
Маркировка двутавра: . (495) 638-07-16 . .
характеристики, маркировка металлических видов, монтаж
- Балка двутавровая: применение
- Виды двутавровых балок
- Типоразмеры и ГОСТы:
- Маркировка: как расшифровать
- Монтаж
Ни один строительный объект, каким бы ни было его назначение, не обходится без применения балок перекрытия. Ее функция как инженерной конструкции – в успешном перераспределении вертикальных и горизонтальных нагрузок в процессе собственной работы на изгиб.
Двутавровые балки перекрытия представляют собой тип фасонного проката, изготовленного из высококачественной стали. Сталь может быть либо низколегированной, либо углеродистой. Этот тип сортового проката имеет форму бруса, ориентированного горизонтально или наклонно. Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения. Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н».
Балка двутавровая: применение ↑
Балка металлическая двутавровая из стали больше известна как элемент перекрытий каркасов промышленных зданий, имеющих большие пролеты. Их используют также при возведении мостов и других подвесных путей, колонн и другого во всех тех местах, где присутствуют повышенные нагрузки и им необходимо противостоять. Они воспринимают нагрузку от вертикального поперечного воздействия, которая одновременно отражается на стенах, колоннах и других опорах.
Деревянный аналог стального двутавра используется в каркасном домостроении. Следует отметить, что в последнее время его нередко стали использоваться в оформлении строений как элемент дизайна.
Их правильный расчет обеспечивает большую эффективность металлоемкости, нежели этот показатель у обычной горячекатаной конструкции. При установке двутавра уменьшается масса несущих конструкций, что позволяет сократить затраты на строительство.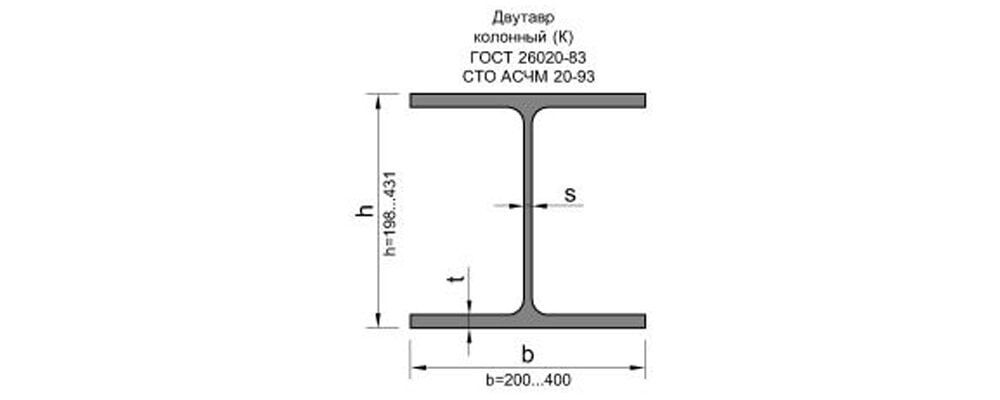
Незначительный вес при чрезвычайно высокой жесткости делает их идеальным вариантом для использования в качестве основы под высоконагруженные строения.
Интересно
Отметим,что двутавры значительно жестче, нежели квадратные профили и уголки.
Виды двутавровых балок ↑
В конструкциях двутавров внутренние грани полок могут располагаться наклонно либо параллельно. Сортамент, который имеет балка двутавр, характеристики, габариты в основном определяются расстоянием между параллельными (П) или наклонными (У) внешними гранями.
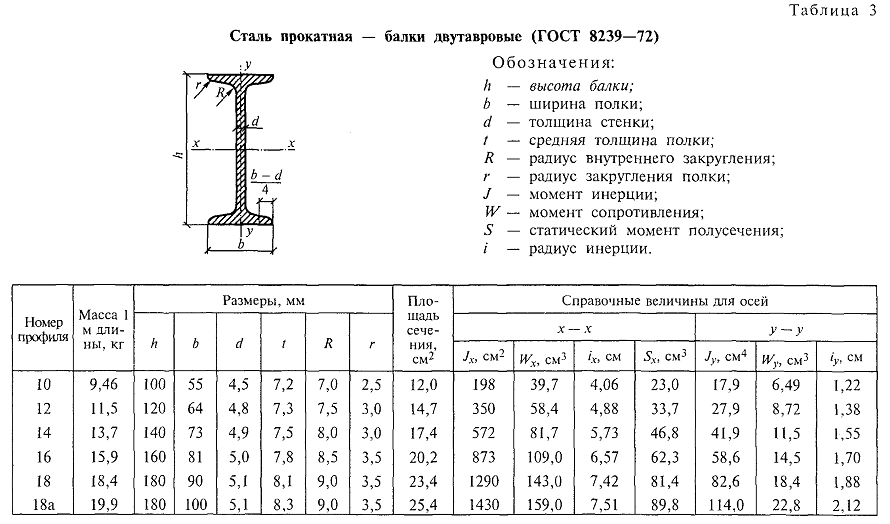
Типоразмеры и ГОСТы: ↑
- Балка двутавровая ГОСТ 26020 83 характеризуется параллельными гранями полок. Под этот стандарт входят двутавры, имеющие высоту 10–100 см и ширину полок – 5,5–40 см. По последнему параметру классифицируют на: узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К).

Двутавры, характеризующиеся наклонными гранями, классифицируются на:
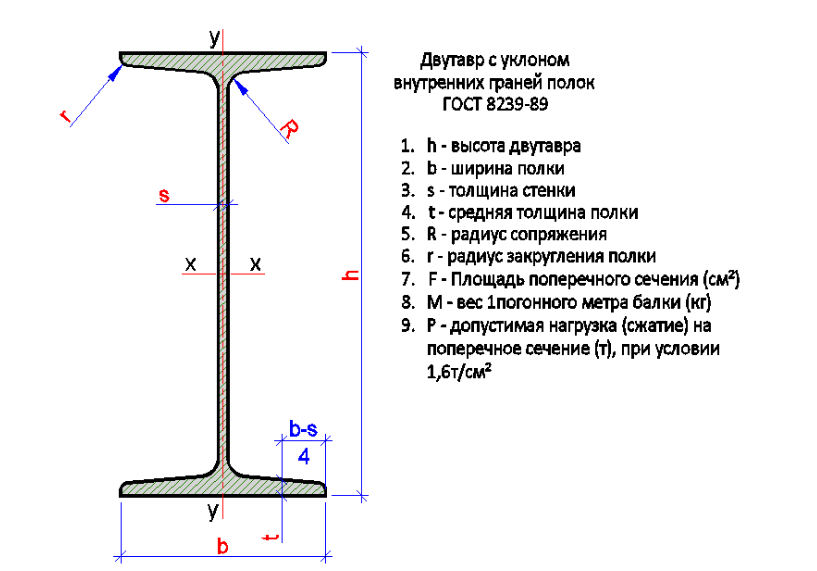
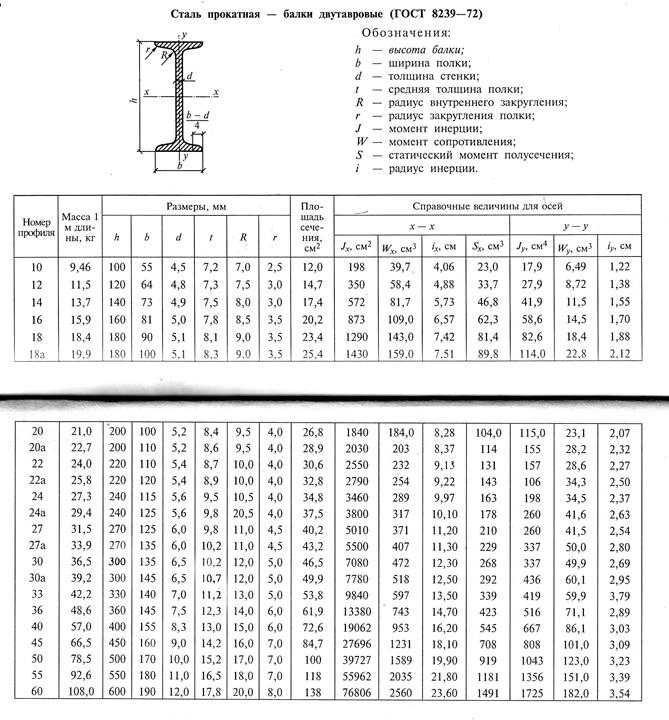
- обычные (ГОСТ 8239 89) – ограничения на величину уклона внутренних граней составляют порядка 6–12%;
- специальные (ГОСТ 19425 74) – М: подвесные пути, имеющие угол наклона не больше 12% и С: для армированных шахтных стволов, имеющих угол наклона до 16 %.
колонные двутавры (К) по ГОСТ 26020-83
Изделие выполненное по ГОСТ полностью соответствует параметрам чертежа, то есть имеет заданное поперечное сечение, размеры полок (высота, ширина и толщина) и другое.
Маркировка: как расшифровать ↑
Начнем с двух цифр в начале маркировки. Они отмечают высоту в сантиметрах конкретной группы профилей. Следующие индексы – буквенные, они указывают на вид профиля в соответствии с шириной полок, к примеру, У, К и т. д. Если профили в группе отличаются размерами стенок и полок, то далее в маркировке указан размер профиля в серии. Например, маркировка двутавра с параллельными гранями может иметь вид: 25Б, 100Ш, 35К, 24ДБ1.
Монтаж ↑
Двутавр металлический изготавливают поэтапно. Прежде всего металл раскраивается на полосы требуемых размеров. Для улучшения провара кромки разделывают на специальном станке. Подготовленные полосы монтируют на сборочном стане. Их укладывают на входной конвейер, зажимают, позиционируют и фиксируют. Завершают сборку сварочными работами на специальном станке. Сваривают его двумя комплектами сварочных головок под флюсом. Двутавр в основном состоит из трех элементов. Поясные швы приваривают сварочными автоматами, а ребра жесткости приваривают поперек чаще вручную, в крайнем случае – полуавтоматом. Сварные конструкции собирают различными способами: используя хомуты и прихватки или в особом кондукторе.
балка металлическая двутавровая: процесс производства
Готовый двутавр очищают от налета ржавчины, жира, грязи и другого, используя дробеструйную установку. После этого качество его покрытия из краски и лака заметно улучшается.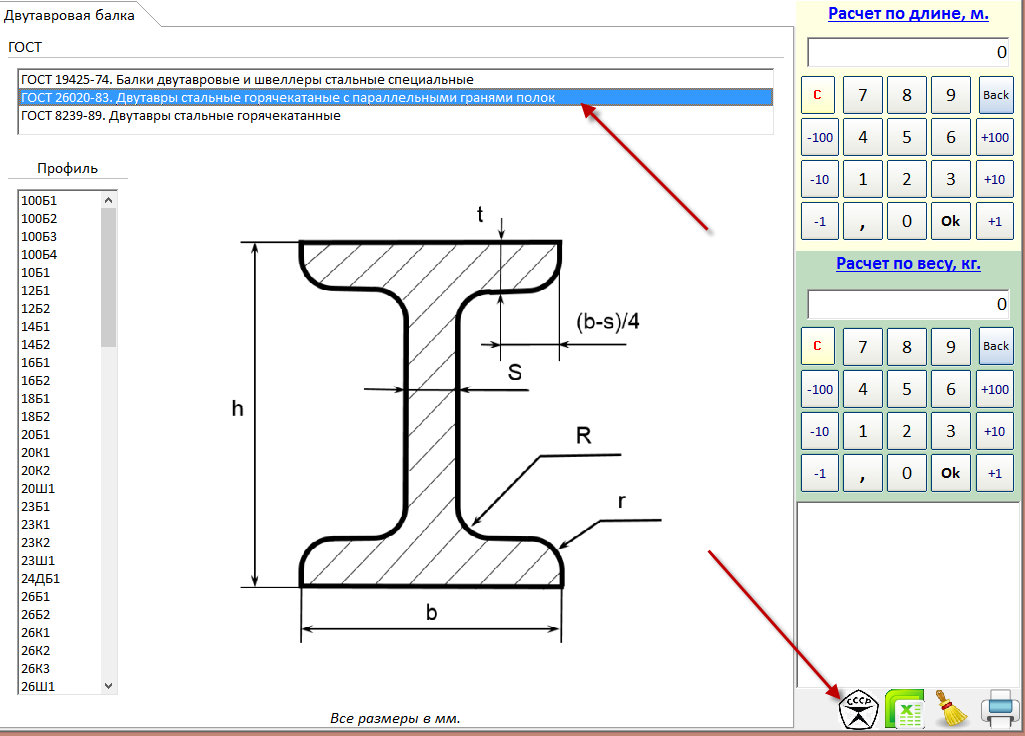
При устройстве конструкции швы поясов иногда сваривают по ручной технологии. Тогда последовательность сборки полностью меняется. Сначала на пояс в нижней части конструкции монтируют вертикальную стенку, а следом ребра жесткости. Их захватывают и монтируют пояс в верхней части. Собранная конструкция зажимается хомутами и переходят к сварочным работам.
на фото металлическая балка двутавр
Наиболее ответственным этапом монтажа считается стыковка двутавровых балок. Швы поясов в обеих направлениях от стыка незаваривают на длину в полтора раза большую, нежели поясная ширина. Стык двутавровых балок свариваются в такой очередности: свариваются стыки вертикальной стенки, двух поясов, сначала ту, которая работает на растяжение, затем вторую, работающую на сжатие. Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Совет
Для сварки монтажных стыков необходимо использовать электроды высочайшего качества.
Сварная конструкция имеет массу преимуществ перед прокатной и, в первую очередь, это ее более высокие прочностные характеристики при массе, меньшей прокатной примерно на треть.
Материалы к статье:
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные. Сортамент (134,7 KiB, 1 817 hits)
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент (297,8 KiB, 1 603 hits)
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент (424,9 KiB, 1 895 hits)
© 2023 stylekrov.ru
Объекты акционерного общества «Металлокомплект-М»
-
О компании
- О компании
- Новости компании
- Новости черной металлургии
- Карьера
- Региональная сеть
- Фотогалерея
- Сертификаты и награды
- Жизнь в компании
 org/ItemList»>
Каталог продукции
org/ItemList»>
Каталог продукции
- Сортовой прокат
- Арматурная сталь
- Арматура А240
- Арматура А240С
- Арматура А-III
- Арматура А400
- Арматура А500С
- Арматура А800
- Катанка
- Катанка для перетяжки
- Квадрат г/к
- Квадрат из углерод.
 стали о/к
стали о/к
- Квадрат из углерод.
- Круг г/к
- Круг г/к из качеств. стали к/к
- Полоса г/к
- Полоса г/к из углерод. стали о/к
- Арматурная сталь
- Плоский прокат
- Прокат плоский г/к
- Прокат г/к тонколистовой общего назн.
- Прокат г/к толстолистовой о/к
- Прокат г/к тонколист.
 повышенной прочн.
повышенной прочн. - Прокат г/к толстолист. повышенной прочн.
- Прокат плоский г/к рифленый
- Прокат плоский г/к из констр.кач.стали
- Прокат плоский х/к
- Прокат х/к тонколистовой общего назн.
- Прокат х/к из низкоугл. качеств. стали
- Прокат х/к для холодной штамповки
- Прокат тонколистовой оцинкованный
- Лента
- Лента ОЦ
- Прокат плоский г/к
- Фасонный прокат
- Уголок г/к равнополочный
- Уголок г/к равнополочный о/к
- Уголок г/к равнополочный повыш.
 проч.
проч.
- Уголок г/к неравнополочный
- Уголок г/к неравнополочный о/к
- Швеллер г/к
- Швеллера г/к о/к
- Швеллера г/к повышенной проч.
- Двутавр г/к
- Двутавры г/к о/к
- Двутавры г/к повышенной проч.
- Уголок г/к равнополочный
- Трубы
- Трубы круглые
- Трубы вгп
- Трубы э/св пр/ш
- Трубы профильные
- Трубы квадратные
- Трубы прямоугольные
- Трубы круглые
- Сетка,Каркасы,СГИ
- Сетка сварная ТУ
- Метизы
- Проволока
- Проволока Вр-1
- Проволока н/у общ.
 назначения
назначения
- Проволока
- Акции и спецпредложения
- Сортовой прокат
-
Услуги и сервис
- Доработка металла
- Резка металлопроката
- Рубка металлопроката
- Размотка металлопроката
- Подготовка и хранение
- Ответственное хранение
- Разбивка заводских пачек
- Предварительная подготовка
- Упаковка
- Упаковка
- Увязка и укладка
- Поддоны и бирки
- Доставка
- ЖД
- АМ
- Доработка металла
 org/ItemList»>
Клиентам
org/ItemList»>
Клиентам
- Клиентам
- ГОСТЫ
- Производители
- Объекты
-
Контакты
 org/ItemList»/>
org/ItemList»/>
Москва Поиск
Войти
+7 (495) 777-00-39, +7 (495) 739-98-92
Вы выбрали другой город просмотра товаров! Обращаем внимание, что наличие, цены в разных городах могут отличаться.
меток луча | Tekla User Assistance
- Home
- Tekla Structures
- Метки балок
Текла Структуры
Не зависит от версии
Tekla Structures
метка балки
конечные условия
балка
метка
Окружающая среда
Не зависит от окружающей среды
Вернуться к началу
Назначение и описание
Эта обновленная версия меток луча позволяет пользователю определять несколько наборов меток луча. Каждый набор меток балки может добавлять ассоциативное примечание к одному из девяти возможных мест по длине балки с использованием предварительно сохраненных фильтров деталей и настроек ассоциативных примечаний. Предназначен для полуавтоматического приложения торцевых усилий к стальным балкам.
Каждый набор меток балки может добавлять ассоциативное примечание к одному из девяти возможных мест по длине балки с использованием предварительно сохраненных фильтров деталей и настроек ассоциативных примечаний. Предназначен для полуавтоматического приложения торцевых усилий к стальным балкам.
Вернуться к началу
Системные требования
Окружающая среда: Имперская система США, Метрическая система США
Языки: английский
Вернуться к началу
Установка меток балки
Для установки приложения:
- Закрыть структуры Tekla (если работает)
- Скачать установщик TSEP с Tekla Warehouse
- Установите установщик TSEP
- Start Tekla Структуры
- US. группировка в Приложения и компоненты Появится боковая панель.
В начало
Использование меток луча
В приведенном ниже примере показано добавление торцевых усилий к стальным балкам. Однако содержимое ассоциативных заметок может быть любым, которое пожелает пользователь.
Однако содержимое ассоциативных заметок может быть любым, которое пожелает пользователь.
Настройка модели:
- Введите определяемые пользователем атрибуты конечной силы для стальной балки Конечные условия вкладку модели. Свойства, которые будут считаны, показаны ниже.
- Настройка ассоциативного примечания Контент настройки, которые вы хотите использовать. Здесь в настройках игнорируется информация о типе линии выноски. Информация о маркировке может представлять собой шаблонные метки, которые обычно используются заказчиками для маркировки стальных балок.
Изображение
Настройка приложения:
- Запуск Метки луча из значка/миниатюры.
Изображение
- Выбрать Добавить новую настройку позиционирования (пункт 1 выше).

Изображение
- Укажите Положение на оси луча, где вы хотите разместить метку.
- Введите значения в поля Горизонтальное смещение и Вертикальное смещение . Они представляют смещения относительно локальной оси луча. Положительные горизонтальные значения указывают на середину луча. Положительные вертикальные значения указывают в сторону от оси луча.
- Введите имя для Настройка позиционирования метки и выберите Сохранить . При этом в подпапке атрибутов модели создается файл с расширением xbmkp . При желании пользователь может поместить эти сохраненные настройки в папку своей компании FIRM .
- Добавьте набор меток (поз. 3 ниже), нажав кнопку + (поз. 2 выше).
 Дополнительные наборы могут быть добавлены, чтобы поставить более одной метки в каждом прогоне.
Дополнительные наборы могут быть добавлены, чтобы поставить более одной метки в каждом прогоне.
Изображение
- Выберите нужный фильтр вида чертежа в первом столбце. Этот фильтр будет применяться в дополнение к тому, что вы выбираете или не выбираете в модели. Например, если вы ограничиваете выбор всех объектов на чертеже, но также устанавливаете фильтр выбора, только те выбранные объекты, которые соответствуют этому фильтру, получат метку.
- Выберите желаемые настройки ассоциативного примечания во втором столбце.
- Выберите желаемое Отметить позицию настройки в третьем столбце.
- Назовите и сохраните файл атрибутов (пункт 4 выше). Этому файлу присваивается расширение *. p_BeamMarks . При желании пользователь может поместить эти настройки по умолчанию в папку своей компании FIRM .
Создание меток по видам
1. Откройте инструмент.
Откройте инструмент.
2. Загрузите и задайте свойства в диалоговом окне.
3. Выберите Создать.
4. Выберите любую точку в пределах экстремумов вида.
Создание меток по выбору
1. Откройте инструмент.
2. Загрузите и задайте свойства в диалоговом окне.
3. Выберите Создать.
4. Выберите балки в поле зрения. Пользователь может выбирать объекты в дополнение к использованию Фильтра (см. шаг 4 в разделе «Настройка приложения»).
Удалить метки
1. Выберите ассоциативные примечания и удалите их, как и другие ассоциативные примечания.
Обновление меток
После того, как метка размещена на балке, ее необходимо удалить, чтобы заменить в другом месте. Но если необходимо отредактировать содержимое метки, пользователь может просто изменить свойства ассоциативной заметки.
ПримерыИзображение
Вернуться к началу
- Существует ошибка с ассоциативными примечаниями, когда если примечание перетаскивать с помощью клавиши SHIFT, то при изменении модели метки хаотично перемещаются.
 Такое поведение возникает из-за того, что метки размещаются таким же образом, как если бы они были перемещены путем перетаскивания, удерживая клавишу SHIFT. Свяжитесь с Tekla, чтобы узнать статус исправления этой ошибки.
Такое поведение возникает из-за того, что метки размещаются таким же образом, как если бы они были перемещены путем перетаскивания, удерживая клавишу SHIFT. Свяжитесь с Tekla, чтобы узнать статус исправления этой ошибки. - Иногда метки балки не работают, если применяются настройки уровня объекта чертежа. Пользователям может потребоваться временно отключить эти параметры, применить метки, а затем повторно применить параметры уровня объекта.
- Скорость — на большом плане этажа размещение всех этих меток на чертеже может занять несколько минут, так как их нужно поставить, а затем переместить на место.
- В файл атрибутов модели сохраняются два файла настроек с расширениями xbmkp и p_BeamMarks .
Наверх
Было ли это полезно?Чего не хватает?
Воортман V704 | Машина для разметки балок
- Дом
- Машины
- Воортман V704
 org/BreadcrumbList»>
org/BreadcrumbList»>Маркировка компоновки является узким местом во многих операциях. Станок для разметки балок Voortman V704 повышает эффективность и точность и избавляет от узких мест, связанных с разметкой. В полностью автоматизированной производственной линии V704 увеличивает производительность за счет разгрузки других машин, которые также могут маркировать. Его можно добавить в производственную линию, чтобы автоматически маркировать как можно больше деталей, что упрощает и ускоряет сборку и сварку без возможности ошибки.
Запрос котировок
ПрокрутитьЗапрос коммерческого предложения
Обзор
Основные преимущества
Особенности и процессы
Интеграция
Характеристики
Метрика Императорский
- Повышенная производительность и улучшенная точность
- Высококачественная обработка и маркировка
ЧЕТЫРЕХСТОРОННЯЯ МАРКИРОВКА
Voortman V704 маркирует все четыре стороны изделия за один проход, экономя время и деньги на сборочном участке вашей мастерской. При разметке только одной стороны сборщикам все же необходимо выполнить ручные замеры на остальных сторонах профиля. Машина может указывать номера продуктов, контуры, информацию о сварке и подробные номера деталей для пластин и уголков, которые будут приварены к профилю. Маркировочный инструмент требует минимального обслуживания, поскольку инструмент приводится в действие сжатым воздухом. Твердосплавные наконечники быстро и легко заменяются.
При разметке только одной стороны сборщикам все же необходимо выполнить ручные замеры на остальных сторонах профиля. Машина может указывать номера продуктов, контуры, информацию о сварке и подробные номера деталей для пластин и уголков, которые будут приварены к профилю. Маркировочный инструмент требует минимального обслуживания, поскольку инструмент приводится в действие сжатым воздухом. Твердосплавные наконечники быстро и легко заменяются.
ТОЧНОЕ ПОЗИЦИОНИРОВАНИЕ
Каждый профиль и продукт измеряется, а положение отслеживается и поддерживается на протяжении всей обработки с помощью системы измерения подачи роликов в V704. Метки размещаются точно в правильном положении, определенном в файле DSTV или файле в программном обеспечении VACAM. При интеграции в полную производственную линию все процессы распределяются между функциональными машинами в системе и правильно позиционируются, поэтому комбинированный продукт точно соответствует описанию продукта. Измерение с помощью V704 выполняется быстрее и точнее, чем ручной процесс.
Измерение с помощью V704 выполняется быстрее и точнее, чем ручной процесс.
Рабочая ширина (макс.)
50 в
Скорость маркировки
266 дюйм/мин
Скорость позиционирования (макс.)
138 фут/мин
Маркировочные единицы
4 шт
Маркировка центральной точки
Разметка макета
Надежная и высококачественная машина ВИДИМЫЕ МАРКИ ПОСЛЕ СТРУЙНОЙ ОЧИСТКИ И ПОКРАСКИ
Разметочная машина Voortman V704 создает множество высококачественных, точных и четко видимых маркировок с помощью одного из своих инструментов. Маркировка фрезерованием выгодна, поскольку маркировка остается видимой даже после дробеструйной обработки, окраски или цинкования. Продукты легко распознаются на последующих этапах производства, и сварщикам не нужно делать никаких дополнительных меток, прежде чем продолжить. Глубину маркировки можно регулировать с помощью маркировочного инструмента Voortman.
Продукты легко распознаются на последующих этапах производства, и сварщикам не нужно делать никаких дополнительных меток, прежде чем продолжить. Глубину маркировки можно регулировать с помощью маркировочного инструмента Voortman.
ЗНАКИ ВЫСОКОГО КАЧЕСТВА
V704 — это надежная машина, изготовленная из высококачественных компонентов, позволяющая выполнять процессы с впечатляющей стабильностью. Это приводит к более низким допускам и более высокому качеству разметки и готовой продукции. Voortman использует такие известные бренды, как Siemens и Bosch. Компоненты являются отраслевыми стандартами и рассчитаны на долгий срок службы, но если они сломаются, компания Voortman может широко приобрести запасные части.
Рабочая ширина (макс.)
50 в
Скорость маркировки
266 дюйм/мин
Скорость позиционирования (макс.)
138 фут/мин
Маркировочные единицы
4 шт
Маркировка центральной точки
Разметка макета
Маркировка центральной точки
Разметка макета
Главный
преимущества
Производительность
Маркировка с четырех сторон — меньше человеко-часов и отсутствие ошибок
Voortman V704 маркирует все четыре стороны изделия за один проход, экономя время и деньги на сборочном участке вашей мастерской. Машина может указывать номера продуктов, контуры, информацию о сварке и подробные номера деталей для пластин и уголков, которые будут приварены к профилю. Маркировочный инструмент требует минимального обслуживания, поскольку инструмент приводится в действие сжатым воздухом. Твердосплавные наконечники быстро и легко заменяются.
Машина может указывать номера продуктов, контуры, информацию о сварке и подробные номера деталей для пластин и уголков, которые будут приварены к профилю. Маркировочный инструмент требует минимального обслуживания, поскольку инструмент приводится в действие сжатым воздухом. Твердосплавные наконечники быстро и легко заменяются.
Высокое качество
Видны следы после пескоструйной обработки и покраски
Разметочная машина Voortman V704 создает высококачественную, точную и хорошо видимую маркировку с помощью одного из многочисленных разметочных инструментов. Маркировка фрезерованием выгодна, поскольку маркировка остается видимой даже после дробеструйной обработки, окраски или цинкования. Продукты легко распознаются на последующих этапах производства, и сварщикам не нужно делать никаких дополнительных меток, прежде чем продолжить. Глубину маркировки можно регулировать с помощью маркировочного инструмента Voortman.
Универсальность
Полная и частичная контурная маркировка
Разметочная машина Voortman V704 может наносить как полные, так и частичные контуры для облегчения сварки в мастерской. Полные контуры можно преобразовать в частичные контуры с помощью программного обеспечения VACAM, которое поставляется вместе со станком.
Полные контуры можно преобразовать в частичные контуры с помощью программного обеспечения VACAM, которое поставляется вместе со станком.
Производительность
Быстрое измерение профиля
Модель V704 оснащена роликовой системой подачи Voortman, которая надежно измеряет и зажимает профили, обеспечивая высочайшую точность и максимальную производительность на рынке. Профили надежно зажимаются перед обработкой двумя приводными и двумя прижимными роликами с большой площадью контакта. Два измерительных диска сохраняют точное положение вашего профиля, перемещая его по системе с максимальной скоростью. Вы можете значительно сократить время ожидания, так как профили нужно зажать только один раз.
Высокое качество
Знаки высокого качества
V704 — это надежная машина, изготовленная из высококачественных компонентов, позволяющая выполнять процессы с впечатляющей стабильностью. Это приводит к более низким допускам и более высокому качеству разметки и готовой продукции. Voortman использует такие известные бренды, как Siemens и Bosch. Компоненты являются отраслевыми стандартами и рассчитаны на долгий срок службы, но если они сломаются, компания Voortman может широко приобрести запасные части.
Voortman использует такие известные бренды, как Siemens и Bosch. Компоненты являются отраслевыми стандартами и рассчитаны на долгий срок службы, но если они сломаются, компания Voortman может широко приобрести запасные части.
Производительность
Лучшая точность и повышенная производительность
Каждый профиль и продукт измеряется, а положение отслеживается и поддерживается на протяжении всей обработки с помощью системы измерения роликовой подачи в V704. Метки размещаются точно в правильном положении, определенном в файле DSTV или файле в программном обеспечении VACAM. Измерение с помощью V704 выполняется быстрее и точнее, чем ручной процесс. Производительность всей вашей мастерской увеличивается, потому что V704 может маркировать быстрее, чем человек.
Универсальность
Обрабатывает все 3D-формы
V704 может обрабатывать все виды изделий из конструкционной стали. Двутавровые балки, двутавровые балки, швеллеры, плоские стержни, уголки, тавровые стержни, трубы квадратного и прямоугольного сечения могут иметь разметку V704.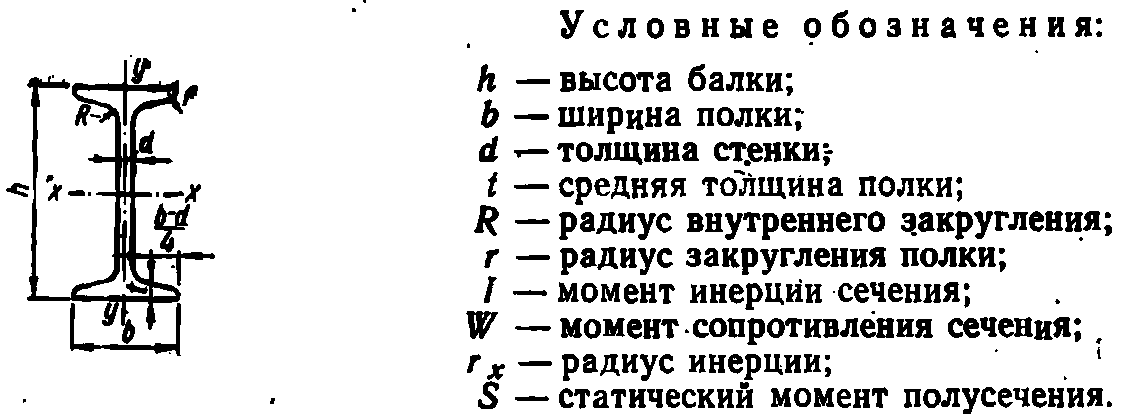 Обработка осуществляется без ручного программирования программного обеспечения, что экономит много времени на подготовку машины перед запуском производства. Различные функции позволяют V704 обрабатывать небольшие профили, что позволяет вам автоматически выполнять больше операций и сокращать трудозатраты и время выполнения ваших проектов.
Обработка осуществляется без ручного программирования программного обеспечения, что экономит много времени на подготовку машины перед запуском производства. Различные функции позволяют V704 обрабатывать небольшие профили, что позволяет вам автоматически выполнять больше операций и сокращать трудозатраты и время выполнения ваших проектов.
Производительность
Полная интеграция с другими машинами
Разметочная машина V704 легко интегрируется в полностью автоматизированную производственную линию. Этапы обработки можно разделить между несколькими машинами, подключенными к производственной линии, и правильно расположить их так, чтобы готовый продукт выходил точно в соответствии с его спецификациями.
Функции
и процессы
Маркировка макета
Эта машина может автоматически маркировать ваш материал, чтобы предотвратить человеческие ошибки, которые часто возникают при ручной маркировке макета. Это один из самых трудоемких процессов. Для ручной разметки профиля необходимо вручную измерить профиль, сравнить его с чертежом или файлом, после чего сделать разметку. Часто второй человек будет проверять, правильно ли указаны разметки макета. Наше программное обеспечение VACAM считывает информацию о маркировке макета непосредственно из файлов DSTV и преобразует маркировку во внешние контуры, центральные точки или полную маркировку макета. При этом ваша точность повысится, трудозатраты снизятся, а общие расходы будут минимизированы.
Это один из самых трудоемких процессов. Для ручной разметки профиля необходимо вручную измерить профиль, сравнить его с чертежом или файлом, после чего сделать разметку. Часто второй человек будет проверять, правильно ли указаны разметки макета. Наше программное обеспечение VACAM считывает информацию о маркировке макета непосредственно из файлов DSTV и преобразует маркировку во внешние контуры, центральные точки или полную маркировку макета. При этом ваша точность повысится, трудозатраты снизятся, а общие расходы будут минимизированы.
Маркировка фрезерованием
Ручная разметка требует много времени, труда и ошибок. Эта машина автоматизирует процесс маркировки и предотвращает человеческие ошибки при дальнейшей обработке. Маркировка фрезерованием создает высококачественные и точные маркировки, которые остаются видимыми даже после дробеструйной обработки, окраски или цинкования. Глубину фрезерования можно регулировать с помощью нашего собственного маркировочного инструмента Voortman.
Маркировка центральной точки
Маркировка центральной точки обеспечивает руководство при дальнейшей обработке, например при сварке. Это самый простой и быстрый способ маркировки вашего продукта, который экономит ваше время и деньги. Центральные точки также можно использовать для обозначения мест, где должны выполняться операции, выходящие за пределы возможностей машины. Процесс маркировки центральной точки создает очень маленькие просверленные точки, выполняемые сверлильным блоком на этом станке.
Измерение ширины профиля
Ширина вашего профиля измеряется во время зажима. Наше программное обеспечение VACAM обеспечивает соответствие между фактической и запрограммированной шириной профиля. Он также компенсирует любые допуски.
Измерение высоты стенки и полки
Перед обработкой автоматически измеряется высота стенки и полки вашего профиля, чтобы компенсировать проблемы с допуском станка. Наше программное обеспечение VACAM автоматически корректирует измерения от края или центра по мере необходимости. Это повышает точность обработки, что приводит к бесшовной сборке на этапе строительства.
Это повышает точность обработки, что приводит к бесшовной сборке на этапе строительства.
Полностью автоматическая транспортировка профилей
Полностью автоматическая транспортировка профилей предназначена для интеграции станка в полностью автоматическую балочную линию MSI. Наше/программное обеспечение VACAM управляет манипуляторами или подъемными тележками с датчиками, транспортируя профили на подающий роликовый конвейер и с разгрузочного роликового конвейера. Выбранные продукты будут автоматически произведены из торговых длин. Поперечные транспортеры могут обрабатывать несколько профилей, что позволяет машине работать автономно в течение значительного периода времени.
Автоматическая обработка материалов
Одного нажатия кнопки достаточно, чтобы начать производство. После импорта файлов промышленного стандарта DSTV или DSTV+ (предварительно вложенных) в список обработки нашего программного обеспечения VACAM ваш оператор может полностью сосредоточиться на загрузке и выгрузке системы. Нет необходимости в ручном вмешательстве, чтобы не отставать от скорости производства машин.
Нет необходимости в ручном вмешательстве, чтобы не отставать от скорости производства машин.
Активное управление буфером
Наше собственное программное обеспечение VACAM известно своей высокой производительностью в отношении автоматизированной обработки материалов и управления буфером. Активное управление буфером обеспечивает приоритетное положение для первого профиля в очереди при буферизации следующих профилей. Благодаря постоянному смещению профилей к базовой линии новые профили могут быть загружены в систему перемещения, где базовая линия всегда снабжена материалом. Это значительно повышает вашу производительность и эффективность, так как машины не ждут следующего профиля или производственной партии в режиме простоя.
Простое управление
Для обеспечения непрерывного и эффективного производства VACAM предлагает вашим операторам всеобъемлющий и простой в использовании интерфейс. Одной из ключевых особенностей VACAM является четкое разделение между подготовкой к работе, производством и ручным управлением машин. Для каждого режима использования необходимые функции и данные всегда под рукой, что позволяет выполнять задачи в нужной среде. Программное обеспечение VACAM Control известно в отрасли своим объединенным графическим представлением вашего производственного процесса. С VACAM у вас есть четкое представление о процессе, состоянии производства и мгновенный доступ к онлайн-помощи, если это необходимо.
Для каждого режима использования необходимые функции и данные всегда под рукой, что позволяет выполнять задачи в нужной среде. Программное обеспечение VACAM Control известно в отрасли своим объединенным графическим представлением вашего производственного процесса. С VACAM у вас есть четкое представление о процессе, состоянии производства и мгновенный доступ к онлайн-помощи, если это необходимо.
Машина VACAM
Каждая машина оснащена разработанным нами программным обеспечением управления VACAM. Все машины имеют одинаковый «внешний вид», что значительно сокращает время обучения. В рамках открытой платформы VACAM можно легко обмениваться производственными данными со сторонним программным обеспечением ERP и MRP, обеспечивая актуальную информацию о ходе выполнения ваших проектов. VACAM обеспечивает графическое представление ваших рабочих процессов и процессов в режиме реального времени и мгновенно анализирует импортированные продукты. Программное обеспечение автоматически предлагает лучшее решение для любых прогнозируемых проблем. Таким образом, ваше производство не прерывается, что повышает эффективность и время работы системы.
Таким образом, ваше производство не прерывается, что повышает эффективность и время работы системы.
VACAM в офисе
Программное обеспечение VACAM также входит в состав Office Edition. VACAM Office Edition работает так же, как программное обеспечение VACAM Control and Operating, и предназначено для подготовки ваших продуктов к производству. Пользовательский интерфейс ориентирован на подготовительные действия, а также предоставляет информацию о загрузке материала в системе в режиме реального времени, что позволяет вам контролировать производственный процесс. Благодаря VACAM Office производственная информация доступна по всей компании.
Редактор VACAD
Встроенный редактор VACAD позволяет вашим операторам улучшать результаты путем создания продуктов или быстро улучшать и исправлять продукт. Интерфейс прост для понимания с простой функциональностью. Операторы смогут в полной мере воспользоваться преимуществами редактора VACAD и VACAM через несколько дней с тренерами Voortman.
- Полная автоматизация в модульной сплит-системе
Снижение трудозатрат и повышение эффективности
Станок V704 можно интегрировать в «раздельную конфигурацию», когда станок для сверления и распиловки балок полностью предназначен для сверления и распила ваших профилей, в то время как V704 одновременно фокусируется на создании разметки на разрезе и просверленные профили, пока новая партия профилей снова обрабатывается на сверлильном и распиловочном станке.
MSI, также известная как Multi System Integration, открывает двери для полной автоматизации вашего производства, соединяя машины с поперечными транспортерами, роликовыми конвейерами, буферами продукта и датчиками материала. Производственные данные необходимо импортировать только один раз, после чего MSI автоматически распространяет данные на все машины, интегрированные в вашу производственную систему.
VACAM выбирает оптимальный маршрут подачи материала
На основе имеющегося производства, предпочтений клиентов и доступного оборудования в линии MSI VACAM автоматически выбирает оптимальный маршрут для достижения максимальной эффективности.