
Мощность станка токарного станка: Станок токарный с ЧПУ 16ГС25ФЗ купить в Москве
Основные технические характеристики станков с ЧПУ
Числовое программное управление (ЧПУ) активно внедряется в современные производственные процессы. Создано разнообразное оборудование, обеспечивающее высокоточную скоростную обработку. Основные технические характеристики станков с ЧПУ помогают ориентироваться в потоке информации и делать правильный выбор.
- Основные технические характеристики станков с ЧПУ
Станки с ЧПУ, прежде всего, классифицируются по своему назначению. Выделяются такие разновидности: токарные, фрезерные, сверлильные, расточные, а также оборудование для проведения специальных работ. Кроме того, выпускаются универсальные станки, способные выполнять разнообразные функции, — многоцелевые обрабатывающие центры.
Каждый тип станка имеет свои специфические параметры, но можно отметить и общие для всех разновидностей критерии: класс точности, тип устройства ЧПУ, число управляемых координат, т. е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Токарный
Токарные станки с ЧПУ предназначены для изготовления деталей сложной формы из цилиндрических заготовок в автоматическом режиме. Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов. К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Токарные станки могут оснащаться головкой револьверного типа с приводом для специальных приспособлений, контршпинделем со специальным зажимом цангового типа, задним суппортом для обработки заготовок с обратной стороны. Универсальные аппараты обеспечивают выполнение любых токарных операций. В них могут закладываться такие особенности: приводной инструмент, головки для сверления, фрезерования и шлифования, система автоматической смены инструмента.
Технические характеристики, на которые следует обратить особое внимание:
- Скорость обработки. Она зависит от скорости вращения шпинделя и линейного перемещения суппорта. Скорость вращения, как правило, составляет 4000–10000 об/мин, а при горизонтальной станине — до 20000 об/мин. Ускоренное линейное перемещение может достигать 10–12 м/мин.
- Мощность двигателя шпинделя. Она определяет эффективность работы. Токарные станки с ЧПУ могут иметь мощность 45–50 кВт и более.
- Размеры обрабатываемой заготовки. Лимитируется максимальный диаметр и наибольшая длина. Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
- Точность позиционирования. Она определяет класс точности обработки и точность повторений. В токарных станках с ЧПУ она достигает 0,003–0,005 мм.
При выборе оборудования следует обращать внимание на номенклатуру обрабатываемых материалов. Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Расточный
Расточные станки с ЧПУ выпускаются с горизонтальным или вертикальным расположением шпинделя. Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий. Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом. Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Основной параметр расточных станков — диаметр шпинделя. По нему определяется тип оборудования: малый (диаметр 50–130 мм), средний (90–200 мм) и тяжелый (свыше 200 мм). Диаметр шпинделя может достигать 350 мм. Другие важные характеристики:
- Мощность. Для горизонтальных станков она составляет 20–40 кВт, а вертикальных — до 10–15 кВт.
- Размеры рабочего стола. Они определяют габариты обрабатываемой заготовки. Могут находиться в диапазоне от 100 × 50 см (для малого класса) до 200 × 180 см (тяжелые станки).
- Скорость вращения шпинделя. Она регулируется в широком диапазоне и зависит от мощности двигателя. В станках с ЧПУ может достигать 1500–2000 об/мин.
Оборудование предназначено для обработки разнообразных материалов. Способны работать со сталью, чугуном, цветными металлами.
Сверлильный
Сверлильные станки с ЧПУ способны обрабатывать изделия фланцевого, корпусного и плоскостного типа с использованием разного инструмента (сверла, развертки, зенкеры и т. п.). Они выпускаются нескольких разновидностей:
п.). Они выпускаются нескольких разновидностей:
- вертикально- и горизонтально-сверлильного типа;
- с одним или несколькими шпинделями;
- с ручной и автоматической сменой инструмента.
Предлагаются также многооперационные сверлильно-фрезерные аппараты.
Функциональные способности станков расширяются за счет дополнительной оснастки:
- поворотные, наклонные и маятниковые рабочие столы;
- навесные кондукторы;
- патроны для нарезания резьбы;
- револьверные головки;
- патроны быстросъемного типа.
Особой конструкцией отличаются радиально-сверлильные станки с возможностью поворота колонны на 360 °. Они имеют цифровую индикацию и систему коррекции по длине инструмента. Точность позиционирования стола составляет 0,05 мм, а установки координат на радиально-сверлильном станке — 0,001 мм. Количество управляемых координат 3. Одновременно можно управлять двумя координатами.
Основные технические характеристики:
- Максимальный диаметр сверления.
 Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.
Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм. - Скорость вращения шпинделя и ее регулировка. Частота вращения может достигать 2000–3000 об/мин.
- Размеры рабочего стола. Они зависят от габаритов самого станка. Ширина обычно составляет 40–60 см, а длина может достигать 1,5–2 м и более.
Важно! Сверлильные станки с ЧПУ работают с любым материалом, но наиболее востребовано оборудование для обработки черных и цветных металлов.
Фрезерный
Группа фрезерных станков с ЧПУ включает несколько типов специфического оборудования: трехкоординатные фрезерные станки, многофункциональные станки с вертикальным шпинделем, наклонно-поворотным столом и горизонтальным шпинделем и наклонно-поворотным столом, многоцелевые станки с универсальной фрезерной головкой, продольно-фрезерные станки для обработки панелей, лонжеронов с горизонтальным и вертикальным расположением стола, а также столом адаптивного типа.
Наиболее востребованы трехкоординатные станки, способные выполнять такие операции: сверление, зенкерование, развертка, растачивание, нарезание резьбы, фрезерование плоскостей, карманов, отверстий, контуров и т. п. В современных станках обеспечивается автоматическая смена инструмента по программе, обратная связь через измерительные датчики, коррекция инструмента.
Основные технические характеристики:
- Материал портала. От него зависит качество обработки. Лучший вариант – чугун. В бюджетных моделях используется алюминий.
- Параметры шпинделя. Скорость его вращения зависит от расположения. При горизонтальном расположении она может достигать 20000–22000 об/мин. Наиболее часто параметр регулируется в пределах 3000–8000 об/мин.

- Наличие автоматической смены инструмента. В дешевых конструкциях она остается ручной.
- Управление. Оно может осуществляться через компьютер или с использованием специальных стоек.
Важное значение придается обслуживанию оборудования. В современных станках предусмотрен простой ввод программ и система коррекции. Настройка вполне доступна любому оператору.
Станки с ЧПУ выпускаются разного типа с целевым назначением. Можно подобрать и многоцелевые, универсальные обрабатывающие центры. Важно правильно оценить технические характеристики оборудования и определить целесообразность внедрения такой техники. При правильном выборе достигается заметная экономическая выгода.
- 23 ноября 2020
- 9516
Получите консультацию специалиста
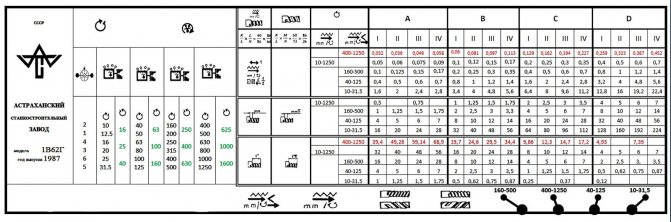
Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод «Красный пролетарий» (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0. |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4. 5 м/мин 5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
Обработка с ЧПУ | Требования к мощности для токарного станка с ЧПУ | Практик-механик
Марка.
 Пар
ПарПластик
- #1
Я только что заменил старый токарный станок с ЧПУ на подержанный Chevalier FBL-1233 2005 года выпуска. В руководстве написано: Требуемая мощность 26 кВА с выключателем на 100 мА. Это идеально! В старой машине используются 3-фазные предохранители 240 В на 100 А на панели и алюминиевый провод 1/0. (легкая замена) Теперь проблема: На задней дверце машины написано: Источник питания: 220 В, 3 фазы, 150 ампер, 60 Гц. Кто-нибудь знает, что ведьма одна правильная? 26 кВА требуется только 90 ампер. Любая помощь по этому вопросу будет принята с благодарностью.
Роберт123
Нержавеющая сталь
- #2
Таких точно не джайв. Я бы больше склонялся к тому, что есть на автомате. Какой размер двигателя шпинделя?
Марка.Пар
Пластик
- #3
Шпиндель указан на 30/35 л.с.
Роберт123
Нержавеющая сталь
- #4
150A выглядит как раз для размера защиты цепи для двигателя такого размера. При этом, если вы на самом деле не загружаете этот большой двигатель, он может нормально работать с вашими существующими проводами и предохранителями. Я бы попробовал, если вы не хотите возиться с обновлением, если вам это не нужно. Если вылетает предохранитель на 100А, то вам нужно обновить.
При этом, если вы на самом деле не загружаете этот большой двигатель, он может нормально работать с вашими существующими проводами и предохранителями. Я бы попробовал, если вы не хотите возиться с обновлением, если вам это не нужно. Если вылетает предохранитель на 100А, то вам нужно обновить.
альфонсо
Титан
- #5
Стандарты электропроводки NEC определяют, что цепи двигателя должны быть защищены при токе 125 % полной нагрузки двигателя (двигателей). Также рекомендуем дополнительно 10% для алюминиевого проводника. Лично я не буду использовать алюминиевый проводник внутри конструкции.
Юлси
Алмаз
- #6
Альфонсо сказал:
Стандарты электропроводкиNEC определяют, что цепи двигателя должны быть защищены при токе 125 % полной нагрузки двигателя (двигателей).
Нажмите, чтобы развернуть…
Это в значительной степени не имеет значения, поскольку станки имеют свой собственный раздел и особые правила.
Насколько я помню, защита от перегрузки составляет 100% от тока полной нагрузки плюс 25% от тока самого большого двигателя. Эта информация должна быть на идентификационной табличке.
альфонсо
Титан
- #7
ewlsey сказал:
Это в значительной степени не имеет значения, поскольку станки имеют свой собственный раздел и особые правила.
Насколько я помню, защита от перегрузки составляет 100% от тока полной нагрузки плюс 25% от тока самого большого двигателя. Эта информация должна быть на идентификационной табличке.
Нажмите, чтобы развернуть…
Я думал, что это то, что я сказал. Но откуда мне знать, я всего 40 лет был лицензированным промышленным/коммерческим электриком.
Юлси
Алмаз
- #8
Альфонсо сказал:
Я думал, что это то, что я сказал. Но откуда мне знать, я всего 40 лет был лицензированным промышленным/коммерческим электриком.
Нажмите, чтобы развернуть…
То, что вы сказали, неверно. Это не моторная нагрузка, это станок. У него может быть дюжина моторов.
Если бы машина была подключена к 125% процентам FLA, это не было бы кодом. Это 100 % FLA плюс 25 % FLA для самого большого двигателя.
Даже если бы у этой машины был только один двигатель, то, что вы сказали, все равно было бы неверным. NEC устанавливает размер проводника равным 125% FLA из диаграммы NEC (на основе мощности, напряжения и других факторов), а не таблички на двигателе.
Моя информация немного устарела, но я не думаю, что она сильно изменилась.
Марка.Пар
Пластик
- #9
Можно ли запустить его, как сказал Robert123, с предохранителями на 100 А, если они не перегорают? Каковы опасности этого? Кроме того, зачем производителю указывать эту машину с требованиями к мощности 26 кВА, а затем помещать на дверь табличку с надписью «Источник питания 150 А»? Звонил производителю, говорят, что пришлют ответ на почту. Все еще жду!
Роберт123
Нержавеющая сталь
- #10
Предохранители предназначены для защиты провода. Ваш существующий провод рассчитан на 120 А (при условии отсутствия снижения номинальных характеристик из-за длины, температуры и т. д.). Я не вижу угрозы безопасности для работы с вашей существующей настройкой. Если цепь не соответствует машине, вы просто перегорите предохранители. Кстати, 26 кВА при 240 В, 3 фазы, только около 65 А.
Калькулятор мощности обработки и формулы
Расчет мощности, необходимой (в кВт или л.с.) станка с ЧПУ для выполнения конкретной операции фрезерования, токарной обработки или сверления , необходим для подтверждения того, что наше оборудование может выполнять операцию обработки без слишком близко к пределу мощности. Воспользуйтесь нашим онлайн-калькулятором или узнайте, как его вычислить (включая подробные формулы).
Меню мощности обработки
- Калькулятор мощности обработки
- Что такое мощность обработки?
- Как рассчитывается мощность обработки?
- Формулы мощности резания
- Факторы, влияющие на мощность резания
- Таблица удельных сил резания
В физике мощность определяется как количество энергии, передаваемой в единицу времени. В случае обработки с ЧПУ электрическая сеть передает энергию электродвигателю шпинделя, который передает ее режущему инструменту. Режущий инструмент использует эту энергию для извлечения материала из заготовки. Если предположить, что эффективность составляет 100%, мощность, необходимая для удаления материала, равна мощности, используемой двигателем машины. Каждая машина имеет предел максимальной мощности, с которой она может справиться. Поэтому полезно рассчитать мощность, необходимую для выполнения операции механической обработки, такой как фрезерование или токарная обработка, и сравнить ее с возможностями нашего станка. Например:
В случае обработки с ЧПУ электрическая сеть передает энергию электродвигателю шпинделя, который передает ее режущему инструменту. Режущий инструмент использует эту энергию для извлечения материала из заготовки. Если предположить, что эффективность составляет 100%, мощность, необходимая для удаления материала, равна мощности, используемой двигателем машины. Каждая машина имеет предел максимальной мощности, с которой она может справиться. Поэтому полезно рассчитать мощность, необходимую для выполнения операции механической обработки, такой как фрезерование или токарная обработка, и сравнить ее с возможностями нашего станка. Например:
- Станок: 3-х осевой фрезерный станок с максимальной мощностью 30 л.с. (22 кВт)
- Операция: Торцевое фрезерование нержавеющей стали фрезой 4″, при глубине резания 0,5″, подача на зуб 0,005″ и скорость резания 300 SFM. (100 мм, 12,7 мм, 0,13 мм/зуб, 100 мм/мин).
- Требуемая мощность в данном случае составляет около 28 л.
 с. (21 кВт)
с. (21 кВт) - Из расчета видно, что мы можем выполнить эту работу, но для этого потребуется, чтобы машина работала почти на полной мощности, и лучше выбрать машину с большей мощностью.
В механике мощность двигателя представляет собой произведение крутящего момента и угловой скорости вала. При механической обработке это означает, что крутящий момент, действующий на шпиндель, умножается на скорость вращения шпинделя:
- В приложениях с вращением (фрезерование и сверление) это сила, действующая на режущую кромку, умноженная на радиус фрезы, умноженная на скорость вращения инструмента ( скорость вращения шпинделя).
- В невращающихся операциях (точение и обработка канавок) это сила, действующая на заготовку, умноженная на радиус заготовки, умноженная на скорость вращения заготовки (скорость вращения шпинделя).
Проблема заключается в том, что расчет силы резания является довольно сложным вычислением, которое невозможно свести к простым формулам. К счастью, есть обходной путь, который прост в реализации и дает относительно точные результаты (около +/- 15%).
К счастью, есть обходной путь, который прост в реализации и дает относительно точные результаты (около +/- 15%).
Метод заключается в умножении скорости съема металла (MRR) на удельную силу резания (KC). ), которые операция механической обработки удаляет за одну минуту. Узнать больше \( \( \begin{matrix} Расчет резания Power требует 4 шага: Скорость съема материала (MRR) представляет собой объем материала, удаляемого в единицу времени во время операций механической обработки, таких как фрезерование, токарная обработка, сверление и канавка. Он обозначается буквой Q и измеряется в кубических дюймах в минуту или кубических сантиметрах в минуту. ( For detailed explanations, check our in-depth MRR article ) \(\БОЛЬШОЙ \frac {A_p \times\, A_e \times\, V_f }{1,000}\) \( \large A_p \times A_e \times V_f \) \( \большой A_p \times F_n \times V_c \\) \ (\ Большой A_P \ Times F_N \ Times V_C \ \ Times 12 \) \( \большой D \times F_n \times V_c\ \times 3 \) \( \large W \times F_n \times V_c\ \times 12 \) Единицы, используемые в вышеуказанной таблице: Каждый материал имеет коэффициент удельной силы резания , который выражает силу в направлении резания, необходимую для срезания стружки площадью один квадратный миллиметр и толщиной 1 миллиметр с верхним передним углом 0° , отсюда и название КС 1.1 . В дополнение к KC1 каждый материал имеет константу MC , которая показывает, как изменяется KC по мере удаления от своей нормализованной точки . Значения KC1.1 и MC перечислены в таблицах, подобных приведенной внизу этой страницы, или в технических руководствах по режущим инструментам. (Подробнее о Удельная сила резания ) сила резания KC
\begin{matrix}
&\text{Q}& & \text {KC} & & \text {Чтобы получить кВт или HP}\\
\ большая МОЩНОСТЬ = &\overbrace{\text{Скорость удаления металла}} &\times&\overbrace{\text{Удельная сила резания}} &\times&\overbrace{\text {Единичная постоянная}}
\end{matrix}
\)
\text{POWER = }\\
\text{Скорость удаления металла (Q)}\,\,\times\\
\text{ Удельная сила резания (KC)}\,\,\times\\
\text{Единичная постоянная (для получения кВт или л. с.)}
с.)}
\end{matrix} \) Application Metric [Cubic Cm] Inch [Cubic Inch] Milling 9 Токарная обработка9 DRILLIC F_n \times\, V_c }{4}\) Канавка 904( \times F_n \times V_c \ \)
Этап 2 – Получение удельной силы резания материалов (KC1.1) 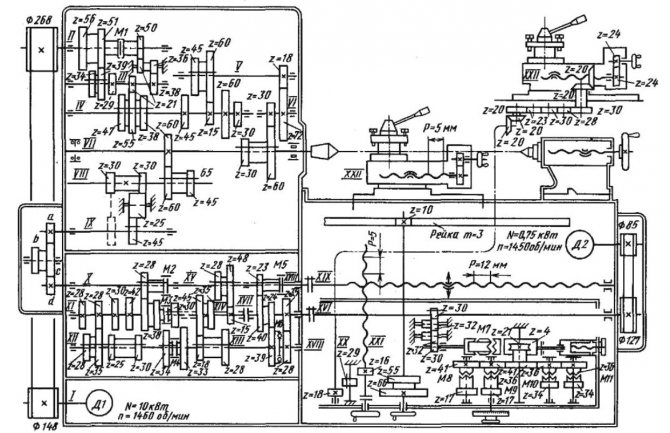
 {-MC}\,\times\,\left (1\,- \,0.01\,\times\, GAMF\right )
\) 9{-MC}\,\times \)
{-MC}\,\times\,\left (1\,- \,0.01\,\times\, GAMF\right )
\) 9{-MC}\,\times \)
\( \large \left (1 – 0.01\,\times\, GAMF\right ) \)
- KC1.1 – Нормализованная удельная сила резания [KPSI] или [KW] – получено из приведенной ниже диаграммы
- MC – Наклон кривой графика KC. – Получено из приведенной ниже таблицы
- GAMF – Верхний передний угол. – Получено из каталога инструментов/вставок или чертежа.
- HM – Толщина стружки [дюйм] или [мм] – необходимо рассчитать для каждого применения.
Каждый режущий инструмент имеет радиальный передний угол. Угол измеряется между режущей кромкой и заготовкой. Поэтому, когда сменная пластина устанавливается на инструментальную оправку, следует использовать комбинированный угол (угол верхней передней поверхности относительно зажимной плоскости инструмента, когда пластина установлена в гнезде).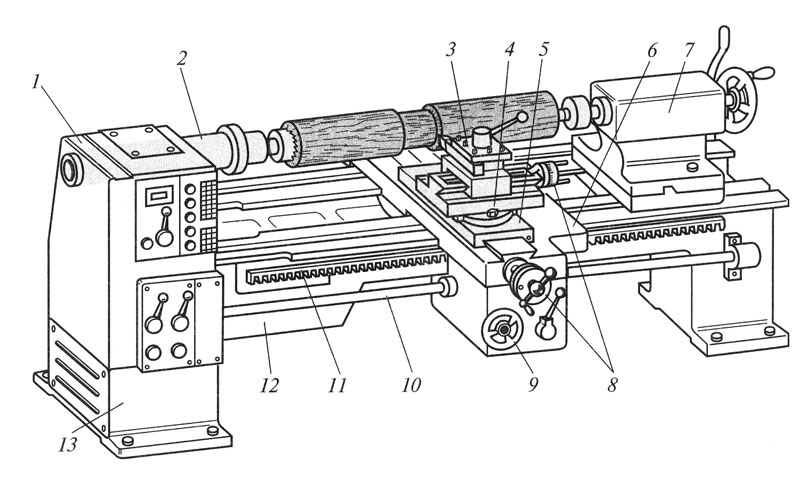 Уважаемый поставщик инструментов предоставит этот ракурс в своих каталогах. Если у вас возникли проблемы с его получением, используйте +7° в качестве значения по умолчанию, так как большинство режущих инструментов имеют небольшой положительный передний угол.
Уважаемый поставщик инструментов предоставит этот ракурс в своих каталогах. Если у вас возникли проблемы с его получением, используйте +7° в качестве значения по умолчанию, так как большинство режущих инструментов имеют небольшой положительный передний угол.
- Сверление – Толщина стружки – это просто подача на зуб (или канавку). HM=FN/2 (для 90% сверл это будет FN/2)
- Отрезка/канавка – Толщина стружки – это просто подача на оборот. HM=FN
- Токарная обработка – Толщина стружки зависит от угла в плане (KAPR) .
- Когда угол подхода составляет 90° (или больше), используйте подачу на оборот как толщину стружки to the formula: HM = FN X SIN(KAPR)
- Milling – The chip thciness depends on two factors:
Approach angle (KAPR):
- When the угол подхода равен 90° (Стандартные прямые фрезы), используйте подачу на оборот как толщину стружки HM=FN
- По мере уменьшения угла подхода толщина стружки уменьшается в соответствии с формулой: HM = FN X SIN(KAPR)
- Для круглых форм формула более сложная и здесь не рассматривается.

Радиальная глубина резания (AE):
- Когда AE>=D/2 , используйте подачу на зуб в качестве толщины стружки HM=FN
- Когда AE
, толщина стружки уменьшается в соответствии с Коэффициентом радиального утончения стружки (RCTF). HM=FZ/RCTF - Подробные формулы для радиального утонения стружки (RCTF) подробно объясняются здесь
\) Факторы, влияющие на мощность резания
Понимая влияние каждого параметра на энергопотребление при обработке, мы можем решить, что изменить, когда мы хотим оптимизировать приложение для меньшего энергопотребления.
Тип материала заготовки на сегодняшний день является наиболее важным фактором. Удельная сила резания (KC) варьируется от 700 МПа для алюминия до 3500 МПа для сплавов на основе никеля. При обработке заготовки из инконеля потребляется на 400 % больше энергии, чем при обработке алюминия (при тех же условиях резания).
Передний угол:Каждый градус переднего угла увеличивает/уменьшает энергопотребление примерно на 1% . Радиальные передние углы (GAMF) варьируются от +20° для пластин с высоким положительным углом и до -20° для пластин с K-образной фаской. Следовательно, максимальный потенциал влияния переднего угла составляет 40% .
Угол в плане: Угол в плане (KAPR) большинства режущих инструментов составляет 90°. Тем не менее, существует множество инструментов с углом в плане 45° и фрез с высокой подачей, у которых угол в плане составляет всего 12°. По мере уменьшения угла толщина стружки уменьшается на SIN(KAPR) . Поскольку толщина стружки является одним из компонентов формулы удельной силы резания (см. выше), она косвенно влияет и на требуемую мощность обработки. По мере уменьшения угла подхода мощность обработки возрастает. Максимальный потенциал влияния угла въезда составляет 30% .
Тем не менее, существует множество инструментов с углом в плане 45° и фрез с высокой подачей, у которых угол в плане составляет всего 12°. По мере уменьшения угла толщина стружки уменьшается на SIN(KAPR) . Поскольку толщина стружки является одним из компонентов формулы удельной силы резания (см. выше), она косвенно влияет и на требуемую мощность обработки. По мере уменьшения угла подхода мощность обработки возрастает. Максимальный потенциал влияния угла въезда составляет 30% .
Существуют дополнительные факторы, которые не включены в формулы, но оказывают существенное влияние на фактические требования к мощности обработки.
Износ режущей кромки Формулы мощности резания основаны на новой пластине без износа . Поскольку режущая кромка постепенно изнашивается , силы резания увеличиваются, а увеличивается мощность . Разница между энергопотреблением свежей вставки и изношенной вставки может составлять до 50% .
Разница между энергопотреблением свежей вставки и изношенной вставки может составлять до 50% .
До сих пор мы научились оценивать теоретическую мощность обработки. Это механическая мощность, необходимая для извлечения стружки из заготовки. Интересующее нас значение — это требования к мощности двигателя станка с ЧПУ. Коэффициент между этими двумя цифрами представляет собой КПД машины и обозначается μ. На него влияют технология двигателя и передачи мощности, а также возраст машины и ее механическое состояние. В приведенной ниже таблице вы можете найти типичные значения эффективности:
| Technology | . |
|---|---|
| Гидравлический | 60-90% |
Типичные значения KC1 и MC приведены в таблице ниже. Разница между конкретными материалами внутри групп материалов незначительна, и точность в большинстве случаев достаточно высока.