
Научиться дуговой сварке: Как научиться сваривать металл. Советы для начинающих. — интернет-магазин Евротек
Особенности сварочного процесса: как правильно варить сваркой
Екатерина
На сегодняшний день сварка является самым востребованным, простым и надежным способом соединения металлических деталей. Для этого необходимо обладать знаниями и практическими навыками, как пользоваться сваркой.Чтобы понять, как правильно варить сваркой, сначала необходимо пройти теоретическую часть, а потом приступить к вырабатыванию практических навыков. Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Содержание статьи
- Технологии электросварки
- Аппараты для сварки
- На что обратить внимание при выборе сварочного аппарата
- Технология сварочного процесса
- Практические советы от профессионалов
Прежде чем научиться сварочному делу, нужно понять суть работы сварочного аппарата. Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
В силу того, что сварочные работы своими руками просто незаменимы в строительстве, при ремонтных работах и просто в бытовых условиях для ремонта каких-либо железных деталей, необходимо запомнить, что их существует несколько технологий работы со сваркой:
- ручная дуговая технология, которая реализуется с помощью специальных проводников – электродов. Это небольшие отрезки металла, покрытые химическим напылением, благодаря которому создается электрическая дуга. Преимущество такого вида заключается в его простоте. Даже сварщик-новичок разберется, как научиться работать с таким аппаратом.
 Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами;
Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами; - полуавтоматическая техника сварки, которая производится аппаратом с использованием специального газа, создающего защиту для металла от окисления, которое происходит в результате соединения кислорода с расплавленным материалом. Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Специалисты рекомендуют всегда начинать с ручного агрегата, а когда вы научитесь самостоятельно делать правильные швы, тогда можно переходить на полуавтомат.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл.
 Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома. - Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами.
 Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях. - Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
На что обратить внимание при выборе сварочного аппарата
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал — +-20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата.
 Для производственных целях нужен профессиональный;
Для производственных целях нужен профессиональный; - ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.
Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.

Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
Практические советы от профессионалов
Чтобы быстрее научиться, как варить сваркой, профессионалы подготовили несколько советов для новичков, которыми желательно пользоваться для получения качественного результата своего труда:
- чтобы сварка своими руками получилась легко и быстро необходимо качественно подготовить детали, то есть очистить их от коррозии, грязи, пыли и масла. Тогда шов будет прочным и ровным;
- не стоит бояться экспериментировать. На начальных этапах обучения нужно перепробовать все возможные варианты ведения электрода, чтобы «набить руку»;
- чтобы не упускать сварочную дугу нужно стараться придерживаться одинакового зазора между концом проводника и деталью.
 Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм;
Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм; - нужно научиться отличать ванну от шлака. При первом прикосновении к металлу образуется красное пятно – это не ванна, это только плавящийся материал, который нанесен на электрод. После этого через пару секунд появится жидкое белое пятно – это уже сварочная ванна;
- сварочные работы своими руками стоит начинать с точечного шва, тогда проще будет научится вести ровную дорожку и не терять дугу;
- не стоит бояться неудач, чтобы понять, как сваривать металл, нужно много тренироваться, пробовать и экспериментировать. Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.
В подведении итогов, необходимо отметить, как научиться правильно варить детали может каждый желающий. Производить сварочные работы своими руками тоже сможет каждый. Для этого необходимо запастись оборудованием, дополнительными деталями и точно следовать инструкциям, не забывая о правилах безопасности.
Мы рассмотрели несколько аспектов, как научиться работать с нуля. Качественный агрегат, подготовленные детали и терпение мастера – это залог качественных швов и быстрой работы. Лучше тренировки начинать с ручной технологии, а потом переходить на полуавтоматический. Хотя настоящий сварщик справляется со всеми видами без проблем.
Похожие публикации
Сварка для начинающих: как научиться варить самостоятельно
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Содержание
- С чего начать — подготовительный этап
- Технология сварочного процесса
- Азы электродуговой сварки
- Особенности сваривания трубопровода
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать
В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом.
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные.
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело.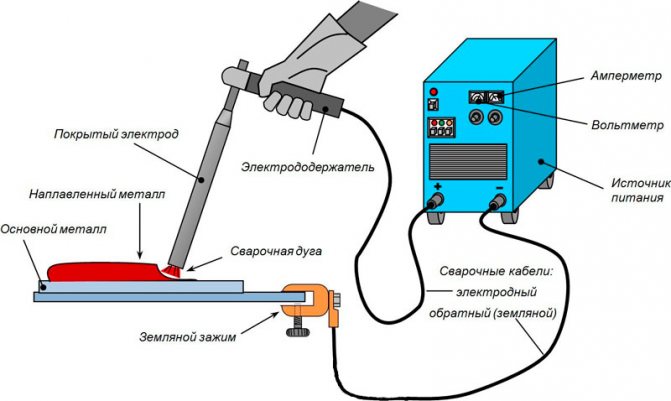 До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту.
 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.
Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное.
 В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку.
 Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Техника ручной дуговой сварки
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: sales@svarka41.
| Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
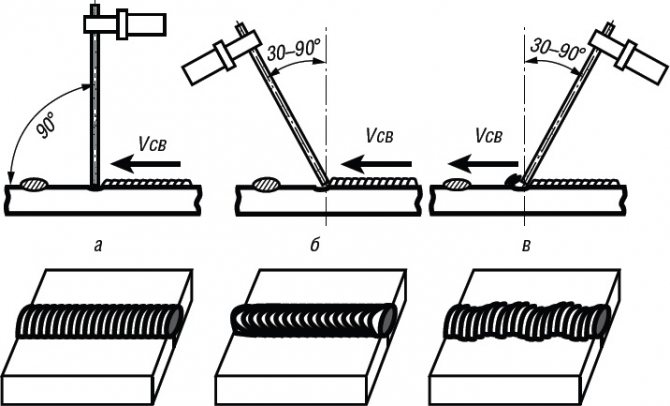
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|
 pro
pro Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.
Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.

 При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Так же она переносит металл с электрода в ванну.
Так же она переносит металл с электрода в ванну. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Подрез- это пустое место, канавка на краю шва, ниже уровня металла. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
 Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
 После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.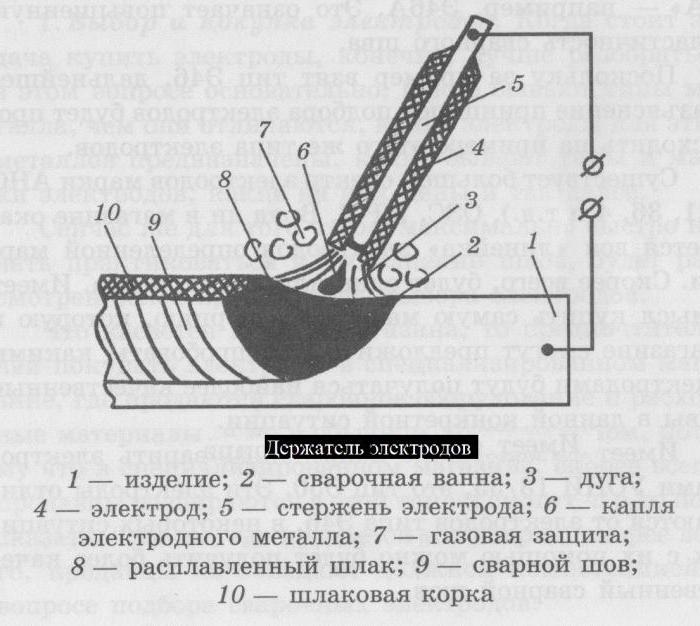 Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.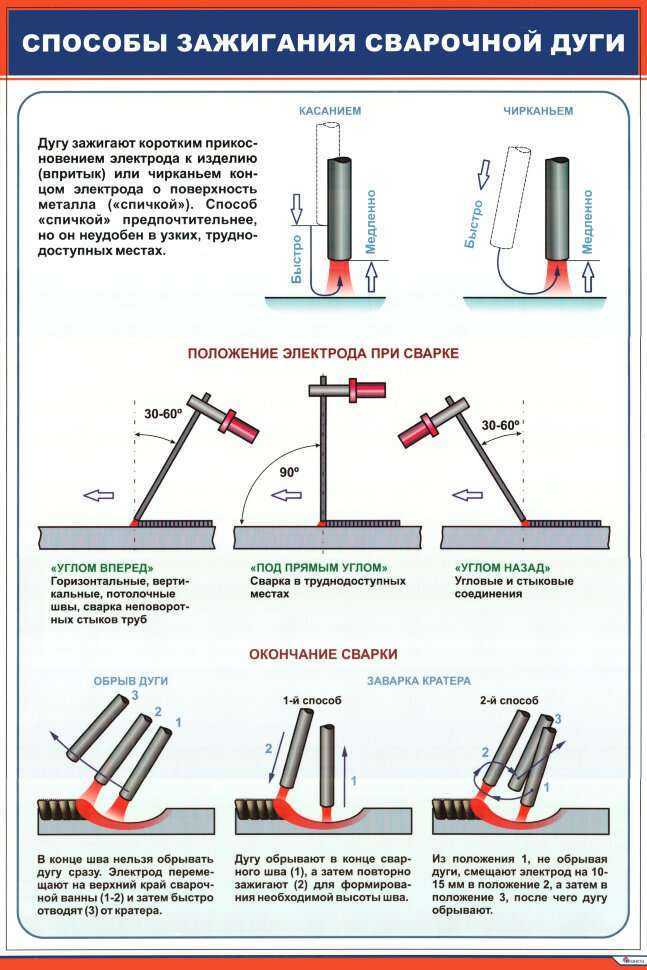

 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва
10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва азы, технология, выбор тока, техника ручной дуговой сварки
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.

Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.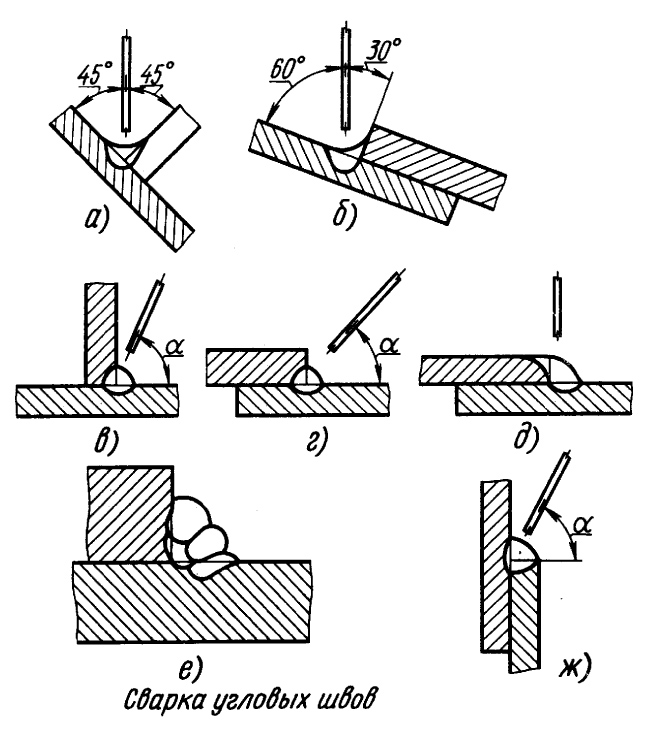
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см – прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.

- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
инструкция, подготовка и советы – Всё для сварки
Содержание
- Предварительная подготовка
- Полярность. Как подключать кабели массы и электрода
- Процесс образования шва
- Экипировка и рабочее место
- Как работать сварочным инвертором
- Как правильно варить инвертором для получения ровного шва
- Советы начинающим
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
- Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
- Экономичен при расходе электроэнергии.
 Имеет КПД в районе 90%.
Имеет КПД в районе 90%. - Небольшой вес аппарата.
- Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
- Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
- При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
- переключатель, отвечающий за включение и выключение инвертора;
- поворотная ручка для регулирования напряжения и силы тока;
- индикатор, показывающий наличие питания;
- индикатор, информирующий о перегреве аппарата;
- разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
- Кабель массы.
 На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку. - Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
- Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
- Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
- Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве.
 Такой костюм не загорится при попадании на него искр.
Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
| Диаметр электрода, мм | Толщина металла, мм | Сварной ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
Для этого:
- зачищаем металл;
- обезжириваем;
- если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
- Включаем инвертор в розетку;
- Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
- Выбираем электрод по той же таблице.
- Подключаем кабели массы и электрода в зависимости от толщины деталей.
- Разжигаем дугу.
Для этого есть два способа:
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.

- постукивать по поверхности металла.
- чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
- Отводим электрод на некоторое расстояние и начинаем варить.
- Убираем шлак со шва.
Как правильно варить инвертором для получения ровного шва
- угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
- контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
- Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
- Старайтесь всегда видеть шов во время сварки.
- Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
- Не оставляйте шлак на сварном шве.
 Это может привести к коррозии.
Это может привести к коррозии. - Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
- Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
- В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
- Периодически чистить инвертор от металлической пыли.
азы, технология, выбор тока, техника ручной дуговой сварки
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
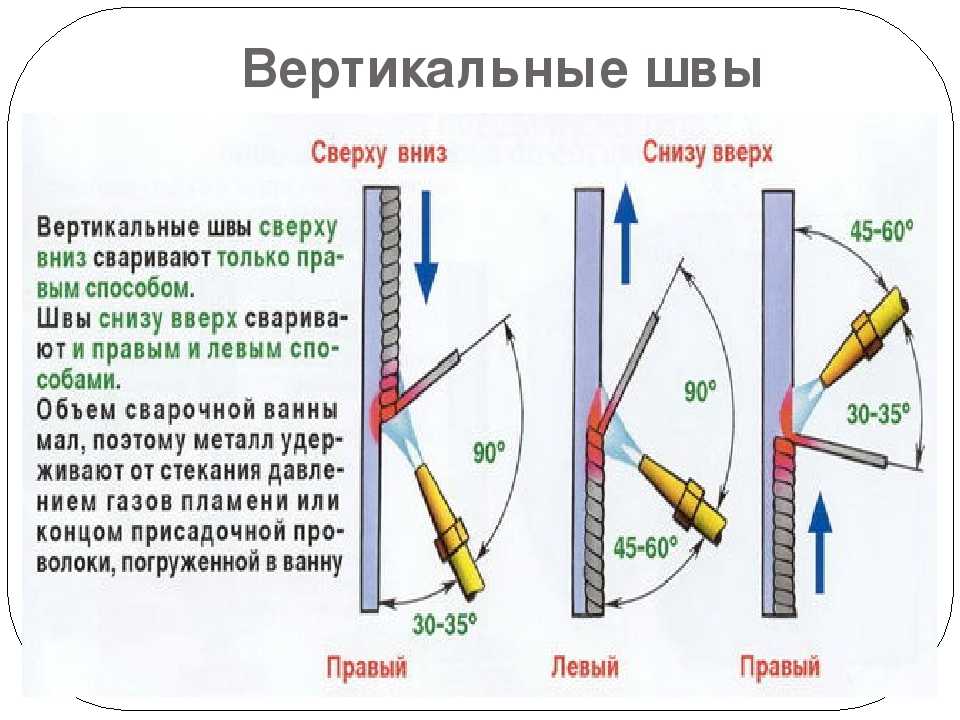
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Как варить электродом: от простого к сложному
Итак, для того, чтобы научиться варить потребуется сварочный аппарат инверторного типа. Не будем вдаваться в преимущества инверторов. Достаточно лишь сказать одно: они небольших размеров и не так требовательны к электросети. При сварке инверторным аппаратом вы можете не переживать что «посадите» электросеть или что возникнут какие-то проблемы в данном плане.
Достаточно лишь сказать одно: они небольших размеров и не так требовательны к электросети. При сварке инверторным аппаратом вы можете не переживать что «посадите» электросеть или что возникнут какие-то проблемы в данном плане.
Второе что понадобится, это маска сварщика. Лучше всего учиться варить в автоматической маске. Достаточно купить самую дешевую маску Хамелеон, чтобы раз или два выбраться на дачу для сварки. Такой маски вполне хватит, чтобы надежно защитить ваши глаза от вредного воздействия ультрафиолетовых лучей.
Ну и, конечно же, электроды. Лучше покупать рутиловые электроды, но можно учиться варить электросваркой и электродами с основным покрытием. Просто рутиловые электроды не такие требовательные к подготовке металла, да и разжигаются они намного проще, чем например УОНИ.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания. Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Чего нельзя делать при сварке
Начну, пожалуй, с самого опасного, это поражение током. Сварочный аппарат имеет несколько значений напряжения: это сетевое напряжение в 220 вольт, и напряжение холостого хода которое он выдаёт. Оно порядка 60-80 Вольт. Наибольшую опасность несёт, конечно же, сетевое напряжение, но и холостое напряжение, также может ударить током.
Поэтому при сварке нельзя одновременно браться руками за электрод и массу. Нельзя дотрагиваться до корпуса сварочного аппарата, нельзя варить в мокрую погоду, и, тем более, под дождём. Если и осуществлять сварку в сырую погоду, то только в герметичной обуви и при заземлённом сварочном аппарате.
Ультрафиолет и опасные испарения
Особую опасность сварка несёт и для глаз сварщика, а также для органов дыхания. Нельзя смотреть на сварку без специальной маски со светофильтром, недопустимо варить в таком помещении, которое не имеет достаточно вентиляции. Если сварка осуществляется в закрытой емкости, например, в цистерне, то варить нужно только в респираторе.
Яркость сварочной дуги в десять тысяч раз превышает допустимое значение для глаз человека. Со временем, если часто смотреть на сварку без маски, начнёт падать зрение. Однако, как показывает статистика, подобное со сварщиками встречается довольно редко, поскольку они варят с использованием сварочных масок.
Высокие температуры
Посредством сварочной дуги, а это температура свыше 3000 градусов, металл начинает плавиться. Но даже когда дуга погасла, он все еще долгое время остается очень горячим. Поэтому первое, что нужно запомнить заключается в том, что нельзя сразу же хвататься за сваренную заготовку.
После того, как сварка завершена, нужно дать металлу остыть или же принудительно произвести его охлаждение. Отбивать шлак нужно только в маске, поскольку окалина может легко отлететь в глаз и принести тем самым увечья. Осуществлять сварку всегда нужно только в специальной одежде, которая не горит и смогла бы закрывать открытые части тела сварщика.
Сварочный ток и нагрузка
Несмотря на то, что инвертор не так сильно нагружает сеть, потребляет он все равно прилично. Чем больше сила тока, тем большая нагрузка приходится на электросеть. Вот почему нельзя использовать для сварки непредназначенные для этих целей удлинители.
Какие параметры к сварочному удлинителю должны быть? Во-первых, это длина, не более 30 метров. Во-вторых, сечение жил кабеля, оно должно составлять не менее 2,5 мм². В противном случае удлинитель будет сильно греться, а сварочный ток падать пропорционально длине удлинителя.
Во-вторых, сечение жил кабеля, оно должно составлять не менее 2,5 мм². В противном случае удлинитель будет сильно греться, а сварочный ток падать пропорционально длине удлинителя.
Общая информация
Что такое электродуговая сварка? На картинке ниже вы можете видеть наглядную схему. По сути, ключевой элемент — электрическая дуга. Она образуется следующим образом: необходим источник, способный выдавать большое значение тока при относительно небольшом напряжении. Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.
В данном случае энергия электрического тока преобразовывается в тепловую энергию, за счет чего металл плавится, и сварщик может сформировать шов. Благодаря этой особенности температура нагрева может достигать нескольких тысяч градусов по Цельсию. Этой температуры достаточно для работы практически со всеми известными металлами. Отсюда такая универсальность электродуговой сварки.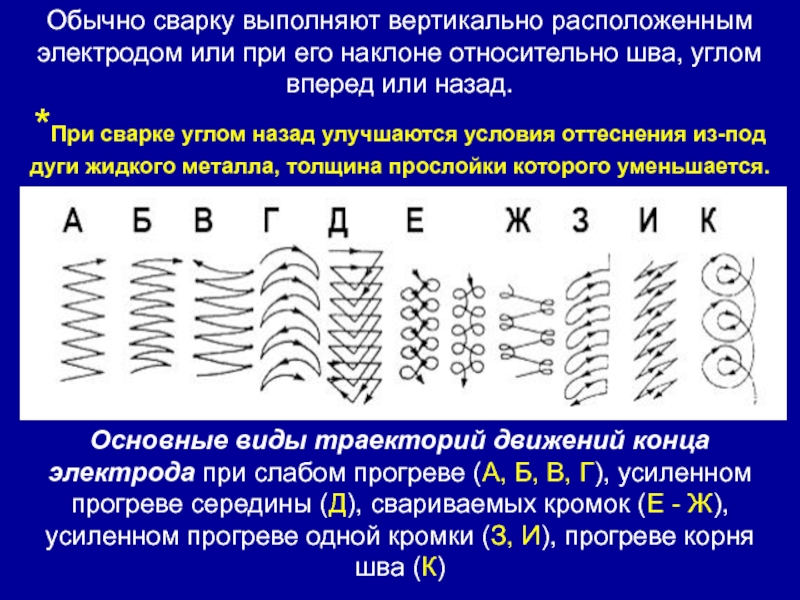
Технология электродуговой сварки заключается в том, что помимо металла под действием высокой температуры также плавится электрод. В ходе этого процесса образуется сварочная ванна или сварочная зона. Здесь протекают все основные сварочные процессы: металл взаимодействует с электродом, образуется шлак и так далее.
Как мы упоминали выше, электродуговая сварка металлов выполняется с помощью электродов (их также называются стержнями). Электроды могут быть плавящимися и неплавящимися. Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.
Присадочная проволока продается в бобинах, которые заправляются в специальный механизм подачи. Также проволоку можно подать в сварочную зону вручную. Она необходима для полноценного формирования сварочного шва.
У электродуговой сварки есть один существенный недостаток — дуга горит нестабильно и требует большого внимания при работе с ней. Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Мы говорим про окисление шва. Дело в том, что шов, взаимодействуя с кислородом, активно окисляется и теряет свои положительные свойства. Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Электродуговая сварка с применением защитных газов требует использования особых сварочных аппаратов, которые оснащены системой подачи газа. У вас не получится сварить металл с газом, если вы решили выполнить работу с помощью бюджетного компактного инвертора. Так что заранее определитесь, какой сварочный аппарат вам нужен.
В работе можно использовать и переменный, и постоянный ток. Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.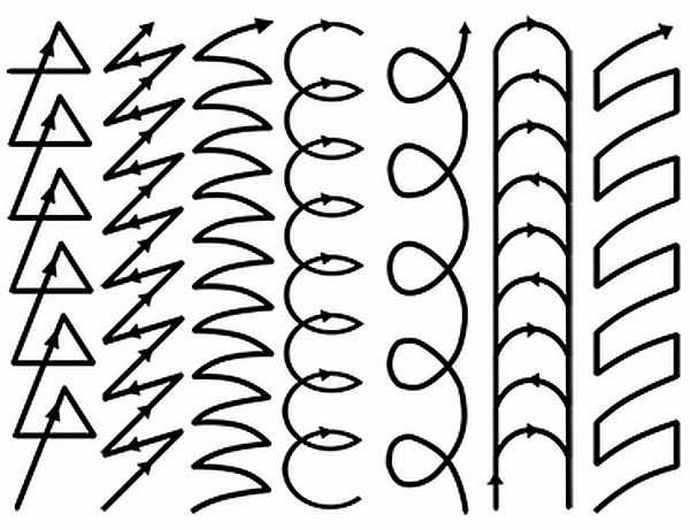
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла.
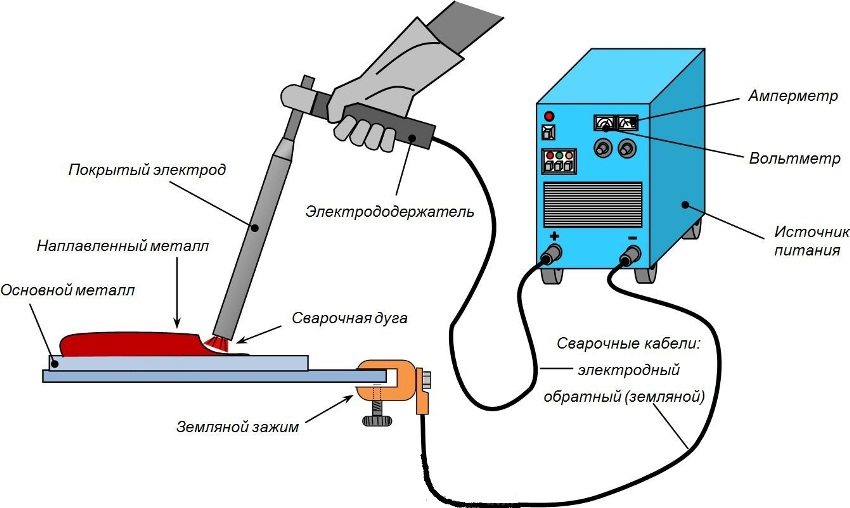 При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса. - Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока.
 Ниточный валик – это самый настоящий узкий сварной шов.
Ниточный валик – это самый настоящий узкий сварной шов. - Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители.
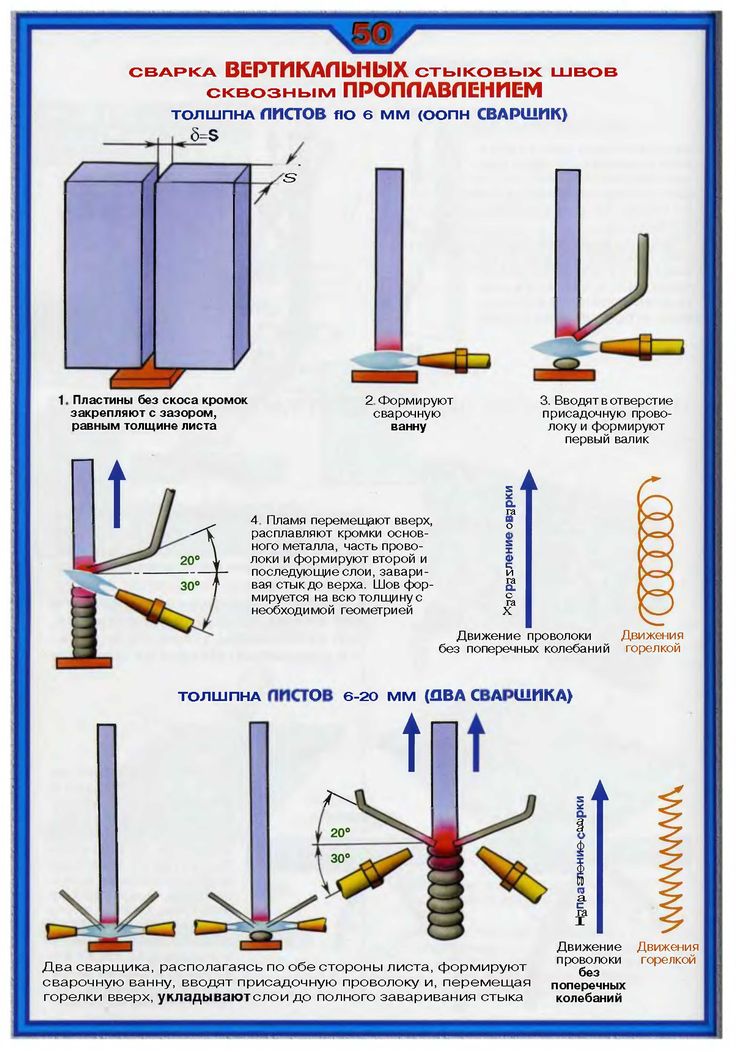 Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги; - инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты.
 Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу; - защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
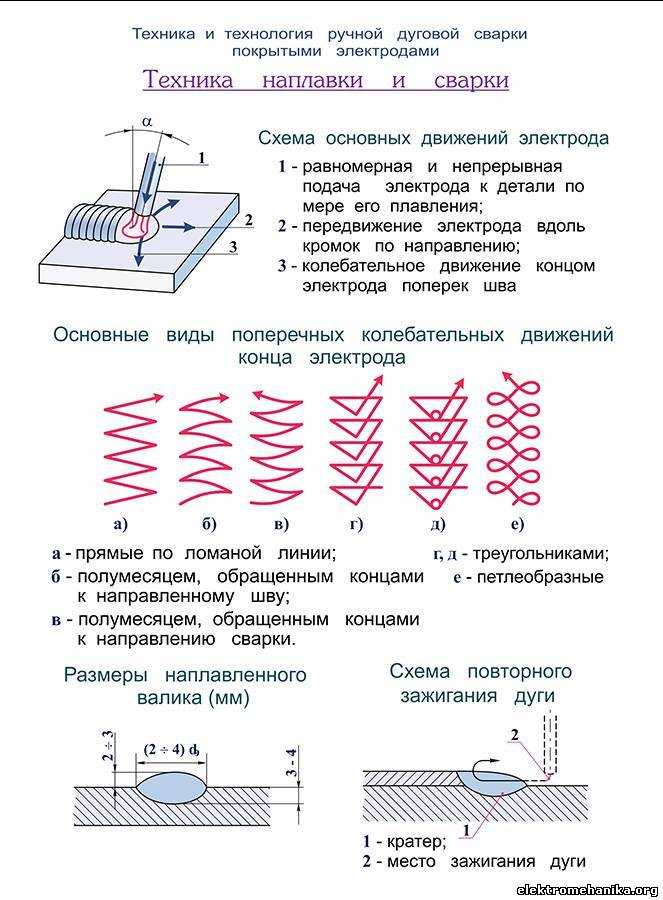
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
При аргоновой сварке полярность меняют.
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 30 до 60. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
Наклон сварки
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками;
скорость движения определяет на какую глубину будет проплавляться металл;
формирование шва необходимо тщательно контролировать в процессе работы;
важно не допускать приближение электрода к поверхности элемента ближе 2 мм;
перемещение следует осуществлять только после формирования ванны.
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно
Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором для начинающих, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретный состав металла.
Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и варить их электродами, к примеру ОК-46 или УОНИИ 13/55, диаметром 3 –4 мм.
Электроды УОНИИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения: прямая полярность (масса +, рукоять -) и обратная полярность (масса -, рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали.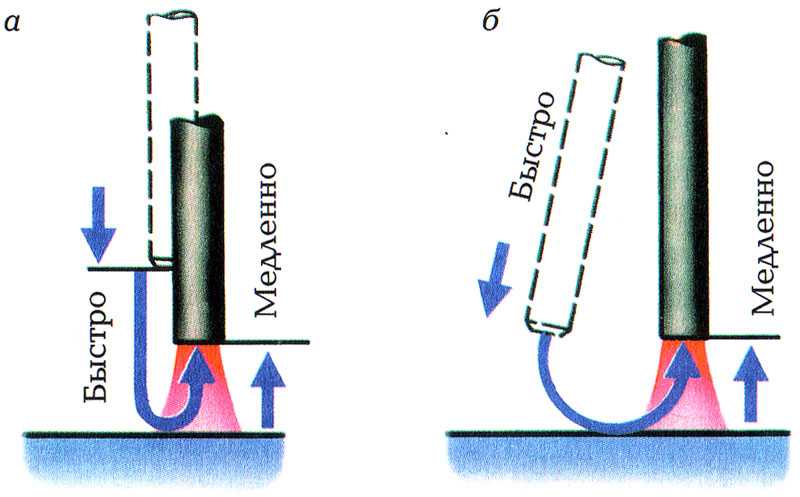 В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Академия Арк
Свиток
Arc Academy — это школа сварки/производства и производственное пространство. Нет сертификатов. Опыт работы не требуется. Мы передаем знания, доступ и оборудование в ваши руки.
Классы
MIG — Start здесь
$ 115 — MIG 1
$ 115 — MIG 2
$ 195 — MIG 1 и 2 Bundle (Save 15%)
$ 195 — MIG 1 & 2. в сварке
TIG
$ 135 — TIG 1
$ 135 — TIG 2
$ 230 — TIG 1 & 2 Bundle (Save 15%)
$ 125 — St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. St. Stt. — Flux Core
$ 220 — Пакет Flux (Save 15%)
Forge — Blacksmith
$ 175 — Intro to Browge
$ 175 — промежуточный Forge
$ 295 — Начобросовестная связка.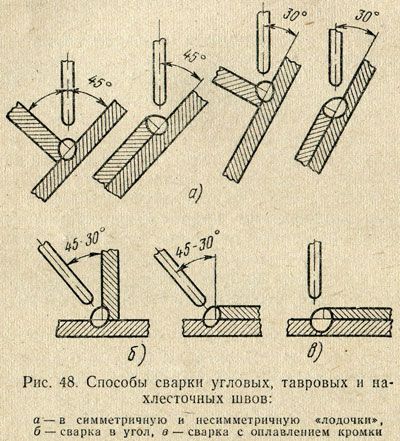 Курсы
Курсы
$ 350 — FAB 105 — Спорноепроизводство (MIG 1 и 2 обязаны взять FAB 105)
Участники
Сейчас только 90 долларов в месяц — Unledimited Ежемесячный доступ
$ 20/HR — Open Shop*
.
*должны пройти курсы MIG 1 и 2 или пройти контроль сварки.
Предоплата за занятия
Предварительная покупка занятий для себя или для семьи и друзей.
Подарочные карты
Купите подарочную карту Arc Academy для семьи и друзей, чтобы использовать ее для занятий или открытия магазинов в Arc Academy.
КУПИ СЕЙЧАС
mig 1
На этом занятии вы изучите основы процесса электродуговой сварки. После получения базовых знаний о сварке металлов в среде инертного газа вы будете резать, шлифовать и изучать основные методы сварки.
mig 2
MIG 2 продолжает разрабатывать методы сварки для всех основных сварных соединений, уделяя особое внимание угловым швам.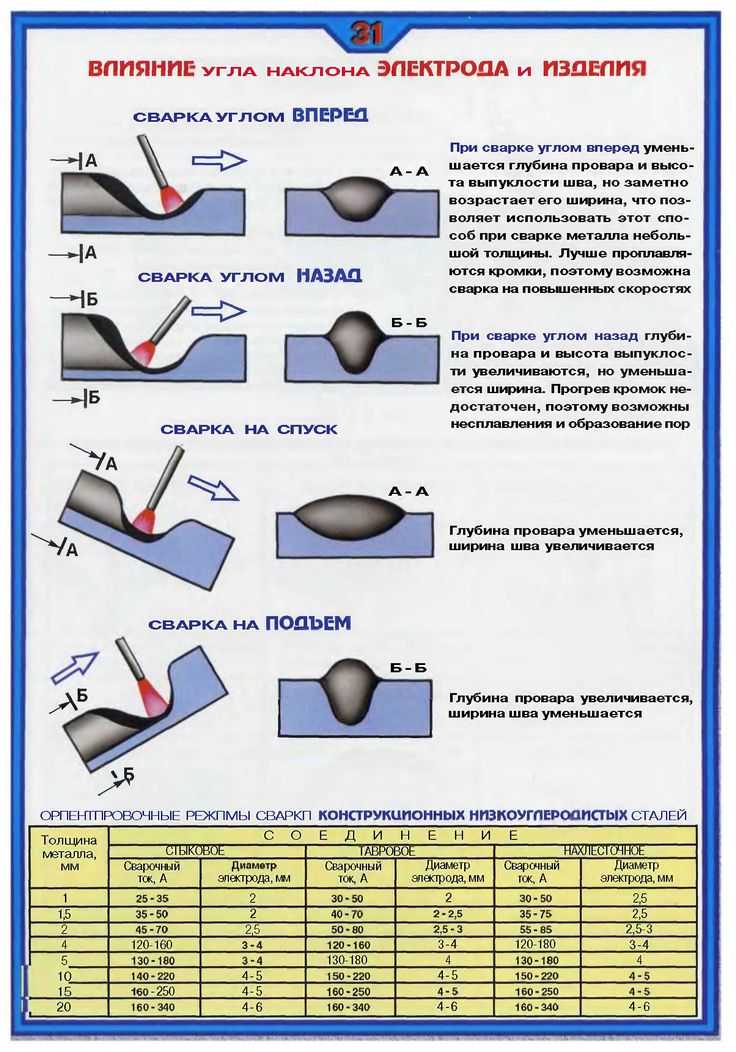 Кроме того, вы научитесь резать плазменной горелкой и подготавливать металл к сварке.
Кроме того, вы научитесь резать плазменной горелкой и подготавливать металл к сварке.
mig 3
MIG3 предназначен для сварки MIG с помощью шпульного пистолета для нержавеющей стали и алюминия. Класс будет состоять из разделения времени на двух машинах для каждого материала.
Сварка для женщин
(только для женщин)
Это пятичасовой курс с получасовым перерывом, эквивалентный курсам MIG 1 и 2
(MIG 1 является обязательным условием для занятий TIG)
tig 1
изучите основы сварки вольфрамовым электродом в среде инертного газа (TIG). Развитие самостоятельности конечностей и контроля над факелом. Лучшее понимание элементов сварки, чтобы контролировать их при перемещении через зону сварки с помощью горелки TIG.
saw (стержень)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), неофициально известная как дуговая сварка, представляет собой процесс ручной дуговой сварки , в котором используется расходуемый электрод, покрытый флюсом, для прокладки сварного шва.
arc forge
Forge 1 — Введение в кузнечное дело
Этот курс знакомит учащихся с основами ковки. Он охватывает историю, терминологию и функциональность кузнечного дела. Студенты будут использовать традиционные методы с наковальней, огнем, щипцами и молотком, чтобы создать функциональный предмет, который можно взять домой.
Учить больше
tig 2
Вы слышали о «стопке десяти центов»? Это произошло при сварке TIG. На этом курсе вы узнаете, как определить хороший сварной шов TIG и разработать технику управления дугой.
Flux Core
Сварка с подачей проволоки аналогична сварке MIG, но вместо защитного газа используется флюс, аналогичный сварке электродом. Отличный процесс для наружного использования. Класс будет сосредоточен на плоских и горизонтальных положениях и четырех основных сварных соединениях.
Кузница 2 — Кузнечное дело среднего уровня
Средний уровень будет направлен на дальнейшее развитие навыков в тонкостенной заточке; расстраивающий; растекание/уплощение; тарелка; разработка горячей резки/штамповки.
TIG 3 — скоро
Мы сосредоточимся на сварке нержавеющей стали и алюминия, а также на положениях сварки и соединениях, которые вы изучили в TIG 1 и 2
Индивидуальное занятие — один на один
Занятия один на один стоят 500 долларов США за три часа. Индивидуальные занятия фокусируются на том, что человек хотел бы. Любая комбинация сварки MIG, Stick или TIG. Это также включает в себя различные положения сварки, разные материалы, сплавы, настройку станков (студенты могут принести станки). Мы подберем класс под ваши нужды.
Пожалуйста, позвоните или напишите нам, чтобы запланировать частные уроки.
[email protected]
312.912.8622
Частные групповые занятия
Индивидуальные групповые занятия стоят 700 долларов США за три часа для групп до четырех человек. Каждый дополнительный час — 100 долларов, каждый дополнительный человек — 100 долларов. (Пример: пять часов для шести человек — 1 дополнительный час 100 долларов США, 2 дополнительных часа 200 долларов США — 700+100+200=1000 долларов США)
Групповые занятия могут быть, но не ограничиваются базовыми MIG, Stick или TIG. Классы основаны на наших установленных классах и будут считаться эквивалентными статусу членства.
Классы основаны на наших установленных классах и будут считаться эквивалентными статусу членства.
Индивидуальные занятия по кузнечному делу стоят 275 долларов США на человека для группы до четырех человек в течение трех часов.
Пожалуйста, позвоните или напишите нам, чтобы запланировать частные уроки.
[электронная почта защищена]
312.912.8622
Fab 105 —
Этот курс включает три занятия, каждое из которых длится три часа. Это расширение MIG 1 и 2, и оно доступно только тем, кто закончил эти два класса.
вызов сварщика!!!
Куб —
Сварка | Alamo Colleges
Что такое программа по сварке?
Базовая сварка — Учащиеся изучат теорию и введение в процессы дуговой сварки в среде защитного газа (SMAW). Введение в сварку — Благодаря практическому подходу этот курс AWS «Основы сварки» предоставляет вам всесторонний обзор основных принципов сварки. Вы изучите основы науки и практическое применение наиболее часто используемых процессов сварки, а также другие важные темы. В конце курса вы поймете основы оборудования, используемого для кислородно-топливной сварки, сварки MIG, сварки TIG и дуговой сварки, включая безопасность сварки и резки, базовую газокислородную сварку и резку, основные процессы дуговой сварки и основы металлургии. Advanced Shielded Metal ARC Welding — Учащиеся изучат теорию процессов дуговой сварки в среде защитного газа (SMAW) и изучат дополнительные темы на основе принятых правил сварки. К концу этого курса вы будете обучены работе с различными электродами в процессах дуговой сварки защищенным металлом с открытыми V-образными пазами во всех положениях. Advanced MIG Welding — Учащиеся изучат передовые концепции дуговой сварки флюсовой проволокой конструкционных и сборных стальных изделий. Развивайте свои навыки в многопроходной сварке угловых и V-образных канавок. К концу курса вы будете знать, как выбирать и правильно использовать оборудование GMAW, а также определять и описывать защитные газы, типы металлов и перенос металла, а также выбирать электродную проволоку при использовании правильных процедур сварки GMAW Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — Выведите свои навыки сварки на новый уровень. Улучшите свои навыки сварки алюминия в этом GTAW для курса сварки алюминия. Совершенствуйте свои навыки, изучая безопасные сварочные упражнения, включая Т-образные и нахлесточные соединения. В этом классе представлены практические упражнения с использованием методов дуговой сварки вольфрамовым электродом в среде защитного газа. Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — Учащиеся изучают углубленную дуговую сварку вольфрамовым электродом и изучают сварку в различных положениях как черных, так и цветных металлов. Сварка труб — Учащиеся изучат принципы и методы дуговой сварки защищенным металлом, используемые сегодня в отрасли сварки труб. Практикуйтесь и получайте практический опыт сварки стальных труб и стальных листов в соответствии с приемлемыми стандартами Американского общества сварщиков. Вы также приобретете навыки работы, такие как математика, общение и деловая этика. Компоновка и изготовление — Сделайте следующий шаг в своей области, развивая свои навыки с помощью этого продолжающегося курса промежуточной компоновки и изготовления. Вы познакомитесь с производством и изготовлением инструментов и процессов компоновки, включая коды сварки, выбор стержня, чтение основных чертежей, расчет размеров и завершение компоновки. |
 Особое внимание уделяется навыкам сварочного процесса и выбора материалов и оборудования.
Особое внимание уделяется навыкам сварочного процесса и выбора материалов и оборудования.Курсы
|
|
Информация о программе
Временное обязательство80 часов контакта 8-недельный тренинг | СертификацияСертификат об окончании (Аламо) | Перспективы карьерыУзнайте больше на веб-сайте Alamo Colleges Career Coach |
Требования программы
Снаряжение: средства индивидуальной защиты, такие как защитные очки, беруши, рубашка с длинным рукавом и брюки, перчатки, ботинки
Владение английским языком (навыки чтения, письма и разговорной речи)
You are at возраст не менее восемнадцати (18) лет
Средняя школа
Стоимость обучения
Начальная сварка — 578 долл. США
Введение в сварку — 1246 долл. США
Продвинутая дуговая сварка — 1261 долл. США
Advanced MIG Welding — $1,261
Advanced Pipe Welding — $1,261
Advanced Structural Welding — $1,261
Advanced TIG Aluminum Welding — $1,261
Advanced TIG Stainless Welding — $1,261
Effective Sept 1, 2022 — Dec 31, 2022
Financial Ресурсы помощи
ТПЭГ | WIOA | Готов к работе |
Корпоративные учебные ресурсы
Корпоративный колледж
Контактная информация
7Уровень 2 CE Телефон: 210-212-5266 (вариант 4) | Менеджер программыАльфред Ландерос Телефон: 210-486-7082 | Дополнительная информацияЕсли вам нужна помощь с информацией о программе или с регистрацией, напишите нам по адресу [email protected], и наши сотрудники CE свяжутся с вами. Спасибо. |
Сварка электродом [SMAW] — Основные советы, электроды и преимущества
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка электродом по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.
Многие думают, что он устарел, но это далеко не так. Он по-прежнему используется сегодня для многих целей, так как он производит качественные сварные швы и дает отличные результаты.
Сварка стержнем впервые была представлена в 1920-х годах с появлением первого электрода с флюсовым покрытием. Сегодня он используется для сварки мостов, в строительстве трубопроводов, для ремонта и т. д.
Но давайте разберем подробнее и определим, как клеить шов.
Быстрая навигация
- Что такое электродуговая сварка защитным металлом [SMAW] или, сокращенно, сварка электродом?
- Как работает сварка электродами?
- Сварка электродом на переменном или постоянном токе?
- DCEP или DCEN?
- Материалы и применение
- Преимущества сварки электродом
- Недостатки сварки электродом
- Сварочный аппарат и оборудование для электрода
- Сколько стоит сварочное оборудование?
- Сколько мощности или силы тока мне нужно для сварочного аппарата?
- Оборудование для обеспечения безопасности
- Инструменты для удаления шлака
- Выбор электрода
- Как выполнить первую сварку электродом?
- Подготовка сварочной детали
- Настройка тока
- Запуск дуги
- Угол перемещения
- Скорость перемещения
- Манипуляции с электродом
- Часто задаваемые вопросы [FAQ]
- Трудно ли приклеить сварной шов?
- Можно ли держать палку при сварке электродом?
- Что такое хороший сварочный электрод общего назначения?
- Вы толкаете или тянете сварочным аппаратом?
- Что вызывает прилипание сварочного стержня?
- Заключение
- Ресурсы:
Что такое дуговая сварка защитным металлом [SMAW] или, сокращенно, электродуговая сварка?
Сварка стержнем — это сленговый термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой в среде защитного металла. Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Сварка стержнем использует электричество для расплавления стержня присадочного металла или электрода, как его правильно называют. И металлическое соединение, и электрод расплавляются одновременно и сплавляются вместе. Стык одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса.(1) Флюс плавится под действием тепла и служит защитой сварочной ванны от загрязнения атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх наплавленного валика. Эту заготовку необходимо удалить, и сварщики обычно счищают ее или откалывают после завершения сварки.
Как работает сварка электродами?
Сварка электродом осуществляется так, что ток проходит от источника питания через электрододержатель и заземляющий зажим и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали.
Как варить с помощью сварочного аппарата?
Первое, что должен сделать сварщик, это подключить электрододержатель и заземляющий зажим к источнику питания, соблюдая необходимую полярность.
Полярность зависит от используемого электрода. Следующий шаг включает в себя подключение зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель палочки и запуск сварочной дуги.
Запустить электродуговую сварку на самом деле очень просто. Нужно зажечь его так же, как спичку, и слегка приподнять, и прут загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000°F в точке контакта. Покрытие начнет плавиться и будет создан экран, защищающий рабочую зону от кислородного загрязнения.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Именно отсюда происходит технический термин дуговая сварка защитным металлом (SMAW). Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Сварка электродом на переменном или постоянном токе?
Электропитание сварочного аппарата может быть переменным, постоянным или обоими , это зависит от типа используемого аппарата. Сварочные аппараты постоянного тока являются предпочтительным выбором среди современных сварщиков, поскольку они обеспечивают более ровную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).
Выбор между ними поможет вам работать с разными типами металла. При сварке на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду.
При каждом переключении дуга гаснет и снова зажигается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги. Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях повышает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для сварки электродом для DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один с маркировкой «+», а другой с маркировкой «-». Вы подключите держатель палки и заземляющий зажим туда. То, как вы подключаете свое оборудование, также определяет выбор между положительным и отрицательным электродом.
Таким образом, подсоединение держателя электрода к положительному разъему, а зажима к отрицательному будет означать, что вы выполняете сварку положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
Настройка DCEP означает, что ваш электрод будет заряжен положительно, а сварочная деталь заряжена отрицательно. Поскольку электричество всегда движется от отрицательного к положительному, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проникновению в свариваемую деталь.
DCENНастройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь будет заряжена положительно. В этом случае ток течет от электрода к свариваемой детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, в результате получается меньшее проникновение и меньший нагрев металла, с которым вы работаете.
Материалы и применение
Дуговая сварка металлическим электродом в среде защитного газа является популярным методом ремонта и технического обслуживания благодаря своей универсальности и простоте использования. Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в среде защитного металла для низкокачественной и высококачественной стали, углеродистой стали, нержавеющей стали, ковкого чугуна и чугуна. Но это не совсем применимо для цветных материалов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки стержнем
Согласно основам сварки стержнем, этот метод имеет множество преимуществ.
К ним относятся:
- Работы на открытом воздухе : Сварка электродом идеально подходит для любых работ на открытом воздухе, так как работа с газом неудобна в ветреную погоду.
- Простота в освоении : Ручная сварка для начинающих проста в освоении, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.

- Легкая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : С помощью Stick можно сваривать различные материалы, и это оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко носить с собой и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки электродуговой сварки
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
- Образуется намного больше брызг и шлака.
- Не очень удобно использовать для некоторых тонких металлов.
- Для этого требуется больше навыков, чем для MIG, так как электрод для сварки необходимо держать на определенной длине от металла, чтобы он не сгорел.
- Сварка электродами не обеспечивает такого же качества, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, поскольку они позволяют использовать только короткие электроды.
- Сварка электродами занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для сварки стержнем
Сварка стержнем считается самым легким и простым процессом сварки. Оборудование, которое он использует, и его настройка могут быть выполнены довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), заземляющего зажима и сварочных электродов, которые представляют собой стержни, используемые для сварки.
Сколько стоит сварочное оборудование?
Как и в случае с другими машинами, цена оборудования для сварки стержнем может варьироваться. Все зависит от того, для чего вы планируете его использовать и вашего бюджета. Для основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Если вы планируете больше заниматься сваркой, вам следует ориентироваться на известную марку. Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, более дешевый вариант подойдет для некоторых нерегулярных работ.
Сколько мощности или силы тока мне нужно для сварочного аппарата?
Вообще говоря, при достаточном навыке человек сможет сварить почти что угодно с помощью Stick на 150 ампер. Кроме того, вы также можете сделать несколько проходов, чтобы сделать сварной шов таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше проходов вам понадобится.
Нет ничего плохого в использовании нескольких проходов, но для этого требуются определенные навыки. Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Но учтите, что данное число не является окончательным, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов. Размер сварочного стержня (диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какой ток указал производитель.
Оборудование для обеспечения безопасности
Некоторые очень серьезные насадки для сварки электродом поставляются с оборудованием для обеспечения безопасности, которое необходимо использовать. Защита является одним из наиболее важных аспектов этого вида работ. Если относиться к этому легкомысленно, это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающей среды и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с длинными рукавами защищают вас от УФ-излучения, искр, осколков шлака и металлических брызг повсюду. Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Безопасность сварки требует, чтобы, если вы работаете в помещении, вы должны убедиться, что помещение проветривается из-за образующихся опасных паров. Но сварка снаружи требует от вас только наблюдения за окружающей обстановкой.
Инструменты для удаления шлака
В процессе дуговой сварки образуется много шлака. Важно понимать, что зачистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, очистив сварной шов основного металла проволочной щеткой. Последние штрихи, сделанные с помощью проволочной щетки, гарантируют, что сварной шов также будет эстетически привлекательным.
Выбор электрода
Выбор сварочного электрода является важной частью электродуговой сварки. Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и что она означает. Объяснение сварочных стержней говорит вам, что раньше для маркировки электродов использовались буквы.
Буква «Е» просто означала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые две цифры отражают прочность сварочного присадочного металла. Таким образом, сварка палочкой 7018 означает, что она имеет предел прочности на растяжение 70 000 фунтов на квадратный дюйм.
- Третье число в последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в горизонтальном положении.
- Четвертая цифра отражает флюсовое покрытие электрода и ток, для которого может использоваться стержень. На самом деле покрытия могут состоять из ряда различных соединений. Основными из них являются рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают красивый внешний вид сварных швов. Однако создаваемые сварные швы имеют высокое содержание водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как основные или электроды с низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или шероховатые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги, чтобы предотвратить растрескивание. Электроды с железным порошком заполняют сварной шов в два раза быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол движения и время остановки. Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Вы можете увидеть таблицу стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Тип тока |
|---|---|---|
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Высокое содержание титана и калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Низководородный калий | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 9 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Большинство людей используют один из трех стандартных электродов. E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все правильно установить, пришло время уложить первый электродный сварной шов. Самое главное, что нужно проверить перед тем, как зажечь дугу, это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка стержнем требует большого количества навыков, а кривая обучения различна, перед началом работы вам также следует потренироваться. Сварите кусок металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обратить внимание при сварке электродом, поэтому обязательно следите за длиной дуги, настройками тока, манипулированием электродом, углом наклона электрода и скоростью перемещения.
Подготовьте сварочную деталь
Для обеспечения качественного сварного шва при сварке нержавеющей палкой или любого другого типа металла необходимо иметь чистую деталь. Сварка стержнем может быть наиболее щадящей при работе с ржавым или грязным металлом. Даже в этом случае качество будет зависеть от чистоты свариваемой детали.
Чтобы обеспечить чистоту места сварки, используйте проволочную щетку и сначала удалите всю грязь и копоть. Если этого не сделать, это существенно повлияет на качество первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, несплавлению или даже включениям.
Также необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, типа электрода и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — постоянный постоянный ток, постоянный отрицательный или переменный ток. Вы установите его на основе того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод увеличивает проникновение на 10 % при заданной силе тока при переменном токе. Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный электродом, вам следует использовать прямую полярность постоянного тока, отрицательный электрод.
Если вы не уверены, какой сварочный электрод использовать, посмотрите на рабочий диапазон, указанный производителем для каждого электрода.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. 1 ампер на каждые 0,001 дюйма диаметра электрода — это хороший способ. Также необходимо учитывать положение сварщика, так как для надземных работ потребуется на 15% меньше тепла, чем для плоских горизонтальных швов.
Чтобы получить правильное значение, настраивайте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеуказанные настройки и позаботились о безопасности сварки, пришло время запустить дуговую сварку.
Убедитесь, что вы держите держатель палки обеими руками, что сварочные детали находятся перед вами. Вы также должны быть в состоянии ясно видеть область, где вы собираетесь зажечь дугу. Приложите кончик электрода к металлу и проведите им, как если бы вы зажигали спичку. Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если дуга гаснет, это означает, что вы слишком высоко подняли электрод от поверхности, а значит, должны были держать его ниже.
Когда дуга загорится, она начнет издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким. Дуга начнет гаснуть, сохраняя правильную длину дуги, и будет останавливаться.
Если установить слишком высокую силу тока, вы заметите обугливание электрода, а сварочная ванна станет слишком жидкой и трудно контролируемой. Слишком большое количество тепла отрицательно скажется на свойствах электродного флюса.
Вам также необходимо научиться чинить сколотый флюс из-за неудачного зажигания дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не сгорит до неповрежденной части стержня. Затем вам нужно очистить стержень и удалить флюс. Это помогает в перезапуске дуги позже.
Длина дуги
При дуговой сварке электродом длина дуги зависит от области применения и электрода. Длина дуги не должна превышать диаметр стержня электрода. Слишком длинные дуги приводят к разбрызгиванию, подрезам, низкой скорости наплавки и оставляют пористость.
При сварке электродом в первый раз большинство людей считают логичным использовать длинную дугу, обычно для лучшего обзора сварочной ванны. Но избегайте этого, лучше позиционируйте себя и двигайте головой в правильном положении. Положение важно при обучении использованию аппарата для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и сведет к минимуму разбрызгивание.
Угол перемещения
Сварщики также должны учитывать угол перемещения при этом типе сварки. Существуют два основных положения сварки, которые можно использовать.
Техника сварки стержнем, используемая для плоского, горизонтального положения или положения над головой, называется методом перетаскивания или техникой наотмашь. Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Сварка вертикально вверх, используется метод сварки стержнем, называемый толчком или передним краем. Здесь угол наклона штока от 0 до 15 градусов от направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте отрегулировать положение тела.
Правильная регулировка угла гарантирует отличные результаты и хороший сварной шов. Иногда длина шва или угол скоса указываются на сварочных чертежах дополнительной информацией на условном обозначении шва. Для сварщиков важно понимать символы так же, как научиться правильно сваривать.
Скорость перемещения
Если вы задаетесь вопросом, как выполнять дуговую сварку и поддерживать скорость перемещения, вам просто нужно удерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к образованию широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодный притир.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам следует посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Три наиболее часто используемых метода или схемы сварки включают в себя взбивание стержня (движение его назад и вперед), круговое движение и колебание из стороны в сторону (создание более широких сварных швов).
Однако сварщики в основном используют прямой валик, им этого вполне достаточно. Вращательное движение не следует использовать для материала толще 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приклеивать сварные швы?
Сварка стержнем — довольно сложный процесс сварки для новичков. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Можно ли держать палку во время сварки?
Да, конечно, вы можете держать палку во время сварки. Тем не менее, есть вероятность, что вы можете получить удар током и даже больше шансов, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный электрод общего назначения?
Универсальный сварочный пруток – это 6011. Он хорош для начинающих и любителей, так как может справиться с любой работой своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Толкать или тянуть сварочным аппаратом?
В случае сварочного стержня общим правилом является тянуть или тянуть. Опытные сварщики обычно говорят, что если будет шлак, то надо тянуть. Проталкивание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основной причиной прилипания сварочной палочки к основному металлу является низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Кроме того, важно использовать правильный размер электрода для конкретной задачи.
Заключение
Сварка стержнем может быть не такой современной, как некоторые другие современные технологии. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но это, безусловно, делает работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных видов работ и обеспечивает идеальные сварные швы. Таким образом, вы не хотите, чтобы вас поймали, не зная, как использовать его в ужасной ситуации.
Ресурсы:
- Олдскульные правила сварочного аппарата Джоди Коллиер на сайте www. weldingtipsandtricks.com
- Электроды для электродуговой сварки Джоди Коллиер на сайте www.weldingtipsandtricks.com
- Пять шагов к совершенствованию техники электродуговой сварки на сайте www.millerwelds.com
- основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- Что нужно знать о сварочных электродах Оанх Нгуен, www.tws.edu
Сварке электродом легко или сложно научиться? И сколько времени это занимает – WeldPundit
Сварка электродом или SMAW часто является первым сварочным процессом, который кто-то изучает, но легко или сложно научиться сваривать с его помощью?
Поскольку сварка электродами — это ручной процесс, научиться этому нелегко. Это требует фокусировки и постоянного манипулирования электродом вручную. Сварка стержнем требует многих часов практики для достижения хороших результатов сварки.
Теперь давайте более подробно разберемся, почему это сложно, насколько это сложно по сравнению с другими сварочными процессами и сколько времени нужно, чтобы научиться сварке электродом.
Почему трудно научиться сварке электродом?
Сварке электродом сложно научиться, потому что вы должны вручную манипулировать электрододержателем (или жалом), удерживающим сварочный электрод. При этом необходимо предотвратить залипание удилища. Кроме того, вы должны постоянно поддерживать правильный угол наклона электрода, скорость перемещения и длину дуги.
Держатель электрода SMAW (или жало)Предотвращение прилипания сварочного стержня
Сварка электродом с самого начала затруднена, когда вы пытаетесь зажечь дугу. Вы должны делать это с наименьшими усилиями, чтобы избежать прилипания электрода (или стержня) и образования рубцов на поверхности заготовки. Требуется много практики, чтобы начать дугу с легкостью.
Чтобы обеспечить хорошее зажигание дуги, вам необходимо установить достаточно высокую силу тока для выбранного вами стержня. Кроме того, некоторые инверторные сварочные аппараты имеют функцию горячего старта, которая очень помогает при зажигании дуги.
Еще одной трудностью при сварке электродом является прилипание стержня к заготовке при прохождении валика. Это одна из наиболее распространенных проблем этого процесса, вызывающая разочарование и задержки.
Возникает, когда не хватает тепла, и электрод застывает на заготовке. Это происходит, когда сила тока установлена слишком низкой, или длина дуги становится слишком короткой из-за неправильного обращения и гаснет. Всегда устанавливайте достаточную силу тока, чтобы вы могли поддерживать короткую дугу, которая не гаснет.
Сохраняйте постоянную длину дуги
Одной из самых важных вещей при сварке электродом является поддержание постоянной длины дуги. Длина дуги — это расстояние между кончиком стержня и заготовкой. Он должен быть не больше диаметра проволоки стержня. Для этого нужна хорошая зрительно-моторная координация.
Если длина дуги увеличится, дуга станет нестабильной и будет производить больше искр, брызг, дыма и слабый валик. Если длина дуги слишком мала, то стержень может прилипнуть к заготовке.
Уникальная трудность сварки палочкой заключается в том, что стержень укорачивается по мере горения. Это еще больше усложняет поддержание постоянной длины дуги, поскольку вы должны постоянно компенсировать уменьшение длины стержня.
Требуется много внимания и много часов практики, чтобы поддерживать постоянную длину дуги.
Перетащите стержень под правильным углом
Сварка стержнем также связана с дефектом включения шлака. Помимо расплавленного металла, в ванне процесса электродуговой сварки также содержится шлаковый материал. Шлак поступает из флюсового покрытия стержня.
Если неправильно обращаться со стержнем, шлак остается в застывшем металле. Одной из основных причин является слишком маленький или слишком большой угол наклона стержня по отношению к заготовке. В результате получается слабое и некрасивое соединение.
При правильном контроле угла наклона штока вы можете гарантировать, что шлак пойдет назад и сверху, и он не затвердеет в валике.
Правильный угол перемещения для большинства видов сварки составляет от 10 до 30 градусов, в зависимости от типа стержня и положения сварки. Рутиловые стержни нуждаются в большем угле, чем целлюлозные и основные стержни. Сварка вне положения требует меньшего угла по сравнению с плоским положением.
Поддерживайте постоянную скорость движения
Для получения хороших результатов сварки необходимо тянуть стержень с правильной скоростью.
Если скорость движения слишком мала, тепло, попадающее в металл, слишком велико, и вы можете его продуть. Вы также можете получить сильное искажение и деформированную заготовку.
Если скорость слишком высокая, валик будет слишком узким, без достаточного провара и плавления, и металл сварного шва не заполнит валик, оставив подрезы по бокам.
Правильная скорость движения — это когда дуга указывает на переднюю 1/3 лужи.
Помимо ручного обращения с электродом, электродуговая сварка не является сложной задачей. Блок питания простой, с кнопкой включения/выключения и регулятором силы тока.
Некоторые современные инверторные сварочные аппараты могут иметь элементы управления для установки таких функций, как горячий старт и форсирование дуги (или копание).
Панель сварщика Stick (SMAW)Нет необходимости устанавливать или обслуживать баллоны с защитными газами или сложные сварочные горелки.
Сварка электродом сложнее, чем MIG?
Сварка электродами определенно сложнее, чем сварка MIG. MIG — это полуавтоматический процесс, и обращение с горелкой MIG намного проще, чем с электрододержателем.
Горелка MIGПрисадочный металл при сварке MIG также действует как электрод и непрерывно подается механизмом с постоянной скоростью. Это упрощает работу, потому что вы всегда держите резак на постоянном расстоянии от заготовки.
Механизм подачи позволяет использовать для сварки MIG источник питания, обладающий особой способностью поддерживать постоянную длину дуги.
Если вы случайно сократите длину дуги, проволока расплавится быстрее. Если увеличить длину дуги, проволока будет плавиться медленнее. Это поведение автоматически корректирует длину дуги.
В результате сварка MIG значительно упрощает обращение с горелкой, что очень помогает новичкам.
Но блок питания MIG немного сложнее настроить перед началом сварки.
- Вы должны знать, как выбрать различные защитные газы в зависимости от металлов и необходимого вам режима переноса дуги.
- Установите правильную скорость подачи проволоки, напряжение и, возможно, индуктивность источника питания.
- Установите проволоку в механизм подачи и зафиксируйте ее, если она заклинит.
Многие домашние сварщики предпочитают сварку MIG, потому что они могут начать изготовление изделий после короткого обучения.
Дуговая сварка порошковой проволокой (FCAW) похожа на сварку MIG, но не использует внешнюю газовую защиту.
Сварка электродом сложнее, чем TIG?
Нет, сварка электродом намного проще, чем сварка TIG. Сварка TIG предназначена для профессиональной высокоточной сварки и требует больших знаний и опыта.
Горелка TIGTIG — это процесс сварки с высочайшим ручным управлением. Для большинства работ требуются обе руки. Один для работы с горелкой и один для подачи отдельного присадочного металла.
Кроме того, вам может понадобиться контролировать силу тока с помощью ножной педали во время сварки для большей точности.
Ножная педаль ВИГДля получения хороших результатов сварки ВИГ вы должны безукоризненно координировать обе руки и одну ногу.
Кроме того, для сварки TIG используется сложный блок питания с множеством функций.
Панель сварочного аппарата TIGНа панели управления сварочного аппарата TIG необходимо правильно настроить многие переменные, например:
- Предварительная подача газа.
- Пусковой ток.
- Вверх по склону.
- Сила сварочного тока.
- Импульсная сила тока.
- Частота импульсов.
- Частота пульса.
- Спуск.
- Конечная сила тока.
- Продувка газа.
Все это делает сварку TIG намного более сложной, чем сварка электродом.
Сколько времени нужно, чтобы научиться сварке электродом?
Если вы хотите научиться сварке электродом для улучшения дома, то, если вы умеете работать руками, вы сможете освоить основы за короткий промежуток времени.
Прежде всего, нужно попрактиковаться, но вы должны обладать основательными теоретическими знаниями. Вы практикуете то, что знаете, и если у вас есть пробелы в знаниях, вы будете совершать ошибки, не понимая почему.
Если вам не с кем вас показать, вы можете научить себя с помощью онлайн-контента. Прочитайте много статей в Интернете и посмотрите видеоуроки по основам сварки электродом.
После этого в течение нескольких недель попрактикуйтесь в базовых элементах, которым вы научились, например, в стыковых и тройниковых соединениях мягкой стали.
При повторении вы разовьете хорошую зрительно-моторную координацию и закрепите движения стержня в своей мышечной памяти. Вы ознакомитесь с правильным видом сварочной ванны и звуком дуги при наиболее распространенных сварочных ситуациях.
Это даст вам базовые навыки обслуживания различного оборудования и изготовления различных предметов, таких как сварочные тележки, столы, другие приспособления для дома и т.д.
Но если у вас есть профессиональное намерение , сварка электродами требует много теоретических знаний. Вы должны иметь глубокие знания в области тепловых операций, металлургии, безопасности, юридических вопросах и многом другом. В идеале вы должны пойти в известную школу сварщиков, а затем получить сертификаты.
После этого наступает самое сложное, когда вам нужно применить то, чему вы научились, в реальных условиях работы. Вы обнаружите, что используете незнакомое оборудование в стрессовых ситуациях. По очень грубой оценке для большинства людей на это уйдет не менее 3,5 лет настойчивых усилий.
В двух словах
- Сварка стержнем — это ручной процесс, требующий большой практики для эффективного управления стержнем.
- Сварка электродами сложнее, чем сварка MIG, но легче, чем сварка TIG.
- Немного потренировавшись, вы сможете сделать приличные бусины для сварки дома или хобби.
- Если вы хотите заниматься сваркой профессионально, вам придется потратить годы на сварку в зависимости от уровня квалификации, который вы хотите получить.
Другие статьи Weldpundit
Можно ли научиться сварке самостоятельно? Что вам нужно
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Какой сварочный стержень проще всего использовать?
Можно ли приклеивать тонкий металл? И как это сделать.
Почему сварочные стержни продолжают прилипать? И что с этим делать.
Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
Можно ли сваривать дома? Основные соображения.
Какой сварочный респиратор вам нужен для домашней сварки?
Устройство снижения напряжения (VRD) в сварке: Руководство для начинающих.
Что такое прокатная окалина на горячекатаной стали: и как ее проварить
Дуговая сварка металлическим газом | Nicolet College
Этот сертификат предлагается лицам, заинтересованным в приобретении навыков, необходимых для успешной работы сварщиком в процессе дуговой сварки металлическим газом. Учащиеся узнают, как интерпретировать отпечатки и символы сварки, прежде чем приступить к процессу сварки с использованием различных типов металлов, включая углеродистую сталь, нержавеющую сталь и алюминий. Они также будут выполнять процессы термической резки во время этого образовательного опыта.
| Курс № | Название курса | Кредиты |
|---|---|---|
| 1044215700 | Термическая резкаОписание Развивает навыки термической резки и строжки. | 2,00 |
| 1044215900 | Дуговая сварка углеродистой стали в среде защитного газаОписание Развитие навыков дуговой сварки в среде защитного газа. Учащиеся используют процесс «миг» во всех позициях на углеродистой стали. Требуемые сварные швы включают угловые и разделочные швы с коротким замыканием, напылением и импульсным напылением. Качество сварки оценивается в соответствии с нормами AWS D1.1 для конструкционной стали. Требования: 1044217200 Безопасность на производстве (C или выше). | 3,00 |
| Курс № | Название курса | Кредиты |
|---|---|---|
| 1044215000 | Дуговая сварка металлическим газом на нержавеющей сталиОписание Основано на навыках, полученных при дуговой сварке нержавеющих сталей. Учащиеся используют процесс «миг» в плоском, горизонтальном и вертикальном положениях на стали, нержавеющей стали и алюминии. | 1,00 |
| 1044215300 | GMAW на алюминииОписание Развить навыки импульсной газовой дуговой сварки алюминия. Учащиеся используют процесс «миг» в плоском, горизонтальном и вертикальном положениях на алюминии. Требуемые сварные швы включают угловые швы и швы разделки с импульсным струйным переносом. Качество сварки оценивается в соответствии со стандартами AWS. Требования: 1044217200 Безопасность на производстве (C или выше). | 1,00 |
Краткий обзор
Как вы будете учиться
Изображение
В кампусе
Изображение
Онлайн-классы
Изображение
Несколько дат начала
Изображение
Гибкий темп
2022 Даты начала
| 5 января | 2 мая | 6 сентября |
| 7 февраля | 6 июня | 3 октября |
| 1 марта | 11 июля | 7 ноября |
2023 Даты начала
| 9 января | 8 мая |
| 6 февраля | 5 июня |
| 6 марта | 3 июля |
Что такое компетентностное образование?
Обучение, основанное на компетенциях (CBE), — это обучение в собственном темпе путем овладения компетенциями путем демонстрации. После оценки и освоения всех компетенций по программе учащиеся получают сертификат, диплом или степень.
Приблизительная стоимость
1 599 долл. США*
*На основе 10-уровневый курсы — материалы, книги и оплата могут быть дополнительными
Студенческое оборудование
Студенты должны приобрести сварочные комплекты в книжном магазине колледжа или получить минимальный набор инструментов и оборудования, перечисленных для успешного выполнения курсовой работы и оценки эффективности в сварочной лаборатории.
- Защитные очки
- Перчатки сварщика MIG и TIG
- Отбойный молоток
- Сварочная шапка
- 8-сторонние клещи для сварки
- Держатель из мыльного камня
- Тройная кремневая зажигалка
- Рулетка
- Измеритель угловых швов
- Магнитный инструмент
- Перчатки для работы с материалами
- Накладка для левой руки
- Сумка для инструментов
- Сварочные карандаши
- Каска с автоматическим затемнением
- Крышка объектива
- Сварочная куртка
Чему вы научитесь
- Расшифровка распечатки и символы сварки
- Газовая дуговая сварка углеродистой стали
- Дуговая сварка нержавеющей стали в среде защитного газа
- Газовая дуговая сварка алюминия
- Термическая резка
Ваша потенциальная карьера
- Сварщик на производстве
- Ремонтный сварочный аппарат
- Продажа и обслуживание сварочных работ
- Самозанятость
Средняя годовая заработная плата
| 41 939 долл. США | 46 285 долларов США | 43 869 долларов США |
| Местный | Состояние | Национальный |
|---|
EMSI 2022.1
Начало работы
Ваше заявление можно подать онлайн, это займет всего несколько минут.
Учебное пособие – Основы дуговой сварки
РУКОВОДСТВО ПО ОСНОВАМ ДУГОВОЙ СВАРКИ
В своей самой простой форме сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конце «электрода» (стержня) в работу. . Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями. Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и большую силу тока, на конце электрода происходит полное короткое замыкание, создающее сильный нагрев, расплавляющий как электрод, так и окружающую область в единый расплавленный кусок.
Этот вид сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в деталь, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, поскольку не будет образовываться дуга. Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание». Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренный участок был бы поврежден в результате окисления и был бы склонен к разрушению или быстрому износу. Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар электрическим током в аппарате для дуговой сварки. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое снижает опасное напряжение в обмен на более высокую «силу тока». Сила тока, сила электрического тока, может серьезно навредить или убить, но только при наличии определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Но вы можете коснуться обеих клемм и не почувствовать электричества. Как это возможно? Просто потому, что нет достаточного напряжения, чтобы доставить силу тока в ваше тело. Конечно, не роняйте металлические предметы на клеммы заряженного автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Использование дуговой сварки требует небольшой практики и терпения, но научиться этому гораздо проще, чем любому другому виду сварки. Аппаратное обеспечение можно приобрести в большинстве торговых точек за несколько сотен долларов или меньше. Любой может научиться делать чистый и прочный сварной шов всего за несколько ночей практики. Доступно несколько различных типов дуговых сварочных аппаратов, и это помогает понять некоторые основные концепции перед покупкой.
Электросварочный аппарат легко узнать среди других сварочных аппаратов, потому что он выглядит как коробка с несколькими ручками спереди, как показано на фото. Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Аппарат для дуговой сварки может также называться «стержневой сваркой», «стержневой сваркой» или «жужжащим ящиком», в зависимости от того, кого вы спросите. Когда вы спрашиваете об аппарате для дуговой сварки, вас обычно спрашивают, какой уровень «входного напряжения» и «диапазон силы тока» вы хотите. Входное напряжение относится к типу розетки, к которой вы планируете подключить его, будь то стандартная настенная розетка на 120 В или розетка на 240 В (аналогично розетке бытовой сушилки). Диапазон силы тока относится к выходной мощности сварочного аппарата (в амперах) и к типу металла, который вы будете сваривать. 100 ампер будет более чем достаточно.
Сварочные аппараты на 120 В (стандартная настенная розетка) являются самыми недорогими типами и обладают достаточной мощностью для сварки стали практически любой толщины, которая используется в производстве велосипедов. Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Сварочный аппарат на 240 В является широко используемым сварочным аппаратом для дуговой сварки, он немного крупнее и рассчитан на силу тока не менее 200 ампер. Для этого типа сварочного аппарата требуется специальная вилка, которую легко установить, но в вашем доме должна быть проводка на 240 В. Их размер варьируется от 2 до 4 футов в высоту и более. Эти сварочные аппараты нельзя легко перемещать, если они не на колесах, и они весят 100 фунтов или более. Преимуществом этого типа сварочного аппарата является, конечно же, мощность.
При силе тока 250 ампер можно сварить стальной лист достаточной толщины, чтобы построить корпус корабля. Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Еще один вопрос, который может возникнуть у вас при покупке нового аппарата дуговой сварки, это тип выхода — AC (переменный ток) DC (постоянный ток). Переменный ток — это тип тока, который исходит от вашей настенной розетки, тогда как постоянный ток — это тип тока, который исходит от батарей. Сварщики, работающие на постоянном токе, обычно более профессиональны и дороже. Опытный сварщик обычно предпочитает постоянный ток для большинства работ, потому что он может обеспечить более гладкий сварной шов и использовать больший ассортимент различных стержней для специальных работ.
Сварочный аппарат переменного тока — это самый простой тип дуговой сварки, и для любителя это все, что обычно требуется. Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Если вы плохо знакомы со всей этой сварочной терминологией, сделайте покупку в магазине сварочных материалов. Оборудование лишь незначительно дороже, но качество сварочного аппарата известной марки в сочетании с советом знающего продавца стоит дополнительных затрат.
Сварочный аппарат — это инструмент, который прослужит долго, поэтому выбирайте тот, который подходит для ваших целей. Помимо сварщика, вам нужно будет купить несколько других мелких предметов, прежде чем вы сможете заставить искры летать. Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Несмотря на то, что некоторые сварочные аппараты, продаваемые в крупных розничных магазинах, могут поставляться в комплекте со сварочной маской, рекомендуется получить совет относительно типа линз, которые вам понадобятся для работы. Линзы бывают разных оттенков и обозначаются номером.
Чем выше число, тем темнее оттенок. Все сварочные линзы защищают ваши глаза от вредных лучей, испускаемых сварочной дугой, таких как ультрафиолетовое излучение. Поскольку настройка уровня мощности определяет интенсивность дуги, по мере увеличения интенсивности потребуются более темные оттенки. Что это значит для тебя?
Ничего, если вы еще мало знаете о настройке уровня мощности на вашем сварочном аппарате! Для сварки легких трубок, из которых состоит большинство велосипедных рам, обычно используются настройки силы тока от 50 до 80, в зависимости от ваших навыков и марки сварщика. Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Сварочные перчатки — это тяжелые, термостойкие перчатки, которые покрывают большую часть вашего предплечья, и это помогает предотвратить попадание горячих искр на рукава и перчатки. Хотя для сварки велосипедной рамы требуется только установка низкой мощности, все равно будет выделяться достаточно тепла, чтобы легко сжечь стандартную пару рабочих перчаток.
Горячие искры, летящие от сварочного стержня, могут попасть в такие места, как рукава, открытые воротники и карманы, поэтому, по крайней мере, наличие перчаток, закрывающих рукава рабочей рубашки, может помочь уменьшить эти болезненные ощущения. Также понадобятся хорошие прозрачные защитные очки или маска для лица.
После завершения сварки имеется тонкий слой затвердевшего флюса от стержня, покрывающий верхнюю часть зоны сварки. Этот флюс удаляется «отбойным молотком», и этот процесс рассылает горячие хлопья флюса во всех направлениях, поэтому вы должны защитить свои глаза. Некоторые сварочные маски позволяют поднять темную линзу и имеют прозрачное стекло за темной линзой. Этот тип шлема заменит защитные очки во время скалывания сварного шва.
Меньше всего вам понадобятся сварочные прутки — их много! Если вы только начинаете, вы можете купить большую коробку стержней, чтобы потренироваться склеивать их вместе. Лучше покупать стержни оптом в магазине сварочных материалов, а не в небольшой упаковке, которую вы найдете на полке универмага. Сварочные электроды бывают разных вкусов, как конфеты, и о выборе правильного электрода можно написать целую главу.
Для простоты мы будем использовать стержень «6013», потому что он довольно универсальный и продается в магазинах, где также продается сварочное оборудование. 6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
Сварка — это навык, которому можно научиться на практике. Никакая теория или информация не сделают из вас хорошего сварщика, только практический опыт. Я дам вам только основную информацию, необходимую для хорошего сварного шва, но вы должны потратить время и изучить ее самостоятельно. Если вы хотите стать профессионалом, есть много хороших курсов, предлагаемых в колледжах или даже в вечерних школах. Вы не только научитесь дуговой сварке, но и научитесь пользоваться газовым резаком, а также узнаете всю теорию сварщика, которая вам когда-либо понадобится.
Прежде чем приступить к сварке велосипедных трубок, рекомендуется потренироваться на более толстой стали, потому что чем тоньше трубка, тем сложнее сделать хороший сварной шов без прожога. Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Самая трудная часть обучения сварке — это получение дуги без прилипания сварочного стержня к металлу. потребуется некоторое время, чтобы пройти мимо.Даже у опытного сварщика время от времени будет несколько фальстартов, и вы, безусловно, будете иметь свою долю в начале.0003
Когда стержень прилипает, он практически приваривается к вашей рабочей зоне и требует, чтобы вы изгибали его вперед и назад, чтобы освободить его от материала как можно быстрее, чтобы не расплавить весь стержень. При этом обычно отрывается флюсовое покрытие, что еще больше затрудняет возобновление сварки, поэтому будьте готовы немного выругаться, пока вы только начинаете! Представьте, что стержень — это спичка, и вы будете чиркать ею по изделию, чтобы зажечь.
Держите рукоятку под углом 45 градусов так, чтобы электрод тянулся за рукой, как показано на рис. 6, затем быстро ударьте кончиком электрода по металлу движением запястья, чтобы образовалась дуга. Если вы нажмете слишком сильно или регулятор силы тока вашего сварочного аппарата установлен на низкое значение, наконечник электрода прилипнет к металлу, и вам придется поддевать его вперед и назад, чтобы освободить. Сварщики называют это «фальстартом». С новым сварочным стержнем будет легче зажечь дугу, чем с бывшим в употреблении стержнем, из-за того, как флюс спиливается на конце нового стержня.
После того, как стержень будет использован для сварки нескольких дюймов, флюс затвердеет вокруг конца стержня, что потребует от вас удара с немного большей начальной силой, чем с новым стержнем. Время от времени вам почти приходится клевать использованной удочкой, так что имейте это в виду, отрабатывая пусковые и стопорные движения. Если вам пришлось двигать электрод вперед и назад, защитный флюс мог сойти с конца стержня, обнажив оголенный стержень.
Очень трудно заставить оголенный стержень формировать хорошую дугу, поэтому вы можете отрезать оголенный конец или получить новый стержень. Как только вы станете более опытным, вы сможете начать с голой удочки, но пока не усложняйте задачу больше, чем она должна быть.
Если вам удалось запустить дугу без особого труда, вы заметите, что существует диапазон примерно в один дюйм, на который вы можете отодвинуть стержень от работы, сохраняя при этом дугу. Старайтесь держать стержень как можно ближе к работе, не выталкивая его на поверхность, так как это может привести к залипанию. Удерживая стержень под углом 45 градусов и создавая хорошую близкую дугу, проведите кончиком по металлу в течение примерно пяти секунд, перемещаясь примерно на один дюйм по прямой линии. Если все прошло хорошо, у вас будет «валик» сварного шва, как на фото.
Не забудьте отколоть верхний слой флюсового покрытия отбойным молотком после завершения сварки, чтобы проверить свою работу. Сварной шов слева представляет собой хороший чистый валик сварного шва с хорошим проникновением в металл, но сварной шов справа комковатый и шероховатый, что является верным признаком того, что либо кончик электрода был слишком далеко от металла, либо установленная сила тока слишком низко.
Поэкспериментируйте с настройкой силы тока на вашем сварочном аппарате, пока вы рисуете валики сварного шва на металлоломе. Когда сила тока слишком низкая, вы получите много залипаний и фальстартов. Кроме того, флюс будет труднее отделяться от сварного шва. Когда сила тока слишком высока, вы прожжете дыру в металле через несколько секунд. Хорошая настройка силы тока позволяет вам непрерывно сваривать верхнюю часть металла, не прожигая дыру и не прилипая к заготовке. Регулировка параметра силы тока контролирует количество тепла, которое вкладывается в работу, и это то, что делает хорошего сварщика. Вся теория мира не научит вас инстинктивно контролировать жар, только много практики.
Продолжайте накладывать валики сварного шва вдоль верхней части вашей работы по гладкой прямой линии от одного конца к другому, а затем начните новую линию вдоль последнего, пока не создадите приподнятую поверхность на своем учебном образце. Вы замечали, что чем больше вы свариваете, тем горячее становится металл? Не трогайте его, чтобы узнать, просто поверьте мне здесь!
После того, как вы сможете сварить тонкую велосипедную трубу вместе, вам придется делать частые старты и остановки, чтобы не прожечь дыру в стали, потому что трубка настолько тонкая, что раскаляется докрасна уже через несколько секунд. Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Как только вы сможете зажечь дугу и проложить сварной шов на дюйм или два, пришло время двигаться дальше и попытаться склеить две детали. Найдите два плоских куска металла одинаковой толщины и соедините их так, чтобы между каждым куском был зазор, примерно равный толщине сварочного стержня.
Убедитесь, что зажим заземления подключен либо к одной из пластин, либо к зажиму, иначе вы будете зажигать весь день, а дуга не загорится. Кроме того, не приваривайте слишком близко к зажиму — вы можете ударить по нему электродом или приварить к нему изделие. Зажгите дугу в любом месте изделия, а затем поднесите электрод к стыку между пластинами, накладывая ровный валик, удерживая электрод под углом 45 градусов к изделию.
Следите за дугой, когда вы двигаетесь вдоль стыка, и следите, соединяется ли она с обеими пластинами. Возможно, вам придется слегка манипулировать сварочными стержнями вперед и назад, чтобы дуга проходила к обеим пластинам, если кажется, что она благоприятствует только одной стороне. Не перемещайтесь слишком быстро по стыку, иначе в окончательном сварном шве будет не хватать достаточного количества присадочного металла из стержня.
Если двигаться слишком медленно, между пластинами образуется большая воронка, похожая на множество отверстий, которые вы прожигали в металле, когда практиковались в накладывании бус. Когда вы закончите сварку по всей длине соединения, удалите детали и удалите флюс. Вы также можете использовать проволочную щетку, чтобы очистить сварной шов и прилегающую область, чтобы лучше рассмотреть его.
Сварной шов слева чистый и прочный, с достаточным количеством металла, заполняющего соединение. Сварной шов справа неровный и полный зазоров, где дуга остается только с одной стороны соединения из-за недостатка тепла или неправильного угла наклона электрода. Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Если вы научились зажигать дугу и сваривать две пластины вместе, то пришло время сделать последний шаг и соединить вместе несколько тонкостенных велосипедных трубок. Это упражнение потребует некоторого терпения и практики, чтобы выполнить его правильно. Круглые трубы не только труднее всего сваривать, но и очень тонкие, что только усложняет сварку. Как только вы освоите этот следующий шаг, вы станете довольно хорошим сварщиком, но не ожидайте, что у вас все получится с первой попытки или даже в первый день.
Найдите отрезок тонкостенной круглой трубы диаметром 1 дюйм без следов ржавчины или краски. Идеально подойдет отрезок электрокабеля, но подойдет любая чистая стальная труба. С помощью трубореза или шлифовального круга разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого разреза, так как здесь вы будете использовать металл только для практической сварки.
Возьмите два отрезка трубы и отшлифуйте конец одного из них, чтобы они совместите, как показано на фото. Опять же, не будьте слишком критичны в отношении идеальной подгонки двух частей, так как это не всегда возможно, и хороший сварщик может заполнить нечетный небольшой зазор. Поднимите заземляющий зажим на одной из секций трубы, прежде чем пытаться завязать.0003
Когда у вас будет небольшой валик сварного шва, соединяющий две секции, переверните работу и проделайте то же самое в верхней части другой стороны. Теперь две части можно сварить по периметру. Каждый раз сваривайте только небольшой участок не длиннее полдюйма, иначе вы прожжете стенку трубки. Кроме того, пока не пытайтесь сваривать в любом другом положении, кроме как сверху, так как это требует большого мастерства, чтобы сделать это правильно. Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Продолжайте поворачивать изделие, сваривая небольшие отрезки за раз, пока не получите полное соединение, как показано на фото. На этом этапе не беспокойтесь о внешнем виде бусины. Старайтесь не прожигать дыры и не оставлять пустоты там, где вы начинаете и останавливаетесь. Не забывайте держать электрод так, чтобы он находился под одинаковым углом между двумя секциями трубы, не выступая ни за одну сторону, ни за другую, иначе в конечном итоге вы сварите только одну сторону соединения. Помните, что это самый трудный сварной шов, который вам когда-либо приходилось делать, поэтому не торопитесь и тренируйтесь, пока не добьетесь нужного результата.
Если вы будете практиковать эти основные упражнения, вы научитесь делать чистый и прочный шов.
Глядя на два сварных шва на следующем фото, можете ли вы отличить их друг от друга? Сварной шов не обязательно должен быть красивым, чтобы быть прочным, и после очистки шлифовальной машиной даже самый грубый сварной шов выглядит хорошо. При шлифовке сварного шва не снимайте слишком много материала, иначе вы ослабите соединение. Шлифованный шов должен быть заподлицо или немного выше окружающего его материала.