
Какие бывают токарные резцы: Токарные резцы: виды, применение, заточка
Основные виды токарных резцов по металлу
Этот материал полностью раскрывает тему токарных резцов по металлу. После знакомства с текстом станет понятно, для чего нужны эти изделия, чем они отличаются между собой и какие имеют особенности. Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Проходные прямые резцы
По своим рабочим свойствам эти инструменты сходны с аналогами, относящимися к отогнутому типу. Но прямыми резцами сложней обрабатывать фаски. Именно поэтому работники цехов так неохотно используют изделия данного вида. А если и отдают им предпочтение, то почти всегда применяют для обработки заготовок с цилиндрической формой.
Проходные прямые резцы
Резцедержатели для таких инструментов бывают двух форм, имеющих следующие соответствующие размеры (указаны в мм):
- 25×25 — квадратные (используются не часто и преимущественно для решения нестандартных задач),
- 25×16 — прямоугольные (самые востребованные).

Купить твердосплавные напаиваемые пластины для проходных прямых резцов
Перейти
Проходные отогнутые резцы
Резцы этого типа имеют характерный отгиб рабочей части. Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Проходные отогнутые резцы
Резцедержатели для подобных металлообрабатывающих инструментов имеют целый ряд типовых размеров (даны в миллиметрах):
- 16×10 (используются на станках для обучения токарному делу),
- 20×12 (нестандартная размерность, используется по необходимости),
- 25×16 (самый ходовой размер, используемый на большинстве станков),
- 32×20,
- 40×25 (державки с такими габаритами встречаются редко).
Характеристики таких резцов отражены в действующем ГОСТ 18877-73.
Купить твердосплавные напаиваемые пластины для проходных отогнутых резцов
Перейти
Проходные упорные отогнутые резцы
Ошибочно считать, что отогнутая часть резцов данного типа — это важнейшая конструктивная особенность. Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Проходные упорные отогнутые резцы
Этот тип токарных инструментов является самым универсальным и востребованным. Именно с их помощью производится резка или точение металлических заготовок, имеющих форму цилиндров. Резец подается вдоль оси вращения. При должной заточке и мастерстве специалиста он способен снимать внушительный слой стали.
Резцедержатели для подобных инструментов выполняются в следующих типоразмерах (мм):
- 16×10,
- 20×12,
- 25×16,
- 32×20,
- 40x
Инструментальные цеха производят резцы указанного типа с разнонаправленным отгибом рабочей части (как левым, так и правым).
Купить твердосплавные напаиваемые пластины для проходных упорных изогнутых резцов
Перейти
Подрезные отогнутые резцы
Визуально они очень схожи с проходными изделиями. Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Особенность работы с резцами заключается в их перпендикулярной подаче к оси вращения!
Подрезные отогнутые резцы
У изделий этого типа есть три основных размера (указаны в мм):
- 16×10,
- 25×16,
- 32x
Купить твердосплавные напаиваемые пластины для подрезных отогнутых резцов
Перейти
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования — отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов — очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
- 16×10 (встречаются на станках для обучения),
- 20×12,
- 20×16 (оптимальный и самый популярный размер),
- 40×25 (редкая размерность, которая используется на нестандартных работах).
Купить твердосплавные напаиваемые пластины для отрезных резцов
Перейти
Резьбонарезные резцы для создания наружной резьбы
Подобные изделия призваны выполнять одни задачи — качественно создавать метрические резьбы на наружных частях обрабатываемых деталей. В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
Резьбонарезные резцы для создания наружной резьбы
Главная отличительная черта данных резцов — их режущие пластины выполняются в виде конуса или наконечника копья. Ее изготавливают из стандартных сплавов с повышенными показателями прочности и твердости.
Имеют три типоразмера (в мм):
- 16×10 (применяются на маломощных или станках небольшого размера),
- 25×16 (самый ходовой размер),
- 32×20 (редко используемый форм-фактор).
Купить твердосплавные напаиваемые пластины для наружных резьбонарезных резцов
Перейти
Резцы для нарезания внутренней резьбы
Резцы предназначены для качественного нарезания резьбы на внутренних поверхностях заготовок. Нюанс в том, что делать это возможно на отверстиях значительного диаметра. Всему виной объемная рабочая часть, имеющая явное сходство с расточными аналогами. Но это не взаимозаменяемые инструменты, предназначенные для разных работ.
Резцы для нарезания внутренней резьбы
Резцедержатели для указанных изделий всегда имеют квадратное сечение. В их маркировке кроме двух привычных цифр имеется третья. Она указывает на длину самой державки, то есть на сколько можно погрузить резец внутрь заготовки.
Области использования инструментов ограничена. Ими можно пользоваться только на тех станках, где установлена так называемая «гитара». Она имеет одну или две пары зубчатых колес, призванных регулировать частоту вращения шпинделя.
Для наглядности представим размерность резцов в мм:
- 16x16x150,
- 20x20x200,
- 25x25x
Купить твердосплавные напаиваемые пластины для внутренних резьбонарезных резцов
Перейти
Расточные резцы для обработки отверстий глухого типа
Такими резцами обычно обрабатывают глухие отверстия разного диаметра, а для максимального удобства их рабочая часть имеет небольшой изгиб. Они внешне схожи с подрезными аналогами — режущая пластина также выполнена в форме треугольника.
Расточные резцы для обработки отверстий глухого типа
Резцедержатели выполняют в трех основных размерах (указаны в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Размер державки напрямую влияет на диаметр обрабатываемого отверстия!
Купить твердосплавные напаиваемые пластины на расточные резцы для глухих отверстий
Перейти
Расточные резцы для обработки отверстий сквозного типа
Главная отличительная особенность подобных резцов — рабочая часть со значительным изгибом. Причем между величиной отгиба и толщиной снимаемого металла есть прямая зависимость.
Изделиями этого типа производят обработку отверстий, которые были предварительно просверлены насквозь в заготовке. Причем глубина обработки напрямую зависит от длины резцедержателя!
Расточные резцы для обработки отверстий сквозного типа
Расточные резцы имеют держатели следующих габаритов (размеры в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Все параметры инструментов регулирует ГОСТ 18882-73.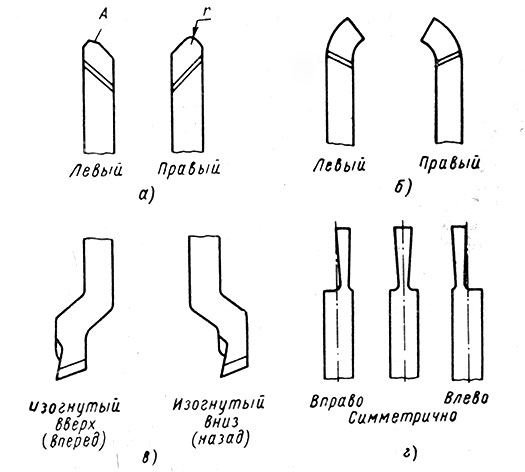
Купить твердосплавные напаиваемые пластины на расточные резцы для сквозных отверстий
Перейти
Сборные резцы для использования на токарных станках
Все предыдущие резцы обладали узкими областями применения. Но в токарной обработке существуют инструменты, способные выполнять универсальные задачи. Речь идет о резцах, называемых сборными. На них возможно установка практически любых режущих пластин (в зависимости от текущих задач). Имея такое изделия, можно выполнять различные токарные работы.
Сборные резцы для использования на токарных станках
Подобный вид резцов используется в двух случаях:
- на станках с ЧПУ,
- на специализированных токарных станках.
Они имеют практически неограниченную область применения: от обычной расточки, до контурной обработки и т. п.
Это не весь список существующих резцов. В токарном деле существуют и другие типы инструментов, например, фасонные, прорезные и т. д. В таблице вверху страницы подробно показаны все основные виды инструментов.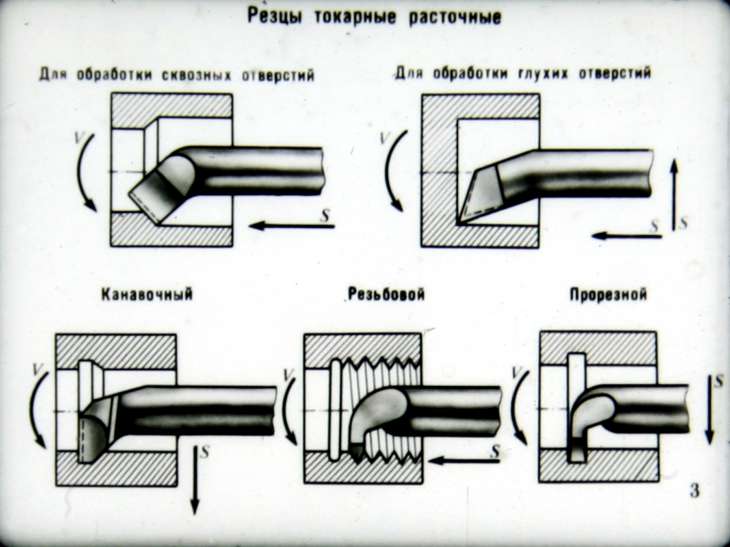
Виды токарных резцов | Топ Станок
На токарных станках по металлу обработка вращающихся заготовок со стороны суппорта ведется различными видами резцов. Эти режущие инструменты позволяют отрезать и торцевать заготовки, проделывать в них канавки, создавать фасонные контуры, доводить элементы детали до нужного диаметра и придавать им требуемую форму. Всего существует пять основных видов резцов:
- проходной;
- отрезной;
- расточной;
- фасонный;
- резьбовой.
У данной классификации имеются подвиды. Рассмотрим наиболее распространенные и чаще всего используемые в токарном деле.
Проходные резцы, служат для снятия металла при продольном проходе. Они бывают чистовыми и черновыми. Чистовые резцы проходного типа имеют небольшой радиус общего закругления, что позволяет получать относительно гладкую поверхность обработки и доводить диаметр до более высокой точности. При работе чистового проходного резца выполняют небольшие припуски, поскольку прочность такого инструмента несколько снижена.
Проходные резцы бывают следующих форм:
- прямые;
- отогнутые;
- упорные.
Независимо от формы работа таких резцов ведется главной кромкой, которая у разных видов остается прямой либо выносится на изгиб до прямого угла, как у проходного резца.
Отрезной резец, называемый также канавочным, применяется для отрезки и прямой торцовки заготовок подходящего диаметра, а также для выточки канавок, ширина которых не меньше ширины режущей кромки резца.
Расточные резцы, имеют форму, позволяющую обрабатывать внутреннюю поверхность сквозных и глухих отверстий. Данная операция называется расточкой. Их легко отличить от всех прочих наличием конической выносной части и изогнутой головке. По сути, это те же проходные резцы, но имеющие специфическую форму, обеспечивающую доступ режущей кромки в отверстия.
Фасонные резцы, имеют режущую кромку, шаблонно формирующую необходимый профиль. Это может быть внутреннее или наружное закругление, фигурные фаски, галтели и т.д. Это очень разнообразная по виду группа режущего инструмента для обработки на токарных станках. Фасонные резцы облегчают точение радиусных и фигурных профилей. Их применение на универсальных станках безальтернативно.
Резьбовые резцы, служат для нарезки наружной и внутренней резьбы при механической продольной подаче. Форма таких резцов соответствует форме резьбовой канавки. Резьба нарезается с их помощью, как правило, в несколько заходов. Резец для нарезания внутренней резьбы имеет режущую часть, расположенную под прямым углом к оси державки (массивная часть резца).
Для обработки металла на токарном станке резцами, их режущая кромка по твердости должна превосходить материал заготовки. Изготавливать весь резец из цельного куска твердой стали нецелесообразно, поэтому резцы состоят из державки, выполненной из более мягкой стали, и твердой режущей части, напаянной либо механически закрепленной (сменной). Современные резцы чаще всего имеют сменные режущие части, которые закрепляются в своих седлах винтом. Такая конструкция очень удобна, т.к. при затуплении или поломки режущей кромки достаточно просто заменить ее.
Современные резцы чаще всего имеют сменные режущие части, которые закрепляются в своих седлах винтом. Такая конструкция очень удобна, т.к. при затуплении или поломки режущей кромки достаточно просто заменить ее.
Резцы устанавливаются в резцедержатель и фиксируются там несколькими винтами. Для экономии времени одновременно в резцедержатель можно установить несколько резцов, производя смену инструмента поворотом вокруг вертикальной оси. При серийном выпуске деталей в резцедержатель резцы устанавливаются в порядке использования.
Основные токарные инструменты: токарные инструменты и их применение
Краткий обзор
Достаточно поискать в Google, чтобы понять, что доступны десятки токарных инструментов. Но что вам действительно нужно ?
Мы здесь, чтобы познакомить вас с 7 инструментами, необходимыми для начала токарной обработки дерева. Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя .
Токарная обработка шпинделя выполняется между центрами, распространенными проектами являются ручки и мельницы для перца. В работе с лицевой панелью в основном преобладает популярная деревянная чаша.
Долото для черновой обработки: первый шаг
Долото для шпинделя: формирователь
Наклон: стекловидный рез
Отрезной инструмент: окончательный рез
Долото для чаши: рабочая лошадка
Скребок: финишер
Для быстрого поиска нужно только Google в наличии десятки токарных инструментов. Но что вам действительно нужно ?
Мы здесь, чтобы познакомить вас с 7 инструментами, необходимыми для начала токарной обработки дерева. Мы разделили наши рекомендации на две большие категории: токарная обработка планшайбы и токарная обработка шпинделя .
Токарная обработка шпинделя выполняется между центрами, распространенными проектами являются ручки и мельницы для перца. В работе с лицевой панелью в основном преобладает популярная деревянная чаша.
Грубоваловая выпадания: первый шаг
Gouge: Shaper
Skew: Glassy Cut
Инструмент прощания: окончательный срез
Bow
Наклон: стекловидный рез
Разделительный инструмент: окончательный рез
Долото: рабочая лошадка
Скребок: финишер
Инструменты 1-4: инструменты для токарной обработки вашего шпинделя
1. Шпиндель Черновое долото
0 0 3 030050 первый шаг- Повернуть деталь
- Не обязательно оставляет лучшую отделку, но быстро удаляет запас
Увесистый инструмент, оптимальный для поворота квадратной или нецентральной детали. Широкая U-образная канавка быстро снимает припуск, хотя и не оставляет лучшего финиша. (Примечание: использование шпиндельной черновой выемки для обработки лицевой панели может привести к опасным зацепам.)
Какой размер? Мы предлагаем универсальный размер 7/8 дюйма для черновых работ среднего и крупного размера.
- Неглубокая флейта
Используемые для придания формы заготовке и создания бухт, валиков и других деталей, шпиндельные выемки отличаются неглубокой канавкой и доступны в широком диапазоне размеров. Большинство выемок шпинделя имеют заточку «под ноготь», что означает, что края отшлифованы для универсальности и зазора.
Какой размер? Мы рекомендуем 1/2″, отличный размер как для придания формы, так и для точной работы.
- Сложный в освоении, но универсальный
- Отлично подходит для строгания, для гладкой поверхности
Скью печально известны своей кривой обучения, но они невероятно универсальны. Они оптимальны для строгания древесины и оставляют гладкую, ровную поверхность. Закругленная верхняя и нижняя кромка, а не плоская, добавляет маневренности. Совет: режущая кромка перекоса должна встречаться с древесиной под углом примерно 45º над центральной линией и должна идти от одного конца заготовки к другому.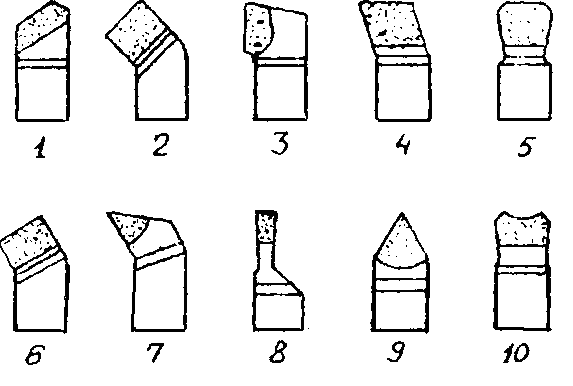
Какой размер? Мы рекомендуем 1/2 дюйма, это универсальный размер для решения широкого круга задач.
4. Пробор Инструмент: окончательный рез
- Отделяет работу от ненужного материала
При точении между центрами разделительный инструмент отделяет или разделяет вашу работу от обрезков или ненужного материала. Как правило, инструмент для разделения вводится в древесину врезным пропилом.
Какой размер? Мы предлагаем 1/8″, это универсальный размер для выполнения самого широкого круга проектов.
Инструменты 5-7: инструменты для токарной обработки лицевой панели
5-6. Чаша Долото: рабочая лошадка
- Глубокая канавка
- Придает форму чаше внутри и снаружи
- Долото с нижней подачей предназначено для чистовой обработки внутренней части чаши
Долото для чаши имеет глубокие канавки и может формировать как внутреннюю, так и внешнюю часть чаши.
Существуют две стандартные формы канавки для выдалбливания чаши: «U» и «V». Выемки в форме буквы «U» часто используются для глубокого проникновения в дно чаши с гладкими прорезями. Долота в форме буквы «V», оснащенные шлифовальной головкой (как показано выше), универсальны и могут использоваться для черновой, чистовой и точной обработки чаши.
Какой размер? Мы предлагаем 1/2″ и 5/8″. Это позволяет обтачивать чаши разных размеров, а меньший (1/2 дюйма) долот для чаши также оптимален для точной работы.
7. Скребок : финишер
- Оптимально для получения гладкой поверхности
- Они царапают жерновом вместо того, чтобы резать
Скребки обычно используются для удаления следов резца, оставленных выемкой чаши.
По этой причине новички часто находят скребки очень полезными. Вместо того, чтобы резать, скребок для точения по дереву «царапает» заусенцем. Этот заусенец должен быть острым, чтобы быть эффективным. Инструмент встречается с древесиной чуть ниже центральной линии заготовки. При использовании скребка его держат под углом вниз – инструмент ниже рукоятки. Как правило, эффективно держать инструмент под углом около 30º к подручнику.
Инструмент встречается с древесиной чуть ниже центральной линии заготовки. При использовании скребка его держат под углом вниз – инструмент ниже рукоятки. Как правило, эффективно держать инструмент под углом около 30º к подручнику.
Скребок с круглым носом (также называемый скребком для чаши) удаляет следы с внутренней стороны чаши, а скребок с квадратным носом используется для очистки внешней части чаши, а также коробок и других плоских поверхностей.
Какой размер? Мы обнаружили, что 1 дюйм является наиболее универсальным и обеспечивает надежность.
@carterandsontoolworks
Древесная щепа в вашем почтовом ящике
Лучшие советы по токарной обработке, вдохновение и продажа инструментов. Мы ценим вашу конфиденциальность. Никаких уловок , просто древесная стружка.
Щепа уже в пути!
Это поле обязательно для заполнения
Древесная стружка в вашем почтовом ящике
Лучшие советы по токарной обработке дерева, вдохновение и продажа инструментов. Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Мы ценим вашу конфиденциальность. Никаких трюков, только древесная стружка.
Щепа уже в пути!
Это поле обязательно для заполнения
Токарные инструменты | Современный механический цех
В токарной обработке используется неподвижный и невращающийся резец, поскольку при токарной обработке вместо инструмента вращается заготовка. Токарные инструменты обычно состоят из сменной вставки в корпусе токарного инструмента. Вставка может быть отличительной по ряду признаков, включая форму, материал, покрытие и геометрию. Форма может быть круглой, чтобы максимизировать прочность кромки, ромбовидной, чтобы позволить острию вырезать мелкие детали, квадратной или даже восьмиугольной, чтобы увеличить количество отдельных кромок, которые можно применять по мере того, как одна кромка изнашивается за другой. Материал, как правило, карбид, хотя керамические, металлокерамические или алмазные вставки могут применяться в более сложных условиях. Различные защитные покрытия также помогают этим материалам вставок резаться быстрее и служить дольше.
Модулируемая токарная обработка с ЧПУ: как изменение траектории движения инструмента может повысить скорость резания
Исследователи UNCC вводят модуляцию в траекторию инструмента. Стружколомание было целью, но более высокая скорость съема металла является интригующим вторичным эффектом.
Токарные инструменты: основная литература
Новый процесс токарной обработки позволяет выполнять резку «в обратном направлении»
Методика резки в обоих направлениях на токарном станке с ЧПУ обещает сделать токарную операцию гораздо более продуктивной в некоторых приложениях. Новые типы пластин, управляемые новыми траекториями движения инструмента CAM, являются ключевыми факторами этого развития, но важно реализовать всю многогранную систему как систему.
Державки токарных станков для отворачивания
Подумайте об «автоматической обработке», и образ в вашем уме, вероятно, будет сложным — то есть какой-то процесс обработки, который зависит от автоматизации больше, чем обычный процесс обработки. Но должна ли работа без присмотра включать в себя эту сложность? Вместо того, чтобы требовать автоматизации, предоставление оператору возможности отойти от станка может быть просто вопросом устранения источников беспокойства, которые удерживают этого оператора.
Жесткий поворот может быть не таким сложным, как вы думаете
Превращение закаленных материалов в шлифовальную точность требует правильного сочетания параметров детали, машины и процесса.
Ingersoll представляет пластины Superturnz
Ingersoll теперь предлагает систему многонаправленной токарной обработки Superturnz, в которой используются передняя и задняя режущие кромки четырехгранной пластины.
Роговая оснастка повышает производительность обработки труб и муфт
Horn USA разработала множество различных инструментальных решений, чтобы помочь конечным пользователям и производителям станков на рынке производства труб и муфт.
ПОСЛЕДНИЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ Новости и обновления ПОСМОТРЕТЬ ВСЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ СТАТЬИ
Керамический токарный сплав предлагает альтернативу PcBN
Walter представляет новые сплавы пластин для токарной обработки стали
Токарная пластина из кермета обеспечивает максимальную точность размеров
Выбор сплава твердого сплава: руководство
Ceratizit предлагает пластины, оптимизированные для токарной обработки стали
Многонаправленное точение с новой концепцией точения
Новая токарная система Kennametal имеет восемь режущих кромок на пластину
Настольный токарный станок Palmgren выполняет самые разные операции
Увеличитель скорости приводного инструмента способствует сокращению затрат на гравировку
Новые сплавы для токарной обработки с покрытием от Sumitomo
Обработка 101: Что такое токарная обработка?
Hexagon Edgecam теперь поддерживает шестиосевую обработку
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ТОКАРНЫХ ИНСТРУМЕНТАХ
Часто задаваемые вопросы: токарные инструменты
Что поворачивается?
Токарная обработка — это процесс удаления материала с наружного диаметра вращающейся заготовки на токарных станках. Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Источник: Обработка 101: Что такое токарная обработка?
Как затачивать токарные инструменты?
Ранние токарные инструменты представляли собой цельные прямоугольные детали из быстрорежущей стали с передним и задним углами на одном конце. Когда инструмент затуплялся, машинисты затачивали его на шлифовальном станке для повторного использования. Инструменты из быстрорежущей стали по-прежнему широко используются на старых токарных станках, но более популярными стали инструменты из карбида, особенно в виде паяных однолезвийных инструментов. Карбид обладает лучшей износостойкостью и твердостью, что приводит к повышению производительности и срока службы инструмента, но он дороже и требует опыта для повторной заточки.
Источник: Обработка 101: Что такое токарная обработка?
Что такое подача и скорость резания?
Токарная обработка представляет собой сочетание линейного (инструмент) и вращательного (заготовка) движения.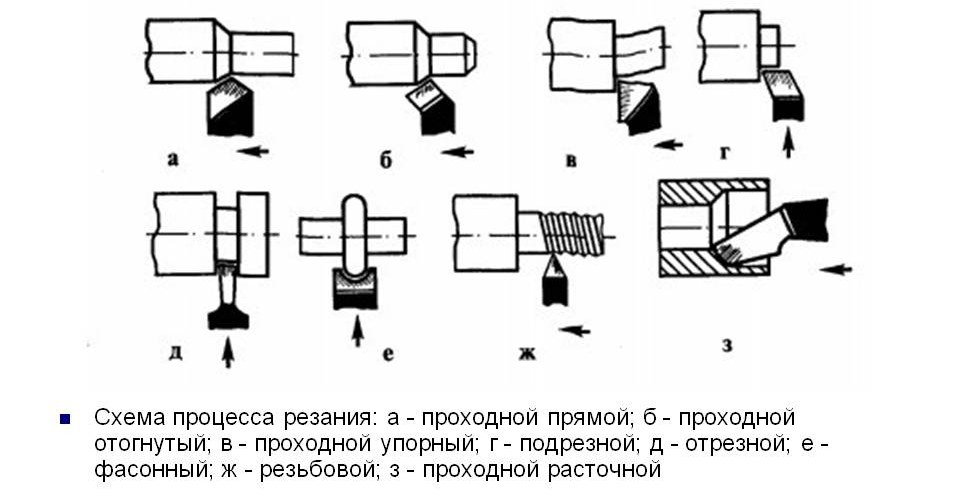 Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Требования к скорости подачи зависят от цели операции. Например, при черновой обработке высокие подачи обычно лучше подходят для максимального съема металла, но требуют высокой жесткости детали и мощности станка. В то же время чистовая токарная обработка может замедлить скорость подачи для получения шероховатости поверхности, указанной на чертеже детали.
Источник: Обработка 101: Что такое токарная обработка?
Что скучно?
Растачивание в основном используется для чистовой обработки больших отверстий с керном в отливках или отверстий в поковках. Большинство инструментов аналогичны инструментам для традиционного наружного точения, но углы резания имеют особое значение из-за проблем со сходом стружки.
Большинство инструментов аналогичны инструментам для традиционного наружного точения, но углы резания имеют особое значение из-за проблем со сходом стружки.
Источник: Обработка 101: Что такое токарная обработка?
Что такое шпиндель?
Шпиндель на токарном станке с ременным или прямым приводом. Как правило, шпиндели с ременным приводом представляют собой более старую технологию. Они ускоряются и замедляются с меньшей скоростью, чем шпиндели с прямым приводом, что означает, что время цикла может быть больше. Если вы точите детали малого диаметра, время, необходимое для разгона шпинделя с 0 до 6000 об/мин, имеет большое значение. Фактически, для достижения этой скорости может потребоваться в два раза больше времени, чем при использовании шпинделя с прямым приводом.
При использовании шпинделей с ременным приводом может возникать небольшая неточность позиционирования, поскольку ремень между приводом и датчиками положения создает запаздывание. Со встроенными шпинделями с прямым приводом это не так. Разгон вверх и вниз с прямым приводом шпинделя происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Разгон вверх и вниз с прямым приводом шпинделя происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Источник: Покупка токарного станка: шпиндели и задние бабки
Какова функция задней бабки на токарном станке?
Встроенная задняя бабка с числовым программным управлением может быть полезной функцией для автоматизированных процессов. Полностью программируемая задняя бабка обеспечивает большую жесткость и термическую стабильность. Однако отливка задней бабки увеличивает вес машины.
Существует два основных типа программируемых задних бабок — с сервоприводом и с гидравлическим приводом. Задние бабки с сервоприводом удобны, но их вес может быть ограничен. Как правило, гидравлическая задняя бабка имеет выдвижную пиноль с ходом 6 дюймов. Перо также можно удлинить, чтобы поддерживать тяжелую заготовку, и сделать это с большим усилием, чем может применить задняя бабка с сервоприводом.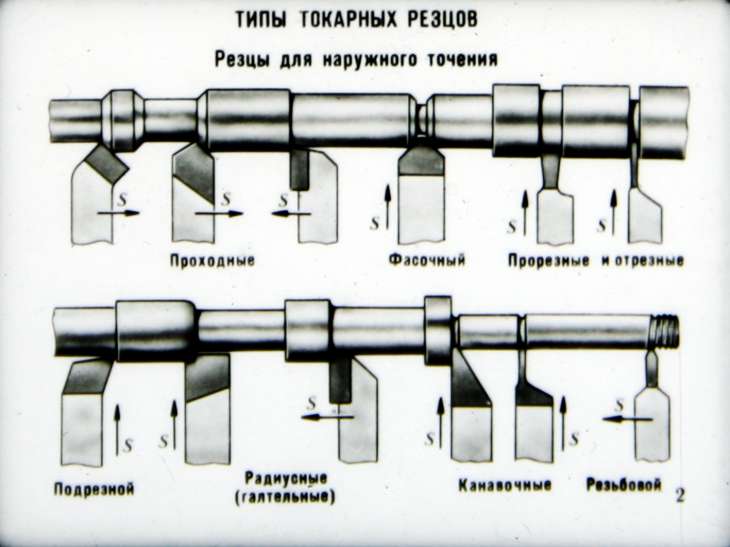
Источник: Покупка токарного станка: шпиндели и задние бабки
Поставщики токарных инструментов
Сузить по категории токарных инструментов
- Расточные инструменты для токарных станков
- Расточные инструменты
- Инструменты для снятия фаски
- Инструменты для полировки (валик)
- Инструменты для протяжки
- Зенковки/зенковки
- Отрезные инструменты/насадки
- Инструменты для нарезки канавок
- Инструменты для хонингования и притирки
- Зуборезные инструменты
- Сверла
- Сверлильные патроны
- Сверлильные втулки
- Алмазный инструмент
- Оправки (для фрез)
- Развертки
- Пилы
- Инструменты для бритья
- Инструментальные материалы, карбиды
- Инструментальные материалы, керамика
- Инструментальные системы, модульные и/или быстросменные
- Державки
- Системы хранения и обработки инструментов
- Услуги по ремонту инструментов, нанесению покрытий и обработке
- Устройство предварительной настройки инструмента
- Оборудование для кондиционирования инструментов
- Системы контроля состояния инструмента
- Заготовки для инструментов
- Нажмите Драйверы и вложения
- Шлицевые вставки
- Прорезные пилы
- Зубчатый инструмент
- Торцевые токарные станки
- Токарные станки, отрезные
- Токарные станки с циклическим управлением (полу-ЧПУ или «обучаемые»)
- Токарные станки с ручным управлением
- Токарно-фрезерные станки с ЧПУ
- Токарные станки горизонтальные с ЧПУ
- Токарные центры, перевернутая вертикаль, ЧПУ
- Токарные центры, двухшпиндельный/двухревольверный
- Токарные центры, вертикальные, с ЧПУ
- Инструментальные материалы, керамика
- Инструментальные материалы, карбиды
Живые инструменты часто рассматриваются как нишевое решение, но есть ряд различных процессов, которые улучшаются за счет внедрения живых инструментов.
#Основы
Эли Пласкетт Старший младший редактор, Modern Machine Shop
Пластины Tungaloy Iso-EcoTurn оптимизируют стружкодробление
Пластины Iso-EcoTurn GNMG и FNMG от Tungaloy имеют уменьшенный угол при вершине по сравнению с пластинами CNMG и DNMG, что улучшает контроль над стружкодроблением при точении определенных профилей и торцов.
Ingersoll представляет пластины Superturnz
Ingersoll теперь предлагает систему многонаправленной токарной обработки Superturnz, в которой используются передняя и задняя режущие кромки четырехгранной пластины.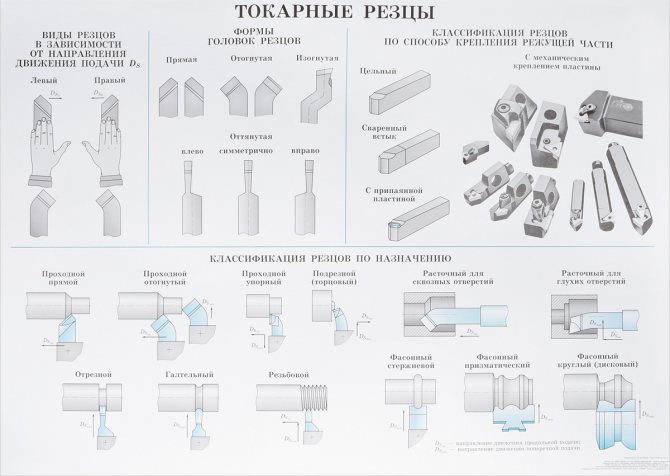
Роговая оснастка повышает производительность обработки труб и муфт
Horn USA разработала множество различных инструментальных решений, чтобы помочь конечным пользователям и производителям станков на рынке производства труб и муфт.
Геометрия Horn EH отдает предпочтение жесткости и контролю над стружкодроблением
Геометрия Horn EH снижает силы резания при отрезке и обеспечивает контроль над стружкодроблением, повышая жесткость и, как следствие, обеспечивая более высокие скорости подачи.
Пластины Walter Cermet для токарной обработки повышают стабильность
В токарных пластинах Walter со сменными пластинами из кермета используется геометрия FP2, разработанная компанией, для снижения вибрации, получения более прочных углов и улучшения качества поверхности.