
Ножи для фрезерного станка по дереву: Ножи сменные для фрез по дереву в России
Фрезы и ножи по дереву в Украине. Цены на Фрезы и ножи по дереву на Prom.ua
Альфа диск по дереву на болгарку (Фреза) Шлифовальный диск 100 мм. Рубанок на болгарку с ножами
Заканчивается
Доставка по Украине
1 090 грн
Купить
Дом торговли «Feller»
Набор фрез по металлу и дереву 6 шт. YATO (YT-61712)
На складе
Доставка по Украине
480 грн
Купить
Мастер Я
Набор фрез по металлу и дереву 6 единиц Geko G37510
На складе
Доставка по Украине
498 грн
Купить
Интернет-магазин «TOOTTOOLS»
Набор Корончатых Фрез по Дереву и Гипсокартону 6 предметов (32, 38, 44, 54мм)
Доставка по Украине
138 грн
124.20 грн
Купить
Интернет-магазин «doitshop»
Нож строгальный по дереву для фуганка и рейсмуса 200*30*3
На складе в г. Каменец-Подольский
Доставка по Украине
80 грн
Купить
«Пилаком»
Нож строгальный по дереву для фуганка и рейсмуса 250*30*3
На складе
Доставка по Украине
100 грн
Купить
«Пилаком»
Нож строгальный по дереву для фуганка и рейсмуса 250*40*3
На складе
Доставка по Украине
120 грн
Купить
«Пилаком»
Нож строгальный по дереву для фуганка и рейсмуса 300*30*3
На складе
Доставка по Украине
120 грн
Купить
«Пилаком»
Нож строгальный по дереву для фуганка и рейсмуса 350*30*3
На складе
Доставка по Украине
140 грн
Купить
«Пилаком»
Набор фрез по металлу и дереву со шпинделем 6 шт YATO YT-61712 (Польша)
На складе
Доставка по Украине
по 402. 32 грн
32 грн
от 3 продавцов
423.50 грн
402.32 грн
Купить
X-Tool — тот самый инструмент
Сверла по дереву: коронка и фреза YATO YT-33832 (Польша)
На складе
Доставка по Украине
по 658.35 грн
от 3 продавцов
693 грн
658.35 грн
Купить
X-Tool — тот самый инструмент
Сверла по дереву: коронка и фреза YATO YT-33833 (Польша)
На складе
Доставка по Украине
по 794.2 грн
от 3 продавцов
836 грн
794.20 грн
Купить
X-Tool — тот самый инструмент
Набор фрез по металлу и дереву 6 единиц Geko G37510
Доставка по Украине
497 грн
Купить
Shop Market24/7 интернет магазин
Твердосплавные фрезы боры 3х6 мм. Набор из 10 насадок. Для работ по дереву и металлу.
На складе
Доставка по Украине
1 610 грн
805 грн
Купить
Набор корончатых фрез по дереву и гипсокартону 19-127 мм
На складе
Доставка по Украине
565 грн
Купить
Дом торговли «Feller»
Смотрите также
Набор фрез(коронок) по дереву и гипсокартону 64-127 мм 8 шт(64,76,89,102,127 мм)
Доставка по Украине
139. 38 грн
38 грн
Купить
Tools Store
Набор фрез разной формы по металлу и дереву с востовиком 6 мм YATO 6 шт (Польша)
На складе в г. Николаев
Доставка по Украине
396 грн
Купить
Магазин інструменту MATRIX
Набор фрез разной формы по металлу и дереву YATO со шпинделем 6 мм 6 шт (Польша)
На складе в г. Николаев
Доставка по Украине
484 грн
Купить
Магазин інструменту MATRIX
Набор ножей для резьбы по дереву и коже 3 шт со сменными лезвиями 13 шт Нож-скальпель макетный нож
Доставка по Украине
355 грн
295 грн
Купить
UNIT STORE — интернет-магазин для всей семьи
Диск пильный 250х18z(+2) по дереву с твердосплавными напайками и подрезными ножами
Доставка по Украине
1 060 грн
Купить
Славута
Диск пильный 300х18…24z(+4) по дереву с твердосплавными напайками и подрезными ножами
Доставка по Украине
1 220 грн
Купить
Славута
Диск пильный 350х18.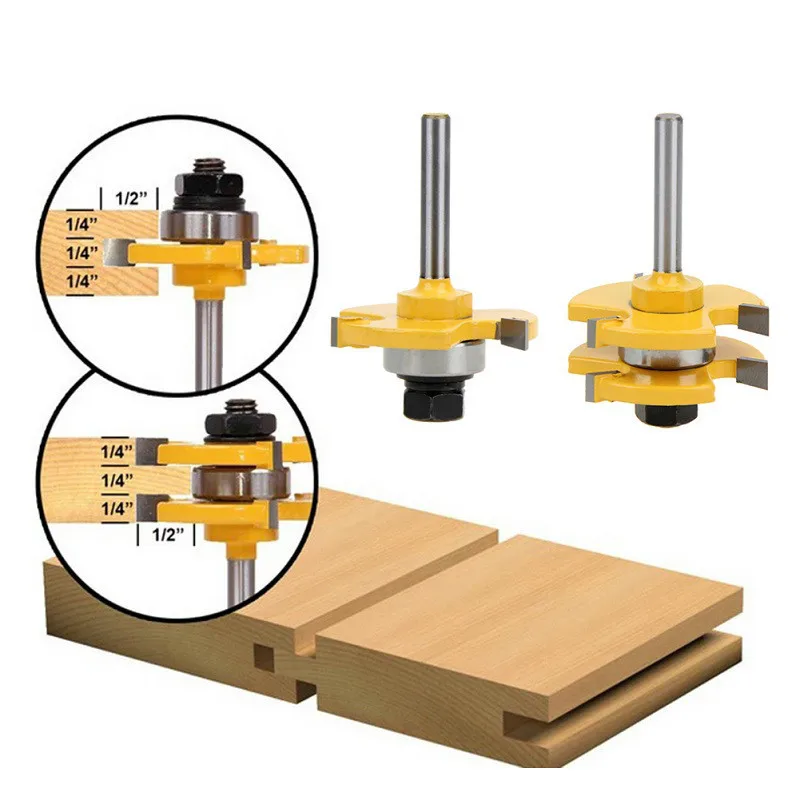 ..24z(+4) по дереву с твердосплавными напайками и подрезными ножами
..24z(+4) по дереву с твердосплавными напайками и подрезными ножами
Доставка по Украине
1 350 грн
Купить
Славута
Диск пильный 400х24z(+4) по дереву с твердосплавными напайками и подрезными ножами
Доставка по Украине
1 840 грн
Купить
Славута
Диск пильный 450х24z(+6) по дереву с твердосплавными напайками и подрезными ножами
Доставка по Украине
2 080 грн
Купить
Славута
Набор сверл по дереву: коронки и фрезы YATO 15-35 мм 110/90 мм 10 шт
Доставка по Украине
по 3 736 грн
от 2 продавцов
3 736 грн
Купить
MasterHoz
Набор фрез по металлу и дереву 6 единиц Geko G37510
Доставка по Украине
по 497 грн
от 3 продавцов
497 грн
Купить
GoodTools интернет магазин электро инструмента
Комплект фрез по дереву и гипсокартону 11 ед.19mm 22mm 29mm 32mm 38mm 44mm 51mm 64mm
Доставка из г. Ирпень
185 грн
Купить
ExtraBud
Комплект фрез по дереву и гипсокартону 8 ед. 64mm 76mm 89mm 102mm 127mm
64mm 76mm 89mm 102mm 127mm
Доставка из г. Ирпень
245 грн
Купить
ExtraBud
Фреза с механическим креплением ножей из инструментальной быстрорежущей стали для сращивания по длине
На складе
Доставка по Украине
по 6 925 грн
от 2 продавцов
6 925 грн
Купить
Davi- интернет магазин деревообрабатывающего инструмента
|
Строгально-фрезерные ножи Категория: Деревообрабатывающие станки Строгально-фрезерные ножи На продольно-фрезерных станках для обработки пластей досок, брусков и заготовок применяют режущий инструмент в виде ножевых валов и ножевых головок, режущей частью которых являются съемные строгально-фрезерные ножи. Для обработки кромок в качестве режущего инструмента используют фрезы и ножевые головки. Фрезы применяют также и для формирования продольной поверх ности пласти. Для фрезерования поверхностей заготовок из древесностружечных плит (и других прессованных полуфабрикатов) применяют тонкие ножи, оснащенные пластинками из твердого сплава. Рис. 1. Строгально-фрезерные ножи тонкие (а) и толстые (б) Ножевые валы являются одновременно и рабочими элементами станка и описаны ранее. Ножевая головка в отличие от ножевого вала служит только для закрепления ножей. Вращение ей сообщает шпиндель станка, на котором ее закрепляют. Для этого по центру головки сделано отверстие. Способы крепления ножей на ножевой головке идентичны креплению их на ножевых валах. На продольно-фрезерных станках применяют тонкие ножи толщиной 3 мм (рис. 1, а) и толстые толщиной Ю мм (рис. 1, б). Максимальная длина тонких ножей 1610 мм (зависит от длины ножевого вала), а толстых — 310 мм; ширина тонких ножей — 25, 32, 40 и 45 мм, толстых — 100, 110 и 125 мм. В толстых ножах предусмотрены закрытые прорези для крепления их на квадратных ножевых валах или головках. Станочник должен получать хорошо заточенные и сбалансированные ножи. Плоскости ножей при изготовлении обязательно шлифуют, на них не допускаются расслоения, раковины, зазубрины, заусенцы и следы коррозии. Твердость режущей кромки должна находиться в пределах 55 — 59 HRC. Допускаемая разнотолщинность у тонких ножей 0,05 мм на длину ножа, у толстых —до 0,1 мм. Отклонение от! прямолинейности режущей кромки должно быть в пределах 0,025 мм на 100 мм ее длины. Кроме того, парные ножи должны иметь одинаковую массу, а центры их тяжести находиться на одинаковом расстоянии от концов ножа. Это значит, что обе половины каждого парного ножа (от середины до края) также должны быть одинаковой массы. Массу парных ножей л положение центров их тяжести проверяют взвешиванием на балансировочных весах. При обнаружении разницы в массе ножи уравновешивают (балансируют), снимая часть металла с тыльной кромки более тяжелого ножа ( или с более тяжелой части ножа). Если в процессе работы будет обнаружена вибрация ножевого вала, необходимо остановить станок и возвратить ножи в ножеточный цех для проверки балансировки. Установка и закрепление ножей на ножевых валах и в ножевых головках — очень ответственная операция, требующая определенного навыка. Вследствие больших скоростей резания, применяемых на продольно-фрезерных станках, на ножи действуют значительные центробежные силы. Поэтому плохое крепление ножей может привести к поломке станка. При установке ножей необходимо руководствоваться следующими правилами. 3. Ножи устанавливают и закрепляют в такой последовательности тщательно очищают пазы ножевого вала (головки) и убеждаются в отсутствии неровностей на тех поверхностях паза и вкладыша, к ко торым прилегают поверхности ножа; в пазы вставляют ножи и слегка их закрепляют; выверяют положение режущих кромок ножей; окончательно закрепляют ножи и проверяют надежность их крепления. Выверка положения режущих кромок с помощью бруска показана на рис. 129, а. Ножевой вал со слегка закрепленными на нем ножами фиксируют в положении, при котором один из них выступает из паза на 1—2 мм над стружколомателем. После этого устанавливают задний стол станка по высоте так, чтобы нож при поворачивании вала вручную едва касался уложенного на одной стороне стола правильно обработанного бруска 3 из древесины твердых пород. Затем брусок переносят на противоположную сторону стола и, поворачивая вал, добиваются соприкосновения бруска со вторым концом ножа. При этом же положении стола проверяют правильность установки остальных ножей. Если между бруском и ножом окажется зазор (не будет касания), то нож несколько выдвигают; если брусок будет лежать на кромке ножа, то последний, наоборот, несколько вдвигают в паз. Точность установки с помощью бруска составляет 0,08 — 0,15 мм (разница в размерах радиусов окружности резания). Наиболее точно можно выверить положение ножей, пользуясь рамкой с индикатором (рис. 1, б). Задний стол устанавливают приблизительно по высоте и на него помещают рамку таким образом, чтобы наконечник индикатора опирался на режущую кромку ножа. Отметив показание прибора, его устанавливают у второго конца ножа, а затем сравнивают оба показания. Если разница между ними не больше 0,1 мм, то положение ножа правильное; если разница больше, положение ножа изменяют, «утопляя» его Выступающий конец или выдвигая другой конец. Таким способом проверяют и остальные ножи, закрепленные на валу. Рис. 1. Способы выверки положения режущей кромки ножа: а — с помощью бруска, б — рамкой с индикатором, в — с помощью приспособления с электромагнитами, г — шаблоном- 1 — задний стол, 2 — передний стол, 3 — брусок, 4 — ножевой вал, 5 — индикатор, б — рамка, 7 — кронштейн, 8 — электромагнит, 9 — основание, 10 — винт шаблона, 11 — контргайка, 12 — шаблон На рис. Для выверки положения ножей на ножевых головках вне станка пользуются шаблоном. Его помещают непосредственно на ножевой головке в положении, показанном на рис. 1, г. Вращая винт, доводят его до соприкосновения с ножом и закрепляют контргайкой, затем шаблон переносят на противоположный конец ножа и проверяют касается ли винт и здесь режущей кромки. Выверив положение режущих кромок, ножи окончательно закреп ляют на валу (головке). Болты нужно затягивать, переходя от середины вала (головки) к его краям, в противном случае можно изогнуть нож, по этой же причине затягивать болты нужно постепенно, в несколько приемов, и, чтобы избежать срыва резьбы, пользоваться только стан дартными ключами. Закрепив ножи, включают станок и, дождавшись, когда вал разовьет нужную частоту вращения, выключают его. Еще раз ключами под тягивают все болты или винты (при креплении клиньями) и, осмотрев ножи, станок считают подготовленным к работе. Даже при самой тщательной выверке положения ножей радиусы вращения точек режущих кромок различаются на 0,04 — 0,06 мм Поэтому режущие кромки перед началом работы выравнивают — дополнительно фугуют. Фугованные ножи все участвуют в формировании поверхности, вследствие чего чистота ее обработки повышается. Продольно-фрезерные станки могут быть оборудованы приставным заточным устройством, позволяющим затачивать и фуговать ножи непосредственно на ножевом валу. Реклама:Читать далее:Фуговальные станки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Угол заострения режущей кромки ножей равен примерно 40°.
Угол заострения режущей кромки ножей равен примерно 40°.

 1, в показано приспособление, при помощи которого с точностью до сотых долей миллиметра можно быстро установить нож на ножевых валах как на станке, так и вне его. Оно состоит из двух электромагнитов, закрепленных на кронштейне. При выверке ножей кронштейн с электромагнитами устанавливают на подставке (или на столе станка). Ножевой вал располагают так, чтобы один из его ножей находился под электромагнитами. При подключении катушек к сети переменного тока электромагниты притягивают нож, его слегка закрепляют в этом положении и отключают катушки электромагнитов. Таким образом последовательно устанавливают все ножи. По втому принципу разработаны приспособления для установки ножей на ножевых головках и сменных резцов на цилиндрических фрезах.
1, в показано приспособление, при помощи которого с точностью до сотых долей миллиметра можно быстро установить нож на ножевых валах как на станке, так и вне его. Оно состоит из двух электромагнитов, закрепленных на кронштейне. При выверке ножей кронштейн с электромагнитами устанавливают на подставке (или на столе станка). Ножевой вал располагают так, чтобы один из его ножей находился под электромагнитами. При подключении катушек к сети переменного тока электромагниты притягивают нож, его слегка закрепляют в этом положении и отключают катушки электромагнитов. Таким образом последовательно устанавливают все ножи. По втому принципу разработаны приспособления для установки ножей на ножевых головках и сменных резцов на цилиндрических фрезах.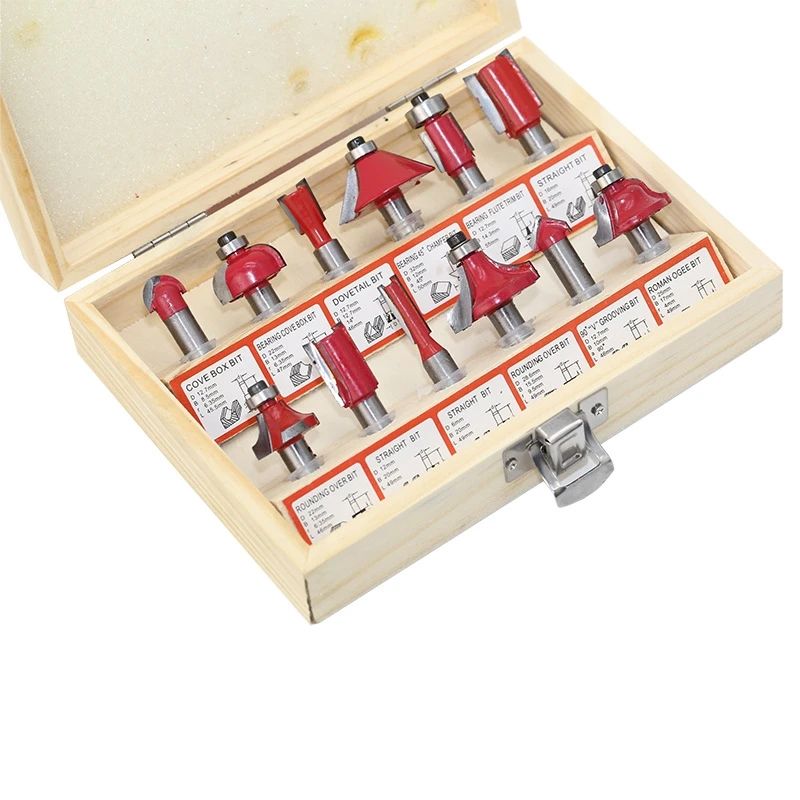 Если нужно, положение ножа регулируют.
Если нужно, положение ножа регулируют.
от снятия коры до последнего штриха в декорировании
Оснастка для деревообрабатывающего инструмента очень важна для каждого этапа изготовления изделия
.
Правильно подобранные и вовремя замененные ножи для любого инструмента могут значительно облегчить работу мастера и продлить срок службы оборудования.
В зависимости от вида работ, типа древесины и используемого оборудования ножи для деревообработки имеют несколько классификаций. Мы создали универсальную. Она дает мастеру комплекс знаний о предназначении и видах деревообрабатывающей оснастки.
*Характеристика, которая должна объединять все выбранные вами видов ножей, – высокое качество материалов и конструкции.
Рассмотрим основные виды ножей для деревообрабатывающего оборудования.
Ножи для рубанка
Широкий ассортимент расходных материалов для электрического или ручного рубанка предоставляет мастеру свободу выбора. Этот инструмент служит для снятия верхнего слоя с деревянных поверхностей.
Ножи изготавливаются из инструментальной стали или карбида вольфрама. Изготовление ножей из стали имеет важное преимущество, а именно, возможность повторной заточки.
Форма может быть разной и зависит от желаемого результата.
- Прямая – для получения идеально гладкой поверхности и строгания узких деталей и выборки четверти.
- Волнообразная – для создания эффекта «старины».
- Закруглённая – для работы с широкими заготовками.
Стандартные размеры:
- длина: от 50 до 110 мм
- высота: от 5,5 до 50 мм
- толщина: от 0,3 до 3,0 мм
Фуговальные (строгальные) ножи
Это — аксессуар, без которого не обходится ни один мастер по дереву. Фуговальные ножи устанавливаются на вал 4-стороннего продольно-строгального или фрезерного станка. В качестве крепления – винты и прижимные клинья. Изготавливаются строгальные ножи из быстрорежущей стали (HSS), инструментальной (DS) стали или с твердосплавной напайкой (TS).
*Для обработки твердых пород дерева пригодны только ножи из быстрорежущей стали с 18% хрома.
Они также отличаются по форме.
- Прямые – для создания прямой поверхности.

- Фигурные – для профилирования.
Главные преимущества работы с фуговальными ножами состоят в высокой производительности, качестве обработки и возможности быстрой и легкой замены аксессуара.
Важно отметить, что данные изделия хорошо ложатся на станки разных модификаций.
Стандартные размеры:
- Длина: от 30 до 1500 мм
- Высота: от 18,2 до 55 мм
- Толщина: от 3 до 3,2 мм
Полезная информация!
Бренд Rapid специализируется на изготовлении износостойких фуговальных ножей разных размеров и предназначения. Это – собственное производство компании Трейд-Плюс. Мы гарантируем качество, сервис и помощь в подборе нужной модели. Для более подробной информации свяжитесь с нашими менеджерами. Они всегда рады помочь клиенту!
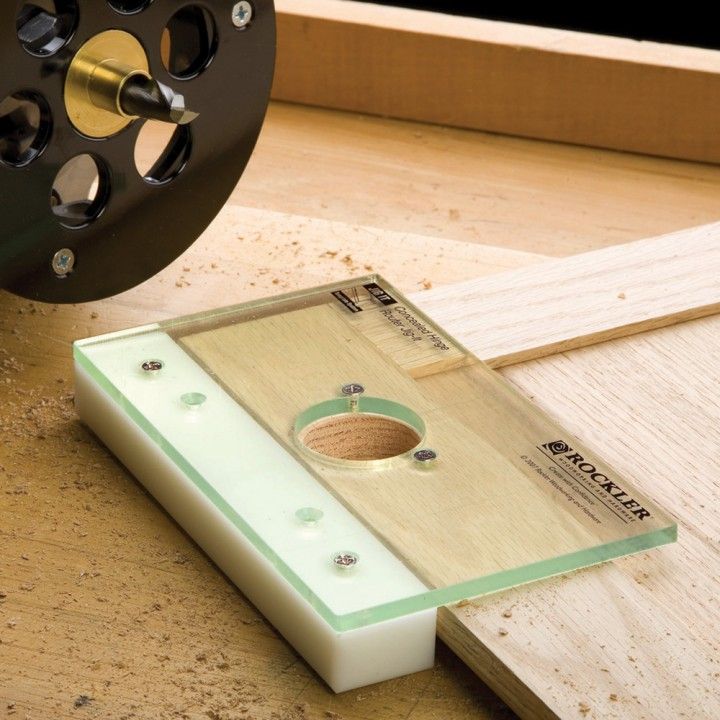
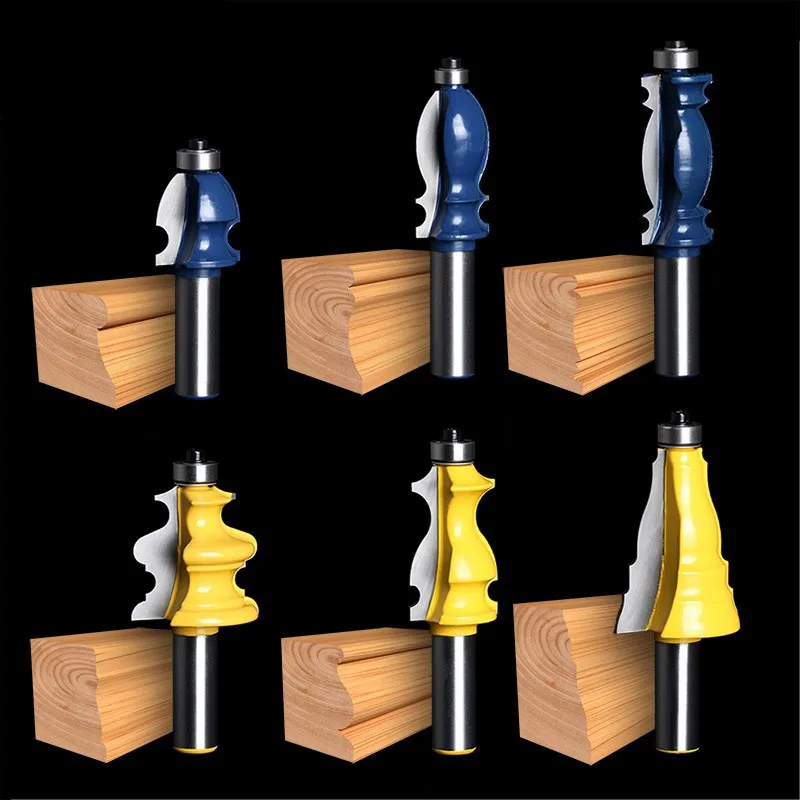
Ножи для фрез
Фрезы по дереву используются как в небольших мастерских, так и в массовом производстве. Это — неотъемлемая часть деревообрабатывающих станков. А ножи – неотъемлемая часть фрез.
А ножи – неотъемлемая часть фрез.
Основное предназначение фрез – создание мебели по индивидуальным заготовкам, фасадов домов, дверей, окон, лестниц и мелких предметов интерьера.
*Чтобы результат был идеальным, следует тщательно проверять ножи на износ и то, насколько хорошо сидит нож на фрезе. При необходимости его следует заменить другим.
Подходящий режущий инструмент должен подбираться с учетом формы выемки и ширины заготовки.
В зависимости от вида обработки и типа инструмента выделяют 3 варианта фрезерования:
- Ламельное – для создания пазов на торцах заготовок.
- Кромочное – для декорирования и создания узоров.
- Верхнее – наиболее универсальное – для производства больших изделий.
Ножи для фрез разделяют на 2 группы:
- Твердосплавные – высокопроизводительный и износостойкий инструмент.
- Из быстрорежущей высоколегированной стали — позволят сэкономить бюджет, но по качеству слегка уступают твердосплавным.

*Некоторые ножи к фрезам имеют четыре готовых к работе грани. Это значит, что они не нуждаются в повторной заточке. Если одна сторона затупилась, их нужно просто перевернуть.
Также их можно классифицировать по типу крепления:
- с механическим креплением — крепятся к головке винтами.
- самоустанавливающиеся — зажимной механизм фиксирует пластины в гнезде.
Ножи стружечные
Устанавливаются на станках по производству стружки и щепок, а также для резки древесины. Именно из полученных элементов производятся заготовки современной мебели (МДФ, ДСП, OSB).
*В данном случае качество и твердость ножа напрямую влияют на конечный результат.
8 стандартных размеров в диапазонах:
- длина: от 276 до 525,5 мм
- ширина: от 30 до 100 мм
- толщина: от 2 до 6 мм
Лущильные ножи
Применяются на лущильных станках для получения лущильного шпона. Нож представляет собой плоскую пластину с режущим элементом и отверстиями для крепежа.
Они бывают двухслойные и однослойные.
*Для получения лущильного шпона более высокого качества используют прижимные линейки.
Стандартные размеры:
- длина: от 900 до 2800 мм
- ширина: 180 мм
- толщина: 15 мм
Ножи гильотинных ножниц для резания шпона
Ножи устанавливаются на гильотинные ножницы и применяются для продольной и поперечной резки строганого или лущеного шпона. Также с их помощью удаляются дефекты шпона, возникшие в процессе его изготовления. Ножи производятся из однослойной или двухслойной инструментальной стали с добавлением легирующих компонентов в зависимости от исполнения.
Стандартные размеры:
- длина: от 900 до 3100 мм
- ширина: 115 мм и 150 мм
- толщина: 9 мм и 15 мм
Ножи рубильные
Это очень важный компонент деревообработки. Именно он делает производство древесных изделий практически безотходным. Они предназначены для переработки низкокачественной топливной древесины и различных отходов лесопиления и деревообработки. В результате получается щепа, которая в дальнейшем склеивается и образовывает новую заготовку или бумажные изделия.
В результате получается щепа, которая в дальнейшем склеивается и образовывает новую заготовку или бумажные изделия.
Конструкция предполагает наличие зубьев разной длины и формы и специальных выемок для крепления на рубильную машину. В изготовлении используется специальная высоколегированная сталь.
Стандартные размеры:
- длина: от 44 до 1360 мм
- ширина: от 40 до 360 мм
- толщина: от 5 до 25 мм
Ножи корообдирочные и коросниматели
Эти ножи используются на первых этапах деревообработки. От качества проделанной ими работы будет зависеть легкость и скорость последующих этапов. Они предназначены для окорки дерева. Как правило, они устанавливаются на роторные корообдирочные машины.
В основном это – цельный твердосплавный кусок металла с режущей кромкой и отверстиями для крепления.
Стандартные размеры:
- длина: от 80 до 420 мм
- ширина: от 80 до 230 мм
- толщина: от 4 до 10 мм
Отдельно следует сказать о фигурных ножах
Их можно отнести к большинству вышеупомянутых типов деревообрабатывающих «расходников». Однако, к какому типу они не относились бы, у них есть одно главное отличие – декорирование.
Однако, к какому типу они не относились бы, у них есть одно главное отличие – декорирование.
Фигурные ножи для станка предназначены для формирования фасонных поверхностей на рабочих деталях, создания контуров и узоров.
Уникальность конструкции заключается в форме выемок и зазубрин, которые за один проход станка создают на изделии специфический узор. Количество вариантов профиля — неисчисляемое. Зачастую, фигурные ножи делаются индивидуально на заказ мастера. Однако, есть и большое количество стандартных моделей.
Почему своевременная покупка и замена режущего инструмента очень важна
Вовремя заметить притупление или стачивание режущей кромки ножа значит предупредить выход некачественной продукции и застой в работе. Более того, превысив срок эксплуатации ножей, можно навредить не только оборудованию, но и рабочему персоналу. Регулярные проверки всех комплектующих и их своевременная замена гарантируют долговечность инструментов и стабильный высококачественный результат работы.
Производство фрез по дереву и деревообрабатывающего инструмента
1.Назначение и область применения.
1.1 Фрезы дереворежущие насадные сборные с твердосплавными пластинами (ножами) выполнены в форме фрезерных сборок или в форме отдельных корпусов, имеющих постоянный диаметр резания.
2.Устройство.
2.1 Фрезерная сборка состоит из фрез, установленных на стакане с гладкой посадкой через промежуточные и регулировочные кольца и закрепленных гайкой с правой или левой резьбой, в зависимости от вращения шпинделя.
На торцевых поверхностях корпусов фрез выбита цифра 0 — вертикальная линия ориентирования корпусов при сборке (во избежание дисбаланса). На верхнем корпусе сборки указаны максимальные обороты вращения, габаритные размеры, её тип или номер и товарный знак предприятия-изготовителя.
2.2 Крепление ножей на корпусах фрез производится винтом, или винтом через клин, имеющим углубление для упора винта.
2.3 Корпуса фрез, крепежные элементы и ножи изготовлены в соответствии с ГОСТ 13932-80, ГОСТ Р 52419-2005, ГОСТ Р 52401-2005, ГОСТ Р 53926-2010, ГОСТ Р 53927-2010, ТУ3952-001-3307012675-09 и ТУ3950-002-3307012675-09 предприятия-изготовителя.
3. Указание мер безопасности.
3.1 К эксплуатации инструмента допускаются лица, прошедшие обучение и аттестацию по ОТ и ТБ для работ на деревообрабатывающих станках.
3.2 Ножи на фрезах и фрезы на стаканах должны быть правильно установлены и надежно закреплены. Затяжку ножей производите специальными ключами шестигранник А2.5, А3, А4, А5, А6 и Torx T9, T15, T20.
3.3 Запрещается превышать максимальные обороты вращения фрез и фрезерных сборок, указанные на корпусах фрез.
3.4 При ручной подаче подавайте заготовку на фрезу плавно.
3.5 Не производите очистку фрез, регулировку и смену ножей непосредственно на шпинделе станка.
3.6 Ограждения, кожуха станков и стружкоудаления не должны мешать установке и вращению инструмента.
4.Подготовка к работе и порядок работы.
4.1 Перед началом работы проверяется затяжка корпусов на стакане, наличие и целостность ножей на корпусах фрез.
4.2 Фрезерные сборки устанавливаются на шпиндель станка гайкой вверх.
4.3 Убедитесь в совпадении направления вращения шпинделя станка и направления резания фрезы.
4.4 Движением суппортов или направляющих линеек установите базовые размеры с помощью любой фрезерной сборки, предназначенной для установки на данный станок. Для остальных сборок регулировка положения шпинделя и направляющей линейки не требуется. Данная операция производится для профилирующих и шипорезных сборок отдельно.
4.5 Опробуйте работу оборудования с инструментом на холостом ходу, после чего сделайте пробное фрезерование. При необходимости выполните переналадку станка.
За счет разброса технических параметров оборудования один и тот же инструмент дает разные плотности шиповых соединений на разных станках.
Сборная конструкция дает возможность регулировки плотности шипового соединения за счет установки дополнительных, регулировочных колец — 0.1, 0.3, 0.5, 1.0 (мм) между корпусами фрез, или за счет замены промежуточных колец на более тонкие кольца.
4.6 Регулировку плотности шиповых соединений производите после проверки биения шпинделя и его перпендикулярности столу или плоскости движения шипорезной каретки.
На предприятии-изготовителе инструмент регулируют, производят динамическую балансировку, проверяют совпадение базовых высот фрезерных сборок, 100%-но изготавливают опытные образцы изделий с проверкой соответствия их геометрических размеров чертежам, проверяют плотность шиповых соединений и стыковку профилей. Дальнейшая регулировка, если таковая необходима, производится владельцем инструмента самостоятельно.
5. Техническое обслуживание.
Безотказная и долговечная работа инструмента зависит от его правильной эксплуатации и своевременного ухода. Инструмент прост в эксплуатации, но требует бережного обращения.
Инструмент прост в эксплуатации, но требует бережного обращения.
5.1 Необходимо следить за тем, чтобы инструмент был вовремя отмыт и очищен от смолы.
5.2 При обслуживании инструмента не прикасаться ножами к металлическим предметам — (ножи очень твердые, но хрупкие). Стеллажи и верстаки под инструмент должны быть обшиты деревом, фанерой или ДВП.
5.3 Для замены ножа следует:
— очистить шилом или другим предметом шестигранное отверстие крепежного винта;
— ключом ослабить винт и снять нож с клином;
— неметаллическим предметом очистить посадочное (шлифованное) место ножа, клин и нож от смолы и пыли;
— вставить нож с клином в посадочный канал, удерживая нож с клином, прижать нож к упорной стенке и вниз к скосу канала и, если нож профильный, к торцевой базе-винту;
— не отпуская нож с клином, и удерживая их строго в посадочном месте, выполнить несколько движений по затяжке и ослаблению крепежного винта. Почувствовав отсутствие смещения клина и ножа при закручивании винта, выполнить слабую затяжку.
Почувствовав отсутствие смещения клина и ножа при закручивании винта, выполнить слабую затяжку.
— визуально либо на оправке по индикатору убедиться (но не выставлять) в правильной установке и выполнить окончательную затяжку с Мкр (Н м) для: М4-1,9, М5-3,5, М6-5,5, М8-9,5, М10-14,3 , М12-20,0.
Прямые и ромбические ножи заглублены относительно подрезных по торцевой поверхности на 0,3 мм и устанавливаются визуально, приблизительно по центру корпуса. Профильные ножи выставляются по боковой базе — установочному винту, подрезные и фасочные — свободной затяжкой винтов.
ВНИМАНИЕ !
Во время сборки и разборки инструмента внимательно следите за чистотой режущих и крепежных элементов, посадочных мест ножей, ступиц корпусов фрез и промежуточных колец. Наличие смолы или опилок между клином, ножом и корпусом фрезы приведет к ослаблению затяжки винта во время работы. За счет центробежной силы нож начнет выезжать, изменится чистота обработки поверхности изделия или его геометрия.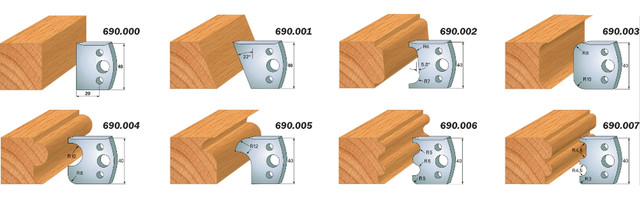 Немедленно выключите станок, т.к. нож может сломаться или вылететь вместе с клином. Произведите повторную установку ножа.
Немедленно выключите станок, т.к. нож может сломаться или вылететь вместе с клином. Произведите повторную установку ножа.
Конструкция фрез со сменными неперетачиваемыми ножами позволяет сохранить постоянные геометрические размеры при смене ножей, что сохраняет предыдущие наладки станков и плотность стыковых соединений.
За счет разброса технических параметров оборудования один и тот же инструмент дает разные плотности шиповых соединений на разных станках.
Сборная конструкция дает возможность регулировки плотности шипового соединения за счет установки дополнительных, регулировочных колец — 0.1, 0.3, 0.5, 1.0 (мм) между корпусами фрез, или за счет замены промежуточных колец на более тонкие кольца.
5.4 Во избежание преждевременного затупления ножей необходимо придерживаться рекомендуемых значений скоростей резания и подачи материала (схемы прилагаются), не допускать загрязнения заготовок.
В случае недостатка информации в настоящей инструкции для работы инструментом и его обслуживания, обратитесь к Изготовителю или его Представителю за консультацией. Не приступайте к работе без твердой уверенности в Ваших действиях.
Не приступайте к работе без твердой уверенности в Ваших действиях.
6. Сведения о сертификации.
6.1 Инструмент отвечает декларации о соответствии ЕАЭС N RU Д-RU.HX37.В.00650/20.
Дата регистрации — 11.03.2020 г. Срок действия по 10.03.2025 г.
7. Гарантийные обязательства.
7.1 Гарантийный срок службы (кроме изнашивающихся частей — ножей, клиньев, винтов) при соблюдении правил эксплуатации, изложенных в настоящей инструкции, 12 месяцев со дня ввода в эксплуатацию.
7.2 Изготовитель не несет ответственности:
— при небрежном хранении и транспортировании инструмента владельцами;
— при самовольном изменении владельцем конструкции изделия или механической обработке фрез или деталей фрезерных сборок.
Резцы для токарного станка по дереву: стамески, ножи
Токарные станки по дереву необходимы для обработки круглых деревянных деталей, а также чтобы придать изделию круглую форму.
Для этого применяются резцы. Они могут отличаться в зависимости от формы режущей части и способа заточки.
Содержание:
- 1 Общие сведения о резцах
- 2 Разновидности стамесок
- 2.1 Рейер
- 2.2 Мейсель
- 2.3 Фасонные
- 2.4 Самодельные
- 3 Типы по функционалу
- 3.1 Грубая обдирка
- 3.2 Чистовое точение
- 3.3 Фасонный
- 3.4 Отрезной
- 3.5 Расточный
- 3.6 С круглым сечением
- 3.7 Для внутреннего точения
- 4 Что входит в набор ножей?
- 5 Как изготовить самостоятельно?
- 6 Когда и как нужно точить?
- 7 Общие правила и техника безопасности
Общие сведения о резцах
Резцы используются, чтобы вручную обрабатывать заготовку, которая вращается непосредственно в токарном станке. Этот инструмент состоит из двух главных частей: металлическая, рабочая и деревянная ручки. Рабочая часть состоит из:
- лезвие – именно оно вступает в контакт с обрабатываемой деталью и подлежит регулярной заточке под определенным углом;
- тело – та часть, за которую мастер держит резец на подлокотнике станка;
- хвостовик – сужающееся место, сразу за телом, к хвостовику крепится ручка.

Ручка делится на основу и шейку конструкции.
Разновидности стамесок
Стамески выполняют различную работу, от этого зависит их конфигурация и конструкция. Также каждая разновидность режущего инструмента для станка отличается специфическими особенностями заточки. Для работы новичку достаточно иметь резцы двух видов: рейер и мейсель. Более опытным мастерам понадобятся другие виды резцов.
Читайте также: как изготовить стамески для токарного станка по дереву своими руками.
Рейер
По конструкции это длинное лезвие из стали с полукруглым сечением. Предназначен для грубой черновой первоначальной обработки заготовки. Изготавливается такой резец из толстой пластины или желоба с полукруглым сечением.
Работая рейером мастер придает заготовки приблизительные очертания будущего изделия.
Мейсель
Используется для чистовой обработки изделия из дерева. С помощью мейселя можно отрезать готовую деталь от остатков заготовки. По конструкции это пластина с косым лезвием, которое с обоих сторон заточено под одинаковым углом.
При помощи двух основных резцов можно выполнить практически все токарные работы по дереву средней сложности. Многие опытные мастера с использованием рейера и мейселя успешно обрабатывают и внутреннюю поверхность деревянных деталей.
Фасонные
Это целая группа резцов, при помощи которых выполняются все прочие, более сложные работы на токарном станке по дереву.
Фасонные резцы бывают следующих разновидностей:
- Стамеска – необходима для выравнивания цилиндрических поверхностей.
- Гребенка – вырезает канавки и различного размера резьбы.
- Крючок необходим для создания полости в торце детали.
- Кольцо также необходимо для создания полостей.
- Треугольник – предназначен для грубой обработки детали и придания ей цилиндрической формы. Эти резцы заточены в форме треугольника.
Для работы с фасонными резцами требуется больше опыта. С их помощью можно придать заготовке практически любую форму.
С их помощью можно придать заготовке практически любую форму.
Самодельные
Чтобы сделать инструмент для токарного станка по дереву, прежде всего, необходимо подобрать качественный крепкий материал. Это качественная марка стали, соответствующая нужным размерам.
Читайте также: виды токарных резцов
Оптимальный вариант – использовать напильники, которые уже «отработали» и не используются по прямому предназначению. Для создания резца следует металлическую заготовку заточить на специальном станке, придать ему форму в основной части и в районе хвостовика.
Только сделанный резец сначала испытывают на мягких породах дерева. Если после проверки на резце не появилось сколов, трещин, то можно начинать обработку заготовок из твердых сортов дерева.
Самодельные резцы помогают значительно увеличить производительность процесса и расширить ассортимент изготавливаемой на станке продукции.
Типы по функционалу
При работе на токарном станке необходимо иметь несколько типов резцов, поскольку эти инструменты в зависимости от заточки и формы выполняют различные функции, начиная от грубой обдирки и заканчивая чистовой отделкой готового изделия.
Грубая обдирка
Инструмент, предназначенный для такой работы, содержит пару рабочих граней, которые сопрягаются между собой под острым углом. Такой инструмент более безопасен, чем радиальные аналоги.
Чистовое точение
Резцы этого функциональность нужны, чтобы снять небольшой слой стружки. При помощи этого инструмента нельзя придать форму готовому изделию, можно сделать гладкой только наружную поверхность. Инструменты для чистового точения имеют угол наконечник с правым или левым углом заточки.
Фасонный
Фасонный тип резца имеет полукруглый наконечник. Он предназначается для работы с нестандартными поверхностями. Конфигурация фасонных резцов может быть самой разной, в зависимости от обрабатываемой поверхности и ее формы.
Отрезной
Используется только для единственного процесса – отрезать готовое изделие от остатков заготовки.
Расточный
Эти резцы предназначены для того, чтобы убрать излишки материала в процессе обработки изделия. В области резания для проведения таких операций есть специальный уступ.
С круглым сечением
Необходимы для обработки радиусных заготовок. Рабочая часть такого инструмента может содержать небольшие технологические резцы или быть радиусной.
Для внутреннего точения
Если резец предназначен для внутреннего точения, то на нем обязательно установлен ограничитель, регулирующий глубину точения.
Что входит в набор ножей?
Для полноценной работы на токарном станке по дереву у мастера должен быть набор инструментов. К ним относятся:
- ножи-косяки с различными углами лезвий для создания сложных рельефных рисунков;
- стамеска – основной инструмент для фигурной обработки изделия. Бывает плоской, уголковой, полукруглой;
- клюкарза – предназначена для ручной, чистовой обработки детали;гейсмусы – резец с углом загиба в 45°.

Читайте также: токарный станок ТВ-4
Полноценный набор инструментов для токарного станка должен включать в себя все вышеперечисленные резцы.
Как изготовить самостоятельно?
Проще всего самостоятельно изготовить рейер и мейсель. Для этого понадобится отработанный напильник или рашпиль. Их следует обработать на заточном станке и дополнить крепежным кольцом на ручке.
Оптимальная длина тела резца составляет 20-30 см.
Алгоритм работы по созданию резца такой:
- При помощи металлообрабатывающего станка выпилить нужную форму будущего резца.
- Произвести первичное точение.
- Для придания изделию прочности его необходимо закалить. Для этого заготовку накаляют до максимальной температуры, а потом для остывания опускают в машинное масло.
- Финишная заточка резца.
- Насаждение на деревянную ручку.
Для закаливания можно оставить остывать и просто на воздухе. Читайте также: как изготовить резцы для токарного станка по дереву своими руками.
Когда и как нужно точить?
От геометрии токарного резца зависит качество готового изделия, которое этим резцом обрабатывали. Для начинающего токаря угол заточки стамески и мейселя должен составлять 40°. Для рейера – 50-60°.
Есть два метода заточки:
- Ручной. Он отличается низкой производительностью и полным отсутствием механического труда. Добиться желаемого результата с высокой точностью маловероятно.
- Механический метод при помощи специальных станков, имеющих камень для снятия металла.
Ручной метод чаще используют, когда в короткие сроки необходимо заточить мало изношенный инструмент. Станок помогает удалить появившиеся вследствие эксплуатации дефекты.
Общие правила и техника безопасности
Принципы безопасной работы на токарном станке по дереву:
- работать следует в спецодежде, которую необходимо надевать еще до включения станка;
- на станке не должно быть лишних предметов и инструментов;
- обязательно проверить заготовку на наличие сучков и трещин;
- проверить исправность режущего инструмента и его заточку;
- надеть защитные очки;
- при работе подавать на деталь резец, только когда вал наберет полную частоту вращений;
- не наклонять голову близко к станку;
- замеры детали производить только после остановки вращения;
- нельзя отходить от станка, пока тот работает.
После работы рекомендуется удалить стружку специальной щеткой.
При работе на токарном станке по дереву необходим целый набор различных резцов. Каждый из них выполняет свою функцию и предназначен для определенной работы. Такие резцы можно приобрести в магазинах или изготовить самостоятельно.
Для чего нужен фрезерный станок по дереву
Области применения фрезерных станков очень широкие. Фрезерный станок по дереву предназначен для производства фасонных деталей из древесины, также их применяют для плоскостного фрезерования и обработки профилей, или для объемного фрезерования рельефов деталей и изделий. Такие станки по дереву проходят специальную сертификацию и соответствуют всем правилам безопасности и нормативам, необходимым при работе.
Фрезерные станки по дереву могут быть оснащены специальным промышленным пылесосом, чтобы удалять стружку и древесную пыль с поверхности работающего аппарата и зоны, где проходит обработка. Станина у фрезерных станков – это жесткая литая конструкция, которая устойчива к вибрациям. Во время работы на станке по дереву можно быстро, удобно и безопасно заменить инструмент.
Во время работы на станке по дереву можно быстро, удобно и безопасно заменить инструмент.
Изначально, фрезерный станок по дереву предназначен для плоского и профильного строгания. Например, с помощью станков можно обрабатывать края заготовок, а также использовать при изготовлении плинтуса, простых шипов, выборки паза. Тем не менее, если применять специальные приспособления, станок можно превратить в универсальный аппарат для обработки дерева. Поэтому можно обрабатывать бруски, гнезда, пазы и проушины, и на небольших предприятиях или в частных мастерских фрезерный станок — незаменимая и актуальная вещь.
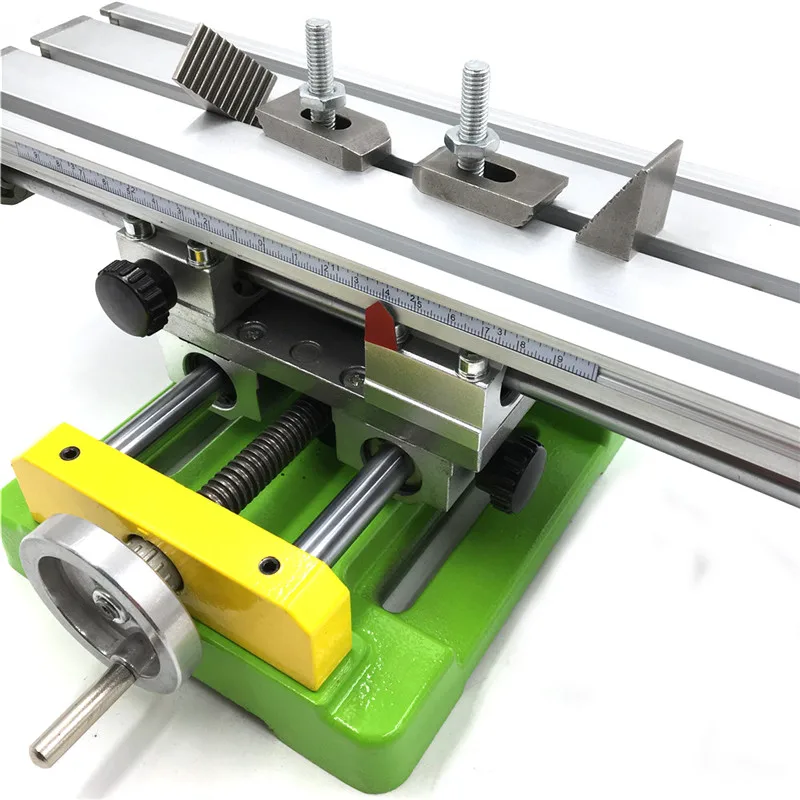
Устройство фрезерного станка
Основные рабочие части у фрезерного станка по дереву это станина, суппорт, рабочий стол, вставной шпиндель и вал-шпиндель, ну и конечно инструмент для резки.
Вал-шпиндель укрепляется под рабочим столом на суппорте и его верхний конец проходит через отверстие рабочего стола. Суппорт можно регулировать – поднимать и опускать, устанавливать в необходимом положении. На верхнем конце вала-шпинделя закрепляется вставной шпиндель и режущий инструмент.
На верхнем конце вала-шпинделя закрепляется вставной шпиндель и режущий инструмент.
Для того, чтобы фрезеровать по прямой, необходимы направляющие детали – линейка или планка. Линейка подвижна и её можно регулировать. Для того, чтобы закрепить упоры на фрезерном станке по дереву, присутствуют специальные пазы. В качестве режущего инструмента используются большое количество разнообразных ножей, фрезерных головок, дисков и различных фрез.
Виды фрезерных станков по дереву
Существует множество видов фрезерных станков, с помощью которых можно обрабатывать древесину. Все они предназначены для разных целей, и имеют немного различий в устройстве. Тем не менее, каждый фрезерный станок по дереву довольно непрост в эксплуатации и требует особой осторожности в работе. Фрезерование производится с очень высокой скоростью оборотов, а режущий инструмент полностью отгородить от человека не представляется возможным.
Итак, виды фрезерных станков для деревообработки:
Фрезерный станок с ЧПУ
Такой станок существует относительно с недавнего времени. ЧПУ означает “Числовое Программного Устройство”. Это означает то, что фрезерный станок ЧПУ по дереву имеет микропроцессор, в котором есть оперативная память и операционная система. Такой станок очень полезен на производстве, поскольку благодаря возможности программирования и настройки задач, он справляется сразу с несколькими проблемными задачами. Во-первых, он обеспечивает значительно меньшие затраты на производство и оплату труда. Во-вторых, такой станок значительно повышает производительность предприятия, поскольку время обработки каждой детали существенно сокращается. Кроме того, такие фрезерные станки по дереву обеспечивают самую лучшую помощь в работе.
ЧПУ означает “Числовое Программного Устройство”. Это означает то, что фрезерный станок ЧПУ по дереву имеет микропроцессор, в котором есть оперативная память и операционная система. Такой станок очень полезен на производстве, поскольку благодаря возможности программирования и настройки задач, он справляется сразу с несколькими проблемными задачами. Во-первых, он обеспечивает значительно меньшие затраты на производство и оплату труда. Во-вторых, такой станок значительно повышает производительность предприятия, поскольку время обработки каждой детали существенно сокращается. Кроме того, такие фрезерные станки по дереву обеспечивают самую лучшую помощь в работе.
Ручной фрезерный станок
Такие станки предназначены для меньшей по объему работы. Существенно отличаются и его размеры – на производстве его уже не получится использовать, но в домашних мастерских и частных предприятиях он окажется очень полезным.
В большинстве случаев ручной фрезерный станок по дереву используется для того, чтобы изготовить пазы, с помощью которых можно соединять разные детали. Очень маленькие пазы будет проблемно изготовить без такого станка.
Очень маленькие пазы будет проблемно изготовить без такого станка.
Часто возникает ситуация, когда необходимо обработать предмет с декоративными элементами, и применение ручного фрезерного станка в таком случае – идеальный вариант. Производство мебели предусматривает наличие стяжек или других вариантов соединения, и с помощью ручного фрезера их выполнение не будет проблемным.
Копировально-фрезерный станок по дереву
Иногда необходимо выполнить очень сложную работу, в которой много разных узоров и деталей. При этом необходимо придерживаться абсолютной точности и идентичности двух предметов. Вручную это выполнить очень сложно, и к тому же занимает много времени. В этом случае и будут полезны такие фрезерные станки по дереву. Для того, чтобы все образцы были абсолютно одинаковыми, станок использует готовые шаблоны. Эти шаблоны представляют собой образцы из любого материала – дерева или пластмассы. Заготовка прижимается с помощью вакуума, подается шаблон. Итог – идеальное копирование контуров и одинаковые детали со сложными узорами.![]()
Токарно-фрезерный станок
Этот вид станка специально предназначен для придания формы заготовке путем обработки древесины профильным путем. Токарно-фрезерный станок по дереву может обрабатывать многогранные, круглые и винтовые элементы, благодаря разным возможностям программирования. В зависимости от того, что необходимо обрабатывать, можно применять токарные ножи или дисковые и пальчиковые фрезы. Исполнение сложных деталей возможно благодаря интегрированной схеме устройства таких станков по дереву.
Настольный фрезерный станок по дереву
Такой станок отличается своей простотой и одновременно удобством в эксплуатации. Он во многом похож на ручной фрезерный станок, поскольку его использование будет наиболее актуальным на частных предприятиях и в небольших мастерских. Благодаря своим размерам и вместе с тем возможностью выполнения сложных работ, использование такого фрезерного станка по дереву будет полезным при изготовлении мелких деталей мебели, откосов и других элементов.
Бытовой фрезерный станок
Как видно из названия, такой станок пригодится для использования в бытовых целях. Основное применение он найдет в собственных мастерских, где будет необходим для частных нужд. Бытовой фрезерный станок по дереву позволит сделать распиловку дерева, как продольную, так и поперечную, строгание, фрезерование, сверление с различными диаметрами, шлифование и другие разнообразные операции.
Вертикально-фрезерный станок
Станок вертикально-фрезерный по дереву предназначен для выполнения любых видов работ с помощью специальных фрез. В большинстве случаев, такие станки используются для того, чтобы произвести сверление, зенкерование, растачивание любого отверстия. Также он пригодится при обработках любых плоскостей, пазов, рамок, штампов и других видов деталей. Фрезерный станок вертикального типа можно применять для работы не только с деревом, но и с другими материалами.
Видео как построить перегородку из гипсокартона
Как устанавливать плинтуса на пол видео
Решения Burton Mill
Контакт
Burton Mill Solutions
Burton Mill Solutions — это новое название Wood Fiber Group, объединяющее крупнейшие производители режущих инструментов для лесопильного производства и технологий автоматизации картотечных помещений, включая Simonds International, Burton Saw & Supply, BGR Saws, Cut Technologies, США. Blades, Armstrong, Wright Machine Tool, The Knife Source и Технический центр Simonds для профессионального обучения Saw Filer. Мы также представляем интересы нескольких ведущих независимых производителей оборудования для архивных цехов для восстановления промышленных режущих инструментов, в том числе Vollmer of America.
Blades, Armstrong, Wright Machine Tool, The Knife Source и Технический центр Simonds для профессионального обучения Saw Filer. Мы также представляем интересы нескольких ведущих независимых производителей оборудования для архивных цехов для восстановления промышленных режущих инструментов, в том числе Vollmer of America.
Несмотря на изменение нашего названия, преданные своему делу люди, которых вы уже знаете, продолжат предоставлять все продукты и услуги, которым вы доверяете, — теперь уже от Burton Mill Solutions. Мы по-прежнему являемся ведущим производителем и поставщиком расходных режущих инструментов, расходных материалов для технического обслуживания, технических услуг и оборудования для технического обслуживания, связанного с режущим инструментом, для предприятий по переработке древесного волокна в Северной Америке и по всему миру. Наша постоянная цель — помочь нашим клиентам в их усилиях по увеличению выхода волокна, повышению производительности, поддержке усилий по обеспечению безопасности, повышению постоянства производительности режущего инструмента и решению проблем с повторяющимися движениями. Burton Mill Solutions, новое имя, которое выбирают профессионалы в области производства пиломатериалов из хвойных и лиственных пород, измельчения древесины и производства деревянных панелей по всему миру.
Burton Mill Solutions, новое имя, которое выбирают профессионалы в области производства пиломатериалов из хвойных и лиственных пород, измельчения древесины и производства деревянных панелей по всему миру.
Пожалуйста, прочитайте объявление, чтобы узнать больше.
Подробнее о брендах Burton Mill Solutions
узнать больше
узнать больше
узнать больше
узнать больше
узнать больше
узнать больше
узнать больше
узнать больше
узнать больше
Свяжитесь с нами
Имя
Имя
Эл. Профессиональное обучение Административные службы WF Другое
Выберите регион
Выберите регион0003
Выберите состояние
Сообщение
- 800-426-6226
- ,     541-683-3337
© Burton Mill Solutions, 2022 г.
Веб-сайт MetroCreate Studios
Burton Saw and Supply
Burton Saw & Supply прошла долгий путь с момента своего основания в 1903 году. Но ценность, которая остается неизменной с течением времени, заключается в том, чтобы помочь своим клиентам в области деревообработки успешно решать проблемы. Сегодняшняя сеть продаж и дистрибуции «белых грузовиков» Burton Saw & Supply продолжает заниматься именно этим. Мы предлагаем самую полную линейку продуктов в нашей отрасли и поставляем наш широкий спектр продуктов и услуг через частые и «регулярные» контакты с клиентами. Ваш представитель Burton имеет доступ к некоторым из самых опытных и надежных экспертов в нашей отрасли, чтобы предоставить оптимизированное решение.
Эти решения поставляются следующими брендами: Simonds International, BGR Saws, Cut Technology, Wright Machine Tools, Armstrong Mfg и другими. Цель Burton состоит в том, чтобы помочь любому клиенту решить проблему с режущим инструментом, помещением для хранения документов или MRO, честно ответив: «Да, мы можем вам это предоставить».
Ваш торговый представитель Burton Saw & Supply также имеет доступ к некоторым из самых опытных и надежных экспертов в нашей отрасли, чтобы предоставить оптимизированные рекомендации по продуктам, специально разработанные пильные полотна и экспертные консультационные ресурсы, которые помогут вам добиться успеха.
Подробнее
Simonds International
Компания Simonds была основана в 1832 году для предоставления высококачественных инструментов, обучения их оптимальному использованию и превосходной ценности. И сегодня мы с гордостью продолжаем эту традицию. Как старейший производитель режущих инструментов в Северной Америке, Simonds International предлагает одну из самых широких и пользующихся наибольшим доверием линеек режущих инструментов и сопутствующего оборудования для восстановления, которые можно найти в любой точке мира. Команда экспертов Simonds тесно сотрудничает с нашими торговыми представителями Burton Saw & Supply, BGR Saws, Cut Technology и U. S. Blades, чтобы предоставить решения, которые помогут нашим клиентам в деревообработке добиться успеха.
S. Blades, чтобы предоставить решения, которые помогут нашим клиентам в деревообработке добиться успеха.
Широкие ленточные пилы серии торговой марки Simonds разработаны и изготовлены по индивидуальному заказу, чтобы помочь нашим клиентам достичь поставленных целей в области качества и производительности. Машинные ножи Simonds соответствуют спецификациям OEM или даже превышают их, а наши круглопильные станки с большим диаметром вставных зубьев являются лидерами отрасли на протяжении нескольких поколений. Наследие Simonds по обучению продолжается в Техническом центре Simonds во Флоренции, Южная Каролина, для профессионального обучения Saw Filer, чтобы помочь нашим клиентам получить максимальную отдачу от своих режущих инструментов, персонала и древесного волокна.
Подробнее
BGR Saws
Scies Компания BGR / BGR Saws была основана в 1968 году с целью помочь клиентам повысить производительность, максимально увеличить выход бревен и увеличить время безотказной работы мельницы. С самого начала мы сосредоточились на мобилизации команды экспертов, способных:
С самого начала мы сосредоточились на мобилизации команды экспертов, способных:
- Разрабатывать, производить и поставлять лучшие пильные диски, адаптированные к потребностям наших клиентов.
- Предлагайте ассортимент продукции, оборудования для технического обслуживания и сопутствующих услуг, чтобы наши клиенты могли поддерживать производительность, обеспечиваемую новыми пилами BGR.
- Предоставляйте инновационные продукты и услуги, чтобы помочь нашим клиентам добиться успеха.
В команду BGR Saws входят ветераны отрасли с многолетним опытом и молодые люди, обученные новейшим технологиям производства. Мы предлагаем самую полную линейку продуктов в нашей отрасли и поставляем наш широкий спектр продуктов и услуг через частые и «регулярные» контакты с клиентами. Наших торговых представителей, инженеров, дизайнеров, файловых менеджеров и других специалистов объединяет одно: страсть к своей работе и желание предоставить клиентам эффективные решения, специально адаптированные к потребностям их деятельности.![]()
Ваш торговый представитель BGR Saws имеет доступ к некоторым из самых опытных и надежных экспертов в нашей отрасли, чтобы предоставить оптимизированные рекомендации по продуктам, специально разработанные пильные полотна и экспертные консультационные ресурсы, которые помогут вам добиться успеха.
Узнать больше
U.S. Blades
Компания U.S. Blades, основанная в 2003 году, быстро зарекомендовала себя как лидер в области ремонта и производства ножей и пил. Компания U.S. Blades впервые применила концепцию аутсорсинга управления режущим инструментом для больших зуборезных пил, групп меньшего диаметра, обрезных станков и обрезных пил и станочных ножей для щепорезных заводов. Программы US Blades включают:
- Заточка и восстановление инструмента
- Включает в себя доставку и доставку пил, круглосуточную аварийную службу и восстановление в соответствии с новыми спецификациями.
- Внешний ремонт, замена и обслуживание циркулярных пил малого диаметра, циркулярных пил большого диаметра, прецизионных ножей, ножей для измельчения и других режущих инструментов.

- Ножи Sharp Edge
- Программа Sharp Edge устраняет необходимость в заточке машинных ножей и управлении запасами. Участники этой программы получают услуги по заточке и ремонту ножей, принадлежащих U.S. Blades и сдаваемых в аренду клиентам.
Являясь частью Wood Fiber Group, компания U.S. Blades поставляет режущие инструменты, механические ножи, продукцию для технического обслуживания и оборудование для хранения документов от любой компании группы.
Ваш представитель по продажам полотен в США имеет доступ к некоторым из самых опытных и надежных экспертов в нашей отрасли, которые могут предоставить оптимальные рекомендации по продуктам, специально разработанные пильные полотна и экспертные консультационные ресурсы, которые помогут вам добиться успеха.
Узнать больше
Источник ножа
Хотя The Knife Source была основана только в 1999 году, она имела фору в производстве ножей благодаря многолетнему опыту, собранному для создания компании. Мы очень гордимся тем, что привносим в Burton Mill Solutions наши основополагающие принципы, в том числе постулат о том, что клиент является королем и что клиент подписывает наши платежные чеки. Мы рады привнести дух нашей небольшой компании и «легкий подход к ведению бизнеса» в компанию. Финансовая устойчивость Burton Mill Solutions позволит нам продолжать инвестировать в новые производственные технологии и поставлять передовые, высококачественные и недорогие ножи для деревообрабатывающей промышленности. Наша продукция по-прежнему будет включать измельчители и счетчики отходов и балансовой древесины, зажимы для ножей, наковальни, держатели и, конечно же, ножи для измельчения щеток.
Мы очень гордимся тем, что привносим в Burton Mill Solutions наши основополагающие принципы, в том числе постулат о том, что клиент является королем и что клиент подписывает наши платежные чеки. Мы рады привнести дух нашей небольшой компании и «легкий подход к ведению бизнеса» в компанию. Финансовая устойчивость Burton Mill Solutions позволит нам продолжать инвестировать в новые производственные технологии и поставлять передовые, высококачественные и недорогие ножи для деревообрабатывающей промышленности. Наша продукция по-прежнему будет включать измельчители и счетчики отходов и балансовой древесины, зажимы для ножей, наковальни, держатели и, конечно же, ножи для измельчения щеток.
Подробнее
Armstrong Mfg
Легенда Armstrong Mfg началась в 1902 году в Портленде, штат Орегон, когда ЧП Армстронг открыл свой магазин. Сегодня оборудование Armstrong высоко ценится пилорамами и лесопильщиками во всем мире за его точность работы, высокую надежность, простоту эксплуатации и доступность запасных частей.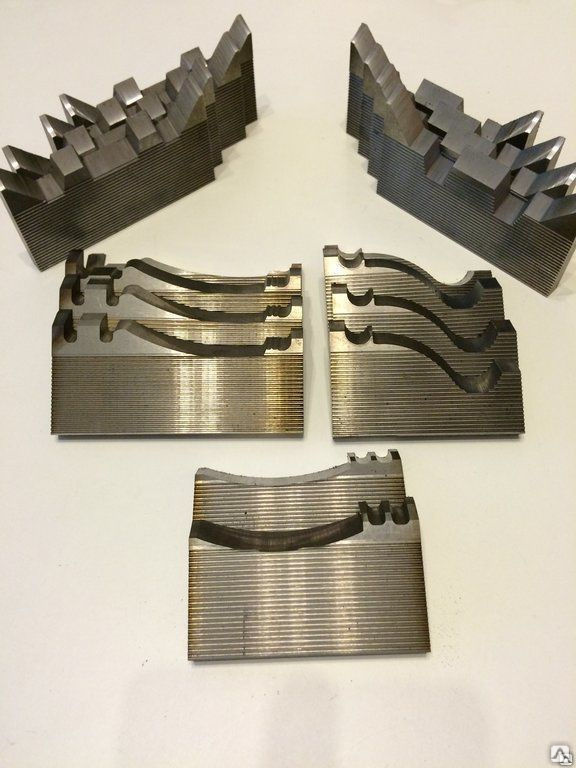 Компания производит полную линейку оборудования для обслуживания широких ленточных пил, а также станки и инструменты для циркулярных пил.
Компания производит полную линейку оборудования для обслуживания широких ленточных пил, а также станки и инструменты для циркулярных пил.
Отношения Armstrong с Simonds уникальны для машиностроительного бизнеса. Многие инновации в станках были разработаны для повышения согласованности и производительности, а также для снижения риска травм от повторяющихся движений на заводе по производству пил Саймондса. Только после того, как они были проверены в нашей производственной среде, они были предложены нашим клиентам.
Армстронг всегда помогал обучать тех, кто занимается опиловкой пил. Одним из примеров является программа VariDesign, которая позволяет Filers проектировать ленточные пилы и анализировать, насколько они подходят для их завода.
Клиенты могут протестировать перед покупкой станки Armstrong в Техническом центре Simonds во Флоренции, Южная Каролина, где многие из наших станков выставлены на обозрение и используются для профессионального обучения Saw Filer.
Узнать больше
Станки Райта
Wright Machine Tools была запущена в 1976 году как линия простого в эксплуатации, недорогого и высокоэффективного оборудования для обслуживания пильных полотен и стала лидером в отрасли ремонта пильных полотен. Как наши простые в эксплуатации устаревшие станки, так и наши новейшие инновационные предложения с ЧПУ и автоматизированными системами помогают фабрикам эффективно использовать труднодоступных специалистов по хранению документов.
Каждая машина, которую мы производим, соответствует высочайшим стандартам прочности, точности, производительности и долговечности. У нас есть обширный каталог станков для заточки пил, сварочных и специальных станков для автоматизации процесса подачи пил и повышения производительности лесопильных работ.
Наше инженерно-производственное предприятие использует самые современные производственные процессы для контроля каждого аспекта проектирования, изготовления, обработки, отделки и сборки машин. Наличие всех производственных мощностей в США под одной крышей позволяет нам быстро реагировать на ваши потребности, предоставляя нам практически полный контроль над качеством продукции. Наша команда опытных заводских техников и вспомогательного персонала готова удовлетворить ваши уникальные потребности.
Наличие всех производственных мощностей в США под одной крышей позволяет нам быстро реагировать на ваши потребности, предоставляя нам практически полный контроль над качеством продукции. Наша команда опытных заводских техников и вспомогательного персонала готова удовлетворить ваши уникальные потребности.
Покупатели могут протестировать перед покупкой Wright Machines в Техническом центре Simonds во Флоренции, Южная Каролина, где многие из наших машин выставлены на обозрение и используются для профессионального обучения Saw Filer.
Узнать больше
Global Tooling
Начав со скромного старта в 1996 году, Global Tooling превратилась в ведущего поставщика инструментов для вторичной столярной промышленности. Мы поставляем ножи, режущие головки и вспомогательные принадлежности производителям столярных изделий по всему миру. За прошедшие годы наш ассортимент продукции также расширился и теперь включает в себя тонкие строгальные ножи, боковые ножи и строгальные головки, используемые на высокопроизводительных строгальных станках.
Global Tooling предоставляет нашим клиентам высококачественную продукцию со 100% гарантией от наших надежных и уважаемых партнеров по производству инструментов и абразивов. Мы предлагаем одни из самых конкурентоспособных цен в отрасли благодаря нашим оптовым закупкам и эффективной структуре с низкими накладными расходами. Покупая у нас, вы можете быть уверены, что получаете наилучшее соотношение цены и качества всех высококачественных товаров, которыми пользуетесь каждый день. Мы обещаем усердно работать, чтобы стать вашим ключевым поставщиком режущих инструментов, мельничного оборудования и расходных материалов для шлифовальных цехов. Мы гордимся тем, что помогаем вам гордиться тем, что вы делаете.
Подробнее
Станки с ЧПУ для изготовления ножей — Tormach
Категория
- Модельный ряд станков с ЧПУ
- Отзыв
- PathPilot
- Галерея
- Получить предложение
Цена базовой машины: 23 995 долл. США
США
+ Предварительно выбранные варианты конструкции и оснастки: 2 980–13 620 долл. США
Мощность: 2 л.с.
Скорость шпинделя: 1000000 об / мин
Мощность: Однофазная 230 В переменного тока
Рабочая оболочка: 18 «x 11» x 16,25 «
. 60 месяцев от 553 долларов США в месяц
Финансирование доступно через Geneva Capital
или запросить расценки
Базовая цена машины: 20 295 долларов США0209 лошадиные силы: 1,5 л.с.
Скорость шпинделя: 10 000 об / мин
Мощность: Однофуза 115 В переменного тока
Рабочая оболочка: 14 «x 7,5» x 13,25 «
. x 337
Финансы: 60 месяцев от 478 долларов в месяц
Финансирование доступно через Geneva Capital
или запросить предложение : 49 долларов5 — 18 610 долл.
 США
США лошадиные силы: 2 HP
Скорость шпинделя: 7 500 об / мин
Мощность: Однофаза 230 вака
Рабочая оболочка: 18 «x 11» 16,25 «9025 . : 457 x 279 x 413
Финансы: 60 месяцев от $236/месяц
Финансирование доступно через Geneva Capital
или Запросить цену Цена
3 $5 База 9 is5, Предварительно выбранные варианты сборки и инструментов: 49 долларов США.5 — $ 18,135
Мощность: 1,5 л.с.
Скорость шпинделя: 10 000 об / мин
Мощность: Однофаза 115 вака
Рабочая оболочка: 14 «x 7,5» X 13,25 «. : 356 x 191 x 337
Финансы: 60 месяцев от $189/месяц
Финансирование доступно через Geneva Capital
или Запросить цену Предварительно выбранные варианты сборки и инструментов: 49 долларов США.
 5 — 12 271 долл. США
5 — 12 271 долл. США Мощность: 3/4 л.с.
Скорость шпинделя: 10 000 об/мин
Мощность: Однофаза 115 VAC
Рабочая оболочка: 10 «x 6,25» x 100125 Рабочая оболочка: 10 «x 6,25» x 100125 Рабочая оболочка: 10 «x 6,25» x 100125 . мм): 254 x 159 x 254
Финансы: 60 месяцев от $144/месяц
Финансирование доступно через Geneva Capital
или Запросить цену Цена
Базовая цена
Станок is4
+ предварительно выбранные варианты сборки и оснастки: 6 652–15 575 долл. США
Мощность: 3 л.с.
Скорость вращения шпинделя: 3500 об/мин
Мощность: Однофазный 230 В перем. мм): 254 x 305 (X,Z)
Финансы: 60 мес. от $434/месяц
Финансирование доступно через Geneva Capital.
или запросите предложение
Базовая цена машины 7 995 долларов США
+ предварительно выбранные варианты конструкции и оснастки: 49 долларов США5 — 4,146 долл. США
Мощность: 1,5 л.с. Цена базовой машины 13 950 долларов США Высококачественные функции: Обнаружение столкновений, отрывной резак Базовая цена машины 4995 долларов США Мощность: 1 л.с. 394 FPM (при 60 Гц) «Интегральные ножи считаются вершиной конструкции ножей с замком рамы, их очень сложно изготовить, но PCNC дает мне точность, необходимую для работы. Выполнено.» Will Moon Ножи Will Moon Custom «Не имея практически никакого опыта в обработке, PCNC 440 был идеальным выбором благодаря простоте использования, доступности, точности и возможности использовать его в моем домашнем гараже. Фрэнк Гриссом Нож и инструмент Гриссома «Просто чтобы дать вам число, прямо сейчас я едва могу сделать три пары рукояток за раз, а на Тормахе я могу с комфортом сделать девять пар. Джон Гримсмо Ножи Grimsmo Подробнее о PathPilot Нож и инструмент Гриссома Ножи TBC Ножи Grimsmo Ножи Heibel Ножи TBC Заказные ножи Will Moon Ножи TBC Нож и инструмент Grissom Ножи Grimsmo Ножи Heibel Ножи TBC Нож и инструмент Grissom Ножи TBC Ножи Heibel Ножи Grimsmo Ножи TBC Ножи Grimsmo Ножи TBC Нож и инструмент Grissom Ножи Heibel 404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке. Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов. Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле . Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом. Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress. Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса. В этом примере файл должен находиться в папке public_html/example/Example/ Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра e xample и E xample не совпадают. Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру. Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден. Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа». В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/ Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра PNG и png не совпадают. При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess. Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления. Во многих случаях это сбросит постоянные ссылки и устранит проблему. Добавьте следующий фрагмент кода 9index.php$ — [L] Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя. Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта. Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в . Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассказывается, как редактировать файл в cPanel, но не о том, что нужно изменить. статьи и ресурсы для этой информации.) Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel. Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так. Токарные станки с ЧПУ Токарные ножи по дереву на продажу Токарные станки с ЧПУ и копировальные токарные станки по дереву широко используются в деревообрабатывающей промышленности в эти годы. Долговечный токарный инструмент по дереву очень помогает в производстве, повышает эффективность и снижает стоимость, а также намного безопаснее. Существует в основном 4 типа токарных станков с ЧПУ или копировальных станков: 2 RC-V Carbide RC-X Carbide Turning Turning Инструменты CNC 3 в 1 сплав-стальной стальной сжисской с ЧПУ (20*20*150 мм, R0,75) RC-X20R0.9 (20*20*150 мм, R0.9) 25*25*200mm R0.5 10x10x200mm, R0.5 12x12x200mm, R0.5 14x14x200mm, R0.5 16x16x200 мм, R0.5 18x18x200 мм, R0.5 20x20x200mm, R0.5 22x22x200mm, R0.5 20x20x300mm, R0.5 2222222220039mm3 9000mm, R0.5 20x20x300mm, R0.5 2222222229292200m3 . .5 Спецификации 1, Держатель ножа: 40cr Сталь, размер 20*20*150 мм или 25*25*150 мм 2, нож лезвие: высокий качественный твердый карка или 28 мм 3, Угол резания: 17 градусов 4, Радиус кончика лезвия: 0,75 мм или 1 мм или 1,5 мм 5, Толщина лезвия: 13 мм 6, Твердость лезвия: 91-91,5 HRC 1, державка ножа: инструментальная сталь 2, лезвие ножа: легированная сталь 3, размер: 25* 25*200 мм 1, 2 в 1, один корпус лезвия с зажимом для крепления. Особенности 1, Super WordPression 3, Простота установки и замены режущей головки 1, Легкость заточки 2, Блестящее острое лезвие 3, Несколько комбинаций установки 4, Разумный угол резания, более простое удаление стружки 5, доступный, экономичный и рентабельный. 1, Сверхтвердое лезвие ножа 2, Длина лезвия 200 мм, можно шлифовать и использовать в течение длительного времени 3, Быстрое и легкое шлифование 1, Весь корпус изготовлен из быстрорежущей стали, высокой жесткости 2, имеют небольшой размер на выбор 3, широко используются с копировальным токарным станком с ЧПУ 4, сверхтвердые HSS для длительного использования. Ножи токарные твердосплавные широко применяются для токарной обработки твердой и полутвердой древесины, а также для чистовой резки; 9Токарные ножи 0125 3 в 1 и быстрорежущие станки широко используются для токарной обработки хвойных и полутвердых пород древесины, а также для черновой и копировальной токарной обработки. Наши токарные инструменты подходят для большинства видов древесины, таких как красный дуб, бук, гевея, беседка, сапеле, Toona ciliata Roem, Ailanthus altissima, Sect.Leuce, Cupressus funebris Endl, береза, твердая древесина, клен, африканский падук, китайский самшит, Сосна, сосна Монтерей, сосна лучистая, персиковое дерево, Juglans regia, научное дерево, ясень, Tectona grandis L. Наши токарные станки с ЧПУ по дереву широко используются с автоматическим ЧПУ, ЧПУ cosen, Intorex, Unique CNC, StyleCNC, Laguna, автоматическим ЧПУ, Intorex, AccTek и т. д., а также со всеми токарными станками с ЧПУ китайского производства. Здесь также доступны 90-градусные левые и правые наружные токарные фрезы по дереву и токарные лезвия Intorex Klein. Проверенный фрезерный станок с ЧПУ High-Z/T с высокой точностью обрабатывает даже твердую древесину, такую как дуб, бук и черное дерево. Показанные выше детали были изготовлены с помощью фрезерного станка High-Z. Наши клиенты ценят гибкость машины. Оператор может установить фрезерный станок с ЧПУ на каждый стол, но мы также поставляем станок с базовой рамой. Открытая конструкция рамы позволяет обрабатывать высокие предметы, например, акустические гитары. Пользователь может даже производить и воспроизводить небольшие деревянные детали, которые часто необходимы для изготовления деревянных моделей. Фрезерный станок High-Z для точной обработки дерева Круги и закругления, фрезерованные в древесине на станке High-Z Фрезерование гитары с открытой рамой Фрезерование сложных форм ручной работой с обычными инструментами быстро достигает предела своих возможностей, например, фрезерование скошенных углублений, закруглений или чистовая обработка контуров надписей, узоров или изображений. Деревянный знак, фрезерованный с V-образной резьбой Деревянные часы с рельефным 3D-изображением Электрогитара с закруглениями и углублениями поверхности и чистые режущие кромки имеют решающее значение для точной деревообработки. Режущая насадка с вращающимися лезвиями, управляемая компьютером, может обрабатывать сложные углубления с трехмерными эффектами гораздо точнее, чем ручной инструмент. Фреза High-Z производит чистые кромки и поверхности, которые даже не требуют окончательной шлифовки. Безусловно, для идеального результата фрезерования необходима качественная фреза по дереву. Полностью функциональная червячная передача, фрезерованная из дерева Чистые режущие кромки и плоские поверхности Деревянная арматура с круглым сечением Чаще всего ремесленники, квалифицированные рабочие и любители используют фрезерный станок с ЧПУ для обработки деревянных изделий, которые они раньше изготавливали вручную. Изготовление мебели — хороший пример экономии времени с использованием фрезерного станка с ЧПУ. Плотнику приходится профрезеровывать пазы на лицевых и боковых стенках шкафов, чтобы они скользили в разделительных и задних стенках, а также маленькие отверстия для соединителей и большие круглые углубления для потайных петель. Фрезерование канавок, отверстий и скрытых петлей в деревянной пластине Сверление отверстий для соединителей Фрезерование канавок и отверстий на станке RaptorX-SL В нашем практическом примере мы обрабатывали ДСП толщиной 2200х600х190мм на фрезерном станке RaptorX-SL. Франк Бирингс из Нидерландов делает деревянные картины на станке с ЧПУ High-Z. Особенность Pop-Art-Pictures заключается в пластиковом 3D-эффекте, который получается благодаря гладко выфрезерованному деревянному рельефу и нанесенным затем окрашенным штрихам. Перед тем, как приступить к фрезерованию, Фрэнк Бирингс загружает образцы своих деревянных картин из Интернета. Ему не нужно беспокоиться о нарушении авторских прав, потому что он использует мотивы только в некоммерческих целях. После завершения фрезеровки г-н Бирингс выравнивает изображения наждачной бумагой и покрывает их лаком для дерева. В итоге получаются красивые 3D картины из дерева в стиле ПОП-АРТ. Создать рисунок и сохранение как .DXF Метковые контуры для 3D эффект Живопись. на фрезерном станке с ЧПУ методом HSC (высокоскоростная резка) Фрезерование куба токаря из дуба, груши и липы демонстрирует производительность фрезерного станка High-Z. Кубики выглядят вложенными друг в друга, хотя сделаны из одного цельного куска дерева. Без шлифовки контуры уже плоские, а поверхности уже ровные. Куб токаря из дуба Куб фрезерованный из древесины груши Фрезерование деревянного куба из дуба на станке High-Z Наведите курсор на изображение, чтобы увеличить
Нажмите на изображение, чтобы увеличить Сохранить 0 FOXBC Нет отзывов Цвет: а Вариант а — 13,32 долл. США — 13,53 долл. США с — 14,00 долл. США Поделитесь этим продуктом Материалы для самостоятельного изготовления: Деревообработка Тип: Трещотка Происхождение: CN (Происхождение) Упаковка: Чемодан is_customized: Да Применение: Инструмент для обработки дерева Кодировка: ganweiMGGJ24 Характеристика: Country —AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea -БисауГайанаГаитиГондурасГонконг САРВенгрияИсландияИндияИндонезия aIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Почтовый индекс У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат. Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки. Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected]. Повреждения и проблемы Исключения/предметы, не подлежащие возврату К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт. Обмен Возврат Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Правила техники безопасности БУДЬТЕ ОСТОРОЖНЫ. Всегда надевайте средства защиты глаз и ушей вместе с пылезащитными масками. ПРЕДУПРЕЖДЕНИЕ: При повторном измельчении продуктов FOXBC образуется пыль из потенциально опасных ингредиентов. Перед использованием бит всегда читайте и соблюдайте руководство по технике безопасности для владельца любого силового оборудования. Всегда используйте защитные очки при использовании этого или любого другого твердосплавного режущего инструмента.
Скорость шпинделя: 5000 об / мин
Мощность: Однофаза 115 вака
9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209925 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9209 9025 . Рабочий конверт (мм): 114 x 254 (X,Z)
Финансы: 60 мес. от $175/месяц
Финансирование доступно через Geneva Capital.
или запросите предложение
+ Предварительно выбранные варианты конструкции и оснастки: 870–219 долларов США5
Ход (дюймы) (X,Y,Z): 50″ x 51,5″ x 3,9″
Ход (мм) (X,Y,Z) ): 1270 x 1308 x 100
Максимальная скорость подачи (X,Y): 1000 дюймов/мин (25,4 м/мин)
Максимальная скорость подачи (Z): 120 дюймов/мин (3,0 м) /мин. )
)
Электропитание: Однофазный 230 В переменного тока
Финансы: 60 месяцев от $304/месяц
Финансирование доступно через Geneva Capital
или запросить предложение
+ Предварительно выбранные варианты конструкции и оснастки: 339 долларов США
Питание: Однофазный 115 В переменного тока
Вместимость: Круглый 7″
Вместимость (мм): 178
Финансы: 60 мес. Женева Капитал,
или запросите предложение Нет ничего более приятного, чем воплощать свои идеи в жизнь.»
Нет ничего более приятного, чем воплощать свои идеи в жизнь.»
www.grissomknifeandtool.com
www.tbcknives.com
www.grimsmoknives.com
www.heibelknives.com
www.tbcknives.com
www.tbcknives.com
www. grissomknifeandtool.com
grissomknifeandtool.com
www.grimsmoknives.com
www.heibelknives.com
www.tbcknives.com
www.grissomknifeandtool.com
www.tbcknives.com
www.heibelknives.com
www.grimsmoknives.com
www.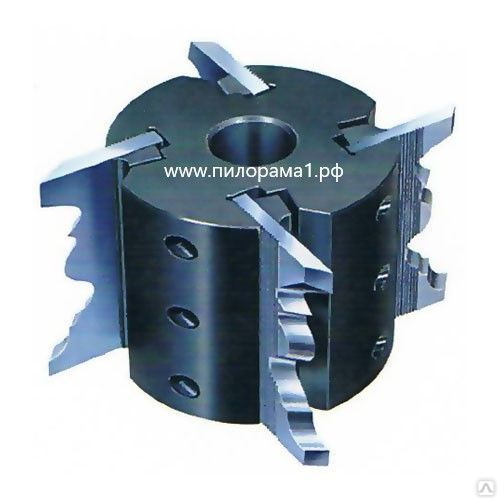 tbcknives.com
tbcknives.com
www.grimsmoknives.com
www.tbcknives.com
www.grissomknifeandtool.com
www.heibelknives.com 404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
 htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему. Как найти правильное написание и папку
Отсутствующие или поврежденные файлы http://example.com/example/Example/help.html

http://example.com/cgi-sys/images/banner.PNG
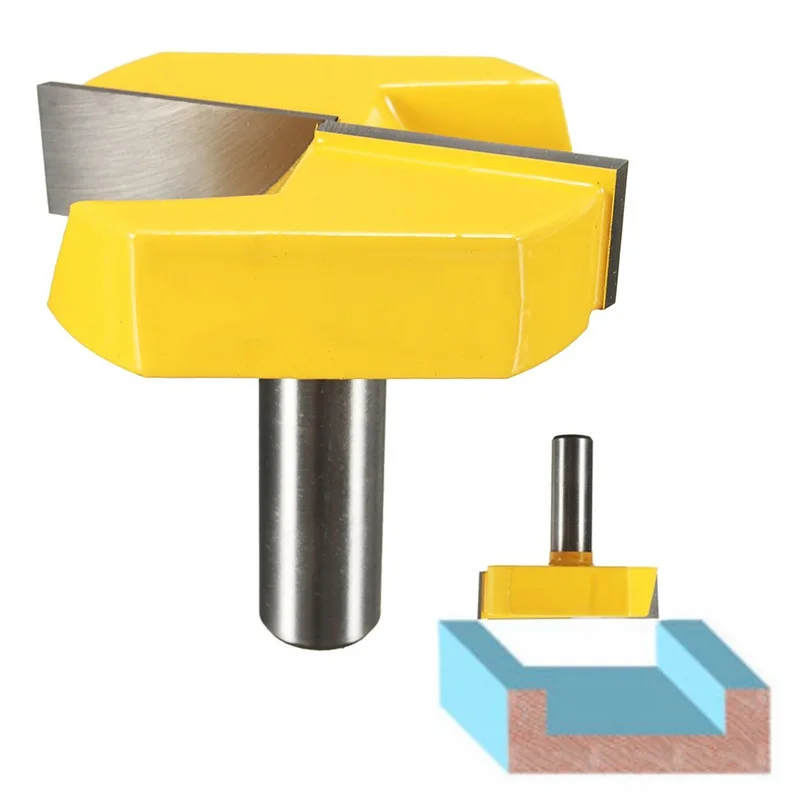
Ошибки 404 после перехода по ссылкам WordPress
 Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress Как изменить файл .htaccess
 htaccess, чтобы эти скрипты могли работать.
htaccess, чтобы эти скрипты могли работать.
Чтобы отредактировать файл .htaccess 
вверху страницы.
Токарные станки с ЧПУ Токарные ножи по дереву на продажу

RicoCNC более 8 лет специализируется на токарных станках с ЧПУ и поддерживает производителей токарных станков с ЧПУ и токарных станков с помощью превосходных токарных ножей по дереву. И становится известным брендом на рынке токарных станков с ЧПУ.
RC-V20R1.0 (20*20*150 мм, R1,0)
RC-V20R1,5 (20*20*150 мм, R1,5)
RC-V25R0. 75 (25*25*150 мм, R0,75)
RC-V25R1.0 (25*25*150 мм, R1,0)
RC-V25R1.5 (25*25*150 мм, R1,5)
RC-X20R0.6 (20*20*150 мм, R0.6)
RC-X25R0.9 (25*25*150 мм, R0. 9) )
9) )
RC-X25R0.6 (25*25*150mm, R0.6)03 03 , Токарное лезвие: с твердосплавным наконечником
2, длина лезвия: 40 мм
3, радиус кончика лезвия: 0,6 мм или 0,9 мм
4, толщина лезвия: 20 мм
5, угол V лезвия: 26°
6, твердость лезвия: 93 HRC
7, держатель ножа: сталь 40Cr,
8, держатель инструмента размер 20*20*150 мм или 25*25*150 мм
9, твердость державки: 45-50HRC
4, твердость лезвия: 67-69 HRC (тверже, чем HSS 60-66HRC)
2, сверхтвердая быстрорежущая сталь, HRC=66°~69°.
3, может быть отполирован
4, материал — высокоскоростные стали (HSS)
5, Высокая точность
6, долговечный. 
Пожалуйста, выберите подходящую модель.
Кроме того, RicoCNC является оригинальным поставщиком твердосплавных токарных инструментов FWCD на китайском рынке для следующих моделей:
FWCD-R1.5
FWCD-R1
FWCD-R0.75
FWCD*L40*R1.5
FWCD*L40 *R1
FWCD*L40*R0,75
FWCD*L28*R1,5
FWCD*L28*R1
FWCD*L28*R0,75
FWCD-X
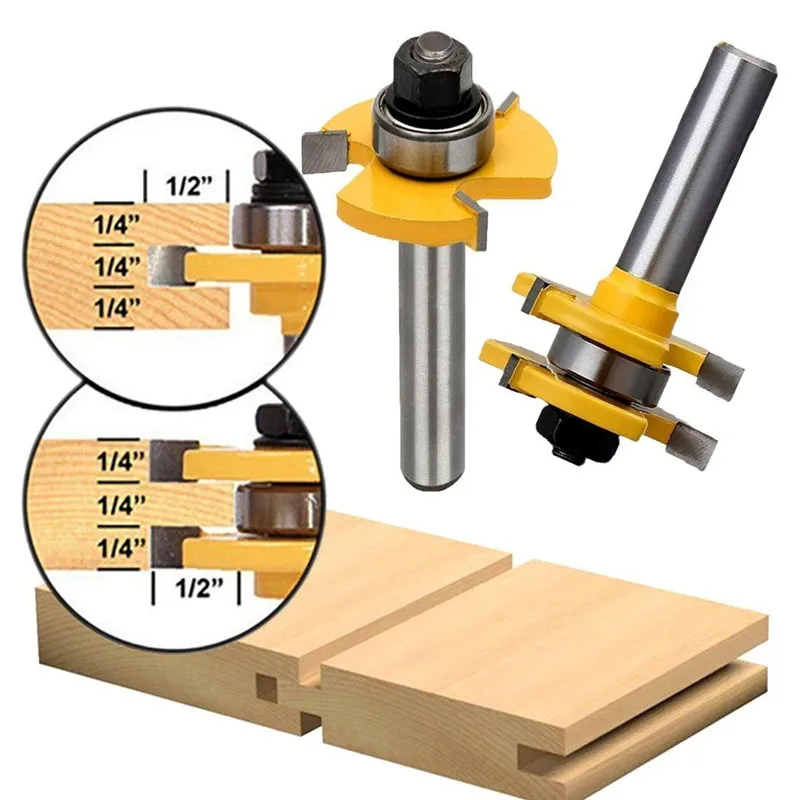 F., бамбук, черный палисандр и т. д. Резак для лестниц, балясин лестниц, стоек для лестниц, ножек обеденного стола, ножек торцевого стола, диванного стола ножки, ножки барного стула, ножки стула, подлокотники стула, носилки стула, ножки дивана, поручни кровати, фонарные столбы, бейсбольная бита и т. д.
F., бамбук, черный палисандр и т. д. Резак для лестниц, балясин лестниц, стоек для лестниц, ножек обеденного стола, ножек торцевого стола, диванного стола ножки, ножки барного стула, ножки стула, подлокотники стула, носилки стула, ножки дивана, поручни кровати, фонарные столбы, бейсбольная бита и т. д.
Если вам нужны токарные станки с ЧПУ, свяжитесь с нами. Это отличный выбор. Фрезерование древесины | ЧПУ Деревообработка в 2D и 3D с помощью фрезерного станка High-Z
Заготовка: Деревянные знаки, скорлупа орехов, велосипедная рама Тип применения: 2D-фрезерование и 3D-фрезерование Используемые станки и программное обеспечение: High-Z фрезерный станок, фреза по дереву Используемое программное обеспечение: ConstruCAM 3D Фрезерование древесины с помощью фрезерного станка с ЧПУ
 Для точной деревообработки крайне важно, чтобы станок был стабильным по каждой оси, потому что сопротивление твердой древесины оказывает большое противодействующее усилие на всю конструкцию станка. ШВП серии High-Z T повышают точность и скорость процесса фрезерования без износа от воздействия силы.
Для точной деревообработки крайне важно, чтобы станок был стабильным по каждой оси, потому что сопротивление твердой древесины оказывает большое противодействующее усилие на всю конструкцию станка. ШВП серии High-Z T повышают точность и скорость процесса фрезерования без износа от воздействия силы. Для каких работ по дереву вам нужен фрезерный станок с ЧПУ?
 Фрезерный станок с ЧПУ может выполнять 2D- и 3D-обработку по дереву точнее и быстрее, чем квалифицированный рабочий, благодаря обработке рассчитанных траекторий фрезерования с предустановленными скоростями подачи и глубиной подачи.
Фрезерный станок с ЧПУ может выполнять 2D- и 3D-обработку по дереву точнее и быстрее, чем квалифицированный рабочий, благодаря обработке рассчитанных траекторий фрезерования с предустановленными скоростями подачи и глубиной подачи. Быстрая и точная резка дерева
5 экономичное производство Машина работает быстрее, точнее и менее подвержена ошибкам. Оператор может более эффективно использовать рабочее время, потому что он может выполнять другую работу во время производства. Он даже увеличивает свою прибыль, потому что потребление древесины намного эффективнее за счет меньшего количества отходов.
Машина работает быстрее, точнее и менее подвержена ошибкам. Оператор может более эффективно использовать рабочее время, потому что он может выполнять другую работу во время производства. Он даже увеличивает свою прибыль, потому что потребление древесины намного эффективнее за счет меньшего количества отходов. Практический пример: Изготовление мебели с ЧПУ по дереву
![]() Применяемая твердосплавная фреза фрезерует канавки и скрытые шарниры с чистыми и без заусенцев краями. Режущая фреза идеально подходит для всех ламинированных и шпонированных пород дерева. Резка имеет глубину 20 мм, а скорость подачи составляет от 30 до 60 мм в секунду. Мы убрали стружку и мелкую пыль непосредственно возле режущего инструмента, чтобы избежать риска для здоровья. Из-за всасывания не было необходимости в последующем очистке.
Применяемая твердосплавная фреза фрезерует канавки и скрытые шарниры с чистыми и без заусенцев краями. Режущая фреза идеально подходит для всех ламинированных и шпонированных пород дерева. Резка имеет глубину 20 мм, а скорость подачи составляет от 30 до 60 мм в секунду. Мы убрали стружку и мелкую пыль непосредственно возле режущего инструмента, чтобы избежать риска для здоровья. Из-за всасывания не было необходимости в последующем очистке. Картины из фанеры
Фрезерование с помощью программы Vcarve Pro
 В данном примере мистер Бирингс выбрал несколько мотивов женщины-кошки, которые он хочет эффектно воплотить в сцене. Сначала он фрезерует несколько контуров разной глубины на деревянной доске, чтобы создать эффект 3D. Для создания траекторий фрезерования он использует программное обеспечение Vcarve Pro, фрезу 3 мм и V-бит 60 ° для скошенных кромок.
В данном примере мистер Бирингс выбрал несколько мотивов женщины-кошки, которые он хочет эффектно воплотить в сцене. Сначала он фрезерует несколько контуров разной глубины на деревянной доске, чтобы создать эффект 3D. Для создания траекторий фрезерования он использует программное обеспечение Vcarve Pro, фрезу 3 мм и V-бит 60 ° для скошенных кромок. Шлифовка и лакировка
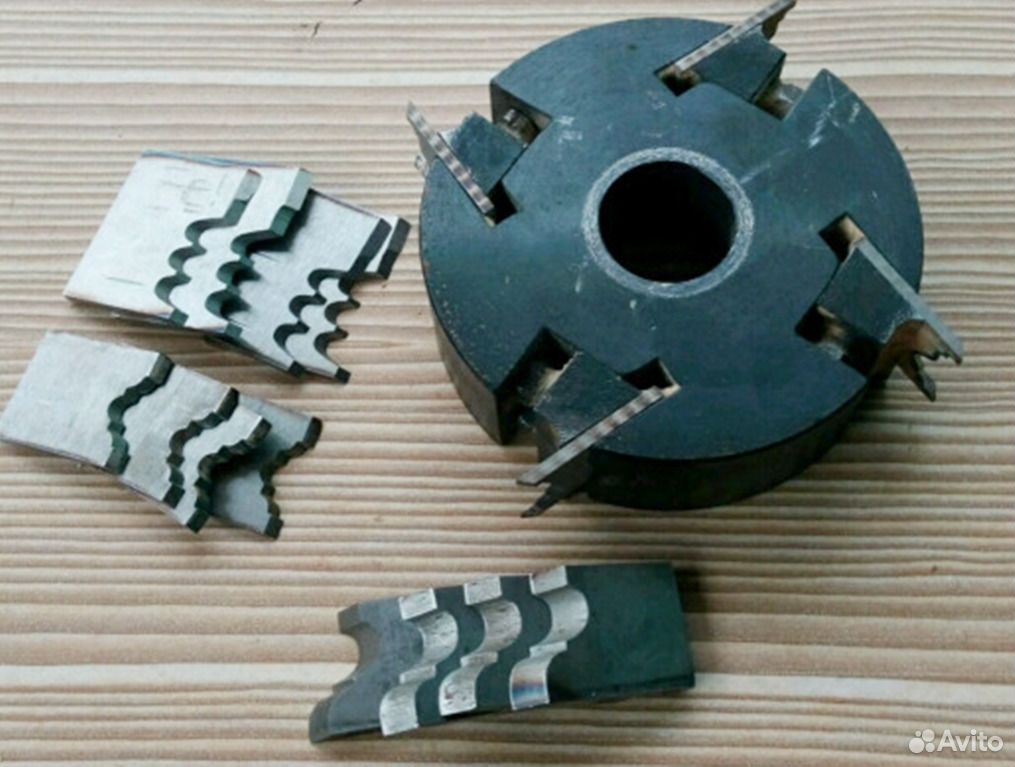 Прекрасная работа по дереву выполняется с помощью фрезерного станка серии High-Z T и высококачественной режущей фрезы.
Прекрасная работа по дереву выполняется с помощью фрезерного станка серии High-Z T и высококачественной режущей фрезы. 8 мм Ручка Удлинение Плотницкий нож для обрезки дерева Фрезерный станок Cu

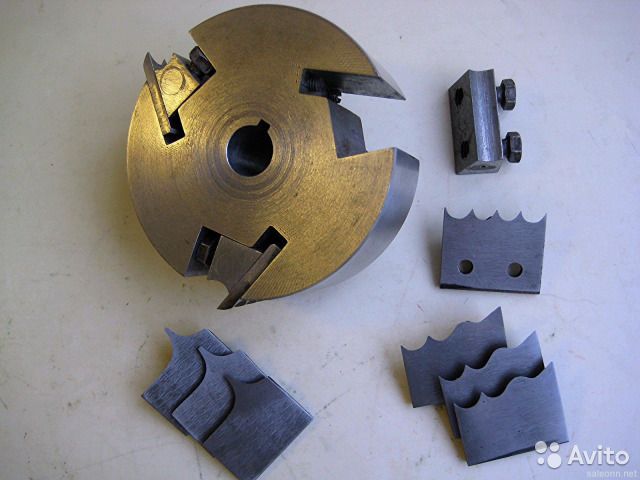 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Некоторые виды товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть предмет, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового предмета.
Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата. Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией
Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией
любого изделия (включая заточку).