
Конструкция резца токарного: Токарные резцы: виды, применение, заточка
Виды токарных резцов: конструкция, особенности, размеры, заточка
Содержание
- Конструкция токарного резца
- Геометрия резца
- Классификация резцов для токарной обработки
- Прямые проходные
- Отогнутые проходные
- Упорные проходные
- Отогнутые подрезные
- Отрезные
- Резьбонарезные для внешней резьбы
- Резьбонарезные для внутренней резьбы
- Расточные для глухих отверстий
- Расточные для сквозных отверстий
- Сборные
- Правила заточки резцов по металлу для токарного станка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Виды токарных резцовКонструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
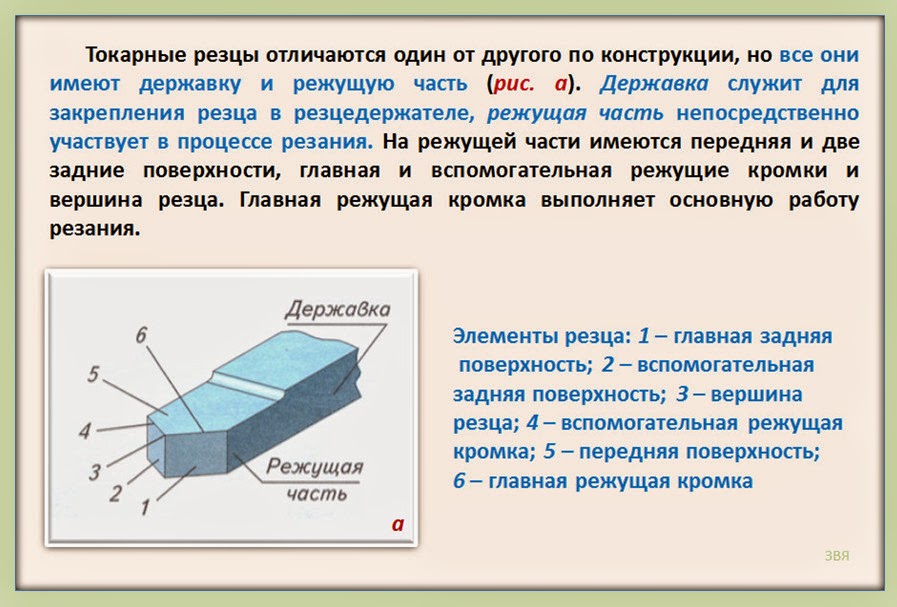
- Плоскость, расположенная на лицевой части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.

- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцовПрямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.

Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцомРезьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска.
 Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки. - Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд.
 Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами. - Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Разновидности токарных резцов
Токарный резец — это самый универсальный и распространенный металлорежущий инструмент. С его помощью можно обрабатывать разные виды поверхностей и нарезать резьбу, долбить, строгать и т. д. Именно резец придает форму будущей детали и от него зависит качество ее обработки!
Конструкция токарного резцаОсновным инструментом токарной обработки принято считать токарный резец. Среди его конструктивных особенностей выделяют:
- Рабочую головку (пластину).
 Именно она соприкасается с обрабатываемым металлом (изделием) и производит его обработку.
Именно она соприкасается с обрабатываемым металлом (изделием) и производит его обработку. - Державку (стержень). Служит для надежного крепления инструмента в резцедержателях.
Головка образована несколькими плоскостями, на стыке которых находятся режущие кромки. Они могут иметь разные углы заточки, влияющие на продолжительность работы без переточки, нагрев, чистоту обработки, усилие и т. д. Выбор угла зависит от типа обработки и характеристик материала будущей детали.
Стержень или державка в поперечном сечении всегда представляют собой прямоугольник или квадрат.
Конструкция токарного резца
Главная режущая кромка может по-разному располагаться к державке. Это влияет на виды резцов, которые могут быть:
- прямыми — у них ось проекции головки и стержня с любого ракурса представляет собой прямую линию,
- отогнутыми — рабочая головка «отгибается» в сторону, что заметно по изогнутой оси проекции в верхнем плане,
- изогнутыми — в боковом виде заметно, что ось проекции детали изогнута,
- оттянутыми — их главные особенности в том, что головки немного уже державок и не совпадают с ними по осям (но бывают модели с одинаковой симметрией).

Разновидности резцов по конструкции
Классификация резцов для токарной обработкиВсе токарные резцы классифицируются в соответствии с действующим ГОСТ 18879-73. Этот государственный стандарт разделяет резцы по отдельным категориям:
- Цельные. Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).
- С напаиваемой твердосплавной пластиной. Из-за оптимальных показателей себестоимости и надежности этот вид инструментов является самым распространенным.
- Со сменной пластиной. Режущая часть изготавливается из металла, имеющего высокие характеристики прочности и твердости. Этот вид резцов наименее востребован в токарной обработке.
Основные понятия, касающиеся работы токарного резца, и его главные углы
Еще одна разновидность классификации токарных резцов — по направлению подачи. Она подразделяется на два типа:
Она подразделяется на два типа:
- Левые. Подача идет строго слева направо. Чтобы определить этот тип, достаточно положить сверху на резец левую руку. Кромка будет располагаться под большим пальцем.
- Правые. В этом случае подача осуществляется справа налево. Для определения типа нужно, соответственно, положить сверху на резец правую руку. Большой палец должен лечь на режущую кромку!
Также резцы отличаются по видам производимых работ. Они бывают:
- для производства обдирочной (черновой или грубой) обработки,
- для получистовых работ (точность выше, чем у черновой),
- для чистовой токарной обработки,
- для мелких (детальных или тонких) операций.
Поделиться в социальных сетях
Режущие инструменты для токарных станков: различные типы инструментов для токарной обработки
Режущие инструменты для токарных станков — это инструменты, устанавливаемые на токарный станок (деревянный/ручной/с ЧПУ), применяемые при производстве токарных деталей. Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Существует несколько токарных станков без ЧПУ и с ЧПУ, каждый тип имеет уникальные характеристики и конструкции, которые определяют поддерживаемые токарные операции резки и прямого применения. В результате выбор правильного режущего инструмента требует глубокого понимания инструмента. В этой статье рассказывается об общих инструментах для токарных станков, их конструкции, функциях и применении. Давайте перейдем к делу.
Четыре категории: типы режущих инструментов токарных станков
Многие типы режущих инструментов, используемых на токарных станках или токарных станках с ЧПУ, можно разделить на четыре основные категории: материалы, операции, структура и направление подачи. Ниже приведены различные режущие инструменты для токарных станков, которые подпадают под каждую категорию.
Категория 1: Режущие инструменты для токарных станков на основе материала
Многие материалы подходят для изготовления инструментов, используемых на токарных станках, каждый из которых имеет уникальные характеристики. В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
Быстрорежущая сталь (HSS)
Быстрорежущая сталь содержит такие элементы, как вольфрам, углерод, ванадий и хром. Режущие инструменты, изготовленные из этого материала, известны своей исключительной твердостью, прочностью и износостойкостью/термостойкостью. Кроме того, они имеют высокую скорость, подходящую для черновой и получистовой обработки.
Карбид
Твердосплавные режущие инструменты для токарных станков твердые и хрупкие. Поэтому они совместимы практически со всеми материалами. Однако они дороги, что ограничивает их использование в частичном производстве.
Алмаз
Режущие инструменты для токарных станков из алмазов очень твердые. Благодаря этому они подходят для работы со всеми материалами. Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Кубический нитрид бора
Кубический нитрид бора является следующим по твердости. Они долговечны, устойчивы к истиранию и подходят для черновой и прерывистой обработки, особенно для обработки чугуна.
Категория 2: Режущие инструменты для токарных станков на основе операций
Режущие инструменты для токарных станков также классифицируются на основе операций обработки. Ниже приведены общие инструменты, используемые в каждой операции токарной обработки.
Токарные инструменты
Токарные инструменты применяются для удаления материалов по длине заготовки. Следовательно, это приводит к уменьшению диаметра заготовки. Существует два типа:
– Инструменты для чернового точения : Инструменты для чернового точения используются для удаления большого количества материала с заготовки за один проход. Поэтому их обычно используют для создания грубых форм или для подготовки поверхностей к последующим чистовым операциям.
– Инструмент для чистовой токарной обработки : Инструмент для чистовой токарной обработки используется для удаления небольшого количества материала с заготовки с целью получения гладкой обработанной поверхности.
Инструменты для снятия фасок
Режущие инструменты этих токарных станков подходят для снятия фасок, т. е. для получения косой кромки. Токарные инструменты также подходят для снятия фаски. Однако они должны быть установлены под прямым углом к заготовке. Более того, они устаревают при большом угле наклона.
Резьбонарезные инструменты
Резьбонарезные инструменты подходят для нарезания спиральной резьбы на цилиндрических деталях. Как правило, они имеют угол при вершине, который зависит от предполагаемого угла резьбы. Кроме того, поперечное сечение инструмента влияет на шаг резьбы.
Инструменты для торцевания
Инструменты для торцевания используют боковую режущую кромку для удаления тонкого слоя материала и получения гладкой поверхности.
Формовочные инструменты
Формовочный инструмент сочетает в себе инструмент для токарной обработки и обработки канавок, применимый для изготовления сложных форм на ходу. В то время как токарный инструмент выполняет ту же работу, формовочный инструмент идеален, поскольку он повышает точность и сокращает время цикла.
Инструменты для обработки канавок
Эти инструменты применяются для создания канавок на заготовках с цилиндрическими поверхностями. Существует несколько форм канавок, определяемых формой инструмента токарного станка. Обычными являются V-образные и квадратные режущие инструменты.
Расточные инструменты
Расточный инструмент представляет собой режущий инструмент, характеризующийся расточной оправкой с режущим инструментом на конце. Таким образом, он применим для обработки и увеличения диаметра отверстия.
Накатные инструменты
Накатные инструменты имеют два или более металлических ролика с рельефным рисунком. Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Категория 3: Режущие инструменты для токарных станков на основе конструкции
Существует три основных типа режущих инструментов токарных станков в зависимости от их конструкции. Это:
Однокорпусные инструменты
Они изготавливаются из цельного куска материала и имеют определенную форму, размер и геометрию. В результате они являются наиболее распространенными токарными станками из-за их скорости и прочности.
Режущие инструменты для сварочных станков
Эти инструменты имеют головку и стержень, изготовленные из различных материалов, соединенных сваркой. Как правило, боковая сторона изготавливается из таких материалов, как карбид, известный своей прочностью и долговечностью, а корпус может быть изготовлен из различных металлов. Из-за разницы в материалах они обеспечивают меньшую силу резания, чем однокорпусные инструменты.
Режущие инструменты для токарных станков с зажимом
Эти режущие инструменты по составу материала аналогичны сварочным инструментам.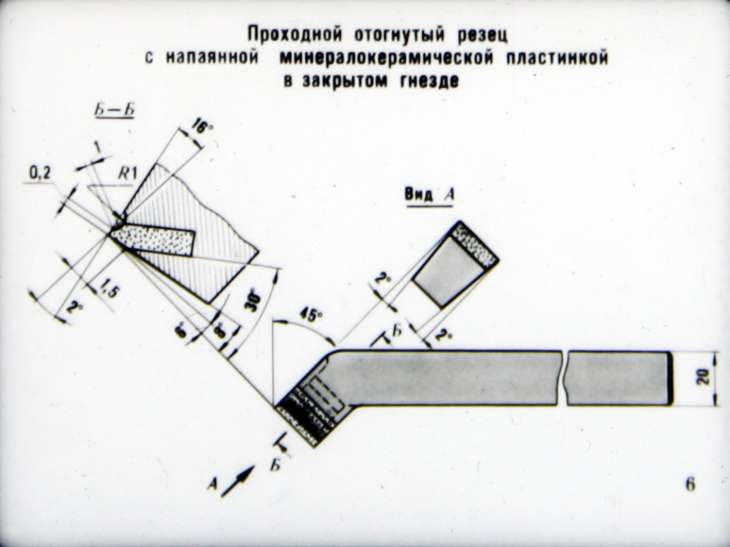 Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Категория 4: Режущие инструменты для токарных станков в зависимости от направления подачи
Существует три основных типа режущих инструментов токарных станков в зависимости от направления подачи. Это:
Режущие инструменты для правого токарного станка
Эти инструменты удаляют материалы при транспортировке их справа налево. Они имеют конструкцию, похожую на человеческую руку. Это связано с тем, что большой палец правой руки указывает направление подачи, а основная режущая кромка находится с левой стороны инструмента.
Левосторонние режущие инструменты для токарных станков
Эти инструменты удаляют материалы при транспортировке их слева направо. В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
Режущие инструменты для токарных станков с круглым носом
Эти инструменты могут перемещаться слева направо или справа налево, поскольку они не имеют боковых передних и задних передних углов. Они подходят для операций механической обработки, требующих гладкой поверхности.
Обратите внимание, : Существуют и другие режущие инструменты для токарных станков с различным применением. Вам следует убедиться, что вы поговорили с профессиональным оператором станка с ЧПУ или связались с WayKen, чтобы подобрать идеальный вариант.
Как правильно выбрать режущий инструмент для токарного станка?
Все мы знаем, что для идеальной работы нужны правильные инструменты. Выбор правильного режущего инструмента для токарного станка очень важен для получения точных результатов обработки заготовки. Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Покрытие инструментов для токарных станков
Покрытия — это материалы, наносимые на внешние части режущего инструмента для улучшения его механических свойств и эстетики. Кроме того, они важны, поскольку режущие инструменты токарных станков с покрытием служат дольше, чем инструменты без покрытия. Как и ожидалось, существует несколько покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых обладает присущими ему свойствами.
Материал заготовки
Механические свойства заготовки играют огромную роль при выборе правильного режущего инструмента для токарной обработки. Самый простой процесс выбора зависит от твердости, так как твердые материалы следует обтачивать только инструментами с твердым или непокрытым покрытием. Это предотвратит выкрашивание инструментов во время операции обработки. Например, режущие инструменты из алмаза и кубического нитрида бора известны своей прочностью и пригодностью для работы с твердыми материалами.
Требуемые типы токарных операций
Каждая токарная операция требует определенного набора навыков и инструментов. В результате вы должны убедиться, что выбрали правильный инструмент в зависимости от операции. Например, токарные инструменты применимы для удаления материалов по длине заготовки. Однако они не подходят для формирования операций. Другое соображение включает направление резки.
Требуемая форма детали
Кроме того, при выборе режущего инструмента для токарного станка учитывайте инструмент и форму детали. Например, во время операций с облицовкой, когда вы хотите создать форму куба на материале, вы можете использовать прямоугольный инструмент для облицовки.
Компоненты режущего инструмента токарного станка
Хотя токарные станки имеют различную конструкцию в зависимости от их функций и областей применения, все они имеют определенные общие детали. Ниже приведены общие детали для каждого типа режущего инструмента токарного станка.
Хвостовик
Это часть, соединенная с токарным станком. Это самая толстая часть инструмента, в основном прямоугольного сечения.
Торец
Это часть режущего инструмента токарного станка, по которой стекает стружка во время токарных операций.
Фланг
Это часть, которая противостоит заготовке и взаимодействует с ней. Он может быть большим или малым и вместе с гранью режущего инструмента образует режущую кромку.
Режущая кромка
Эта часть отвечает за режущее действие инструмента. Режущая кромка зависит от инструмента. Например, одноточечный инструмент будет иметь две режущие кромки и может резаться с использованием двух поверхностей.
Носик инструмента
Это пересечение основной и вспомогательной режущей кромки. Он имеет кривизну, которая увеличивает его прочность, долговечность и способность делать более гладкий срез.
Боковой передний угол
Образуется торцом инструмента и линией, перпендикулярной корпусу. Он определяет направление потока стружки.
Он определяет направление потока стружки.
Боковой задний угол
Если смотреть спереди, боковой задний угол представляет собой угол, образованный главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента. Это предотвращает трение главной стороны о заготовку.
Задний задний угол
Если смотреть сбоку, это угол передней кромки боковой поверхности, образуемый линией, перпендикулярной основанию инструмента. Это предотвращает трение второстепенной стороны о заготовку.
Задний передний угол
Это угол между поверхностью и плоскостью, параллельной основанию. Большой передний угол увеличит остроту, но уменьшит прочность и наоборот.
Угол концевой режущей кромки
Это угол между концевой режущей кромкой и линией, перпендикулярной корпусу инструмента и касательной к его вершине. Он предотвращает касание инструментом обрабатываемой поверхности заготовки.
Угол боковой режущей кромки
Угол, образуемый боковой режущей кромкой с линией, параллельной корпусу инструмента. Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Доступные операции с режущим инструментом для токарного станка
Токарный станок может выполнять различные операции. Ниже приведены наиболее распространенные операции с режущим инструментом, которые можно выполнять с заготовкой.
Операции с токарным инструментом
Токарная обработка является наиболее распространенной операцией с режущим инструментом при механической обработке. Он включает в себя создание цилиндрической детали точной геометрии путем удаления из заготовки лишнего материала. Как правило, это может быть автоматизировано при токарной обработке с ЧПУ или вручную, как и в других токарных операциях.
Операция торцевания
Эта операция резки включает в себя уменьшение длины заготовки для формирования желаемых деталей. Он включает в себя использование режущего инструмента для перпендикулярного отрезания детали.
Операция снятия фаски
Включает создание наклонной поверхности на кромке цилиндрической заготовки. Применяется для уменьшения повреждений острых кромок.
Применяется для уменьшения повреждений острых кромок.
Накатка
Накатка включает использование двух или более металлических роликов для создания рельефных узоров на цилиндрической заготовке. Следовательно, он применим для увеличения захвата продукта.
WayKen удовлетворит ваши различные потребности в обработке
Вам не нужно беспокоиться о выборе правильных режущих инструментов для токарных станков, когда вы можете просто вызвать команду экспертов, которая сделает это за вас. WayKen — это ваш универсальный магазин для всех ваших потребностей в механической обработке. Мы предлагаем различные услуги по токарной обработке с ЧПУ, включая торцевание, снятие фасок, накатку и т. д. Если вам нужен прототип или мелкосерийная обработка деталей, вы можете быть уверены, что получите высококачественные серийные детали. Просто загрузите свои файлы САПР сегодня, и вы получите мгновенное предложение и бесплатную DFM.
Фрезы для токарных станков являются важными инструментами в обработке с ЧПУ. Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Каковы функции режущих инструментов токарных станков?
Режущие инструменты токарного станка используются в режущей части заготовки для придания необходимой формы. Резка деталей может выполняться с помощью нескольких операций, таких как снятие фаски и токарная обработка.
Какие свойства следует учитывать при выборе материала режущего инструмента для токарных станков?
При выборе материала режущего инструмента токарного станка необходимо проверить его твердость, ударную вязкость и термостойкость.
Какой из материалов режущего инструмента имеет самое высокое качество?
Из-за своей твердости и скорости резания алмазные режущие инструменты для токарных станков являются лучшими. Однако они дороги, что ограничивает их промышленное использование.