Маркировка двутавровых балок: . (495) 638-07-16 . .
требования ГОСТ при выборе металлоконструкций
Ассортимент стройматериалов, представленный на современном рынке, достаточно разнообразен. Это позволяет приобрести необходимые материалы в зависимости от потребностей и размеров бюджета. Но есть ряд изделий, имеющих повышенные требования к качеству и прочности, которые регулируются нормативами ГОСТ. Двутавровая балка относится к категории несущих конструкций и должна соответствовать подобной документации.
- Размеры и характеристики
- Особенности выбора балок
- Двутавр тип № 20
- Двутавровая балка № 30
- Материалы для изготовления двутавров
Размеры и характеристики
Форма двутавровой балки похожа на букву «Н». Благодаря своей конструкции, изделие обеспечивает аналогичную по площади сечения балку из квадратного профиля, увеличенного по прочности в 7 раз. При этом изделие в сотни раз уступает по показателям на скручиваемость.
Металлическая двутавровая балка делится на 2 типа. В зависимости от способа производства изделия подразделяют на:
В зависимости от способа производства изделия подразделяют на:
- Сварные — изготовлены методом сварки, отличаются размерами. Такие двутавры превышают 60 мм.
- Горячекатаные — сделаны из заготовки путем горячей прокатки. Материал — сталь, размеры до 60 мм.
Характеристики по типоразмерам, качеству исходного сырья и процессу производства регламентируется соответствующими техническими ГОСТами.
Сортамент балок двутавровых по ГОСТу — это таблица соответствия металлических изделий требованиям межгосударственного стандарта. Двутавровые балки могут иметь наклонные или параллельные грани. Специальное буквенное обозначение отражает особенности конкретного изделия.
Маркировка буквой «Б» означает:
- конструкция имеет параллельные грани;
- профили имеют нумерацию 10−60;
- толщина стенок минимальная, равняется величине до 1/55 высоты элемента.

Буква «Ш» является частным случаем и указывает, что балка подразделяется на разрезную и неразрезную. Первые более легкие, одинаковые по высоте и ширине, предназначены для установки в один пролет. Неразрезные размещаются на нескольких пролетах, при этом высота и ширина у них колеблются в диапазоне 1*2,5 — 1*1,16.
Полоски с повышенной шириной дают большую устойчивость и их можно устанавливать без возведения дополнительных элементов. Это позволяет сокращать расходы за счет уменьшения объема дополнительных работ и без возведения опор.
Разрезные имеют большее преимущество по сравнению с неразрезными за счет упрощенного монтажа, они менее чувствительны к усадкам опор.
Себестоимость при производстве у разрезных больше за счет расхода металла, требуется примерно на 10−12% больше расход сырья, что сказывается на стоимости изделия.
Балка колонная имеет в обозначении букву «К», она обладает большей толщиной полок, что позволяет применять их в несущих конструкциях строений.
Подобные изделия делаются по технологии проката, применяются при строительстве больших пролетов и при высоких крановых нагрузках. Их всех типов изделий они самые тяжелые и устойчивые к износу.
В группу сварных изделий входят обычные балки, отвечающие таблице двутавров ГОСТ № 8239−89, и двутавры специального назначения, например, монорельсы.
Особенности выбора балок
Подбор сечения определяется на основании воздействующей нагрузки. Разнообразие изделий огромно, но есть типовые, наиболее часто используемые в строительстве.
Двутавр тип № 20
Применяется при возведении несущих конструкций перекрытий при ширине до 4 м, при армировании бетонных изделий и в дорожном строительстве. Благодаря низкому содержанию углерода эти балки можно соединять сварным швом. Высота изделий 200 мм, они имеют хорошие показатели на скручивание и сгиб, изготавливаются методом проката.
Длина конструкции колеблется от 4 до 12 метров. Изделия большей или меньшей длины изготавливаютс на заказ, при этом можно менять толщину полок или стенок. Нормативы изделия регулируются ГОСТ 8239–89 . Изделия показывают хорошие результаты при работе с высокими горизонтальными нагрузками, но плохо реагируют на вертикальные воздействия.
Изделия большей или меньшей длины изготавливаютс на заказ, при этом можно менять толщину полок или стенок. Нормативы изделия регулируются ГОСТ 8239–89 . Изделия показывают хорошие результаты при работе с высокими горизонтальными нагрузками, но плохо реагируют на вертикальные воздействия.
Двутавровая балка № 30
Основное назначение — строительство крупнопанельных, монолитных и каркасных сооружений. Их таких балок делаются колонны, перекрытия, опоры, конструкции мостов. Заготовки делают из низколегированной и углеродистой стали. Обычные маркируются буквой «В», изделия с повышенной прочностью — «Б». Цифра 30 в обозначении показывает высоту изделия, варианты изготовления могут быть как с параллельными гранями полок, так и с наклонными.
Материалы для изготовления двутавров
Двутавровые балки изготавливаются не только из стали, но и из дерева. Деревянные конструкции используются при строительстве малоэтажных домов и каркасных строений.
У деревянных двутавров нет изгибающего момента, они состоят из фанерной полки и деревянного бруска.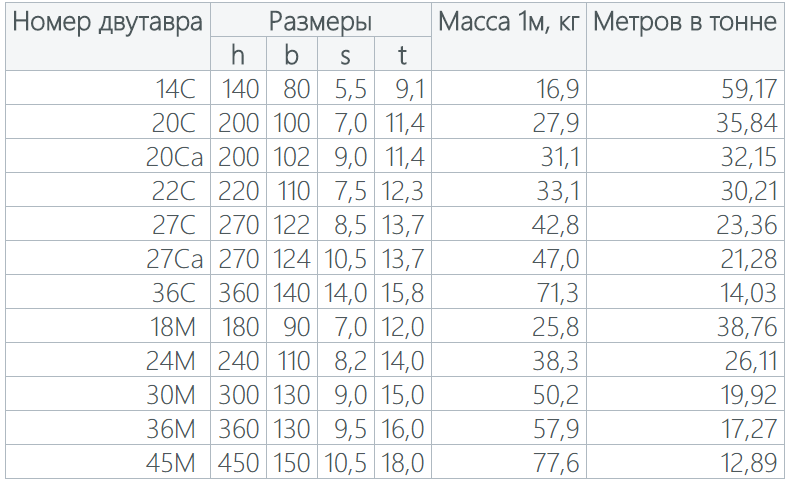 Подобные стропильные системы надежны и привлекают своей простотой установки и стоимостью.
Подобные стропильные системы надежны и привлекают своей простотой установки и стоимостью.
Деревянные двутавры применяются для несущих конструкций в мансардах, межэтажных перекрытиях, в стропильных системах при возведении кровли. Хорошая несущая способность дает возможность их использовать в перекрытиях с пролетами длиной вплоть до 13,5 м, при это отсутствует необходимость возведения подпорных конструкций. Изделия из подобных балок не провисают, не вибрируют при эксплуатации, они долговечные и легкие.
К основным преимуществам деревянных двутавров относятся:
- простота и большая скорость монтажа;
- прочность;
- низкая масса;
- малая теплопроводность;
- экологичность;
- бесшумность;
- низкая стоимость;
- низкие трудозатраты при возведении.
При выборе между металлическими и деревянными балками стоит учитывать, что у последних меньшая механическая прочность, но это можно компенсировать установкой конструкций с большим сечением.
Однако они подвержены повреждениям из-за насекомых и грибков, а также пожароопасны. Это требует дополнительной обработки конструкций специальными составами.
Самостоятельно разобраться в ассортименте двутавра достаточно сложно. При проведении расчетов необходимо обращаться к инженерам и проектировщикам для составления расчетов и выбора оптимальной конструкции.
классификация и маркировка, способы производства и применение
Двутавр – это изделие из металла, имеющее особый профиль. Его производят из углеродистых и низколегированных марок сталей. Сфера распространения этого металлического проката огромна. Но чаще всего его можно видеть на строительной площадке, судостроении и мостостроении. Из него делают балки для потолочного перекрытия и используют там, где конструкции необходимо придать жесткость.
Виды и сфера использования
Иногда, описываемое металлическое изделие называют двутавровым швеллером. Но это не совсем правильно.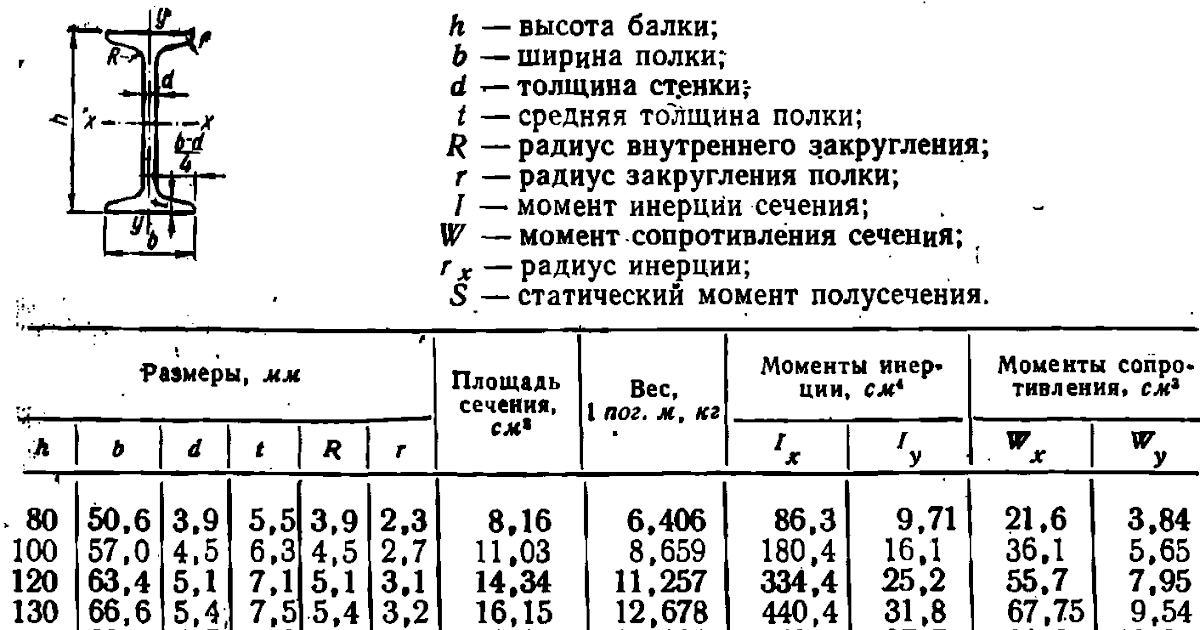 Дело в том, что швеллер имеет П-образную форму. Тогда как у двутавра форма напоминает букву – Н. Такое изделие в разрезе похоже на два швеллера, скрепленные между собой.
Дело в том, что швеллер имеет П-образную форму. Тогда как у двутавра форма напоминает букву – Н. Такое изделие в разрезе похоже на два швеллера, скрепленные между собой.
ВАЖНО: Т-образный профиль называется тавром. Так как это изделие имеет Н-профиль, то есть две Т, то его называют двутавром.
Изготавливают такой вид проката двумя способами. Самым распространенным является горячекатаный способ. Придание необходимой формы производится на специальных станах. Через которые пропускают разогретую до нужной температуры заготовку. А также такие элементы металлоконструкций изготавливаются сварным способом.
Достоинствами горячекатаного проката являются быстрота производства и получение изделия без сварочных швов. Такие строительные детали устойчивы к различным воздействиям и их можно использовать без дополнительных ребер жесткости и других подобных конструктивных элементов.
С помощью такого вида проката решается сразу несколько проблем, возникающих во время строительства.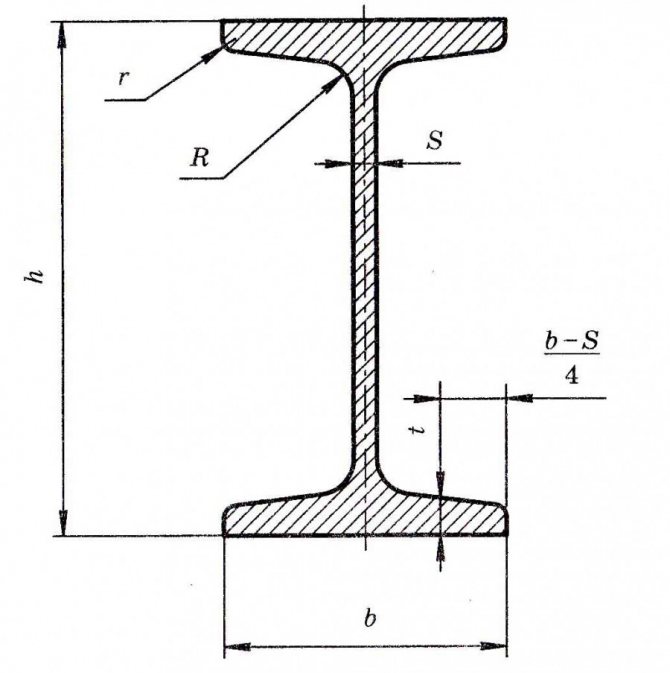 Главным преимуществом является то, что форма этого профиля позволяет снизить массу конструкции. При этом прочность не только не уменьшиться, но и, напротив, станет больше. Если сравнить двутавр и классическую металлическую балку, то первый в прочности значительно выигрывает.
Главным преимуществом является то, что форма этого профиля позволяет снизить массу конструкции. При этом прочность не только не уменьшиться, но и, напротив, станет больше. Если сравнить двутавр и классическую металлическую балку, то первый в прочности значительно выигрывает.
В основном в промышленности и строительстве применяют двутавры стальные. Для их производства применяют углеродистые или низколегированные стали. Оба типа этой стали хорошо свариваются, но отличаются несколькими параметрами. Например, низколегированная сталь марки 09Г2С, обладает хорошей свариваемостью и отличается тем, что конструкции из нее изготовленные могут работать при температуре — 45 и ниже. Это позволяет выполнять конструкции, которые должны работать на севере и Арктике.
Где используется?
Двутавровая балка (ГОСТ 8239–89) используется в возведении промышленных, общественных и гражданских сооружений. Такой вид металлопроката применяется в качестве элемента:
- Эстакад.

- Кровли.
- Колонн и опор.
- Перекрытий.
Несущие конструктивные элементы зданий, использующие двутавровые изделия, хорошо себя зарекомендовали в промышленном строительстве. Его используют не только при возведении зданий из железобетона, металлоконструкций или различных блоков, но и при строительстве деревянных сооружений. Такие строительные элементы целесообразно использовать при пролетах больше 7 метров. То есть такого расстояния, когда бетонные конструкции могут не выдержать предполагаемых нагрузок.
При возведении мостов или надземных переходов без двутавровых изделий не обойтись. Такой элемент подвесных конструкций хорошо справляется с повышенными вертикальными нагрузками.
При использовании такого вида стального проката можно облегчить массу сооружения. Что позволяет сократить затраты на строительство. Прочность расположенных рядом двутавровых балок суммируется, а размещенных друг на другом увеличивается в четыре раза.
При выборе такого материала для строительства необходимо учесть следующие параметры конструкции:
- Высота. Расстояние между двумя полками Н-профиля.
- Ширина. Расстояние от основания до конца полки.
- Толщина стенок. Этот параметр рассчитывается по основанию изделия (часть между полками). От толщины стенки зависит несущая способно и прочность.
- Средняя толщина полки. Так как полки горячекатаного двутавра сужаются к основанию, то при расчетах используют среднюю толщину полки. Для этого от ширины полки отнимают толщину стенки и делят на 4.
- Радиус внутреннего закругления. Образованное с помощью примыкания полки закругление. Берет на себя большую нагрузку. Он него зависит прочность и жесткость изделия.
- Полка примыкает к стенке не под прямым углом. Радиус, образованный в месте примыкания, увеличивает прочность изделия.
Производятся такие виды стального проката по разработанным нормативным документам. В них прописываются требования к химическому составу материала, параметрам и допустимым отклонениям от нормы. Существует несколько видов таких изделий, что существенно расширяет сферу их использования.
Существует несколько видов таких изделий, что существенно расширяет сферу их использования.
Изготовления такого стального проката происходит по ГОСТу 8239—89. В этом нормативном документе указывается расстояние между полками и высота стенок. Это указывается в маркировки материала. Из нее так же можно узнать:
- Расположение (уклон) внутренних граней.
- Способ производства (раскатка на стане или сварка).
- Прочность (обычная или повышенная).
Способы производства двутавровых элементов
Двутавр производится из низколегированных и углеродистых сталей, может быть результатом холодного и горячего проката. Изготовление этого важного материала допускается строго по ГОСТу. Таким образом, в производстве балок все рассчитывается строго по государственным стандартам. Например, разрешаемый уклон внутренних граней полок не может быть выше 10 % для горячекатаных материалов. А также при производстве рассчитываются разрешенные прогибы стенок, они не должны быть больше 0,14 S, а возможная кривизна балки двутавра должна составлять всего 0,2%.
Различают два технологических метода производства:
- Метод горячего проката (из слитка стали). Изделие получает свою уникальную форму с помощью протяжки разогретой заготовки через специальный валки.
- Сварные варианты (из металлического листа). Такую конструкцию изготавливают путем сварки из нескольких заготовок. Изготовление двутавра таким способом производится на автоматических линиях с минимальным использованием ручного труда.
Горячекатаный двутавр производится быстрее сварного. А отсутствие сварочных швов является его главным преимуществом. Оба вида такого металлического изделия обладают высокой несущей способностью при относительно небольшом весе. Полки перераспределяют нагрузку так, что риск перекашивания конструкции практически отсутствует. Точность прокатки металлоизделия бывает двух разновидностей: высокой точности (А) и обычной (Б).
Метод горячего проката
Основной способ производства балок — это горячая прокатка, высокопроизводительный процесс, позволяющий получить высокую точность размеров, делают такой металлопрокат на станах крупных металлургических предприятий, когда из заготовки формируют Т-образную продукцию.

Достоинства метода
К достоинствам данного способа изготовления можно отнести быстроту производственного процесса, получение монолитного продукта без соединительных швов. Высокая устойчивость к любым механическим воздействиям разрешает не использовать дополнительных элементов жесткости, они устанавливаются только в местах воздействия высоких нагрузок.
Недостатки метода
К минусам следует отнести повышение показателей веса готовой металлоконструкции в целом, потому что толщина стенки должна быть единообразной по всей длине. Еще один минус данного продукта — это ограниченные размеры двутавра. Современные металлургические предприятия выпускают широкий сортамент двутавров, но только определенных типоразмеров, строго ограниченных нормативно-техническими документами, что может приводить к удорожанию проектов по возведению строений, так как могут оставаться невостребованные отходы, допустим, если нужны специальные длины, которые при прокате невозможно произвести.
Сварной двутавр
Сварное двутавровое изделие производится путем проваривания трех базовых компонентов. Сваривание проводят с двух сторон, чтобы изделие было максимально надежным и прочным. Важно следить за тем, чтобы элементы прилегали как можно плотнее и находились строго перпендикулярно друг другу. При сварке возникает необходимость в применении дополнительных элементов для воссоздания ребер жесткости и в этот процесс необходимо вовлекать серьезные трудовые ресурсы, все это нужно принимать во внимание на этапе проектных работ при строительстве. Стоит отметить, что введение дополнительных ребер, для усиления, уменьшает толщину стенки и понижает ее общую металлоемкость, раз уменьшается необходимое количество металла, то снижается стоимость, и сохраняются в неизменном виде все механические свойства.
Для изготовления методом сваривания служит такой материал, как профильный и металлический лист, для поясов может применяться гнутый профиль, швеллера и многое другое.
Достоинства сварного двутавра
- Несомненный плюс, в том, что облегченный вес балочного изделия позволяет уменьшить общий вес металлоизделия, а значит и снизить общую стоимость строительного проекта.

- Важное достоинство сварной балочной продукции — это то, что он производится под заданное техническое задание, и по индивидуальному заказу. Рассмотрим пример, для строительства определенного сооружения необходимо возвести металлоконструкции, где длина балки должна быть, 10,55 метров, то будет сварен профиль именно с такой длиной. Таким образом, заказчик избежит дополнительных отходов, а значит и расходов.
- По техническому заданию для отдельных проектов этот тип профиля может производиться перфорированным, что уменьшает вес конструкции, может иметь усеченную форму, быть с неравными полками, с фланцевыми соединениями или дополнительными ребрами жесткости, из такого металлопроката можно создавать сложные архитектурные строения. Балочный продукт таких форм невозможно получить на металлургическом предприятии.
- Можно сварить металлопродукцию с переменным сечением, это позволит распределить металл таким образом, что на нагружаемых участках конструкции, жесткость будет выше, удешевляя конструкцию без потери качественных характеристик.

Порядок изготовления сварного двутавра
Выделяют следующие основные фазы сваривания:
- раскрой и порезка листа на полосы;
- обработка кромок на станке, что необходимо для улучшения показателей свариваемости;
- позиционирование и фиксирование полос на станке, для избежания сдвигов;
- непосредственно сам процесс сварки;
- торцовка и правка на станке;
- очищение от ржавчины, грязи и масла.
Недостатки сварного двутавра
Несмотря на все вышеперечисленные достоинства, сварное производство никогда не сможет вытеснить с рынка прокатное, так как скорость и объемы производства сварной балки в разы уступают прокатному производству. А скорость же строительных работ по всей стране очень высока, таким образом, спрос на рынке этого типа металлопродукции можно покрыть лишь совместными объемами как сварного, так и прокатного производства.
Материал изготовления
Стальные двутавры изготавливают из углеродистых марок стали (для внутреннего применения) и низколегированной стали (например, 09Г2С) для наружных конструкций. Из-за хороших конструкционных характеристик данный продукт производят не только из стали, но и из дерева, железобетона, стеклопластика и алюминия.
Из-за хороших конструкционных характеристик данный продукт производят не только из стали, но и из дерева, железобетона, стеклопластика и алюминия.
Для защиты от коррозии и других негативных внешних факторов поверхностный слой подвергается цинкованию или покрытию специальной грунтовкой. Подобная обработка значительно увеличивает срок работы сооружений, в которых используется. Если предполагается эксплуатировать конструкцию в агрессивных условиях, то используется металлоизделие, изготовленное из качественных марок стали, и имеющее легирующие элементы.
Такие виды стального проката производятся по специально разработанным нормативным документам. В которых указывается необходимые требования к химическому составу стали, параметрам и допускам. Благодаря различным модификациям таких изделий их сфера использования с каждым годом расширяется.
Хранение и транспортировка
Хранят готовые балки на открытых площадках, предназначенных для временного размещения металлического проката. Транспортировка происходит с помощью специальной техники. К такому виду проката редко применяют упаковочные материалы.
Транспортировка происходит с помощью специальной техники. К такому виду проката редко применяют упаковочные материалы.
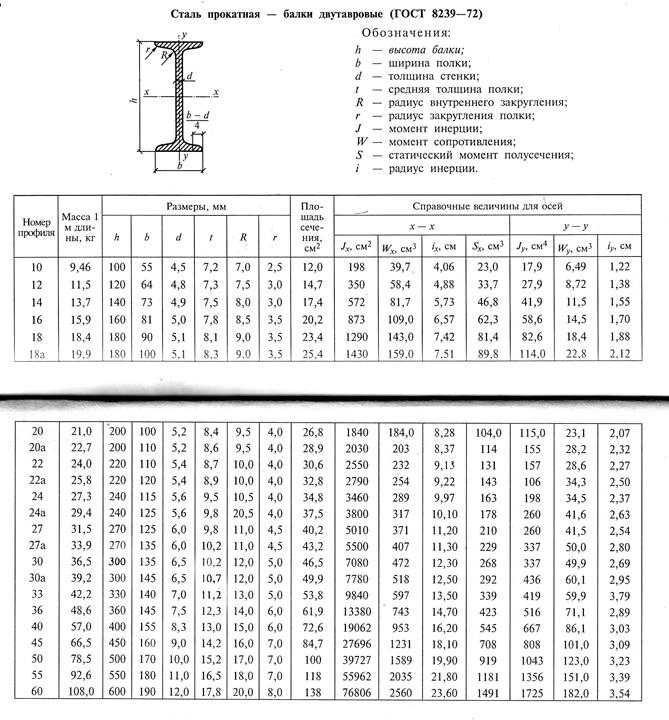
Обозначение двутавровых балок
В конструкторской документации для обозначения двутавров применяют следующую надпись:
Двутавр Б10 ГОСТ 8239–89/Ст3сп 4 ГОСТ 535–2005
Что можно понять из этого обозначения?
1.В конструкции должен быть использован двутавр нормальный.
2.Высота которого равна 100 мм.
3.Для его изготовления была использована сталь Ст3сп 4 ГОСТ 535—2005.
Если в конструкции должен быть использован двутавр колонный, то вместо индекса Б, должен быть использован индекс К.
Сортамент двутавров
У классического двутаврового профиля (ГОСТ 8239-89) уклон внутренних граней — 6—12%:
Широкополочные двутавры изготавливаются по ГОСТ 26020-83. Такой прокат с параллельным расположением полок делится на:
- Нормальные балочные. Маркируются буквой «Б».
 Они выпускаются с высотой до 1 метра и шириной до 320 мм. Считаются универсальными.
Они выпускаются с высотой до 1 метра и шириной до 320 мм. Считаются универсальными. - Широкополочные. Маркируются буквой «Ш». Высота до 1 метра, ширина до 400 мм. Используются в конструкциях лестниц и перекрытий мостов.
- Колонные. Маркируются буквой «К». Ширина полки не сильно отличается от высоты профиля. Имеют увеличенные по толщине полки.
- Дополнительные. Маркируются буквой «Д». Ширина может быть в диапазоне этого показателя у широкополочных и нормальных двутавров. Применяется для строительства особых конструкций.
Все размеры профилей вы можете посмотреть по нашему сортаменту двутавров оформленного в виде адаптивных таблиц.
Производители такого проката выпускают его с длиной до 12 м. Но технически, можно осуществить выпуск балок большей длины.
Сварные изделия такого типа производятся согласно ТУ У 01412851.001—95. Согласно этому нормативному документу существует несколько видов таких материалов. Они делятся по используемой стали и высоте профиля.
Особенности классификации двутавра по разным параметрам
Чтобы сделать расчет двутавровой балки, необходимо знать, какие виды изделий можно приобрести на рынке или у производителей, они делятся на группы:
- по целевому назначению и размерам;
- в зависимости от технологии производства;
- исходя из материала изготовления товара;
- по толщине и размерам или расположению планок.
Согласно стандартам двутавровая балка может быть мерной и не мерной или кратной длины, отличаться стандартизированной или повышенной прочностью.
Что надо учитывать при расчёте двутавровой балки
Для минимизации отходов и облегчения конструкции необходимо грамотно выполнить расчет. Такие расчеты можно выполнить самостоятельно, а можно заказать в проектном бюро.
Расчет выполняют на основании следующих данных:
- длина пролета, в котором планируется использовать балку;
- размер нагрузки — нормативной и расчетной;
- расчетное сопротивление, по умолчанию его принимают равным 210 МПа;
- необходимо рассчитать момент осевого сопротивления.

Получив результаты расчетов можно подобрать необходимый тип профиля по таблице сортамента двутавров.
Но, проектировщик должен учитывать и то, что двутавровые балки очень плохо работают на скручивание, в сравнении с балкой круглого сечения.
Производство сварного двутавра
Сварные изделия производятся из листового металла. Качество готовой балки зависит от используемого для ее производства сварного оборудования. Во время производства проводятся следующие операции:
- Раскройка стальных листов на станках с ЧПУ (реже для этого используется оборудование для термической резки).
- Сварка заготовок на автоматизированных линиях с использованием гидравлических прижимов.
- Правка изделия для придания прописанной геометрии.
ВАЖНО: Двутавры, изготовленные с применением устаревшего оборудования из малоуглеродистых марок стали, приводят к тому, что такие строительные элементы имеют низкие эксплуатационные характеристики.
Изготовленные на современном оборудовании сварные балки не уступают по своим свойствам горячекатаным аналогам. При правильной технологии их изготовления они помогут добиться необходимых условий для строительства всех видов зданий и конструкций.
Использование сварки при производстве таких металлических изделий позволяет изготовить балки с различной шириной и толщиной полок. Заказчик может получить сварной двутавр определенной длины, с уже готовыми для крепежа конструкции отверстиями и вырезами.
Двутавровые швеллеры обладают универсальными характеристиками:
- Оптимальная для расхода материала форма.
- Высокие показатели по прочности.
- Параметры прописаны в стандартах и ТУ.
Недостатками горячекатаных металлоконструкций такого рода являются:
- Низкая устойчивость к скручиванию (этот показатель по сравнению с балкой круглого сечения ниже в 400 раз).
- Сложность изготовления больших размеров и их дефицит на рынке.
- Большая металлоемкость производства.

Большинство размеров горячекатаных двутавров можно приобрести в день покупки. Сварные элементы чаще всего производятся под заказ. Поэтому приходится выжидать время пока изготовитель закончит работу над вашими балками.
В каких элементах конструкции применяется?
Такие металлические изделия с каждым днем открывают новую сферу использования. Спрос на них побудит производителей совершенствовать процесс создания балок. Сегодня они используются не только в многоэтажном, но и в частном строительстве.
Двутавровые конструкции хорошо переносят сопротивление на изгиб. Их целесообразно включать в конструкции несущих элементов:
- Колонн.
- Элементов перекрытия.
- Подвесных путей.
- Конструкции рам вагонов, автомобилей и специальной техники.
- Каркаса шахт и тоннелей.
В конструкциях средненагруженных ферм используется широкополочный двутавр. Для того чтобы снизить себестоимость постройки без уменьшения прочности сооружения необходим точный расчет и выбор балок. Доверить такую процедуру необходимо профильным архитектурным или конструкторским фирмам. Специалисты этих бюро проведут расчет согласно:
Доверить такую процедуру необходимо профильным архитектурным или конструкторским фирмам. Специалисты этих бюро проведут расчет согласно:
- Нормативной нагрузке (используется соответствующий ГОСТ).
- Количества элементов, использующихся в одной балке.
- Усредненное значение сопротивления (согласно марке стали).
При использовании перекрытий из балок такого профиля в качестве опоры служат железобетонные, металлические или кирпичные колонны и стены. Монтаж опалубки и возведение опор производится с использованием измерительного оборудования. Двутавры монтируются на опоры так, чтобы они заходили на опору минимум на 20 см.
При необходимости стыковки элементов используется требование СП 16.13330.2011. В нем прописывается три способа такой процедуры:
- Сваркой встык заранее профрезерованных торцов.
- Накладок на болтовых или сварки.
- Фланцев и болтов.
Двутавровая балка соединяется с колонной болтами. Установка производится с помощью временных соединений, которые затем заменяются основными. После установки такой балки ее необходимо защитить от коррозии. Для этого используются специальные лакокрасочные составы. Пока основное крепление не будет установлено, эксплуатировать балку запрещено. Конструкции с использованием таких элементов отличаются высокой надежностью и долговечностью.
После установки такой балки ее необходимо защитить от коррозии. Для этого используются специальные лакокрасочные составы. Пока основное крепление не будет установлено, эксплуатировать балку запрещено. Конструкции с использованием таких элементов отличаются высокой надежностью и долговечностью.
Сфера практичного применения металлопроката
Универсальный двутавр широко распространен и применяется для строительных работ разного типа, для возведения всевозможных зданий и сооружений.
Такие изделия используются для крупнопанельных и разных по количеству этажей построек, частных домов и коттеджей, коммерческих и промышленных зданий в качестве несущих элементов:
- для обустройства подкрановой балки в производственных цехах и складах;
- колонн, опор мостов и виадуков, городских и загородных эстакад;
- как надежный конструкционный элемент путепроводов и дорог;
- при возведении опорных конструкций для береговой полосы и котлованов;
- для усиления крепежных элементов подземных сооружений;
- в качестве опорных конструкций авто и железнодорожных тоннелей;
- при изготовлении погрузочных и грузовых платформ и транспортных судов.

При выборе изделия используется таблица двутавровых балок, где указаны основные параметры изделий металлопроката. Двутавр может дополнительно применяться для изготовления таврового профиля, для чего заготовку разрезают вдоль, применяя современное оборудование, эти профиля применяются для конструкций решетчатого типа.
Основы стальной балки | Использование и размеры
17 ноября 2021 г. | Категория: Сталь 101
Стальные балки могут показаться простыми, когда вы смотрите на них, но существует огромное разнообразие типов, вариаций, размеров и многого другого, адаптированных для различных применений и целей. Независимо от того, хотите ли вы просто учиться или планируете купить некоторые из них, мы здесь, чтобы разбить их, чтобы вы могли чувствовать себя уверенно, говоря и покупая правильные балки для ваших нужд.
Что такое стальная балка?
Стальная балка — это конструктивная форма, которая широко используется во многих отраслях и проектах. Их профиль имеет форму заглавной буквы I (или буквы H, если перевернуть ее на бок). Стальные балки очень прочные, но часто очень тяжелые, поэтому их можно разрезать пополам по длине, чтобы получились тавровые балки (в форме буквы Т).
Для чего они используются?
По своей сути стальные балки предназначены для поддержки тяжелых грузов из-за их огромной прочности. В частности, они часто используются в строительстве и гражданских инженерных сооружениях, таких как опоры мостов или основные каркасы зданий. Как мы обсудим, они обладают превосходными характеристиками прочности и несущей способности для таких вещей, как опорные полы и крыши, что делает их идеальным выбором для большинства строительных и инфраструктурных проектов.
Части стальной балки
Их сила частично обусловлена прочностью стали, но также и их формой.
- Полки: Профиль стальной балки выглядит как буква I. Горизонтальные части сверху и снизу (обычно более короткие) называются полками. Они могут быть параллельными или коническими в зависимости от типа луча.
- Назначение: Фланцы противостоят изгибающему моменту или силам, которым подвергается балка.
- Решетка: Решетка балки — это (обычно более длинная) вертикальная деталь, соединяющая две полки в центре. Радиус угла, где каждая полка встречается со стенкой, также может варьироваться в зависимости от балки.
- Назначение: Полотно сопротивляется силам сдвига, которые могут привести к обрушению или поломке.
Однако форма балки имеет относительно низкое сопротивление скручивающим (или скручивающим) силам.Как читать размеры стальных балок
При чтении размеров луча они часто записываются как «W 27 x 178#» или «S 24 x 121#». Это может показаться запутанным, если вы никогда раньше не пробовали покупать или работать со стальными балками, но это очень просто, когда вы понимаете формат.
Буква указывает на общую форму или тип балки, в данном случае W означает, что это W-образная (или широкополочная) балка, тогда как S означает S-образную (или стандартную американскую) балку. Число, которое следует за буквой, называется номером секции и является «высотой» I. Второе число — это количество фунтов на линейный фут, или сколько весит каждый фут балки. Иногда будет третье число, которое представляет длину балки (в футах).
Используя эти примеры, балка с широкими полками имеет высоту 27 дюймов и весит 178 фунтов на фут балки. Если эта балка имеет длину 40 футов, мы можем умножить вес на фут на длину, чтобы оценить, что общий вес составит 7120 фунтов. S-образная балка имеет высоту 24 дюйма и весит 121 фунт на фут, что приводит к общему весу 4840 фунтов, если длина балки составляет 40 футов.
Хотя это основная информация для определения размера стальной балки, полки и стенка также имеют индивидуальные размеры и характеристики, которые часто отображаются в полных таблицах размеров. Для получения дополнительной информации посетите наши страницы с двутавровыми или W-образными балками, чтобы просмотреть их таблицы размеров.
Получите подходящие балки для своего проекта уже сегодня
Независимо от того, какой тип, размер или спецификация балок вам нужны, Service Steel может поставить их. Более того, наши специалисты могут помочь вам решить, что лучше всего подходит для вашего проекта, поэтому вам не нужно чувствовать давление, чтобы быть экспертом в терминологии стальных балок и стандартных размерах.
Запросите предложение сегодня.
3 причины, по которым лазерная маркировка целесообразна при изготовлении металлоконструкций
Дни ручной разметки инструкций по монтажу, направлений сварки и идентификационных номеров деталей могут подойти к концу с развитием технологий автоматической маркировки, таких как лазерная маркировка.
Прошло шесть лет с момента ФАБРИКАТОР поговорил с Джеймсом Смелсером, единоличным сотрудником, пытающимся ускорить внедрение технологий в отрасли, которая, по мнению многих, не склонна к технологиям в производстве металлоконструкций. Что ж, он, наконец, начинает видеть некоторые успехи.
Смелзер, основатель компании Nicklebutt Automation, Сэнди, Юта, продвигает лазерную маркировку профилей из конструкционной стали с 2011 года, когда он начал работать над созданием своей первой системы лазерной разметки. Проработав в бизнесе последние 50 лет, он знает, что отрасль готова к такому прогрессу в возможностях маркировки.
«На самом деле в сталелитейном бизнесе не так много инноваций, но это особенно важно, когда вы выходите за пределы передней части цеха. У вас есть оборудование, на котором вы можете сверлить отверстия, обрабатывать балки и все такое в отделе запчастей», — сказал Смелсер. «Когда вы попадаете в цех с монтажниками и сварщиками, там просто ничего нет».
Он добавил, что почти две трети рабочей силы, занятой в производстве конструкционной стали, находится в цехах, однако в эту область вложено не так много технологий. В результате, строительные фабрики не так сильно повысили производительность труда, как их собратья по производству листового металла.
«Известного преступника Вилли Саттона спросили, почему он грабит банки, и он ответил: «Вот где деньги». Именно поэтому мы должны сосредоточиться на цехах. Вот где деньги», — сказал Смелсер.
Смелзер добавил, что, по его мнению, лазерная маркировка может изменить производственные операции производителей металлоконструкций. Вот его причины.
Ускорение процесса маркировки
Любой, кто когда-либо видел, как волоконный лазер режет тонкий листовой металл, знает, что скорость является отличительной чертой этой технологии. То же самое относится и к маркировке.
Система лазерной печати макетов Smelser использует четыре лазера мощностью 100 Вт для маркировки стальных балок. (В оригинальном лазерном маркере использовались два лазера мощностью 50 Вт.) Два лазера расположены выше и ниже лучей, а два других можно найти по обе стороны от лучей.
(В оригинальном лазерном маркере использовались два лазера мощностью 50 Вт.) Два лазера расположены выше и ниже лучей, а два других можно найти по обе стороны от лучей.
Каждый лазер работает независимо, помечая все в пределах 40-дюймового окна перед собой. Когда маркировка завершена в соответствии со спецификациями чертежа, система перемещает балку для выполнения дополнительных маркировок или вводит другую балку.
Одной из причин того, что волоконный лазер так успешно режет металл, является то, что его фокусная точка намного меньше, чем у лазера CO 2 — почти в 10 раз меньше. Такая плотность мощности позволяет волоконному лазеру работать очень эффективно.
Рисунок 1
Детали фурнитуры и сварки наносятся лазером на луч за считанные секунды с помощью автоматизированного оборудования.
«Если на стали есть прокатная окалина, ржавчина или немного масла, ни одна из этих вещей не представляет проблемы для лазера», — сказал Смелсер. «Даже с покрытиями лазер маркирует их прямо насквозь».
«Даже с покрытиями лазер маркирует их прямо насквозь».
Смелзер сказал, что каждый из лазеров может производить 720 дюймов маркировки в минуту (см. Рисунок 1 ). Он описал это как добавление 24 специалистов по макетированию в цех, что составляет не менее 18 процентов роста для типичного цеха по производству металлоконструкций. Учитывая, что сравнение с кем-то делает макет с рулеткой или линейкой и мыльным камнем, чтобы сделать все отметки, отмеченные на чертеже, какое-то улучшение производительности определенно возможно.
Те, кто знаком с другими вариантами маркировки, например, скрайбированием с помощью модифицированной сверлильной головки или плазменной горелки, обнаруживают, что эти процессы просто не поспевают за скоростью лазера, добавил Смелсер.
Получение более точной информации
Ручной процесс разметки стальной балки не только медленный, но и подвержен ошибкам. Персонал по планировке может неправильно прочитать чертежи или просто поменять местами числа. Кроме того, чем дольше работает персонал цеха, тем больше вероятность ошибок; усталые умы ведут к большему потенциалу для небрежной работы.
Кроме того, чем дольше работает персонал цеха, тем больше вероятность ошибок; усталые умы ведут к большему потенциалу для небрежной работы.
Более широкое использование трехмерного CAD-моделирования в проектировании зданий создало возможность для автоматизации процесса компоновки. Файлы информационного моделирования зданий (BIM), извлекаемые из общей 3D-модели, позволяют изготовителю видеть каждое использование элементов жесткости, пластин, сварных швов и болтов, а также то, как все детали могут сочетаться друг с другом. Лазерный маркировочный принтер также позволяет наносить информацию о монтаже на каждую монтажную деталь. Сюда входит такая информация, как количество болтов, размер болтов, инструкции по сварке в полевых условиях, указания по технике безопасности и любые другие указания, которые могут помочь монтажной бригаде. Лазер принимает всю эту информацию и быстро отмечает ее на луче. Если файл BIM правильный, маркировка на конструкционной стали также должна быть правильной (см. 9).0097 Рисунок 2 ).
9).0097 Рисунок 2 ).
«Мы извлекаем всю эту информацию из модели, и мы можем значительно снизить частоту ошибок», — сказал он.
Как найти тех монтажников и сварщиков, которых трудно найти
Все цеха по производству металлоконструкций знают об этой проблеме: трудно найти хорошую помощь.
«История всегда одна и та же. Промышленность не позволяет хорошим людям стать слесарями и сварщиками, и с каждым годом ситуация становится немного хуже», — сказал Смелсер.
Он утверждал, что, поскольку система лазерной разметки работает очень быстро, она высвободит часть талантов производителей макетов и позволит им помочь с подгонкой или сваркой.
«Это ответ на вопрос: «Как я могу развивать свою компанию, если я не могу нанять слесарей и сварщиков?», — сказал Смелсер.
Рисунок 2
Если вы углубитесь, чтобы посмотреть на отдельную конструкционную стальную балку в трехмерной модели здания, вы увидите инструкции по монтажу и сварке, которые необходимо нанести на эту балку. В автоматизированной системе маркировки эта информация извлекается из информационной модели здания и передается в соответствии с описанием в программном обеспечении.
В автоматизированной системе маркировки эта информация извлекается из информационной модели здания и передается в соответствии с описанием в программном обеспечении.
Риск против вознаграждения
Конечно, инвестиции в устройство для лазерной маркировки обходятся дороже, чем в автоматизированный процесс, при котором та же самая информация наносится на луч путем травления или плазменной маркировки. Кроме того, поскольку волоконный лазер потенциально может нанести серьезный вред человеческому глазу при контакте, маркировочные устройства должны быть размещены в корпусе класса 1, который предотвращает утечку лазерного излучения.
Смелзер сказал, что именно здесь важно сравнить первоначальные инвестиционные затраты со стоимостью владения. Отказ от ручной маркировки конструкционных стальных балок, возможность обрабатывать больше стали, а также устранение переделок в цехе и на месте должны быть рассмотрены для производственного цеха, рассматривающего возможность инвестирования в этот вид автоматизации.