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS.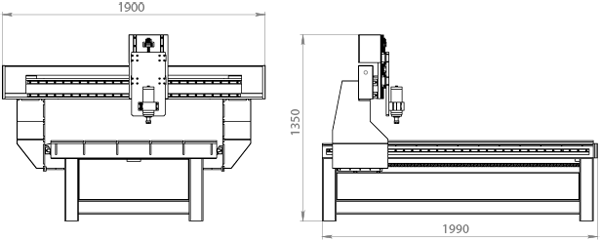 Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
- Исходную точку необходимо будет найти механическими средствами с помощью краевого искателя или зонда
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Происхождение должно учитывать требуемые допуски последующих операций
Можно было бы создать еще один полноценный блог о выборе наиболее оптимальной исходной точки, особенно для каждой последующей настройки, когда набор допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Взаимодействие ЧПУ и системы координат человека Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Коррекция инструмента Довольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму. Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:
- Деталь зажимается в тисках, прикручивается к столу станка и выравнивается по осям станка.
- Это обеспечивает совмещение оси X WCS с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Так как одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат оси Y, находя это местоположение с помощью кромкоискателя или щупа.
С помощью нашей WCS наша машина теперь понимает положение заготовки относительно своих внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец.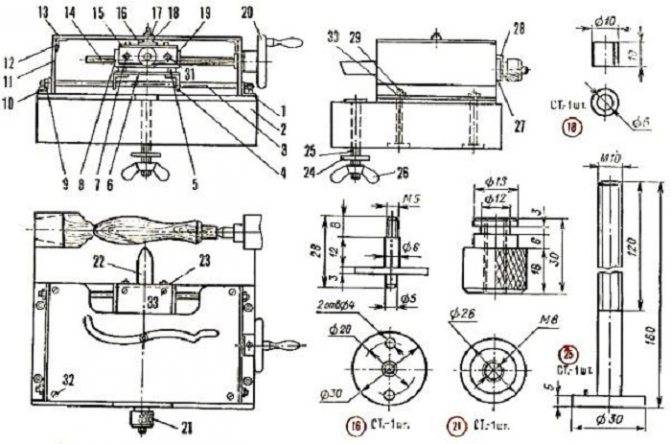 Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.
Заблокировано и загружено Теперь у вас есть точные знания координат ЧПУ в вашем инструментальном поясе механика. Используйте его, куда бы ни привела вас ваша карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ. Эти три системы работают вместе, чтобы снова и снова точно находить и обрабатывать детали с постоянным качеством. Независимо от того, используете ли вы Bridgeport, Tormach или Haas, система координат всегда остается верной.
Эти три системы работают вместе, чтобы снова и снова точно находить и обрабатывать детали с постоянным качеством. Независимо от того, используете ли вы Bridgeport, Tormach или Haas, система координат всегда остается верной.
Готовы ввести координаты для вашего следующего проекта с ЧПУ, используя интегрированное программное обеспечение CAD/CAM? Попробуйте Fusion 360 уже сегодня!
Самодельный станок с ЧПУ, который вы должны знать, как построить!
Если вы относитесь к тому типу людей, которые любят строить что-то самостоятельно, вы знаете, что оборудование, необходимое для выполнения крупных проектов, очень дорогое. На самом деле, если вы смотрели на коммерческие машины, вы, вероятно, пришли к выводу, что в большинстве случаев дешевле просто купить продукт, чем покупать оборудование для самостоятельной работы.
Ну, это время прошло. Я напряг свои мыслительные способности и придумал конструкцию, которая позволяет вам построить собственную машину с числовым программным управлением за небольшую часть стоимости ее коммерческого эквивалента.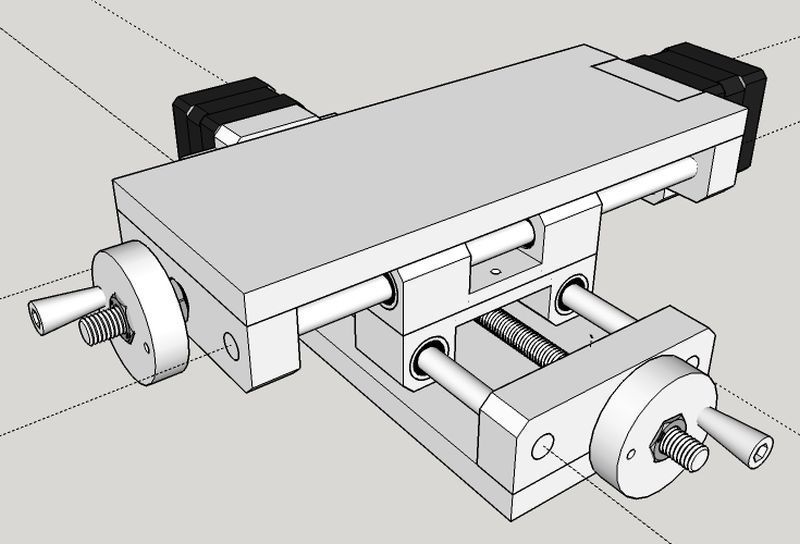 Преимущества автоматизированного деревообрабатывающего станка заключаются в том, что вы получаете точность и экономите часы, которые обычно тратите на создание каждой детали вручную.
Преимущества автоматизированного деревообрабатывающего станка заключаются в том, что вы получаете точность и экономите часы, которые обычно тратите на создание каждой детали вручную.
Я создал несколько видеороликов, которые проведут вас через процесс создания как любительского ЧПУ, так и профессионального ЧПУ, и этот процесс намного проще, чем вы, вероятно, себе представляете.
Этот проект начался с необходимости создания некоторых деталей для механического проекта, над которым я работал. Мне были нужны три пластиковые шестеренки, и первое, что я сделал, это пошел в местную мастерскую и изготовил их.
Через несколько дней я получил свои шестеренки. Я пошел домой, чтобы проверить их на моторе, который я собирал; они были правильного размера, но что-то было не так. Когда я их крутил, то увидел, что шестерни на самом деле овальные, а не круглые. Я заплатил 100 долларов за несколько овальных пластиковых шестеренок, которые даже не подошли для проекта, над которым я работал.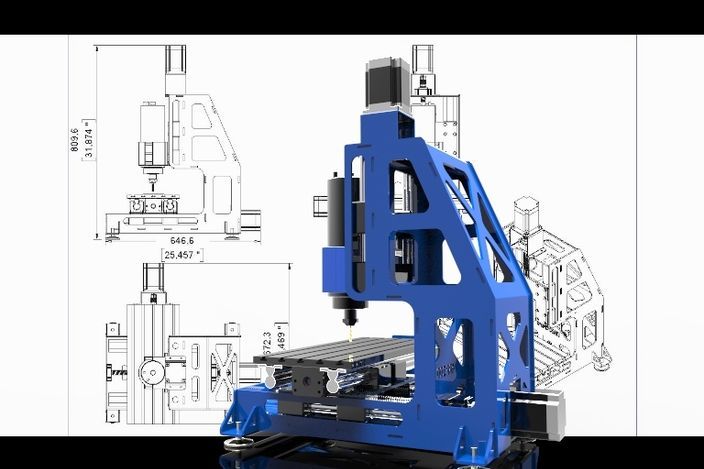
Я живу в маленьком городе и в то время не было профессиональных мастерских с автоматическими станками, чтобы сделать для меня нужные шестерни. Из любопытства я начал искать в Интернете, чтобы узнать, как были сделаны эти шестерни. Я наткнулся на несколько статей о станке с ЧПУ (ЧПУ). По сути, это фрезерный станок, управляемый вашим персональным компьютером.
Это пробудило во мне интерес и направило меня на совершенно другой путь; это заставило меня захотеть построить эту машину, чтобы я мог самостоятельно создавать детали, необходимые для моих проектов, вместо того, чтобы платить за овальные шестерни, которые даже не подошли бы мне.
Начиная с того момента, когда я не знал, что такое ЧПУ, и заканчивая запуском и запуском моей первой версии ЧПУ для хобби, у меня ушло две недели, включая время, которое потребовалось для доставки деталей, которые я заказал. Это была удивительно простая конструкция. Единственная проблема, с которой я столкнулся, заключалась в установке драйверов с помощью компьютерного программного обеспечения.
Есть много настроек, которые нужно создать, если у вас нет базы для начала, но теперь у меня есть файл конфигурации, который нужно просто скопировать и вставить. Вы можете изменить несколько настроек, если у вас двигатель другой марки или вам нужен другой размер на ЧПУ. Это все, что нужно сделать, и вы можете идти.
Существуют коммерческие версии станков с ЧПУ, но они начинаются примерно с 3000 долларов за базовую машину. Вы можете построить его самостоятельно менее чем за 500 долларов.
В просмотренном видео вы могли видеть две версии станков с ЧПУ. Версия для хобби обошлась мне примерно в 400 долларов, и мне потребовалось около 4 дней, чтобы собрать ее и запустить, когда у меня были все детали. Коммерческий эквивалент для такого размера стола составляет 4600 долларов, что означает, что я сэкономил 4200 долларов! Разница лишь в том, что у коммерческого есть алюминиевые вставки и более легкая деревянная рама.
Версия для хобби обошлась мне примерно в 400 долларов, и мне потребовалось около 4 дней, чтобы собрать ее и запустить, когда у меня были все детали. Коммерческий эквивалент для такого размера стола составляет 4600 долларов, что означает, что я сэкономил 4200 долларов! Разница лишь в том, что у коммерческого есть алюминиевые вставки и более легкая деревянная рама.
Вы можете сделать свою из любого материала, который у вас есть. Есть также способы сделать подшипники своими руками настолько дешево, что вы можете построить 80% ЧПУ самостоятельно и просто купить двигатели и драйверы.
Вот пример линейных подшипников, изготовленных из дешевых подшипников. На первом изображении ниже показана версия «сделай сам»:
А вот коммерческая версия:
Мы не делали этого с этой сборкой, но я хотел сообщить вам, что у вас есть возможность сделать это даже дешевле, чем мы заплатили, используя некоторые розничные запчасти.
Несколько слов о затратах
Большую версию ЧПУ, которую мы назвали «Профессиональная версия», мы сделали из стали, с большими двигателями, большими приводами, большими размерами всего. Это довольно дорого для проекта «сделай сам», но имеет смысл иметь его, если вы серьезно относитесь к этому бизнесу и вам нужно больше или больше деталей, построенных в спешке.
Это довольно дорого для проекта «сделай сам», но имеет смысл иметь его, если вы серьезно относитесь к этому бизнесу и вам нужно больше или больше деталей, построенных в спешке.
Вся сборка обошлась в 5800 долларов США, включая доставку деталей. Как я уже сказал, цена кажется довольно высокой, но по сравнению с покупкой в розницу мы сэкономили более 30 000 долларов. Размер машины составляет 11 футов на 8 футов, так что вы, вероятно, сможете построить на ней небольшую лодку.
На этом станке вы можете изготовить мебель любого типа и формы, какую только можете вообразить, без армии рабочих, которые сверлят отверстия, лепят и вырезают дерево. Единственное, что вам нужно будет сделать, это положить материал на стол, нажать кнопку запуска в программном обеспечении и убедиться, что вы используете правильный инструмент для этой работы. Вот и все.
Как я сказал в видео, мы уже задокументировали эти две сборки, отредактировали большую часть видео и начали работу над письменной версией этого руководства с фотографиями и схемами, чтобы каждый мог правильно понять, что происходит.