
Расточной резец: виды, маркировки и назначение инструмента
Резцы расточные для глухих отверстий ГОСТ 18883-73
07.30 — 18.00 мск кроме выходных (пятница до 17.00)
+7 (499) 280-40-68
Храпуновский инструментальный завод
- Главная
- Резцы
- Резец расточной для глухих отверстий ГОСТ 18883-73 ВК6-ОМ 16х12х170
Цена: по запросу Количество: -+ Артикул: Н10-1612170-15 Наличие: под заказ * цена указана без НДС Информация о ГОСТ 18883-73 Вариант сплава: Т15К6Т5К10ВК8Т30К4ВК6-ОМ Выбор размера: 16х16х14016х16х17020х16х20020х20х17020х20х20025х16х20025х20х24025х25х20025х25х24032х25х28040х32х30016х12х170 |
Описание
Резцы расточные для глухих отверстий тип 1, исп. 1, 2 ГОСТ 18883-73 используются для растачивания глухих отверстий различного диаметра в направлении оси вращения. Размеры расточного резца для обработки глухих отверстий (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
1, 2 ГОСТ 18883-73 используются для растачивания глухих отверстий различного диаметра в направлении оси вращения. Размеры расточного резца для обработки глухих отверстий (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
Резцы изготавливаются из следующих сплавов:
- ВК8 — универсальный сплав для точения, фрезерования чугуна, черновая и получистовая обработка жаропрочных и нержавеющих сталей, а также цветных металлов. Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
- Т5К10 — универсальный сплав для получистовой обработки сталей с широкой областью применения. Используется в неблагоприятных условиях для фрезерования непрерывных поверхностей. Высокая стойкость сплава к пластической деформации допускает работу на повышенных режимах.
- Т15К6 — сплав используется для обработки углеродистых, легированных, инструментальных сталей.
 Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
 Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.Таблица нормалей для резцов расточных для глухих отверстий тип 1, исп. 1, 2 ГОСТ 18883-73
|
Размеры (мм) |
Длина |
ВК | ТК | ||
| Левые | Правые | Левые | Правые | ||
| Исп.1 | |||||
| 16х16х140 | 40 | 2141 — 0004 | 2141 — 0024 | ||
| 20х20х170 | 50 | 2141 — 0008 | 2141 — 0028 | ||
| 25х25х200 | 70 | 2141 — 0010 | 2141 — 0030 | ||
Исп. 2 2 |
|||||
| 16х12х170 | 2141 — 0056 | 2141 — 0041 | |||
| 20х16х200 | 2141 — 0057 | 2141 — 0042 | |||
| 25х20х240 | 2141 — 0058 | 2141 — 0043 | |||
| 32х25х280 | 2141 — 0059 | 2141 — 0044 | |||
| 40х32х300 | 2141 — 0060 | 2141 — 0045 | |||
В таблице представлены основные нормали. Консультацию по всему спектру вам окажет специалист нашей компании.
Резцы резьбовые для внутренней резьбы тип 2
Резцы токарные проходные упорные прямые
Резцы токарные проходные прямые
Расточные резцы и их установка
Расточные инструменты
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть .
Рис. 118. Расточные резцы, оснащенные пластинками : а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное , так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;Рис. 119. резцом
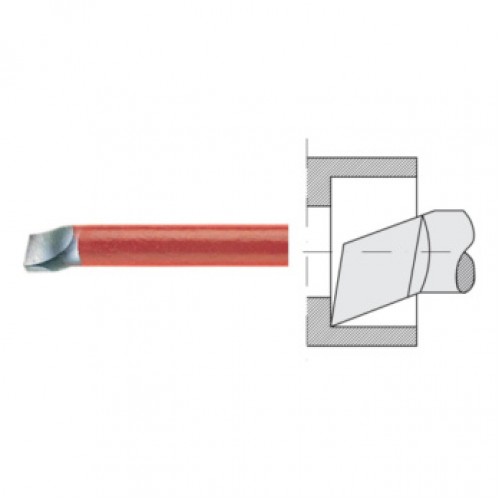
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой , конструкции В. К. Семинского
К. Семинского
Чтобы повысить , токарь-новатор В. Лакур предложил новую конструкцию расточного (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки.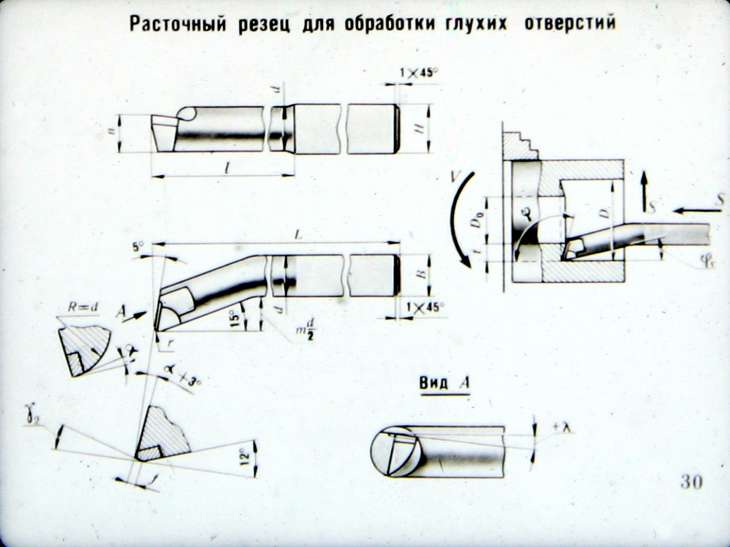 Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр или другим и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
Расточные станки | Расточные инструменты
Усовершенствованные системы режущих инструментов Расточные инструменты предназначены для устранения проблем с вибрацией и вибрацией при выполнении различных операций по обработке отверстий. Наши специально разработанные расточные инструменты увеличивают срок службы инструмента, повышая производительность и рентабельность.
Наши специально разработанные расточные инструменты увеличивают срок службы инструмента, повышая производительность и рентабельность.
Многофункциональная обработка отверстий
Выбор правильного инструмента для растачивания цилиндров для вашей работы может сэкономить вам время и деньги. Стандартные инструменты для растачивания не всегда сочетают в себе нужные функции, чтобы каждый раз обеспечивать быстрое растачивание и надежные результаты. Когда вы выбираете специальный инструмент для растачивания линий, обратное растачивание или инструмент для растачивания цилиндров от Colonial Tool, вы можете работать на более высоких скоростях для большей производительности.
Кроме того, вы сократите время простоя и продлите срок службы своего расточных инструментов, выбрав специальный инструмент для расточных цилиндров. Индивидуальный расточный инструмент, разработанный для ваших конкретных потребностей, может быть оптимизирован для наилучшего набора параметров резания, включая:
Индивидуальный расточный инструмент, разработанный для ваших конкретных потребностей, может быть оптимизирован для наилучшего набора параметров резания, включая:
• Углы в плане
• Глубина резания
• Снижение вибрации
• Теплоотвод
• Замена режущего инструмента
Результатом стал высококачественный расточный инструмент, который легко настроить и использовать для небольших, средних или больших объемов производства. Вы также можете выбрать специальные расточные инструменты для растачивания и обработки прототипов, чтобы создавать уникальные и сложные отверстия. Нестандартные расточные инструменты являются популярным выбором для машинного растачивания, растачивания цилиндров и двигателей, а также для любых других ситуаций внутреннего растачивания.
Что такое растачивание в обработке? При механической обработке расточкой называется процесс расширения уже просверленного (или отлитого) отверстия с помощью однолезвийного режущего инструмента (или расточной головки, содержащей несколько таких инструментов), например, как в расточка ствола орудия или цилиндра двигателя. Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Существуют различные виды сверления. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает расточный инструмент, расточка по своей природе несколько сложнее, чем точение, с точки зрения меньшей жесткости держателя инструмента, повышенных требований к заднему углу (ограничение величины опоры, которая может придаваться режущей кромке), а также трудности контроля получаемой поверхности (размеры, форма, шероховатость поверхности).
Растачивание и точение имеют абразивные аналоги при внутреннем и наружном круглом шлифовании. Каждый процесс выбирается на основе требований и значений параметров конкретного приложения.
Специальные инструменты для оптимизированного растачивания В то время как стандартные инструменты для растачивания подходят для многих областей применения, специальные инструменты для растачивания позволяют сосредоточиться на уникальных задачах обработки. Многие мастерские могут сэкономить время, выбрав расточные инструменты по индивидуальному заказу или инструменты для обратного растачивания от Colonial Tool. В зависимости от диаметра требуемого отверстия, формы и толщины материала стандартные отверстия могут не обеспечивать быстрых и стабильных результатов.
Неудовлетворительное растачивание может произойти, когда:
• Ваш расточный инструмент допускает слишком сильную вибрацию или дребезг
• Вам требуются дополнительные проходы из-за неподходящей геометрии инструмента
• Вы не можете настроить инструмент для своего типа детали
• Вы не может быстро заменить или заточить режущие кромки
Не тратьте время, усилия и деньги, пытаясь сделать вашу деталь подходящей для вашего расточной инструмента. Вместо этого выберите специальный расточный инструмент, адаптированный к вашим деталям. Используя специальный расточный инструмент, изготовленный с учетом ваших уникальных процессов, вы увидите повышение производительности и эффективности при сокращении времени простоя и снижении затрат на единицу продукции. Все больше и больше наших клиентов видят преимущества нашей нестандартной конструкции расточных инструментов и выбирают это гибкое решение с добавленной стоимостью.
Спасение в долгосрочной перспективе Контроль затрат в вашем механическом цехе или производственном цехе означает поиск наилучшего компромисса между качеством инструмента и окупаемостью инвестиций. С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
С помощью нестандартных расточных инструментов от Colonial Tool вы получаете инструменты, которые идеально подходят для ваших нужд и обеспечивают более высокую скорость резания. Вы уменьшите брак и переделок и увидите улучшения в производительности и эффективности, которые быстро окупят ваши расточные инструменты. Такого рода долгосрочная ценность действительно может со временем возрасти, поэтому воспользуйтесь нашим опытом в создании нестандартных расточных инструментов для вашего бизнеса.
Свяжитесь с нашей командой сегодня, чтобы получить бесплатное предложение и запросить дополнительную информацию о наших нестандартных инструментах. Мы можем предоставить инструменты для линейного растачивания и инструменты для обратного растачивания для широкого диапазона диаметров, материалов и обработки поверхности. Приходите и откройте для себя преимущества доверия такому лидеру, как Colonial Tool, для всех ваших потребностей в нестандартных расточных инструментах.
Расточные инструменты
Спросите любого механика, что приходит ему в голову при упоминании Micro 100, и он, скорее всего, скажет вам о расточных оправках. Этот основной продукт Micro 100 совершенствовался на протяжении более чем 50-летней истории компании, что привело к его международной популярности и репутации лучшего в отрасли.
Этот основной продукт Micro 100 совершенствовался на протяжении более чем 50-летней истории компании, что привело к его международной популярности и репутации лучшего в отрасли.
Стандартные расточные инструменты, правосторонние
Стандартные-расточные инструменты-правосторонние
Правосторонние расточные инструменты с острым профилем, предназначенные для торцевания и растачивания отверстий диаметром 0,039 дюйма и больше.
Стандартные-расточные инструменты-Правосторонние-Миниатюрные
Эти миниатюрные правосторонние расточные инструменты предназначены для торцевания и растачивания отверстий диаметром 0,015 дюйма и больше.
Стандартные-расточные инструменты-Паяные правые-Острые
Расточные инструменты Micro 100, предназначенные для правосторонней обработки и растачивания отверстий диаметром 0,320 дюйма и больше.
Стандартные расточные инструменты, левосторонние
Левосторонние расточные инструменты, предназначенные для торцевания и растачивания, полностью укомплектованы и готовы к отправке в тот же день.
Стандартные расточные инструменты, левосторонняя пайка, острая заточка
Это предложение левосторонних напайных расточных инструментов имеет длинный хвостовик, который обеспечивает гибкие варианты досягаемости (предварительно настроенные на любую длину . . .
. .
Стандартные расточные инструменты — спиральная задняя граблина
Этот полностью укомплектованный набор инструментов Micro 100 с задним передним углом обеспечивает идеальный верхний передний угол для лучшего контроля над стружкодроблением и более свободного резания.
Стандартные расточные инструменты — Стружколом с верхней передней поверхностью
Расточные инструменты с профилем с радиусом угла и геометрией верхней передней поверхности, оптимизированные для операций чистовой обработки.
Стандартные-расточные инструменты-правая пайка-угловой радиус
Правосторонний сверлильный инструмент с профилем радиуса закругления углов, который разработан, чтобы превосходно работать при повышенных скоростях подачи и оставлять отличную чистовую обработку.