
Насадки для шлифования на болгарку: Насадки на болгарку для шлифовки дерева купить в интернет магазине 👍
10-ка полезных насадок для болгарки, которые помогут в работе
Здравствуйте, друзья 👋
Насадки для болгарки, разного функционального назначения, значительно расширяют возможности шлифовальной машины. Позволяют ее привлекать к выполнению самых разных работ. Обеспечивают ценность этого девайса при решении различных хозяйственных вопросов.
Предлагаю перечень приспособлений, позволяющих легко, быстро и качественно выполнить необходимые работы без дорогостоящего электроинструмента. Ну, или просто делающих более простым и безопасным использование самой шлифовальной машины.
Кронштейн цепная пила
Этот съемный инструмент будет полезен в условиях частного дома, дачи, небольшой мастерской. Его установка превращает обычную «болгарку» в электропилу, способную срезать засохшее дерево или распилить толстый брус. (Брус можно распилить как поперек древесных волокон, так и вдоль).
Кронштейн цепная пила легко устанавливается на «болгарку» и отключается от нее. Рассчитана пила на подключение к шлифмашинкам, предназначенным работать с дисками, диаметром 115мм и 125мм.
Рассчитана пила на подключение к шлифмашинкам, предназначенным работать с дисками, диаметром 115мм и 125мм.
В комплект цепной пилы входят:
- насадка;
- шина;
- цепь-пила;
- рукоять с защитой;
- ведущая звездочка.
Мощность цепной пилы зависит от мощности «болгарки», к которой ее подключают.
🛒 В магазин
Насадка для УШМ абразивная щетка
Это приспособление позволяет привлечь угловую шлифмашинку к работам по очистке деревянных, каменных и металлических поверхностей. Оно хорошо счищает ржавчину, старую краску, любое другое застарелое и устойчивое загрязнение. Также, щетку можно использовать при зачистке сварных швов.
Корпус абразивной щетки выполнен из металла. Сама она изготовлена из полимерного материала. Что обеспечивает мягкое воздействие на очищаемую поверхность и позволяет работать с материалами, по-разному реагирующими на механические нагрузки.
Насадка рассчитана на работу с «болгарками», количество оборотов которых не превышает 8500 об/мин. Рекомендуемые обороты – 4500 об/мин.
Рекомендуемые обороты – 4500 об/мин.
Ниже вы можете посмотреть пример обработки древесины такой насадкой 👇
Обработанное дерево.🛒 В магазин
Угловая шлифовальная насадка для УШМ
Этот многофункциональный адаптер превращает вашу «болгарку» в мини шлифовальный станок. Его наличие позволяет обрабатывать различные деревянные, металлические, керамические детали. Он незаменим при необходимости наточить инструмент – нож, стамеска, ножницы.
Гаджет рассчитан на подключение к машинке со стандартом диска – 100мм, 115мм, 125мм. Для его работы нужна шлифовальная лента, специальным образом склеенная наждачная бумага, шириной от 30мм.
Угловой шлифовальный станок будет полезен в любом частном хозяйстве. Он небольшой и может быть установлен стационарно, при необходимости подключаясь к «болгарке».
🛒 В магазин
Угловая абразивная щетка
Ее я рекомендую любому, кто сталкивается с необходимостью обрабатывать наждачной бумагой или другим зачистным инструментом труднодоступные поверхности.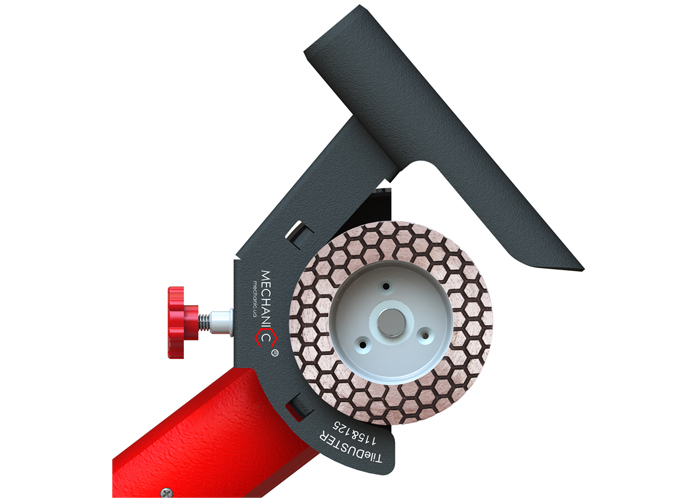
Угловая абразивная щетка используется для снятия лакокрасочных изделий с деревянных и металлических конструкций. Будет полезна при необходимости очистить от ржавчины металлические конструкции, элементы конструкций или детали.
Щетка представляет собой закрепляемый на «болгарку» валик с щетиной из полимерных материалов. Ширина «валика» – 100мм. Диаметр – 120 мм.
Используемые материалы – металл и полимер – устойчивы к воздействию разного рода химических реактивов. Что позволяет ее использовать с различными моющими средствами.
🛒 В магазин
Насадка шлифовальная лента
Это дополнительно устанавливаемое на «болгарку» приспособление позволяет обработать наждачной бумагой труднодоступные места деревянных, металлических, каменных и иных объектов.
Насадка представляет собой узкую конструкцию, с ручкой и основой, на которую крепится шлифовальная лента (наждачная бумага, склеенная специальным образом). Этот адаптер подключается к «болгарке», длина его рабочего органа составляет 115 мм.
Насадка используется для шлифовки конструкций с большим количеством узоров, мелких деталей и труднодоступных небольших мест. Также, она эффективна при заточке рабочего и хозяйственного инструмента – ножей, ножниц, лопат, топоров.
🛒 В магазин
Диск для шлифовки по дереву
Еще один инструмент, позволяющий использовать «болгарку» для очистки поверхностей.
Это металлический диск, отлично шлифующий деревянные изделия. Он обладает выгнуто-вогнутой конструкцией, позволяющей обрабатывать неровные поверхности без нарушения их формы. (В зависимости от формы обрабатываемой поверхности выбирается, какой стороной ставить диск).
Он может использоваться в качестве замены наждачных полировочных дисков. Кроме того, эффективен в роли инструмента неглубокой деревообработки – диск отлично скругляет кромку, зачищает торцы и т.д.
Вариант плоского диска.Он устанавливается на стандартную угловую шлифмашину, рассчитанную на диски 125 мм. Поверхность съемного приспособления покрыта большим количеством «зубцов», обеспечивающих при работе на больших оборотах качественную шлифовку деревянных изделий.
Это приспособление я рекомендую мастерам с большими объемами обработки неровных деревянных поверхностей. Один такой диск проработает значительно дольше аналога с наждачной бумагой и выполнит больше работы.
🛒 В магазин
Цепной диск для работы с деревом
Ценное приобретение для частного дома, дачи, мастерской. «Болгарка», оснащенная таким диском, будет резать дерево, пластмассу, твердую резину, толстый лед. Установка цепного диска обеспечивает шлифмашину возможностями небольшой электропилы.
Диск оснащен цепью с восьмью зубьями. Его внешний диаметр равен 6,5 см. Толщина прорезаемого им среза – 0,5 см.
Диск просто устанавливается на «болгарку» и может применяться в самых разных хозяйственных и производственных процессах:
- подрезка досок и реек под нужный размер;
- порезка деревянных плит и фанеры;
- вырезание деревянных скульптур и многое другое.
Диск выполнен из металла высокого качества и способен выдержать многолетнюю высокоинтенсивную эксплуатацию.
🛒 В магазин
Самофиксирующаяся шайба для быстрого крепления насадки
Это приспособление не расширяет функциональные возможности угловой шлифмашины, а упрощает ее использование. Его можно советовать тем, кто много работает «болгаркой» и заботится о своей безопасности. Ну, или тем, кто просто заботится о своем удобстве и безопасности.
Эта насадка – самозатяжная гайка. Она зафиксирует любой диск, или иное устанавливаемое на машинку приспособление, без лишних усилий с вашей стороны. Она легко затягивается и откручивается рукой, без специального инструмента. Она самозатягивается во время работы шлифмашины. Гарантируя вашу безопасность во время работы турбиной.
Особенности ее конструкции обеспечивают максимальную фиксацию зажимаемого диска или иного приспособления.
Толщина самозажимающейся насадки – 13 мм. Наружный диаметр – 50 мм. Внутренний диаметр – 14 мм. Наружная поверхность насадки рифленая, что и позволяет справляться с ней руками, не используя гаечные ключи и другой инструмент.
🛒 В магазин
Насадка для удаления ржавчины
Еще один вариант шлифовального диска. Насадка бережно очищает обрабатываемую поверхность от лакокрасочного покрытия, ржавчины, плохо смываемых загрязнений. С одинаковой результативностью работает с металлическими, деревянными, каменными, пластиковыми поверхностями. Устанавливается на «болгарку», стандартом 100 мм, 115 мм и 125 мм.
Насадка проста в установке и снятии. Выполнена из качественных материалов, потому и характеризуется высокой износостойкостью. Рассчитана на выполнение больших объемов работ при интенсивной эксплуатации.
Наружный диаметр диска – 100 мм. Внутренний – 16 мм, потому, для монтажа на некоторые модели «турбин», может потребоваться вставка дополнительного кольца.
🛒 В магазин
Полировочные насадки для УШМ
Приспособление, используемое для полировки мебели, автомобилей, деревянных, мраморных и металлических изделий. Выполняет бережную обработку обслуживаемой поверхности.
Не допускает повреждения основы – будь там дерево, металл, камень или стекло. Может использоваться для полировки самых разных хозяйственных и рабочих инструментов.
Основа полировочного диска – металл. На металлической основе закреплен шлифовальный материал – шелк. Полировочный круг рассчитан на работу с популярными видами «болгарок» – способными работать с дисками 100 мм и больше. Он прост в установке и замене. При наличии качественных полиролей обеспечивает устранение мелких царапин и трещин с обрабатываемой поверхности.
🛒 В магазин
Друзья, на сегодня всё! Если мои обзоры вам стали полезны, то обязательно ставьте 👍 и подписывайтесь на наш Техно-Блог!
Всем удачи!
Рекомендую почитать:
- Вещь! Электролобзик BOSCH PST 800 PEL – Мой надежный помощник в работе;
- Мой обзор и отзыв об электрической газонокосилки Carver LME-1640;
- 10 уникальных и недорогих ручных инструментов из Aliexpress.

Приспособления для болгарки: особенности и классификация
Содержание
- Особенности и назначение
- Какие бывают насадки
- По типу работ
- Классификация по материалу
- Отрезные
- Обдирочные
- Шлифовальные
- Для грубой обработки
- Насадки для шлифования
- Какие диски используются для шлифовки бетона и металла
- Для шлифовки дерева
- Грубая зачистка
- Диск-рубанок
- Диск обдирочный
- Фрезерование
- Диски
- Фрезы
- Шлифовка дерева
- Кордщетки
- Диски торцевые
- Лепестковые
- Шлифовальные
- Полировка древесины
- Грубая зачистка
- Металлические щетки для очистки ржавчины и обработки дерева
- Штроборез на болгарку: как выбрать
- Техника безопасности
Болгарка – универсальное устройство, используемое для обработки материалов. Инструмент подойдет для работы с деревянными, металлическими и каменными изделиями. Прежде чем воспользоваться таким устройством, необходимо приобрести специальные насадки для болгарки. Именно с их помощью осуществляется шлифование.
Прежде чем воспользоваться таким устройством, необходимо приобрести специальные насадки для болгарки. Именно с их помощью осуществляется шлифование.
Особенности и назначение
При регулярном использовании УШМ многие покупают для них дополнительные насадки. Эти приспособления применяются для расширения функциональных возможностей инструмента. Они позволят обрезать или шлифовать изделия из разных материалов. Подходят для древесины, железа, стекла, камня и даже пластика. Отличаются такие насадки по форме, размерам и типу применения.
Важно! Приспособления для УШМ имеют свой цвет, по которому можно определить их назначение. Например, синие используют для металла.
Какие бывают насадки
Есть несколько параметров, с помощью которых классифицируют приспособления для болгарки.
По типу работ
Подобные насадочные изделия могут использоваться для выполнения разных типов работ. В зависимости от выполняемых операций, можно выделить такие диски:
- пильные;
- отрезные;
- зачистные;
- полировальные;
- для швов;
- обдирочные.

Вышеперечисленные типы изделий можно купить для любой модели болгарки.
Классификация по материалу
Насадки для болгарок изготавливаются из различных материалов. Чаще всего применяются такие приспособления:
- Алмазный круг. Делается из стали и алмазного напыления. Подойдет для резки железа.
- Твердосплавный диск. Изготавливается из разных металлических сплавов. На краях присутствует припой из стали. Режет древесину и железо.
- Абразивный. Создается из специальной бумаги и армирующей сетки. Такие круги используют для шлифования.
Важно! Есть еще и опорные тарелки, которые тоже относят к насадкам. Ими шлифуют и полируют поверхности.
Отрезные
Часто используются насадки для УШМ отрезного типа. Они подойдут для обрезания материалов. Модели для резки производятся как для крупных, так и компактных УШМ.
Диаметр дисков варьируется от 125 до 220 мм. Чаще всего пользуются кругами с диаметром 125 мм. Большие круги используются намного реже. Их толщина составляет 1-3 мм.
Их толщина составляет 1-3 мм.
Обдирочные
Насадки для болгарки обдирочного типа часто применяются в домашних условиях для устранения следов ржавчины или остатков лака с краской. Есть два основных типа таких приспособлений:
- обдирочные;
- заточные.
Такие диски отличаются между собой расположением абразива. У обдирочных изделий он находится по всему периметру. Это позволяет лучше обрабатывать поверхности.
Шлифовальные
Для обработки листовых материалов из железа, а также для работы с древесиной часто используют шлифовальные насадки на болгарку. С их помощью можно отполировать заготовки и сделать их покрытие идеально гладким.
Для угловых шлифовальных машин идеально подойдет лепестковый диск. Это круг с лепестками из наждачки по краям. Использование такого круга предоставляет возможность проводить первичную обработку для дальнейшей полировки.
Для грубой обработки
Такая обработка позволяет удалить ржавчину, краску и сучки, если приходится работать с деревом. Для этого надо использовать специальные диски, которые смогут справиться с серьезными нагрузками.
Для этого надо использовать специальные диски, которые смогут справиться с серьезными нагрузками.
Довольно часто для грубой обработки выбирают обдирочные диски. Они подойдут для работы с древесиной и железом.
Дополнительная информация! Для удаления лака надо покупать специальные шерстяные диски с плотными нитями.
Насадки для шлифования
Если надо заняться негрубой обработкой, лучше купить насадки на УШМ лепесткового типа. Они состоят из лепестков с абразивным покрытием. При этом у него может быть разная зернистость. Ее надо подбирать в зависимости от проводимых работ.
Еще один тип насадок – шлифовальные круги. Изготавливают их из плотных тканей, войлока и наждачки. Фиксируются такие диски на тарелочной основе при помощи липучки. Подходят для работы с металлом и деревом.
Какие диски используются для шлифовки бетона и металла
Для обрабатывания бетона можно использовать два типа кругов:
- абразивные;
- алмазные.
При этом если надо шлифовать большие бетонные покрытия, лучше пользоваться дисками с диаметром от 130 мм. Они лучше справляются с большими нагрузками.
Они лучше справляются с большими нагрузками.
Для шлифования железных изделий подойдут диски из кремния. Они могут оснащаться дополнительными металлическими щетками.
Важно! Для устранения ржавчины лучше пользоваться ленточным напильником.
Для шлифовки дерева
Есть несколько разновидностей кругов, подходящих для шлифования дерева.
Грубая зачистка
Люди, решившие заняться грубой чисткой древесины, могут воспользоваться несколькими типами насадок.
Диск-рубанокВладельцам частных домов и дачных участков периодически приходится заниматься обработкой бревен. Чтобы не заниматься этим руками, можно воспользоваться специальным диском-рубанком. Рекомендуется использовать круг потолще и побольше, чтобы можно было работать с крупными бревнами.
Диск обдирочныйОбдирочные насадки применяются, чтобы избавиться от лакокрасочного покрытия. Их поверхность покрыта крошкой и мелкими шипами, с помощью которых осуществляется обдирка покрытия.
Важно! Использовать такие круги надо только при работе с древесиной без гвоздей, прутьев и других металлических элементов.
Фрезерование
Есть два типа насадок для шлифмашинки, которыми пользуются при фрезеровании.
ДискиЕсть разные типы дисков для обработки древесины. Однако единственное серьезное отличие между ними – размер абразивных зерен. Для работы с толстыми бревнами лучше пользоваться крупнозернистыми насадками.
ФрезыЕсть фрезы, сделанные специально для работы с древесиной. Чаще всего такие приспособления используют в следующих целях:
- резка пазов по чертежу;
- подравнивание кромок;
- вырезание чаши;
- выборка пазов.
Важно! При использовании фрез нельзя снимать кожух.
Шлифовка дерева
Довольно часто приходится шлифовать древесину. Это делается различными насадками.
КордщеткиПрименяются для грубой обработки дерева, чтобы избавиться от шероховатостей изделия. Оснащаются жесткими щетками, с помощью которых можно устранить следы лака и краски.
Оснащаются жесткими щетками, с помощью которых можно устранить следы лака и краски.
Используются для обрабатывания и выравнивания деревянных срезов. Идеально подойдут людям, которым приходится часто работать с угловыми распилами. Для шлифовки лицевой части изделий не подходит.
ЛепестковыеЭто одни из наиболее распространенных разновидностей дисков, использующихся при работе с деревом. Некоторые из них делаются из грубого абразива и подходят для первичной обработки. Мелкозернистые круги чаще используют при шлифовке.
ШлифовальныеЭто универсальные насадки для угловой шлифмашинки, которые подойдут для шлифовки. Такое приспособление состоит из металлической основы. На ней крепятся диски для шлифования и циклевки древесины.
Полировка древесины
Чтобы отполировать дерево, используют круги, диски и щетки. Производят их из наждачки или войлока. Они позволяют сделать деревянную поверхность идеально гладкой.
Металлические щетки для очистки ржавчины и обработки дерева
Некоторые считают, что при помощи насадок со щетками можно обрабатывать только стальные поверхности. Однако такие приспособления подходят и для дерева.
Чтобы обрабатывать дерево, лучше пользоваться насадками на шлифовальную машинку с латунной проволокой. Такие изделия отличаются дешевизной продолжительным эксплуатационным сроком. С их помощью удастся избавиться от ржавчины на железе и краски на дереве.
Штроборез на болгарку: как выбрать
Многие люди не знают, какую насадку выбрать. Во время выбора надо обращать внимание на следующее:
- длина вала;
- габариты диска;
- материал изготовления;
- сфера применения;
- производитель.
Важно! Штроборез лучше использовать на болгарках с роликовыми подшипниками, как в цепных пилах.
Техника безопасности
Есть несколько рекомендаций, которые помогут уберечься от травм во время работы с болгаркой:
- необходимо обрабатывать материалы только с защитным кожухом;
- все работы проводятся в защитных очках;
- не стоит сильно увеличивать обороты при распиле металла;
- запрещено использовать диски, которые не подходят для обрабатываемого материала.

Болгарка – незаменимый инструмент, используемый для распиливания или шлифовки материалов. Прежде чем воспользоваться таким инструментом, надо выбрать для него подходящую насадку.
Шлифовальная насадка на болгарку по бетону
Достоинства и сферы применения шлифованного бетонного пола
Обработанный бетонный пол завоевал большую популярно среди отделочных покрытий не только общественной, но и частной категории. В основном он применяется:
- в медицинских и учебных учреждениях;
- в торговых и спортивных центрах;
- в аквапарках;
- в развлекательных заведениях;
- на культурных площадках;
- на загородных участках;
- в качестве покрытия полов в хозяйственных и гаражных постройках;
- все чаще полированные бетонные полы можно встретить в гардеробных и коридорах в домах обычных граждан.
Такую обширную область применения он заслужил своими эксплуатационными характеристиками, которые во многом превосходят достоинства даже самых качественных финишных покрытий:
- срок службы исчисляется десятилетиями, что обеспечивается не только его повышенными прочностными характеристиками, но и устойчивостью к насыщению влагой.
 Обычная бетонная стяжка без финишного покрытия или обработки не обладает такими значимыми достоинствами;
Обычная бетонная стяжка без финишного покрытия или обработки не обладает такими значимыми достоинствами; - зашлифованный до глянца пол имеет сходство с элитными наливными покрытиями;
- демократичная стоимость;
- является идеальным базисом в случае, когда требуется идеально ровная основа под декоративное покрытие;
- не производит вредную пыль в процессе эксплуатации;
- шлифовка дает возможность выравнивая основ даже с сильным рельефом;
- не требует периодичного ремонта. Если и возникла такая потребность, то сделать «латку» не составит особого труда.
Чтобы такие свойства финишное покрытие сохраняло как можно дольше, нужно как следует отшлифовать залитый бетонный пол. Полировке, если заливка старая, подвергается не только декоративный, но и основной слой. В случае забивки нового бетонного пола, потребуется удаление цементного молочка. Также шлифовка специальными инструментами бетонных поверхностей является неотъемлемой частью подготовки базиса под наливные полы.
Будьте внимательны и не поддавайтесь на распространённое заблуждение – шлифовка не решает проблем корректировки рельефной поверхности. Выравнивание производятся на этапе первичной заливки или повторной забивки бетонного слоя.
Основные технологии, применяемые для шлифования бетонного пола
В зависимости от эффекта, который хотите получить, процесс шлифования выполняется согласно различным технологиям, но одинаковым оборудованием, способным справиться с обработкой не только бетона, но и камня.
Сухой метод
Самый распространённый вид, применяемый в большинстве случаев при шлифовке бетонного пола – сухой способ. Максимальная глубина снимаемого слоя – 2 мм. Стоит отметить, что, производя такую операцию в воздух, поднимается большой объем сухой цементной пыли, поэтому использование защиты обязательно. Но она очень быстро оседает, давая возможность объективно оценить результат работы и исправить недочеты.
Мокрый метод
Если необходимо обработать бетонный пол с покрытием минеральной крошкой или мозаикой, то неизменно производят шлифовку именно мокрым методом. Допустимая толщина снимаемого слоя – 5 мм. Особое внимание при влажном методе уделяется инструменту, а именно шлифовальному кругу. Работать по такой технологии достаточно сложно, ввиду мокрых грязных брызг, и времени на выполнение подобных операций уходит намного больше по сравнению с предыдущим способом.
Полировка
Отполированный пол отличается от обработанного покрытия методом шлифования идеально ровной поверхностью с глянцевым эффектом. Из всех способов – этот вид шлифования самый дорогостоящий, но и самый эстетичный. По декоративным свойствам такая поверхность пола ничуть не уступает наливному покрытию.
Зачем нужны шлифовальные диски
При застывании бетона более крупные компоненты опускаются ниже, а на поверхности остается так называемое цементное молочко. В результате на застывшем бетоне образуется много пыли, а сама бетонная поверхность из-за большого количества микротрещин напоминает высохшую землю. Именно поэтому нужна шлифовка, которая устраняет все дефекты на бетонном основании. Данную операцию выполняют специальными алмазными дисками.
Как показывает практика, алмазы по сравнению с другими материалами обладают более высокими абразивными способностями и большим ресурсом работы. Эффективность диска определяется качеством и скоростью обработки. Эти параметры во многом зависят от зернистости диска. В зависимости от требуемого уровня шлифовки используют диск алмазный шлифовальный по бетону с различной концентрацией алмазной крошки.
Иногда алмазными называют круги с напыленным покрытием из твердосплавных материалов
Шлифовальные диски с высоким содержанием алмазов используют, как правило, на предварительных этапах шлифования бетона, а с низкой концентрацией – при полировании. Для большинства шлифовальных работ применяют диски со средней концентрацией.
Чем можно производить шлифовку
Существует несколько способов производства шлифовального процесса посредством различного оборудования и приспособлений, отличающиеся друг от друга классом, который зависит от квадратуры обрабатываемой поверхности.
Профессиональные шлифовальные машины
Если необходимо сделать шлифовку большой площади, то без профессионального оборудования просто не обойтись. Существует немало моделей, но суть их работы состоит в следующем: затирка происходит посредством вращения шлифовальных насадок как вокруг своей оси, так и вокруг оси основания. В дополнение большинство моделей снабжены функцией подачи воды и забора пыли.
Бытовые шлифовальные машины
Если же есть необходимость обработки небольшой поверхности, да еще и у себя дома, то для этих целей можно использовать любую машину со шлифовальным кругом или чашей. Шлифовка бетона болгаркой – самый популярный способ. Она легкая и маневренная, что позволяет обрабатывать любую поверхность даже в труднодоступных местах.
Конструктивные особенности
Насадка на болгарку для шлифовки бетона состоит из:
- стальной чаши – вогнутое основание, за которое круг крепится к болгарке;
- впаянных в неё по окружности абразивных сегментов (фрез) с алмазным напылением или алмазной крошкой (добавляется прямо в сплав).

Фрезы обычно идут через равные промежутки, из-за этого шлифовальная поверхность не сплошная. Так сделано для того, чтобы между фрезами проходил воздух, и диск не перегревался во время работы. Для этого же нужны и круглые отверстия в самой чаше. Насадки, у которых фрезы сплошные, охлаждаются только через них и потому, как правило, подходят только для влажной обработки – через эти отверстия проходит вода, а она охлаждает сильнее, чем воздух.
И есть ещё посадочное отверстие в центре, оно служит, чтобы надевать шлифовальную чашку на ось болгарки. У разных моделей она крепится по-разному – гайкой или резьбой.
Приспособления для шлифовки
Залог хорошей шлифовки – качественный и правильно подобранный абразивный элемент согласно с типом обрабатываемой поверхности.
Читать также: Программа для отрисовки схем
Дисковые насадки для шлифования
Дисковые болгарочные насадки для шлифовки бетона наиболее популярны. В зависимости от степени обработки они бывают двух видов:
- черепашки.
 Такой тип применим для чистовой отделки поверхностей. Отличает их гибкая основа, на которую нанесена мелкая алмазная крошка с добавлением полимеров. Они довольно удобны в использовании и оперативны в замене, благодаря их системе крепления на «липучку»;
Такой тип применим для чистовой отделки поверхностей. Отличает их гибкая основа, на которую нанесена мелкая алмазная крошка с добавлением полимеров. Они довольно удобны в использовании и оперативны в замене, благодаря их системе крепления на «липучку»;
- планшайбы. Шлифовальный диск такого плана по бетону применяется в случаях снятия первого чернового слоя. Различная крупность зернистости алмазной крошки дает полную свободу выбора типа насадки в соответствии с видом каменного или бетонной напольного базиса.
Чашки
Шлифовальные чашки различного размера по бетону представляют собой разновидность шлифовальных кругов, применяемых для снятия более толстого слоя бетона. В зависимости от уровня обработки различаются виды чашек:
- двойной сегмент – для снятия первого толстого слоя;
- квадрат. Если требуется убрать большие куски бетона в процессе черновой обработки, то лучше всего использовать именно эту чашу. Она позволяет снимать приличные сегменты без потери качества, как самого покрытия, так и насадки;
- бумеранг – обеспечивает более деликатное шлифование чистового слоя за счет мелкой абразивности.

Франкфурты
Если требуется заглянцевать бетонный финишный слой до зеркального блеска, то трапециевидный франкфурт — то что нужно. Он имеет наждачную основу различной крупности, что позволяет добиваться совершенно полярных результатов работы.
Как производить шлифовку
Шлифовка бетонного пола своими руками различными методами очень схожа в проводимых этапах работы, разняться лишь нюансы. Поэтому лучше всего рассмотреть общую суть процесса с поправкой на тонкости работы тем или иным способом.
Подготовка
Шлифовка бетона своими руками начинается с грамотно подготовленной поверхности залитого базиса.
Если необходимо произвести какие-то работы, например, бурение, то делать их нужно до момента шлифования, чтобы позже не повредить идеально ровную поверхность.
Этап 1. Внимательно осмотрите готовый пол на наличие посторонних торчащих из него предметов — арматуры или армированной сетки. Если таковые имеются, то их лучше всего удалить заранее.
Этап 2. Если возникли усадочные и деформационные трещины или швы, то они в обязательном порядке подвергаются заделыванию. И только после высыхания «заплаток» производится обработка бетонного пола.
Этап 3. Для проведения шлифовки обязательным условием является ровность плоскости, которая определяется трехмерной линейкой.
Этап 4. К обработке пола нужно приступать только в том случае, если бетон достаточно прочный. Для определения этого показателя простукивается базис по всей площади. Если где-то обнаружен участок, не набравший прочности, то лучше отложить обработку, так как подобная ошибка может привести к полной замене бетонного пола.
Этап 5. При наличии бугров и ямок для их устранения применяют насадку с большей абразивностью для черновой обработки.
Этап 6. Чтобы для себя определить жесткость бетонного пола лучше всего попробуйте обработать его болгаркой и посмотреть на результат.
Процесс шлифования
При любом способе шлифования подбираются насадки различной крупности абразива, в зависимости от типа обрабатываемой поверхности индивидуально. Ориентировочно, для снятия первого слоя с большими выбоинами применяют насадки с размером 25 -30, а для декоративного – 40. Если же использовать размер больше 40, то можно добиться невероятно прочного и долговечного покрытия. Для получения глянца пол полируют насадками с размером абразива 1500 – 3000.
Ориентировочно, для снятия первого слоя с большими выбоинами применяют насадки с размером 25 -30, а для декоративного – 40. Если же использовать размер больше 40, то можно добиться невероятно прочного и долговечного покрытия. Для получения глянца пол полируют насадками с размером абразива 1500 – 3000.
Этап 1. Перед началом работ поверхность обрабатывает специальными пропитками и растворами, упрочняющими его.
Этап 2. Если приобрели специальный шлифовальный агрегат, то перед его использованием ознакомьтесь с инструкцией, а лучше всего посмотрите видеообзор в интернете.
Этап 3. Теперь нужно отшлифовать застывший бетонный пол до нужной гладкости. Если решились на мокрый способ, то покрытие заранее обильно поливается из шланга. Устранение жидкости происходит самой шлифовальной машиной.
Этап 4. Если в труднодоступных местах обработать поверхность не удалось воспользуйтесь болгаркой.
Этап 5. По завершении работ можно покрывать бетонный пол краской по желанию и полиуретановым лаком в несколько слоев. Перед их нанесением нужно тщательно отчистить пол от пыли и загрязнений. После покрыть лаком в несколько слоев. Наносится он довольно просто специальной кистью. После высыхания слоя можете без опаски эксплуатировать новый пол.
Перед их нанесением нужно тщательно отчистить пол от пыли и загрязнений. После покрыть лаком в несколько слоев. Наносится он довольно просто специальной кистью. После высыхания слоя можете без опаски эксплуатировать новый пол.
Меры предосторожности при работе с болгаркой
Шлифовка бетонного пола болгаркой нечем не отличается от этапов работ со специальными машинами. Работа на них довольна безопасна и проста, что нельзя сказать о шлифовке с помощью болгарки. Во избежание неприятных ситуаций обязательно соблюдайте меры предосторожности:
- проведите осмотр шлифовального ручного аппарата на предмет выявления неполадок;
- позаботьтесь о хорошем освещении рабочего места;
- производить шлифовальные работы нужно только в плотной одежде, закрывающей все тело, при этом чтобы она не попадала на рабочую поверхность болгарки. Не забудьте про респиратор, защитные очки и плотные перчатки при желании;
- не перегревайте инструмент. Максимальный цикл работы – 15 минут.
 После чего нужно обязательно дать инструменту «передышку».
После чего нужно обязательно дать инструменту «передышку».
Шлифовка напольной поверхности, ввиду его большой площади, происходит довольно просто и быстро. Главное, в проведении подобных работ – аккуратность и внимательность. Если остались вопросы о том, как шлифовать бетонный пол, просмотрите приложенный видеоматериал.
Болгаркой удобно резать такие твёрдые материалы, как кирпич или бетон, керамические плитки. Компактный и удобный инструмент позволяет в самых стеснённых условиях точно нарезать материал в размер, подгонять места стыковки отдельных изделий и прямо на месте производить финишную обработку (шлифовку и полировку). Но для обработки таких прочных материалов, как бетон, придётся использовать особые виды инструмента. Неподходящие диски (например, для резки металла) могут оказаться сделаны из слишком мягкого материала и при работе с бетоном сразу же затупятся.
Типоразмеры и цены
Диск шлифовальный по бетону 125 представляет собой круг из металла, на который напаяны режущие части (сегменты). Для закрепления алмазного порошка на сегментах используют специальную связку – вещество, которое соединяет между собой отдельные зерна. Эта связка может быть керамической, металлической или органической. Основная задача связки – удерживать алмазное покрытие, на которое действует центробежная сила, возникающая при вращении инструмента. Для соединения алмазного слоя с металлическим корпусом используют диффузионное припекание.
Для закрепления алмазного порошка на сегментах используют специальную связку – вещество, которое соединяет между собой отдельные зерна. Эта связка может быть керамической, металлической или органической. Основная задача связки – удерживать алмазное покрытие, на которое действует центробежная сила, возникающая при вращении инструмента. Для соединения алмазного слоя с металлическим корпусом используют диффузионное припекание.
Обозначение диска содержит три параметра:
- диаметр диска, мм;
- ширина реза (толщина рабочего тела), мм:
- диаметр посадочного отверстия, мм.
Например, обозначение диска HILTI DC-D 125/22 UP расшифровывается так: 125 – диаметр круга, 22 – диаметр посадочного отверстия. В данном случае не указана ширина реза. Это означает, что она минимальная. Упоминание ширины реза обычно является маркетинговым ходом. Производитель так хочет подчеркнуть, что его инструмент шире, а, следовательно, прочнее. Но, на самом деле это не соответствует реалиям.
Но, на самом деле это не соответствует реалиям.
Критерии выбора
Непрофессионалам бывает довольно трудно выбрать подходящий вариант шлифовального инструмента для своих текущих задач.Чтобы верно решить данную проблему, надо принимать во внимание:
- вид обрабатываемого материала;
- планируемую глубину шлифования;
- параметры самого диска: количество сегментов, диаметр, скорость вращения.
Для частного строительства чаще всего применяют диск шлифовальный по бетону 125, цена которого варьируется в достаточно широком диапазоне и зависит, в основном, от фирмы-производителя.
Диски диаметром 125 предназначены для самых простых и маломощных домашних болгарок
Стоимость
Ориентировочные цены алмазных дисков от разных производителей:
| Диаметр диска, мм | Производитель | Стоимость, руб |
| 115 | Луга Нова | 90-120 |
| Хилти | 280-340 | |
| Бош | 480-620 | |
| 125 | Луга Нова | 90-195 |
| Хилти | 280-400 | |
| Бош | 750-1200 | |
| 150 | Луга Нова | 90-220 |
| Хилти | 450-550 | |
| Бош | 840-1200 | |
| 200 | Луга Нова | 280-350 |
| Хилти | 450-700 | |
| Бош | 900-1400 | |
| 230 | Луга Нова | 300-400 |
| Хилти | 650-840 | |
| Бош | 1400-2700 | |
| 250 | Луга Нова | 450-800 |
| Хилти | 1250-2900 | |
| Бош | 3500 |
Преимуществом алмазных дисков является их износостойкость и прочность, а также точность и высокое качество реза. При использовании данного инструмента не образуются сколы и заусенцы даже при обработке такого прочного и пористого материала, как бетон.
При использовании данного инструмента не образуются сколы и заусенцы даже при обработке такого прочного и пористого материала, как бетон.
Что это такое?
Чтобы сделать прорезь в бетонной конструкции, понадобится диск особой конструкции. Ввиду высокой твёрдости керамики и камня, режущее покрытие дисков для болгарки по бетону выполняется из алмазной крошки. Такие диски в несколько раз дороже выполненных из сплошного абразива. В дисках для обработки бетона и керамики основа диска из прочной стали позволяет выполнять длительную обработку. Термостойкий материал стальной основы диска позволяет инструменту работать долго даже в условиях плохого охлаждения. Поверх наружной кромки металлического диска нанесено многослойное покрытие из смеси алмазного порошка и вязкой основы.
По мере истирания основы обнажаются новые слои алмазного порошка. Несмотря на то что покрытие абразивной смесью довольно тонкое, высокая твёрдость алмаза обеспечивает хороший ресурс инструмента.
Производительность работ увеличивается, что оправдывает расходы на дорогой инструмент.
Функции
Любой абразивный инструмент служит единственной функции – снимать часть обрабатываемого материала. При этом рабочая поверхность инструмента портится сама. Например, шлифовочный диск для болгарки по бетону может быть полностью оказаться «съеден» буквально за полчаса. Бетон вообще «трудный» материал. Камни, обладающие довольно высокой твёрдостью, сочетаются в этом строительном конструктиве с вязкой связующей основой.
Более того, в железобетонных конструкциях диск болгарки может встретиться с металлическими элементами каркасной арматуры. Для резки таких строительных конструкций применяются особые разновидности инструмента. Диски для резки железобетона отвечают как требованиям высокой твёрдости, так и способности обрабатывать вязкий материал. Твёрдость требуется, чтобы распиливать природный песок и камень, являющиеся наполнителями железобетонной массы. Прочность и способность обрабатывать вязкие материалы нужны для распиливания металлической арматуры.
Прочность и способность обрабатывать вязкие материалы нужны для распиливания металлической арматуры.
Читать также: Схема подключения пускателя с катушкой 380в
Для шлифования бетонных поверхностей будут важны другие параметры: достаточно мелкий и однородный размер зёрен абразивного материала и очень ровная поверхность рабочей области шлифовальной насадки. Диски, способные резать железобетон, отличаются сложной многолепестковой конструкцией. Разделение режущей кромки на отдельные секторы позволяет интенсивно использовать инструмент, не опасаясь изменения его формы и заклинивания из-за нагрева. Широкие щели между секторами (ламелями) способствуют быстрому удалению отходов резания и позволяют проникать к рабочим кромкам ламелей воды.
Подача воды при резке железобетона очень желательна. Функции воды многогранны:
- помогает вымывать мусор;
- охлаждает инструмент;
- является смазкой в процессе резки.
Для шлифования бетона применяют абразивные диски особой конструкции. Как правило, они имеют форму не диска, а чашки или полусферы. Это позволяет мастеру обрабатывать сложные поверхности. Диски для шлифования бетона обычно делаются на основе алмазного порошка. Это приводит к тому, что такие диски очень дороги. Но высокая производительность работ подобным инструментом полностью оправдывает затраты.
Как правило, они имеют форму не диска, а чашки или полусферы. Это позволяет мастеру обрабатывать сложные поверхности. Диски для шлифования бетона обычно делаются на основе алмазного порошка. Это приводит к тому, что такие диски очень дороги. Но высокая производительность работ подобным инструментом полностью оправдывает затраты.
Разновидности
Угловая шлифмашинка (УШМ) является основой самого разного ручного электрического инструмента. С помощью насадок различного устройства и разной формы УШМ можно осуществлять почти все строительные операции с любыми материалами. Насадка для шлифовки поможет сделать поверхность материала ровной и гладкой. Отрезной абразивный диск незаменим, если надо нарезать точно в размер металлический профиль или кафельную плитку. Зачистной диск для УШМ облегчит удаление флюса после проведения сварочных работ и позволит подготовить поверхность конструкционного материала к окраске.
Всё разнообразие абразивного инструмента для «болгарок» доступно в виде широкого ассортимента насадок. Примитивные имеют форму простого диска. Для специальных видов обработки используются абразивные насадки в виде конусов, шаров и чашек. Выбирая насадку для УШМ, обратите внимание не только на материал абразивного инструмента. Насадки для некоторых особых видов работ отличаются не только твёрдостью «зубьев», но и свойствами связующего вещества.
Примитивные имеют форму простого диска. Для специальных видов обработки используются абразивные насадки в виде конусов, шаров и чашек. Выбирая насадку для УШМ, обратите внимание не только на материал абразивного инструмента. Насадки для некоторых особых видов работ отличаются не только твёрдостью «зубьев», но и свойствами связующего вещества.
Если для обработки твёрдой керамики требуются высокопрочные диски и чашки, то для работ по бетону необходимы насадки средней и даже малой твёрдости. Это спасает инструмент от перегрева и продлевает его «жизнь». Шлифовка поверхности производится в несколько последовательных этапов. Поэтому шлифовальные диски выпускаются с режущими зёрнами отличных размеров. Начинать шлифовку приходится дисками самой грубой зернистости. Окончательная шлифовка выполняется самыми ровными дисками с абразивами наименьшей размерной фракции.
Назначение угловой шлифовальной машины
То, что в народе зовут болгаркой, правильно называется угловой шлифовальной машиной, или УШМ. А угловая она потому, что ось, вокруг которой вращается чашка, и корпус самой болгарки находятся под прямым углом друг к другу. Это делает её инструментом для всех тех многих задач, что возникают в быту, во время ремонта и строительства: полировка дерева, очистка поверхностей, заточка ножей, и даже резка кирпича, камня и металла. Вся разница в дисках, которые легко заменяются – отрезные, заточные и, как в нашем случае, шлифовальные.
А угловая она потому, что ось, вокруг которой вращается чашка, и корпус самой болгарки находятся под прямым углом друг к другу. Это делает её инструментом для всех тех многих задач, что возникают в быту, во время ремонта и строительства: полировка дерева, очистка поверхностей, заточка ножей, и даже резка кирпича, камня и металла. Вся разница в дисках, которые легко заменяются – отрезные, заточные и, как в нашем случае, шлифовальные.
Стало быть, УШМ для шлифовки бетона ― это та же болгарка, просто на неё устанавливают специальный алмазный диск для работ по бетону. Алмаз – очень твердый минерал, а насадка вращается вокруг неподвижной оси очень быстро, и если её приставить к поверхности, возникает сильное трение, которое механически сдирает тонкий слой частиц с любого материала, даже такого прочного, как бетон. За счёт этого и происходит шлифовка.
Шлифовать бетон можно лишь спустя две недели после полного высыхания стяжки. В этот период покрытие набирает прочность и готовится к дальнейшему использованию.

Пару слов о том, почему шлифование даёт бетонной стяжке прочность. Когда бетон застывает, под силой тяжести он расслаивается: песок (заполнитель, укрепляющий всю массу) оседает вниз, а вода с цементом всплывает наверх – так называемое «цементное молочко». Если этот верхний слой засохнет, он будет очень хрупким, поэтому молочко удаляют сразу, либо просто отшлифовывают, когда смесь полностью схватится. Поэтому обрабатывать бетонный пол нужно даже если он застыл ровно, и дефектов вы не видите.
Саморезы (шурупы) по бетону
Если они есть, это уже плохо для напольного покрытия. Иногда чисто внешне: линолеум повторяет неровности основы. А если положить на кривой пол такие сборные покрытия, как ламинат или паркетная доска, со временем они станут скрипеть.
И всё-таки, нешлифованный бетон сильно впитывает в себя воду и от этого разрушается, это значит, что его нужно закрывать напольным покрытием как можно скорее. Перед началом шлифования его даже покрывают специальным веществом, чтобы закрыть поры.
Рекомендации по выбору
Для железобетона придётся использовать высокопроизводительный инструмент. Для обработки массивных строительных конструкций обычно пользуются тяжёлыми болгарками, позволяющими работать с дисками диаметром 230 мм. Обычно же для строительных работ вполне достаточна болгарки, позволяющей использовать оснастку диаметром до 125 мм. Это наиболее широко распространённый стандарт профессионального инструмента и УШМ для широкого применения.
При необходимости сделать неглубокие пропилы (если глубина реза не планируется более 3-5 см) вполне применимы широко распространённые корундовые диски для резки металла. Для работы на большую глубину придётся запастись особыми дисками, предназначенными специально для работ по армированному бетону. При выборе инструментальной насадки для углошлифовальной машины важным является также такой момент, как размер шпинделя болгарки. Наиболее распространены узлы диаметром 22 и 23 миллиметра. Разница, на первый взгляд, невелика, но может привести к неточному креплению инструмента, перекосу при работе и заклиниванию.
Есть хороший способ крепить диски и насадки разных диаметров на шпиндель болгарки: использовать «переходные кольца». Имея болгарку со шпинделем на 22 мм, с помощью переходного кольца можно пользоваться дисками посадочным стандартом 23 мм.Компактные углошлифмашинки обычно имеют не только маленькие шпиндели, но и защитные кожухи уменьшенных габаритов. Перед покупкой насадки для нее убедитесь, что наружный диаметр диска или чашки позволяет использовать его с вашим защитным кожухом.
Профессиональный инструмент предназначен для работы со шлифовальными и отрезными дисками с наружным диаметром 125 мм. Компактные полупрофессиональные машинки могут иметь ограничение диаметра применяемой оснастки 115 мм. Сверхкомпактные (особенно аккумуляторные) болгарки могут иметь защитный кожух, не позволяющий пользоваться шлифовальными и отрезными насадками размером более 95 мм. Учитывайте это при покупке.
Работа с углошлифовальной машиной относится к опасным видам деятельности. Следует проявлять особое внимание к соответствию маркировки инструмента и допустимой нагрузке на него. Для насадок к болгарке важным параметром является предельно допустимая частота вращения инструмента. Для абразивных дисков и насадок она обязательно включена в маркировку инструмента и её можно уточнить у продавца перед покупкой оснастки для вашей УШМ. Никогда не приобретайте насадки с допустимой частотой их вращения меньше, чем параметр «обороты холостого хода» вашей болгарки!
Следует проявлять особое внимание к соответствию маркировки инструмента и допустимой нагрузке на него. Для насадок к болгарке важным параметром является предельно допустимая частота вращения инструмента. Для абразивных дисков и насадок она обязательно включена в маркировку инструмента и её можно уточнить у продавца перед покупкой оснастки для вашей УШМ. Никогда не приобретайте насадки с допустимой частотой их вращения меньше, чем параметр «обороты холостого хода» вашей болгарки!
Особенности работы с дисками
Наиболее используемым видом оснастки для болгарки является шлифовальный круг простой цилиндрической формы. Он может с равным успехом использоваться для шлифовки плоских и криволинейных поверхностей, точной подгонки сопрягаемых поверхностей и даже для грубой резки длинномерного профиля «в размер». При необходимости выпилить в бетонной стене посадочное отверстие под бытовую электрическую розетку окажется незаменимой алмазная фреза по бетону в виде чашки или коронки. Шлифовальная чашка является самым распространённым видом оснастки для УШМ и позволяет шлифовать не только плоские поверхности, но и детали сложной формы.
Шлифовальная чашка является самым распространённым видом оснастки для УШМ и позволяет шлифовать не только плоские поверхности, но и детали сложной формы.
Куда уже специализация отрезных дисков. Они отличаются плоской формой и малой толщиной. Такие диски меньше изнашиваются при выполнении длинных прорезей, что и определило название «отрезные». Именно ими пользуются, если нужно пилить кусок металлопрофиля или листового материала, получая отрезки точно заданной длины. А вот торцевые усилия подобный инструмент переносит гораздо хуже. При перекосе диска в глубине распила инструмент в лучшем случае заклинит. При неудачном же стечении обстоятельств диск может лопнуть и разлететься ранящими осколками.
Всегда выбирайте пилящую оснастку для болгарки в зависимости от предполагаемого вида работ. При необходимости распилить крепкую конструкцию из железобетона рационально применить дорогой специализированный диск – многолепестковой конструкции с тонкой режущей кромкой из алмаза или карбидных материалов. Зато почти все виды цементированных половых стяжек успешно пропиливаются отрезными дисками «по металлу».
Зато почти все виды цементированных половых стяжек успешно пропиливаются отрезными дисками «по металлу».
Для работы по бетону в случае «мокрой резки» лучше применять многолепестковые диски с широкими зазорами между ламелей. Если же подача воды нежелательна или невозможна, лучше производить резание сплошными дисками тонкого профиля. При этом усилия к инструменту следует прилагать короткими, уверенными движениями болгарки. После каждого реза инструмент следует выключать и отводить для охлаждения. В это время надо щёткой смести из рабочей зоны накопившуюся пыль и бетонную крошку.
Никогда не пренебрегайте средствами индивидуальной защиты. При работе с болгаркой, особенно по бетону, совершенно необходимо использовать прочные перчатки, защитный щиток (или очки) и респиратор.
О том, как выбрать диски для болгарки по бетону, смотрите в следующем видео.
Особенности выбора шлифовальных чашек
От правильного выбора алмазной чашки зависит эффективность и качество работы. При выборе инструмента необходимо учитывать такие моменты:
При выборе инструмента необходимо учитывать такие моменты:
- для какой цели нужен инструмент. Для обдирочных операций подойдет чашка шлифовальная по бетону 125 однорядная, а чтобы устранить дефекты бетонного основания понадобится двухрядный инструмент;
- размер чашки;
- размер посадочного отверстия. Диаметр посадочного отверстия должен соответствовать диаметру вала шлифовальной машины, на которой будет устанавливаться выбранный инструмент;
- частота вращения чашки. Количество оборотов чашки должно совпадать с максимальной частотой вращения шлифовального оборудования;
- в комплекте с чашкой должно идти переходное кольцо, что предоставляет возможности для использования инструмента на различном оборудовании.
При работе с чашками надо помнить, что алмазный инструмент при высоких скоростях нагревается.
Все выше перечисленные моменты очень важны, поскольку от них зависит количество рабочих циклов и производительность инструмента
Это отрицательно сказывается на функциональных свойствах инструмента, независимо от того используются алмазные чашки для шлифовки бетона, цена которых высокая или не очень. Поэтому во время работы с этими чашками понадобится вода для охлаждения.
Поэтому во время работы с этими чашками понадобится вода для охлаждения.
Форсунки охлаждающей жидкости Cool-Grind | Решения Toolroom
Комбинация насадок Grind-Loc и жестких трубок Quick-Release слева — это ЗНАЧИТЕЛЬНОЕ улучшение по сравнению с комбинацией Loc-Line/Power-Fluter справа
Как вы можете сэкономить время, улучшить свои инструменты, сократить ваши потребности в охлаждающей жидкости и продлить срок службы ваших шлифовальных кругов?
Откажитесь от Loc-Line… Используйте PowerFluter… И просто переключитесь на насадки Cool-Grind!
- Потреблять гораздо меньше шлифовальных кругов в год
- Сократите требуемый объем охлаждающей жидкости до 50 %
- Более быстрый помол для большей производительности
- Улучшенная отделка поверхности и снижение термических повреждений конечной поверхности
- Увеличенный срок службы правящего круга и меньше потерь времени на правку
- Колесо из более твердого сплава будет сохранять форму без обжига детали
Это большие преимущества использования насадок Cool-Grind.
Все 4 /Форсунки СОЖ — 2-й уровень 4
Решение Silver
Замена Loc-Line на Grind-Loc, один к одному
Функции Grind-Loc
- A. Ведущие в отрасли лазерные когерентные форсунки – доступны в круглом или плоском исполнении
- B. Простой в использовании винт Torx — предотвращает снятие головки и обеспечивает давление до 100 фунтов на кв. дюйм
- C.
 Резьбовая металлическая вставка с открытым концом для увеличения крутящего момента и увеличения срока службы
Резьбовая металлическая вставка с открытым концом для увеличения крутящего момента и увеличения срока службы- D. Ручка с накаткой для ручной затяжки до 50 psi без инструмента
- E. Алюминиевая резьба и шарнирный шарик повышают прочность и срок службы
В Grind-Loc используются шарики того же размера, что и в Loc-Line, поэтому они полностью взаимозаменяемы. Если вы можете установить Loc-Line, вы можете установить Grind-Loc. Но Grind-Loc намного лучше . Форсунки Grind-Loc создают когерентную струю, похожую на лазерную, поэтому охлаждающая жидкость становится намного эффективнее — Настолько эффективна, что вам не нужно целовать колесо для хорошего отвода тепла. Это означает, что ваши насадки будут служить вечно. Кроме того, они поворачиваются на +/- 30 градусов и могут выдвигаться на разную длину без снятия сегментов. А с добавлением зажимов для элементов и жестких труб вы можете не беспокойтесь о подаче охлаждающей жидкости на 100 PSI .
Grind-Loc:
- Удерживает свое положение под высоким давлением
- Создает равномерную струю охлаждающей жидкости, обеспечивающую превосходный отвод тепла без контакта с колесом, экономя форсунки
- Устанавливается легко! Вам не нужен большой гаечный ключ, а закрепленные сегменты не двигаются, когда вы регулируете соседние сегменты. (Если вы использовали конкурирующие системы, вы знаете, какие это могут быть проблемы!)
- Интерфейсы с компонентами Loc-Line
- Поставляется в удобных комплектах или в виде узлов и отдельных модульных компонентов
Решение True Gold
Получите лазерную струю с давлением 100 фунтов на кв. дюйм в любом месте и с легкостью измените конфигурацию
Установите новую жесткую трубу Cool-Grind Quick-Release на большинстве отверстий коллектора и объедините ее с насадками Grind-Loc
Это дает дополнительные преимущества:
- Возможность сборки полных узлов форсунок вне машины, а затем их присоединение за несколько секунд
- Возможность закрывать неиспользуемые порты охлаждающей жидкости в течение нескольких секунд, сохраняя расход и давление наддува
- Возможность назначить по одному электромагнитному клапану на колесо с комплектом из 3 колес для сохранения расхода охлаждающей жидкости и давления наддува
- Минимальный рывок на станке, что особенно важно в задней части шлифовальных кругов на станках WALTER
- Возможность подсоединения двух насадок для флютинга к одному порту с помощью адаптера Y-образного коллектора, что снижает разрушение углового радиуса и увеличивает количество деталей, производимых с помощью роботизированной загрузки
- Возможность переноса насадки с одной машины на аналогичную в течение секунд
- Точное расположение сопла с помощью установочного штифта гарантирует, что сопло не прогибается и не требует повторной регулировки при установке на машину
- Улучшенное расположение сопла чашечного колеса непосредственно перед концевыми колесами
- Более жесткая установка сопла, которая сопротивляется отклонению при давлении 100 фунтов на квадратный дюйм.

Более того, мы собрали эту комбинацию в один удобный комплект для 2-шпиндельных станков WALTER. Доступны другие конфигурации
Платиновое решение
Для полной гибкости установите быстроразъемный жесткий трубопровод на каждое отверстие коллектора
Вам больше никогда не понадобится гаечный ключ, чтобы изменить конфигурацию системы охлаждения!
Щелкните здесь, чтобы запросить ценовое предложение
Вот рекламный проспект, которым можно поделиться с коллегами
Шлифовка форсунок топливных форсунок
Отверстия форсунок топливных форсунок отшлифованы до гладкой поверхности с помощью крошечных колес, вставленных в узкое отверстие через непропорционально длинные перья. Проблемы прогиба, возникающие из-за этой относительно нестабильной конфигурации, затрудняют соблюдение все более жестких допусков на конусность и цилиндричность без ущерба для других важных характеристик процесса.
Необходимость добиться большей экономии топлива требует все более жестких допусков на форму отверстий топливных форсунок. Однако очень трудно добиться жестких допусков на диаметр отверстия топливной форсунки, потому что эти форсунки имеют очень большое отношение длины к диаметру, и их необходимо шлифовать с помощью крошечных колесиков, выступающих из длинных игл, которые легко отклоняются. Эта относительно нестабильная конфигурация очень затрудняет шлифование отверстий топливных форсунок и предотвращение сужения в одном или другом направлении, а также поддержание цилиндричности в очень узких полосах.
Производители испробовали несколько традиционных решений этой проблемы и отказались от них:
- Использование более острых колес, что достигается более агрессивной заправкой. Однако это часто приводит к получению более шероховатой поверхности, которую можно улучшить только за счет замедления процесса шлифования, что совершенно неприемлемо в производственной среде, работающей круглосуточно и без выходных.

- Использование более мягких кругов обеспечит лучшую точность отделки и формы. Однако эти колеса будут выходить из строя быстрее, увеличивая затраты и снижая производительность.
- Использование абразивных кругов с очень мелкими ячейками может обеспечить желаемую чистоту и допуски на форму, но мелкозернистые круги с обычной связкой не могут обрабатывать передовые материалы для сопел на полной производительности без пригорания или нагрузки.
3D Abrasive Technology Solution
Новая инновационная технология 3D Abrasives компании Meister Abrasives была разработана как ответ на проблемы, изложенные выше. «3D-технология позволяет закреплять мельчайшие зерна CBN или алмаза в самых открытых самозатачивающихся связующих матрицах из когда-либо созданных», — сказал представитель компании. «Он идеально подходит для случаев, когда процессы шлифования затруднены из-за твердых материалов, которые должны быть отшлифованы до микроточной формы, чистовой обработки и постоянно ужесточающихся геометрических допусков, и где для минимизации прогиба необходимы низкие усилия шлифования».
До внедрения 3D-технологии производитель должен был уменьшить пористость круга (его ажурность) по мере уменьшения размеров зерен для финишного шлифования. Новая 3D-технология устраняет это ограничение, позволяя включать частицы размером от 10 до 50 микрон в матрицы с размером пор до 500 микрон.
Новая 3D-структура круга направлена на снижение усилий в процессе шлифования, которые в противном случае могли бы отклонить пиноль или исказить детали тонкостенных деталей. Чтобы компенсировать такие силы, производителям часто приходилось шлифовать менее агрессивно для более длительных циклов. При использовании 3D-абразивной технологии коррекция компенсации, которую обеспечивает шлифовальный станок с ЧПУ для оптимизации отверстия, требует значительно меньших значений. Пользователи могут шлифовать с меньшим усилием, но без необходимости снижать другие настройки процесса шлифования.
Сравнение
Чтобы проверить жизнеспособность новой абразивной технологии для улучшения допусков формы топливных форсунок без ущерба для других важных переменных, компания Meister Abrasives провела лабораторное исследование, сравнивая существующий процесс шлифовки форсунок с тем, в котором была изменена только одна переменная — шлифовальный круг. сам.
сам.
Испытания проводились с использованием текущего эталонного стандартного круга Vit-CBN, а затем с кругом 3D Vit-CBN. Тип CBN, размер зерна, концентрация, твердость круга и хвостовик оставались постоянными. Идентичные условия процесса, включая параметры измельчения и правки, также поддерживались постоянными. Все было то же самое, кроме технологии склеивания.
7-кратное улучшение конусности и 7-кратного улучшения цилиндричности практически без изменения требуемой точности обработки поверхности. «В этом приложении 3D Abrasives значительно превзошли лучшие из доступных технологий абразивов для шлифовки форсунок топливных форсунок без каких-либо жертв», — сказал представитель.
Инженеры Meister связывают успех этого продукта с чрезвычайно открытыми порами круга, которые пропускают больше охлаждающей жидкости, смывая больше материала с каждым оборотом шлифовального круга. Свободный поток охлаждающей жидкости также снижает температуру детали, чтобы ограничить возможность возгорания. Крошечные абразивные зерна, выступающие из сотовой связующей матрицы круга, обеспечивают более острые резы, но силы шлифования снижаются, поскольку сама матрица и деталь имеют минимальный поверхностный контакт. Уменьшение сил, вызывающих отклонение шлифовальных игл и подпрыгивание твердых кругов, является ключом к минимизации нежелательных отклонений конусности и цилиндричности в этом приложении.
Крошечные абразивные зерна, выступающие из сотовой связующей матрицы круга, обеспечивают более острые резы, но силы шлифования снижаются, поскольку сама матрица и деталь имеют минимальный поверхностный контакт. Уменьшение сил, вызывающих отклонение шлифовальных игл и подпрыгивание твердых кругов, является ключом к минимизации нежелательных отклонений конусности и цилиндричности в этом приложении.
В этом исследовании не предпринимались попытки отрегулировать параметры шлифования для достижения другого баланса результатов, например, пожертвовав некоторыми улучшениями конусности для получения более быстрых циклов и большей производительности. Эти соображения, конечно, должны быть частью стандартного протокола разработки процесса измельчения.
Существует множество других областей применения шлифовальных материалов, в которых технология 3D-абразивов находится на рассмотрении для увеличения производительности шлифования за пределы ограничений современных передовых практик.
Meister Abrasives — международный производитель промышленных абразивных изделий, предлагающий суперабразивные шлифовальные круги, инструменты для правки, вспомогательное оборудование и техническую поддержку для предоставления клиентам оптимизированных решений для высокоточного шлифования.
Для получения дополнительной информации обращайтесь:
Meister Abrasives USA, Inc.
201 Цепь привода
Северный Кингстаун, Род-Айленд 02852
401-294-2530
www.meister-abrasives-usa.com
Выбор прямой масляной СОЖ при шлифовальных операциях
Рисунок 1: G-коэффициент
Множество различных типов охлаждающих жидкостей, включая водорастворимые масла, синтетические и полусинтетические, доступны от широкого круга производителей. Эти варианты используются в 80-90% случаев.
Чистое масло часто вообще не рассматривается из-за возможности возгорания и более высокой начальной стоимости. Однако в некоторых процессах потенциальная выгода настолько велика, что масло оправдывает риск и затраты при правильном введении.
Несомненно, чистое масло может увеличить производительность и срок службы круга во многих операциях шлифования.
Например, при испытании круга Norton Targa с керамическим зерном для глубинного шлифования сплава INCONEL® 718 эффективный коэффициент G (объем удаленного металла, дюйм3/объем зачищенного круга, ) увеличение, полученное при использовании чистого масла по сравнению с водорастворимым маслом (рис. 1). Кроме того, если используются суперабразивные продукты с однослойным покрытием, абразив будет преждевременно удаляться без смазывающей способности масла, что делает в этих случаях использование прямого масляного хладагента весьма целесообразным.
Риск возгорания является наиболее важным фактором при использовании прямого масла. Когда масляная охлаждающая жидкость находится в баке или даже в луже, искры и тепло от операции шлифования вряд ли могут ее воспламенить. Когда масло находится в тумане, искры и тепло могут легче воспламенить топливно-воздушную смесь.
Следующие меры предосторожности могут быть предприняты для получения преимуществ прямой масляной СОЖ с минимальным риском:
Защитное ограждение. Некоторым это может показаться очевидным, но необходимо полностью закрытое ограждение для сдерживания тумана и брызг масла, равно как и использование системы пожаротушения (рис. 2).
Некоторым это может показаться очевидным, но необходимо полностью закрытое ограждение для сдерживания тумана и брызг масла, равно как и использование системы пожаротушения (рис. 2).
Наведение начального огня. При возгорании масла воздух нагревается и быстро расширяется, выталкиваясь за пределы ограждения машины. Чтобы этот перегретый воздух не представлял опасности для персонала в цехе, необходимо установить противовзрывные заслонки, обычно в верхней части машины, чтобы обеспечить безопасный выход расширения (рис. 3). Эти ворота не всегда могут быть необходимы, поэтому рекомендуется поговорить с установщиками системы пожаротушения и производителем машины, чтобы определить необходимость в них.
Тушение пожара. Абсолютно необходима система пожаротушения. Хотя это и не первая линия обороны, она убережет очень дорогое прецизионное шлифовальное оборудование от серьезных повреждений, не говоря уже об опасности для персонала и возможном повреждении здания.
Доступны несколько различных типов систем пожаротушения, таких как сухие химические вещества, пена и системы CO2. Они настоятельно рекомендуются, потому что они не загрязняют окружающую среду, а газ достигает каждого уголка и щели машины, включая любые кабельные каналы (Рисунок 4). В каждом конкретном случае следует проконсультироваться с проектировщиком пожаротушения.
Рис. 2: Закрытое ограждение
Полное предотвращение пожара и получение преимуществ. Ключом к получению явных преимуществ использования чистого масла в операциях по шлифовке является полное избегание огня. Некоторые из шагов, описанных ниже, предназначены не только для предотвращения возгорания, но и для предотвращения теплового повреждения деталей при одновременном увеличении скорости съема металла и срока службы круга. На самом деле, большинство из этих шагов могут принести пользу любой операции шлифования, даже при использовании охлаждающих жидкостей на водной основе.
1. Датчик расхода: Если поток охлаждающей жидкости уменьшается, риск возгорания и вероятность повреждения деталей фактически возрастает. Датчик расхода намного эффективнее датчика давления, потому что в случае закупорки поток уменьшится, а давление может и не уменьшиться.
Датчик расхода должен быть установлен в зоне, обеспечивающей правильный расход. Он должен быть установлен на прямой трубе на расстоянии от 15 до 30 диаметров трубы после любых колен или тройников. Отводы и тройники вызывают турбулентность потока, что влияет на измерение. Датчик расхода должен быть привязан к системе управления и вызывать состояние прерывания цикла, когда расход падает ниже разумного заданного значения, равного приблизительно 15-20%.
2. Манометр: Установите хороший манометр как можно ближе к форсунке. Между насосом и форсункой часто возникают перепады давления.
3. Контроль над программой: Это базовый навык, который нельзя игнорировать ни в одной операции, независимо от того, какой другой тип охлаждающей жидкости используется.
Перед началом любого шлифования проверьте программу, чтобы убедиться, что нет физического взаимодействия с деталями, приспособлениями, соплами охлаждающей жидкости и т.д.
Убедитесь, что требуемые скорости подачи, скорости круга/рабочей скорости и давления/расхода охлаждающей жидкости запрограммированы правильно.
Убедитесь, что в программе предусмотрены средства защиты, которые вызывают прерывание цикла, и помните, какие корректирующие действия выполняются при его срабатывании. Программа прерывания цикла должна запускаться при обнаружении столкновения колеса (скачок мощности во время быстрых перемещений). Он также должен срабатывать при падении расхода охлаждающей жидкости и, конечно же, при нажатии оператором кнопки прерывания цикла.
4. Сплошная струя охлаждающей жидкости: Проверьте, может ли сопло охлаждающей жидкости покрывать всю площадь контакта. Часто достаточно простого сопла, но в некоторых случаях необходимо специально разработанное сопло. Круглые сопла, как правило, более эффективны, чем прямоугольные, но прямоугольные сопла могут работать довольно хорошо, если они правильно спроектированы. Когерентная струя – это струя без воздуха, захваченного теплоносителем (рис. 5). Это достигается за счет:
Круглые сопла, как правило, более эффективны, чем прямоугольные, но прямоугольные сопла могут работать довольно хорошо, если они правильно спроектированы. Когерентная струя – это струя без воздуха, захваченного теплоносителем (рис. 5). Это достигается за счет:
- Форсунки охлаждающей жидкости с гладкой и сбалансированной внутренней геометрией.
- Избегайте слишком близкого расположения колен к соплу.
- Острые, чистые края на выходе сопла.
5. Нацеливание на струю: Нацельтесь на главную струю непосредственно перед зоной измельчения. Правильно направленная струя должна создать «петушиный хвост» на противоположной стороне колеса (рис. 6). Убедитесь, что охлаждающая жидкость поступает в зону шлифования и не перенаправляется приспособлениями или самой деталью.
Рис. 3. Взрывозащитные ворота внутри верхней части ограждения
6. Рампа СОЖ: При глубинном шлифовании используйте рампу СОЖ, чтобы направить СОЖ в зону шлифования на выходе из шлифования. Ожог во время операций глубинного шлифования часто происходит на выходе из-за того, что охлаждающая жидкость отклоняется деталью или приспособлением.
Ожог во время операций глубинного шлифования часто происходит на выходе из-за того, что охлаждающая жидкость отклоняется деталью или приспособлением.
7. Соотнесите скорость охлаждающей жидкости со скоростью круга: Воздушный барьер образуется, когда вращающийся шлифовальный круг перемещает воздух вокруг себя с той же скоростью. Этот воздушный барьер может быть усилен шероховатостью колеса. Охлаждающая жидкость, текущая с меньшей скоростью, отталкивается этой преградой. Соответствие скорости охлаждающей жидкости скорости круга позволяет охлаждающей жидкости проникать через воздушный барьер и доставлять охлаждающую жидкость в зону шлифования. Рассчитайте скорость колеса в поверхностных футах в минуту (SFPM) и рассчитайте давление охлаждающей жидкости, необходимое для соответствия скорости колеса в SFPM.
Скорость вращения колеса SFPM = RPM x (Pi12) x Внешний диаметр колеса
PSI = [Удельный вес охлаждающей жидкости x (SFPM2)] / 535,824 минеральное масло [натуральное]. Для воды рекомендуется 1.0.)
Для воды рекомендуется 1.0.)
8. Объем охлаждающей жидкости: Объем так же важен, как и давление, в любом типе применения охлаждающей жидкости. Для отвода тепла от любой операции шлифования требуется поток. Чем больше энергии потребляется, тем больше выделяется тепла. Узнайте, сколько энергии потребляет шпиндель во время заточки, используя измеритель мощности на приводе шпинделя. Используйте от 1,5 до 2,0 галлонов в минуту (GPM) на каждую лошадиную силу мощности измельчения. Если мощность шлифования неизвестна, используйте 25 галлонов в минуту на дюйм ширины контакта.
9. Размер выходного отверстия сопла: После того, как известны требуемые давление и расход, можно рассчитать правильный размер отверстия сопла. Ни одна форсунка или система охлаждающей жидкости не идеальна; поэтому используется коэффициент расхода (Cd). Коэффициент разряда регулирует размер апертуры так, чтобы громкость при правильной скорости и когерентности была ближе к теоретической. Используйте от 0,7 до 0,9 для Cd. Высокоэффективное сопло, подобное конструкции Роуза, будет использовать 0,9.
Используйте от 0,7 до 0,9 для Cd. Высокоэффективное сопло, подобное конструкции Роуза, будет использовать 0,9.
Площадь сопла (дюйм2) = [(190,25 × Расход GPM)/Скорость струи SFPM]/Cd
10. Объем бака охлаждающей жидкости: Любой охлаждающей жидкости требуется от 5 до 10 минут отстаивания, чтобы позволить воздуху выйти. Нефти требуется больше времени, чем воде, из-за ее более высокой вязкости, поэтому следует ориентироваться на 10 минут. Если весь бак с охлаждающей жидкостью проворачивается менее чем за пять минут, в охлаждающей жидкости наверняка останется воздух. Аэрированный хладагент не может эффективно перекачиваться и вызывает кавитацию в насосе. Кроме того, воздух отрицательно влияет на когерентность струи, не говоря уже о том, что воздух не является хорошим хладагентом (рис. 7).
11. Форсунка скруббера: Если шлифовальная стружка нагружает круг или стружка/искры следуют по периферии круга, можно установить форсунки скруббера. Давление подачи должно составлять от 600 до 1000 фунтов на квадратный дюйм и от 1 до 2 галлонов в минуту на дюйм ширины контакта. Форсунки скруббера не менее или даже более важны для охлаждающих жидкостей на водной основе, особенно при шлифовании нержавеющей стали, аэрокосмических сплавов или других труднообрабатываемых материалов.
Давление подачи должно составлять от 600 до 1000 фунтов на квадратный дюйм и от 1 до 2 галлонов в минуту на дюйм ширины контакта. Форсунки скруббера не менее или даже более важны для охлаждающих жидкостей на водной основе, особенно при шлифовании нержавеющей стали, аэрокосмических сплавов или других труднообрабатываемых материалов.
12. Давление охлаждающей жидкости: Не увеличивайте давление без необходимости, предполагая, что если немного хорошо, то много лучше. Давление следует повышать не более чем на 10–15 % расчетного. Чем выше давление, тем больше образуется тумана, что увеличивает вероятность возгорания.
Рис. 4: Система пожаротушения
13. Сборник тумана: Всегда используйте коллектор тумана при использовании масла. Опять же, масляный туман действует только как топливо для потенциального пожара. Если возможно, используйте улавливатель тумана для рециркуляции, чтобы уловитель мог работать в любое время без потери драгоценного масла. Не поддавайтесь искушению запускать коллектор тумана только в конце цикла. Кроме того, установите автоматические ворота, чтобы закрыть канал туманоуловителя при обнаружении пожара, чтобы предотвратить распространение огня на туманоуловитель (рис. 8 и 9).).
Не поддавайтесь искушению запускать коллектор тумана только в конце цикла. Кроме того, установите автоматические ворота, чтобы закрыть канал туманоуловителя при обнаружении пожара, чтобы предотвратить распространение огня на туманоуловитель (рис. 8 и 9).).
14. Искрогашение: Искры нежелательны при шлифовке с маслом, но при возникновении искр рекомендуется использовать гасящее сопло там, где искры выходят из зоны шлифования. Это должно быть при более низком давлении, чем у основного сопла, чтобы оно не прерывало поток через зону измельчения, но при этом имело достаточный поток для немедленного охлаждения искр.
Охлаждающая жидкость может иметь огромное влияние на срок службы круга, чистоту поверхности и время цикла, что делает первоначальные затраты и заботу о процессе, а также усилия по тушению пожара оправданными. Кроме того, срок службы масла намного больше, чем у охлаждающих жидкостей на водной основе (во многих случаях более 5-10 лет), благодаря чему первоначальные инвестиции окупаются в разумные сроки.