
Классификация резцов: Резцы для токарного станка по металлу – классификация, виды, назначение
Токарные резцы — типы и конструкция.
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
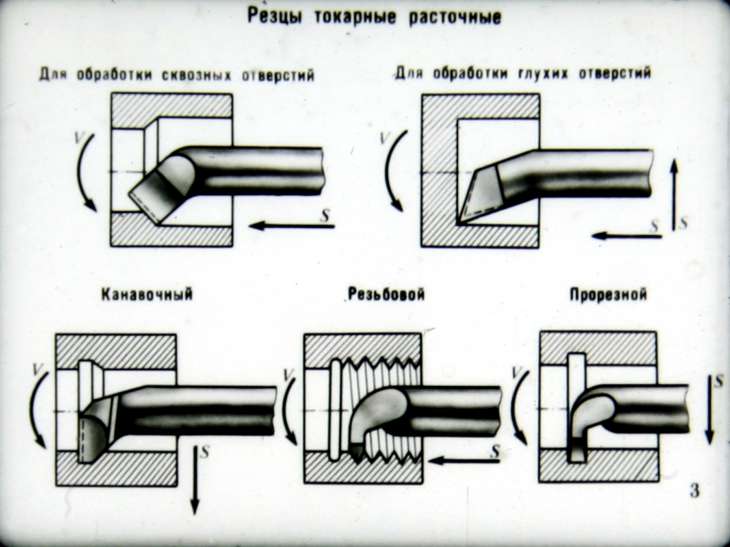
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы
Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
- Правильный подбор материала и геометрических размеров режущей части инструмента.
- Достаточная виброустойчивость державки.
- Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
- Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
-
Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.

- Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
- Качество обрабатываемой поверхности.
- Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Виды резцов, классификация и применение
Новости
30.03.2017
Для обработки цилиндрических заготовок на токарном станке требуются специальные режущие насадки – токарные резцы. Конструкция инструмента очень простая: державка, которая закрепляется в резцедержателе, и головка – собственно режущая часть.

Основная классификация резцов – по обрабатываемому материалу. Есть наконечники по металлу и твердым пластикам,
а также по дереву и мягким пластикам.
Резцы по металлу в свою очередь делятся на следующие группы:
По материалу головки (наконечника):
- Быстрорежущая сталь;
- Твердосплавные напайные;
- Сменные наконечники из керамики, твердых сплавов или сверхтвердых материалов.
По форме державки:
- Квадратного сечения;
- Прямоугольного сечения;
- Круглого (овального) сечения.
По конструкции:
- Цельнокованные. Державка и головка неразделимы. Изготавливаются из быстрорежущей или инструментальной стали;
- Наконечник напайной или наваренный. Самый распространенный вид резцов. Технология позволяет сохранить баланс между твердостью головки и относительной дешевизной державки;
- Со сменными наконечниками. Режущий элемент крепится к державке механическим способом. Единственно возможный способ использования металлокерамических головок, которые нельзя напаять или приварить к державке;
- Существуют еще сборные и регулируемые конструкции, но это развитие варианта со сменными наконечниками.
По виду обработки:
Черновое точение.
Резцы повышенной прочности и с хорошим теплоотводом. Работы производятся на высокой скорости для придания заготовке приблизительной формы. Снимается увеличенная толщина стружки. Наконечник выполнен из материала, сохраняющего характеристики при нагреве.
Чистовая и получистовая обработка.
Низкоскоростные резцы, предназначенные для финишной обработки. Тонкая стружка и гладкая обработанная поверхность.
По ориентации относительно обрабатываемой заготовки:
- Радиальная установка. Державка расположена по вектору радиуса заготовки. Подходит к любым станкам, крепление простое, универсальное;
- Параллельно оси вращения. Для проделывания отверстий и нарезки внутренней резьбы;
- Тангенциальная установка. Державка имеет угол по отношению к вектору радиуса. Такая ориентация позволяет получить идеальную поверхность после обработки. Ручная работа с таким расположением резца требует особой квалификации.
 Поэтому применяется на автоматических и полуавтоматических станках.
Поэтому применяется на автоматических и полуавтоматических станках.
По расположению режущей кромки головки относительно державки:
- Прямая. В обеих проекциях (верхней и боковой) ось головки и стержня прямая;
- Отогнутая. Ось в боковой проекции прямая, в верхней проекции изогнутая;
- Изогнутая. Ось в боковой проекции изогнутая, в верхней – прямая;
- Оттянутая. Ширина головки и прилегающей к ней части стержня меньше, чем ширина державки. Готовка со стержнем может быть на одной оси или сдвинута в сторону от оси симметрии державки.
ВАЖНО! Геометрия токарного резца принципиально влияет на качество выполнения работ. При несоответствии типа головки способу обработки, заготовка будет испорчена.
По направлению движения относительно детали:
- Левая подача;
- Правая подача.
По виду обработки детали:
- подрезной отогнутый;
- фасонный;
- прорезной;
- проходной упорный;
- отрезной;
- проходной прямой;
- резьбовой;
- проходной отогнутый;
- расточной упорный;
- расточной проходной.

Разумеется, токарных резцов существует гораздо больше. На иллюстрации показаны основные классификации. Некоторые из них рассмотрим подробнее.
- Подрезной отогнутый.
Режущая готовка треугольной формы, направление реза – радиальное;
- Проходной упорный.
Направление проточки – вдоль оси вращения. Основное применение – изменение диаметра заготовки;
- Отрезной.
Этим инструментом нарезают поперечные канавки и отрезают болванку необходимой длины;
- Проходной прямой.
Не самый распространенный резец, однако токари старой школы часто его используют при черновой обработке;
- Резьбовой наружный.
Исходя их названия – этим наконечником нарезают наружную резьбу. При помощи червячного механизма, резцедержатель движется вдоль оси заготовки с заданным шагом. Бывают в метрическом и дюймовом исполнении;
- Проходной отогнутый.
Пожалуй – самый массовый резец для токарного станка. Предназначен как для классической обработки заготовок, так и для снятия фасок;
- Расточной упорный.

Предназначен для выточки глухих отверстий в торце заготовки.
Если остались вопросы, посмотрите видео с кафедры технологии машиностроения, в котором преподаватель популярно объясняет основные режущие конструктивные части и геометрические параметры резцов.
Токарные резцы по дереву
Несмотря на то, что их назначение такое же, как и резцов по металлу – принцип работы отличается кардинально. В подавляющем большинстве случаев, инструмент по дереву удерживается руками.
Так мастер лучше чувствует заготовку. Существуют автоматические шаблонные станки для создания серийных заготовок, но качественную работу можно выполнить лишь ручным инструментом.
Видео обзор резцов по дереву от фирмы Энкор с некоторыми пояснениями.
Источник
Метки: инструмент, металлообработка, отрезные, проходные, резцы, статья
Автор: Администратор
Еще никто не прокомментировал новость.
КЛАССИФИКАЦИЯ ПРИКРЫТИЯ ПО УГЛУ | СТОМАТОЛОГИЯ
Аномалия прикуса — это смещение или неправильное соотношение между зубами двух зубных дуг, когда они приближаются друг к другу при смыкании челюстей. Эдвард Энгл , которого считают отцом современной ортодонтии, был первым, кто классифицировал неправильный прикус. Он основывал свою классификацию на относительном положении постоянных ПЕРВЫХ МОЛЯРОВ ВЕРХНЕЙ ЧЕСТЬ 9.0008 . Энгл полагал, что переднезаднее соотношение основания зуба можно надежно оценить по соотношению первого постоянного моляра, поскольку его положение оставалось постоянным после прорезывания. В случае отсутствия первых моляров используется соотношение CANINE .
ANGLE’S CLASSIFICATION OF MALOCCLUSION
NORMAL OCCLUSION
Molar Relationshi p : According to Angle, the mesiobuccal cusp of the maxillary first molar aligns with the buccal groove of the mandibular first molar .
Клык Соотношение: Клык верхней челюсти смыкается с дистальной половиной клыка нижней челюсти и мезиальной половиной первого премоляра нижней челюсти.
Линия прикуса: Все зубы соответствуют линии прикуса, которая в верхней дуге представляет собой плавную кривую, проходящую через центральные ямки жевательных зубов и цингулюм клыков и резцов, а в нижней дуга представляет собой плавную кривую, проходящую через щечные бугры задних зубов и резцовые края передних зубов. Имеется выравнивание зубов, нормальный прикус и перерезка, а также совпадение средней линии верхней и нижней челюсти.
… ..
Угол Класс I: Нейклоокклер
Молярные отношения: Mesiobuccal Cusp первой первой максимальной моляльной среды.
Клыки Соотношение: — Медиальный наклон верхнечелюстного клыка смыкается с дистальным наклоном нижнечелюстного клыка. Дистальный наклон клыка верхней челюсти смыкается с мезиальным наклоном первого премоляра нижней челюсти.
Дистальный наклон клыка верхней челюсти смыкается с мезиальным наклоном первого премоляра нижней челюсти.
Линия прикуса: ИЗМЕНЕНО в области верхней и нижней челюсти.
– Индивидуальные аномалии зубов (скученность/расстояние/другие локальные проблемы с зубами).
– Межзубные проблемы (открытый/глубокий/перекрестный прикус).
Мезогнат : нормальный, прямой профиль лица с плоским лицом.
….
УГОЛ Класс II: ДИССТООККЛЮЗИЯ (перекрытие)
Молярное соотношение: Соотношение моляров показывает, что мезиощечная борозда первого моляра нижней челюсти расположена ДИСТАЛЬНО (кзади) при окклюзии с мезиощечным бугорком первого моляра верхней челюсти. Обычно мезиощечный бугорок первого моляра верхней челюсти располагается между первым моляром нижней челюсти и вторым премоляром.
Клык Соотношение: Мезиальный наклон верхнечелюстного клыка смыкается СПЕРЕДИ с дистальным наклоном нижнечелюстного клыка. Дистальная поверхность нижнечелюстного клыка позади мезиальной поверхности верхнечелюстного клыка не менее чем на ширину премоляра.
Дистальная поверхность нижнечелюстного клыка позади мезиальной поверхности верхнечелюстного клыка не менее чем на ширину премоляра.
Линия прикуса не указана, но нерегулярна, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Ретрогнатический: выпуклый профиль лица в результате слишком маленькой нижней челюсти или слишком большой верхней челюсти.
Класс II Неправильный прикус имеет 2 подтипа для описания положения передних зубов:
• Класс II, раздел 1 : Соотношение моляров такое же, как у класса II, и передние зубы верхней челюсти выступают вперед. Зубы провозглашены, имеется большое перекрытие.
• Класс II, раздел 2 : Соотношение моляров относится к классу II, когда центральные резцы верхней челюсти наклонены назад. Верхнечелюстные боковые резцы могут быть выступающими или нормально наклоненными. Существует ретроклинальный и глубокий прикус.
КЛАСС II Подкласс : С одной стороны имеется молярное соотношение II класса, а с другой стороны нормальное молярное соотношение I класса.
….
УГОЛ Класс III: МЕЗИООККЛЮЗИЯ (отрицательное перекрытие)
Взаимоотношения моляров: Мезиально-щечный бугор первого постоянного моляра верхней челюсти примыкает ДИСТАЛЬНО (кзади) к мезиально-щечной борозде первого моляра нижней челюсти.
Соотношение клыков: Дистальная поверхность нижнечелюстных клыков мезиальнее мезиальной поверхности верхнечелюстных клыков не менее чем на ширину премоляра. Резцы нижней челюсти в полном перекрестном прикусе.
Линия окклюзии не указан, но неравномерен, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Прогнатический : вогнутый профиль лица с выступающей нижней челюстью связан с нарушением прикуса III класса.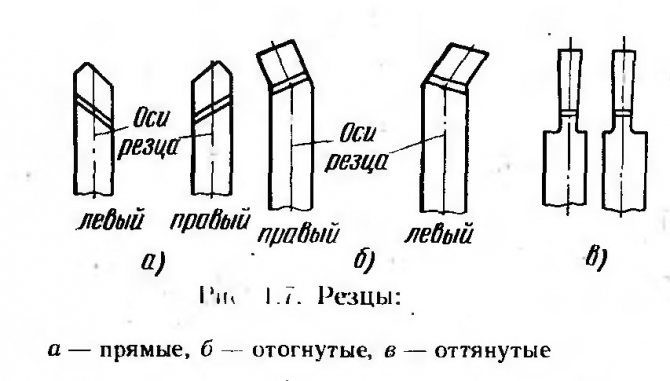
Неправильный прикус III класса имеет 2 подразделения :
1. ИСТИННЫЙ неправильный прикус III класса (СКЕЛЕТНЫЙ), который является генетическим по происхождению из-за чрезмерно большой нижней челюсти или меньшей, чем нормальная, верхней челюсти.
2. ПСЕВДО Класс III аномалия прикуса (ЛОЖНАЯ или постуральная), которая возникает, когда нижняя челюсть смещается вперед на последних стадиях закрытия из-за преждевременного контакта резцов или клыков. Движение нижней челюсти вперед во время смыкания челюстей также может быть результатом преждевременной потери молочных задних зубов.
Класс III Подраздел : Молярное соотношение Класса III существует с одной стороны и с другой стороны как нормальное соотношение моляров Класса I.
Так:
Нравится Загрузка…
Категория : Угол, стоматологический, СТОМАТОЛОГИЯ, стоматология
Метки: Угол, клык, Классификация, неправильный прикус, моляр, окклюзия, отношения
Классификация окклюзии: Советы по экзамену от StudentRDH.
 com
comBy Claire Jeong, BS, MS, RDH, and Delphine Jeong, DMD
Окклюзия определяется как контактные отношения зубов верхней и нижней челюсти, когда рот полностью закрыт. Окклюзия важна, потому что она может влиять на профиль лица человека, а также на здоровье ротовой полости. Неидеальные окклюзии можно исправить с помощью стоматологических процедур, таких как ортодонтия. В этой статье мы рассмотрим некоторые из наиболее фундаментальных понятий, которые стоматологи должны знать при классификации окклюзии.
Отличное понимание этих концепций не только поможет вам набрать больше баллов на экзаменах по гигиене полости рта, но и сделает вас первоклассным клиницистом, с которым все захотят работать!
1. Перерезка и неправильный прикус
1 Если вы посмотрите на человеческий череп, то увидите, что верхняя челюсть больше нижней. Эта анатомия делает верхнечелюстную дугу больше, чем нижнечелюстную, и, в свою очередь, создает естественный прикус, который мы обсудим в этом разделе.
Overjet : С профессиональной точки зрения это горизонтальное перекрытие центральных резцов верхней челюсти над центральными резцами нижней челюсти. Проще говоря, это то, насколько верхние передние зубы выступают вперед по отношению к нижним передним зубам. Величину перепуска измеряют с помощью зонда по горизонтали . Нормальным перекрытием считается 2-3 мм. Вот подсказка, которая поможет вам помнить о реактивном самолете: реактивные самолеты летят горизонтально.
Неправильный прикус : С профессиональной точки зрения, это вертикальное перекрытие центральных резцов верхней челюсти над центральными резцами нижней челюсти. Проще говоря, это то, насколько верхние передние зубы закрывают нижние передние зубы в вертикальном измерении. Величину прикуса измеряют с помощью зонда в вертикальном положении . Нормальным прикусом считается 2-3 мм, или примерно 20-30% высоты нижних резцов.
Иногда зубы верхней челюсти НЕ перекрывают резцы нижней челюсти в вертикальном или горизонтальном измерении. Взаимоотношения край к краю (конец в конец) (верхние и нижние передние зубы встречаются по прямой линии, нет перекрытия, нет перекуса) и открытый прикус (отсутствие перекуса, часто связанный с высовыванием языка) соответствуют этим случаям.
Взаимоотношения край к краю (конец в конец) (верхние и нижние передние зубы встречаются по прямой линии, нет перекрытия, нет перекуса) и открытый прикус (отсутствие перекуса, часто связанный с высовыванием языка) соответствуют этим случаям.
2. Классификация окклюзии Энгла
2В начале 1900-х Эдвард Х. Энгл классифицировал окклюзию, используя соотношение между первыми молярами обеих дуг как ключевой фактор в определении окклюзии. Три класса по классификации Энгла следующие:
- Нормальная окклюзия : Мезиально-щечный бугорок верхнего первого моляра смыкается с щечной бороздкой нижнего первого моляра.
- Неправильный прикус I класса : То же, что и при нормальной окклюзии, но характеризуется скученностью, вращением и другими нарушениями положения.
- Аномалия прикуса II класса : Мезиально-щечный бугорок верхнего первого моляра закрывает кпереди щечную борозду нижнего первого моляра.
 Существует два подтипа аномалий прикуса класса II.
Существует два подтипа аномалий прикуса класса II.
- Класс II, раздел 1 : Верхние резцы наклонены наружу , что создает значительное перекрытие.
- Класс II, раздел 2 : Верхние резцы лабиально наклонены.
- Аномалия прикуса III класса : Мезиально-щечный бугорок верхнего первого моляра смыкается сзади с щечной бороздой нижнего первого моляра.
Воссозданные изображения кусочков головоломки используются ниже, чтобы проиллюстрировать взаимосвязь между первыми молярами. Представьте, что выступающая часть верхней части головоломки (представляющая мезиально-щечный бугорок верхнего первого моляра) входит в выемку нижней части (представляющую щечную борозду нижнего первого моляра). Теперь переместите верхнюю часть «вперед», чтобы создать аномалии прикуса II класса, или переместите ее «назад», чтобы создать аномалии прикуса III класса.
Просмотрите приведенный ниже пример.
Q: Согласно классификации прикуса Энгла, у пациента:
A. Нормальный прикус
B. Неправильный прикус I класса
C. Неправильный прикус II класса
D. Неправильный прикус III класса
Ответ: C. Неправильный прикус II класса
Чтобы решить вопрос, сначала определите мезиощечный бугорок первого моляра верхней челюсти и посмотрите, входит ли он в мезиощечный желобок первого моляра нижней челюсти. В этом случае мезиощечный бугорок первого моляра верхней челюсти находится «кпереди» от борозды первого моляра нижней челюсти. Таким образом, можно сделать вывод, что у пациента аномалия прикуса II класса. Аномалии прикуса класса II можно далее разделить на Подразделение 1 или Подразделение 2, но это невозможно определить, поскольку в данном случае не представлены передние зубы.
Теперь, когда мы изучили основные понятия, связанные с окклюзией, уделите время их освоению. Они представляют собой чрезвычайно важную фундаментальную информацию и, вероятно, будут подчеркнуты при осмотре стоматологической комиссией по гигиене.
Claire Jeong, BS, MS, RDH, является основателем StudentRDH, обзорного решения для экзаменов Национального совета по стоматологической гигиене и экзаменов по местной анестезии по стоматологической гигиене. Окончила Университет MCPHS, Школу стоматологической гигиены Форсайт; служил студенческим делегатом ADHA; и является членом Sigma Phi Alpha, общества чести гигиены полости рта. Клэр стремится улучшить образование в области гигиены полости рта и помочь студентам со всей страны сдать экзамены. Клэр имеет лицензию в США и Канаде. Она обеспечивает персональное наставничество в StudentRDH, и с ней можно связаться по адресу [email protected].
Дельфина Чжон, DMD, , является соучредителем StudentRDH, решения для проверки экзаменов Национального совета по гигиене зубов. Она получила докторскую степень в Школе стоматологической медицины Голдмана Бостонского университета и степень бакалавра в Университете Пердью. Она очень увлечена общественным здравоохранением и культурной грамотностью.