
Как сваривать правильно: основные правила сварки металлических конструкций для новичков
Как варить трубы электросваркой правильно – пошаговое руководство
Содержание:
Подбор электродов
Разновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.

- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества.
Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы.

Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.

- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца.
Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить трубы электросваркой – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.

- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.

- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.

- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Как правильно вести электрод при сварке
Содержание
- Положение относительно заготовки
- Направление движения
- Движения при формировании шва
- Длина дуги
- Скорость движения
Умение грамотно выбирать технику сварки: положение, скорость и направление движения электрода приходит с практикой. Чем опытнее сварщик, тем точнее он подбирает параметры и увереннее работает, что обеспечивает хорошую производительность, форму и качество шва.
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Положение относительно заготовки
Электрод подводят к заготовке в двух основных положениях: практически вертикально или под углом. Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
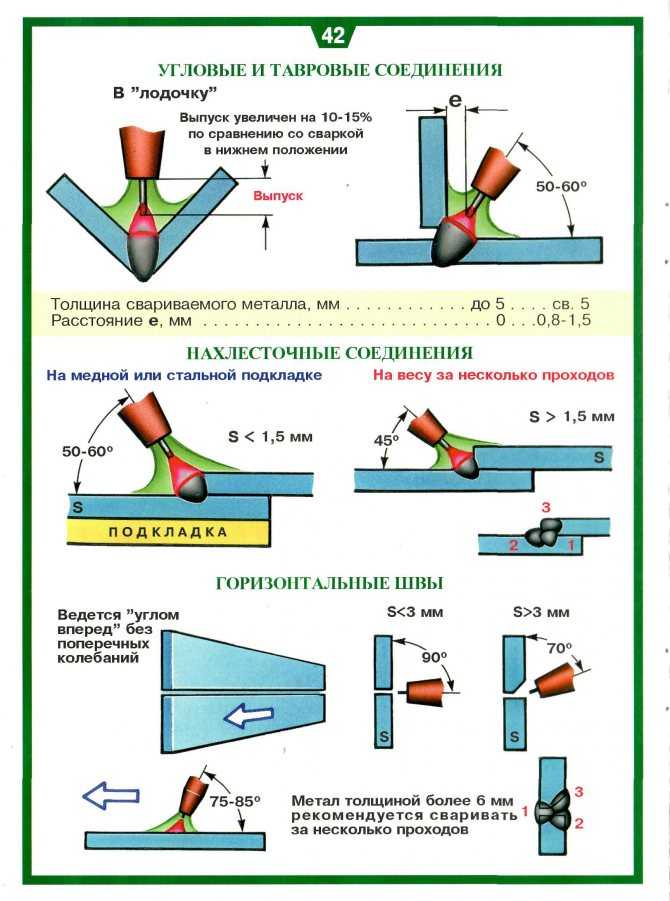
Угол между электродом и поверхностью заготовки — от 30 до 450. При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
Однако из-за особенностей доступа движение сварочного электрода может быть и под меньшим углом, что приводит к несимметричной «лодочке». Это не мешает сварке узла, расчетам шва и не изменяет расчетных характеристик.
Направление движения
Электрод можно вести двумя способами. Выбирают оптимальное, исходя из положения сварки и толщины металла.
Первая техника — углом вперед. Расположенный под уклоном электрод вы двигаете острым углом вперед в направлении «от себя». При этом держак оборудования фактически следует за электродом. Это способ используют, когда нужна меньшая глубина провара: например для потолочных стыков, корневых швов, тонкого металла.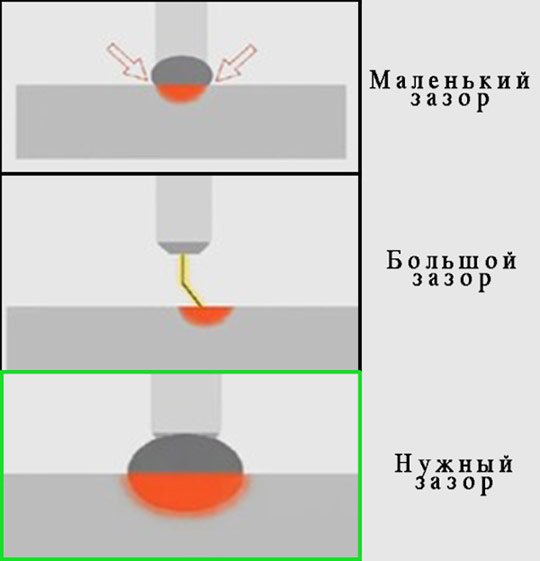
Вторая техника — углом назад. Вы двигаете электрод острым углом по направлению «к себе». Электрод следует за держаком. Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Для вертикальных позиций движение электрода при сварке выбирают наоборот. Здесь удобнее сваривать углом вперед и тонкие, и толстые заготовки. При такой технике и движении на подъем застывший металл шва удерживает последующие расплавленные капли.
Движения при формировании шва
Помимо того, как вести электрод при сварке: углом к себе или от себя, значение имеют и движения его конца. Относительно центральной линии шва можно выполнять движения по разным траекториям:
- полумесяцем — позволяет формировать ровные по высоте и ширине валики, контролировать ширину шва;
- треугольником или елочкой — улучшает провар корня, используется при сварке толстого металла и швов с катетом от 6 мм;
- елочкой с задержкой в корне — обеспечивает ещё более глубокое проплавление при работе с толстостенными заготовками;
- зигзагом — помогает наплавлять уширенные валики, применяется при стыковых соединениях;
- петлями различной конфигурации — дают хороший прогрев и провар свариваемых кромок.

Выбор траектории обусловлен типом заготовки, шва, позицией сварки и зависит от навыков сварщика.
Длина дуги
Характеристики дуги — ещё один фактор, от которого зависит качество шва. Во время сварки нужно правильно выбирать длину дуги и поддерживать её, равномерно ведя электрод.
Основное условие для правильной ММА сварки — длина электрической дуги должна быть примерно равна диаметру электрода. Под ней понимают расстояние от электрода до кромки кратера.
Короткая дуга дает мелкокапельный перенос металла, минимум брызг, ровный и качественный шов. Основными электродами нужно работать на более короткой дуге, чем при использовании рутиловых. Поэтому вести их необходимо под большим углом к заготовке. Кроме того, потолочные стыки сваривают исключительно на короткой дуге, чтобы обеспечить минимальный объем ванны и исключить вытекание расплавленного металла.
Чтобы удерживать длину можно опираться «козырьком» электрода о край сварочной ванны. Помимо этого, при работе важно занимать устойчивое положение и не сжимать сильно держатель, чтобы у вас был упор, а рука не дрожала от напряжения.
Скорость движения
Качество шва обуславливают не только положение и движение, но и то, как ведут электрод при сварке — медленно или быстро.
Скорость подбирают, исходя из толщины заготовки и электрода, пространственной позиции и силы тока.
Низкая скорость уменьшает производительность работы. Из-за медленного движения электрода металл перегревается, что приводит к сквозному прожиганию. Это характерно для тонколистовых заготовок.
Если вести электрод слишком быстро, то металл может не успеть проплавиться на нужную глубину. В результате появляются непровары, снижающие надежность соединения.
советов по началу и остановке дуговой сварки — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Когда вы свариваете, ожидается, что у вас закончится электрод до того, как вы закончите сварку. Сварщикам важно знать, как снова начать сварку в том месте, где они должны были остановиться, не создавая при этом чрезмерного количества следов сварки. Следы ударов также известны как дефекты сварки и могут привести к образованию трещин в зоне сварки.
Следы ударов также известны как дефекты сварки и могут привести к образованию трещин в зоне сварки.
Если ваш электрод закончился, вы должны немедленно прекратить сварку и заменить электрод, чтобы быть готовым продолжить сварку. После того, как вы перезагрузите электрод и будете готовы снова начать сварку, вам нужно будет зажечь дугу. Чтобы снова успешно начать сварку, вам нужно будет зажечь дугу в точке, на которой вы остановились. Важно, чтобы когда вы зажигаете дугу, она шла в том же направлении, в котором вы будете сваривать, чтобы она могла расплавиться и покрыться новым сварным швом, который вы будете создавать.
После того, как дуга будет готова к работе, вам нужно сварить обратно до конца валика, на котором вы остановились. Как только вы достигли точки остановки, вы начнете сварку в точке, где вы остановились, а затем измените направление сварки и начните перемещать валик вперед, пока не закроете метку удара. На этом этапе вы должны убедиться, что ваши сварные швы идут в том же направлении, что и исходный шов.
Когда вы дойдете до точки, где находится ваша отметка, вы захотите расплавить эту область, нанеся бусину на отметку. Это расплавит первоначальный след удара и предотвратит образование трещин после завершения сварки. После того, как ударная метка будет расплавлена должным образом, вы должны продолжать наплавку, пока не дойдете до конца свариваемой детали. Как только вы достигнете конца металла, вы должны отступить примерно на 1/4 дюйма, чтобы заполнить кратер, оставшийся на конце металла, который вы свариваете. Процесс возврата поможет предотвратить образование трещин в конце зоны сварки и сделает сварной шов прочнее.
Сварка требует специальных знаний о том, как правильно начинать и останавливать сварку. Для достижения наилучшего возможного результата вам следует попрактиковаться в остановке и запуске на кусках металлолома. Это поможет вам почувствовать начало, остановку и зажигание дуги.
Поданный в: дуговая сварка, электрод, Учиться, металл, начиная, остановка, зажечь дугу, знак удара, зажги дугу, Советы, сварка, сварной шов, сварщик
Делиться: Предыдущая статья Наконечники сварочного пистолета MIG для алюминиевых катушекNASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов. единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка. Любая из этих опасностей может
привести к травме или смерти.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка. Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ СВАРЩИК
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL). Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
УСТАНОВКА ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
- сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.

ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.
Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр. Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ СВАРЩИКА
Он Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.
Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя. Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
- Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.
 Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя.
Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя. - Хранить все охранники и щиты на месте.
- Хранить руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка. Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Быть
Убедитесь, что сварочный аппарат правильно установлен и заземлен.

- Никогда сварка без надлежащей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения пожаров.
- Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
- Износ защита глаз в любое время.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
- Знак металл «ГОРЯЧИЙ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719.