Регулирование пластиковых окон: Как отрегулировать пластиковые окна и сэкономить на мастере
Регулировка пластиковых окон в СПб
Для того чтобы пластиковые окна служили верой и правдой, требуется их установить и отрегулировать. Как можно выполнить последние работы?
Регулировка пластиковых окон и дверей – мероприятие, позволяющее добиться стабильной и точной работы конструкций и устранения дефектов, возникших в ходе эксплуатации.
Итак, какие проблемы позволяет решить регулировка пластиковых конструкций?
Дует из окна
Главной причиной продуваний является изношенная резинка уплотнения. Если окно поставили недавно, а зимой ощущаете в помещении сквозняк, эту проблему можно решить просто – повысить уровень прижатия створки к раме. В зависимости от фурнитуры, регулировка прижима пластиковых окон осуществляется ключом либо плоскогубцами.
Весной нужно переводить окна на летний режим, поскольку из-за усиленного прижима уплотнитель быстро изнашивается.
Створка цепляет раму
Довольно частой проблемой является смещение либо провисание оконной створки. Это объясняется некачественной установкой либо не достаточно отрегулированной фурнитурой. Створка может задевать раму внизу и сбоку. В зависимости от характера проблемы может быть выполнена регулировка пластиковых окон своими руками в необходимую сторону. Если вы не уверены в своих «силах», лучшим решением будет обратиться в нашу компанию, которая гарантированно устранит неполадку.
Это объясняется некачественной установкой либо не достаточно отрегулированной фурнитурой. Створка может задевать раму внизу и сбоку. В зависимости от характера проблемы может быть выполнена регулировка пластиковых окон своими руками в необходимую сторону. Если вы не уверены в своих «силах», лучшим решением будет обратиться в нашу компанию, которая гарантированно устранит неполадку.
Вертикальная регулировка петель пластиковых окон осуществляется у нижней петли. С нее следует снять накладку, в отверстие вставить ключ и проворачивать его до тех пор, пока створка поднимется либо опустится до нужного уровня.
Готовые окна можно регулировать и по горизонтали на верхней и нижней петлях. Эти методы могут устранить провисание либо смещение створки. Учтите, одно неверное движение грозит покупкой нового окна, поэтому лучше обратиться в нашу компанию «ЭТАЛОН ОКНА», ее услуги обойдутся куда дешевле!
Плохо поворачивается ручка
Когда для поворота руки требуется прилагать усилия, следует ее смазать.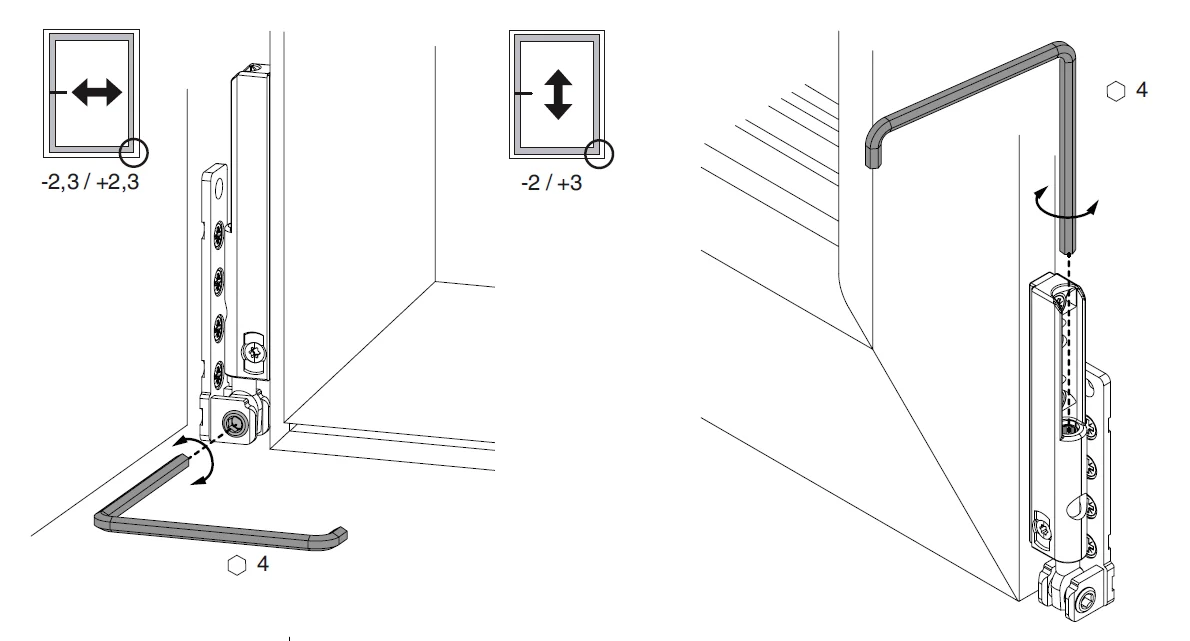 Каждый элемент конструкции покрывают специальным средством либо обычным машинным маслом.
Каждый элемент конструкции покрывают специальным средством либо обычным машинным маслом.
Оконная ручка разболтана
Эту проблему решить легко. У основания ручки имеется специальная опора. Ее необходимо провернуть, чтобы подступиться к разболтанным болтам и потом их затянуть при помощи отвертки.
Створка не закрывается
Специалисты нашей компании смогут отрегулировать пластиковые окна в Санкт-Петербурге, если створка не закрывается. Основной причиной считается срабатывание блокиратора поворота ручки. Действовать нужно будет предельно аккуратно. В зависимости от производителя фурнитуры потребуется надавить на язычок либо пластину под ручкой.
Итак, регулировка пластиковых окон самостоятельно, конечно, допустима, но лучше эту работу поручить ответственным профессионалам нашей компании «ЭТАЛОН ОКНА». Это поможет вам исключить появление новых проблем вследствие неопытности.
Регулировка пластиковых окон под сезон года в Санкт-Петербурге | Ремонт стеклопакетов на лето и зиму — цены, рекомендации, заказ
Современные окна — продуманная и технически сложная система, которая требует периодического ухода и внимания со стороны владельца. Даже хорошие пластиковые окна со временем могут потребовать регулировки.
Даже хорошие пластиковые окна со временем могут потребовать регулировки.
При покупке и установке оконной системы, вам наверняка рекомендовали проводить профилактический осмотр фурнитуры вашего нового окна. Но не у всех и далеко не всегда есть возможность самостояетльно следить за этим. В этой статье мы постараемся рассказать о том, как можно самостоятельно, не прибегая к посторонней помощи отрегулировать створки пластикового окна.
Почему возникает необходимость регулировать окна?
Как правило, такая необходимость появляется из-за естесственной усадки дома. Стены немного меняют свое положение и створка перестает плотно примыкать к раме. Это нормально, особенно в новых домах. В таких случаях простая регулировка окон не всегда является 100% решением проблемы, но часто этого хватает чтобы избавиться от сквозняка. Вторая популярная причина продувания пластиковых окон — естесственный износ. Часто от длительной эксплуатации уплотнитель просто стирается или усыхает. Тут тоже не всегда можно обойтись простой регулировкой стеклопакета, но, в большинстве случаев это помогает. Благо что фурнитура современных окон позволяет сделать это очень просто. Благодаря приведенной в этой статье наглядной инструкции, вы, при необходимости сможете своими руками отрегулировать створку.
Тут тоже не всегда можно обойтись простой регулировкой стеклопакета, но, в большинстве случаев это помогает. Благо что фурнитура современных окон позволяет сделать это очень просто. Благодаря приведенной в этой статье наглядной инструкции, вы, при необходимости сможете своими руками отрегулировать створку.
Верхняя створка
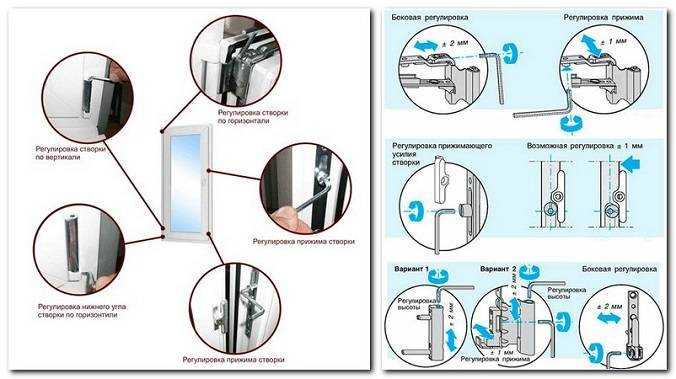
Приступать к регулировке пластикового окна нужно с регулировки створки относительно рамы. Это поможет вам избавиться от зацепления створки за раму при зарывании. Для регулировки понадобится шестигранник.
Верх створки регулируется вправо-влево относительно рамы в том месте где сверху створка крепится к пластиковой раме. Чтобы отрегулировать пластиковое окно, необходимо его полностью открыть, найти винт регулировки расположенный на створке и покрутить его шестигранником. Пробуем закрыть, смотрим что получилось, при необходимости крутим ещё.
Регулировка нижней петли фурнитуры
Нижняя петля фурнитуры предназначена для регулировки низа створки вправо или влево, а также для регулировки створки вверх-вниз относительно рамы.
Для того чтобы отрегулировать низ створки ПВХ окна влево или вправо, вращаем нижний винт, который располагается непосредственно на раме. Для регулировки вверх-вниз вращаем шестигранник, который расположен на створке.
Регулировка прижима створки
На торце створки расположены механизмы, которые отвечают непосредственно за закрытие пластикового окна. По периметру окна таких механизмов может быть расположено несколько. Тут, возможно, пригодится отвертка. Необходимо повращать головку, которая при закрывании входит в раму. Головка выполнена в виде эксцентрика и отвечает за регулировку прижима.
Если указанные манипуляции не помогли — звоните, мы поможем вам справиться с проблемой и отремонтировать пластиковые окна.
Борьба с загрязнением пластиком: Руководство для законодательных органов по регулированию одноразовых пластиковых изделий
Институт мировых ресурсов
Воплощение больших идей
Report
Synopsis
Обеспокоенность по поводу экологического и социального вреда, причиняемого пластиковыми отходами и загрязнением окружающей среды, привела к всплеску законов и политик, направленных на контроль производства и использования одноразовых пластиковых изделий. Однако законодательство, которое в настоящее время разрабатывается странами и городами, не всегда является всеобъемлющим или эффективным, и отсутствуют четкие указания относительно того, что следует включать, – указания, в которых правительства будут все больше нуждаться. Это руководство было разработано для поддержки стран в решении проблемы воздействия на окружающую среду морского пластикового мусора и загрязнения от одноразовых пластиковых изделий. Руководство призвано помочь законодателям и политикам во всем мире, в том числе тем, у кого нет опыта в этой области, в понимании возможных подходов к регулированию и элементов, которые должны быть включены при разработке законодательства.
Однако законодательство, которое в настоящее время разрабатывается странами и городами, не всегда является всеобъемлющим или эффективным, и отсутствуют четкие указания относительно того, что следует включать, – указания, в которых правительства будут все больше нуждаться. Это руководство было разработано для поддержки стран в решении проблемы воздействия на окружающую среду морского пластикового мусора и загрязнения от одноразовых пластиковых изделий. Руководство призвано помочь законодателям и политикам во всем мире, в том числе тем, у кого нет опыта в этой области, в понимании возможных подходов к регулированию и элементов, которые должны быть включены при разработке законодательства.
Основные выводы
- Пластиковые изделия, предназначенные для однократного использования перед тем, как они будут утилизированы, называемые «одноразовыми пластиковыми изделиями», все чаще регулируются правительствами, обеспокоенными экологическими, социальными, медицинскими или другими последствиями пластиковых отходов.

- Это руководство представляет собой инструмент, помогающий законодателям и политикам изучить варианты снижения вредного воздействия одноразовых пластиковых изделий путем регулирования их производства и потребления, продвижения альтернатив и/или улучшения управления, переработки и окончательной утилизации одноразовых изделий. пластиковые отходы.
- В руководстве описываются наиболее используемые подходы к регулированию и объясняются основные элементы, которые законодателям необходимо учитывать при разработке законодательства.
- Каждый тип подхода к регулированию проиллюстрирован примерами действий, предпринятых правительствами по всему миру, включая примеры правовых положений.
Резюме
Полное резюме доступно в отчете
Руководство предназначено в качестве практического инструмента для тех, кто работает над разработкой законов и нормативных актов по ограничению использования одноразовых пластиковых изделий или управлению ими.
В рамках каждого из выявленных подходов к регулированию были определены ключевые элементы, а затем определены как минимальные компоненты, которые законодатели должны включать или учитывать при разработке законодательства или нормативных актов с использованием этого конкретного подхода. Для разработки законодательства об одноразовых пластиковых изделиях необходимо:
- Установить базовую линию, рассмотреть цели и принципы разработки политики, выбрать правильный подход к регулированию и участвовать в прозрачных и разнообразных консультациях.

- Используйте четкие определения, включайте механизмы прозрачности и подотчетности и четко формулируйте институциональные роли и обязанности.
Типы основных подходов к регулированию включают:
- Запреты и ограничения прямо запрещают производство, импорт или экспорт, распространение, продажу или использование одного или нескольких одноразовых пластиковых изделий.
- Экономические инструменты устанавливают налоги для сдерживания производства или использования одноразовых пластиковых изделий или предлагают налоговые льготы, субсидии или другие фискальные стимулы для поощрения производства и использования альтернатив одноразовым пластмассовым изделиям.
- Стандарты на продукцию, требования к сертификации и маркировке могут быть разработаны для создания устойчивых альтернатив одноразовому пластику или для уменьшения вреда, причиняемого одноразовым пластиком
- Схемы расширенной ответственности производителя (EPR) используют комбинацию нормативных подходов для расширения ответственности производителей за одноразовые пластиковые изделия на протяжении всего их жизненного цикла, в том числе до стадии окончания срока службы.

- В законодательство по обращению с отходами могут быть внесены поправки, чтобы оно лучше способствовало возможности восстановления, переработки или повторного использования одноразового пластика.
В этом руководстве также подчеркивается, что правительства могут проявлять творческий подход к комбинированию подходов или поиску других решений. Другие подходы к регулированию, предусмотренные законодательством для изменения поведения потребителей и производителей, включают программы обучения потребителей, фонды или призы; требования государственных закупок; повторное использование стимулов; и государственно-частное партнерство.
Расскажите о себе
Имя
Фамилия
Организация
Нет, спасибо, покажите мне файлы
Истории, которые стоит посмотреть в 2023 году
В этот решающий момент президент и главный исполнительный директор WRI Ани Дасгупта поделится своими мыслями о наших прогнозах крупных событий, которые произойдут в 2023 году, в том числе о том, какие действия должны предпринять правительства, предприятия, учреждения и люди, чтобы привести мир в движение. правильный путь.
правильный путь.
Зарегистрируйтесь сейчас, чтобы обеспечить себе место.
Зарегистрируйтесь
Сделайте подарок на конец года сегодня.
Пожертвовать сейчас
Мохаммад Али
Ценный ПВХ из пластиковых окон
Оконный профиль со вставленными резиновыми уплотнителями и соэкструдированными уплотнительными кромками из пластифицированного ПВХ.Срок службы достигает не менее 40 лет, что означает меньшее использование ресурсов и более низкую нагрузку на выбросы CO2. Теоретически цикл использования и восстановления окон можно повторить семь раз без негативных последствий для сырья или качества обработки.
Здесь перерабатываются не только излишки производственного материала и обрезки профилей, возникающие при производстве окон, но и старые окна, изношенные двери, жалюзийные ламели и т. д.
По данным ассоциации Rewindo.de, созданной совместно производителями окон из ПВХ для поощрения вторичной переработки окон из ПВХ, степень переработки старых окон составляет 89 процентов, что соответствует 101 000 тонн восстановленного гранулята ПВХ.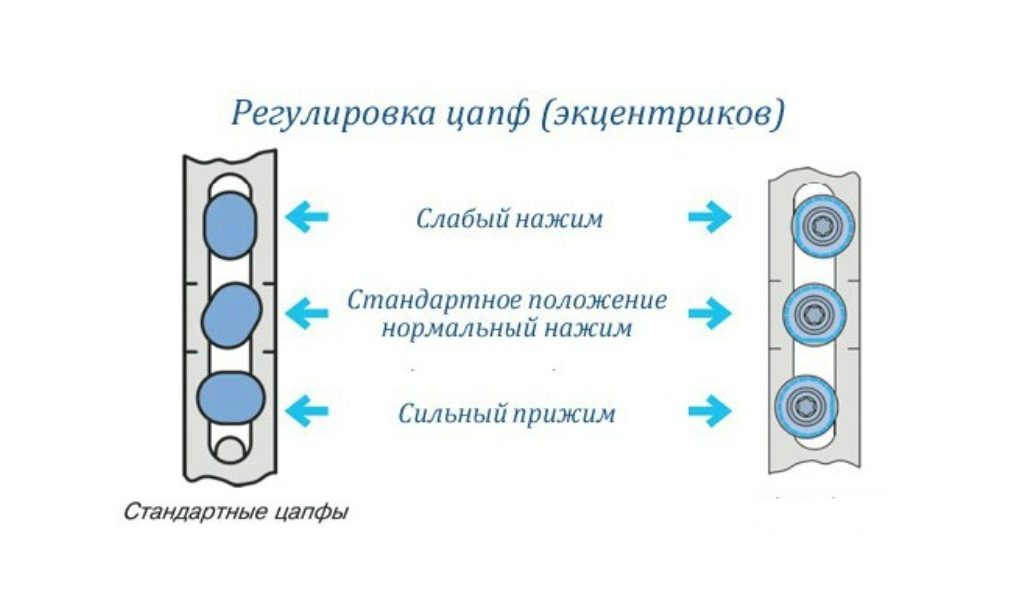 Из них 73 645 тонн приходится на отходы производства и 27 328 тонн на утилизацию старых окон.
Из них 73 645 тонн приходится на отходы производства и 27 328 тонн на утилизацию старых окон.
Изготовление окон из ПВХ
Оконные профили из ПВХ производятся из особо высококачественного ПВХ. Благодаря использованию таких добавок, как УФ-стабилизаторы, пигменты, наполнители и т. д., получается долговечный, высококачественный пластик с оптимальными потребительскими свойствами. Преимуществом таких ПВХ-компаундов является их универсальная возможность вторичной переработки. Это означает, что обрезки профилей и, конечно же, старые окна можно перерабатывать любое количество раз и, в идеале, снова находить применение в новых окнах.
Стальные профили, встроенные в профили из ПВХ, стабилизируют полные окна. Эта «механическая» система действует как решение, позволяющее надежно открывать, закрывать, наклонять и поворачивать окна. Уплотнительные кромки, уложенные в профиль или соэкструдированные на профиль, служат для герметизации створок и рам, а также стекол (Фото 1).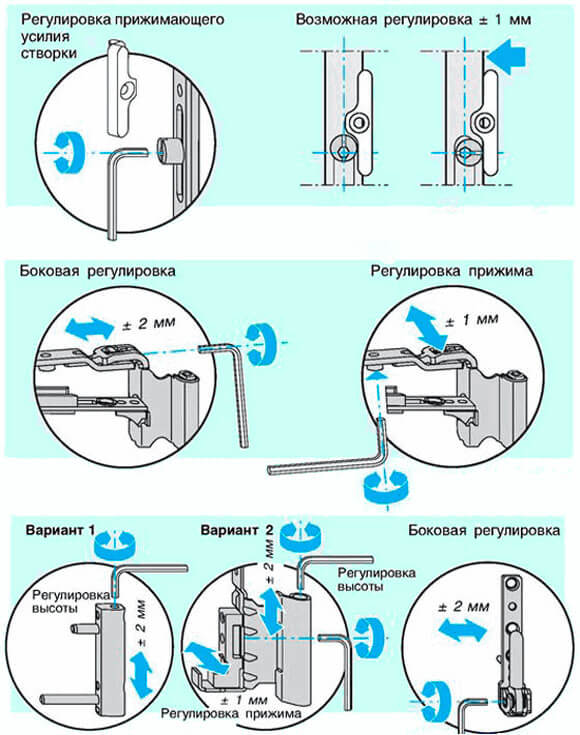
Помимо резины и пластифицированного ПВХ, для уплотнения современных окон используются и другие пластмассы. Специально для раздвижных окон используются так называемые уплотнительные щетки из полипропилена. Небольшие колеса и фурнитура из нейлона также все чаще встречаются. Силиконовые герметики от уплотнителей швов дополнительно можно найти в старых окнах и различных других пластмассах, которые используются для сборки и регулировки окон при их установке в зданиях.
Оконные профили с сердцевиной из рециклата
Новые высокотехнологичные профили создаются из переработанных пластиковых окон, так как чистый рециклат ПВХ также используется для сердцевин профиля, а наружный покровный слой состоит из первичного ПВХ. Это экономит ресурсы и сохраняет окружающую среду.
Оконные профили с сердцевиной из вторичного сырья являются практическим доказательством работы экономики замкнутого цикла. Они лишь частично отличаются от профилей из первичного материала по цвету, но имеют 100% такое же качество, т. е. такие профили из ПВХ легко соответствуют высоким стандартам качества, предъявляемым к пластиковым окнам, естественно, также с точки зрения тепло- и звукоизоляции.
е. такие профили из ПВХ легко соответствуют высоким стандартам качества, предъявляемым к пластиковым окнам, естественно, также с точки зрения тепло- и звукоизоляции.
Влияние посторонних материалов
Для повторной обработки ПВХ оконных профилей, обрезков профилей или старых окон необходимо полностью удалить все материалы, которые не состоят из ПВХ, перед обработкой.
Влияние посторонних материалов, таких как дерево, металл, стекло и т. д., на гранулят ПВХ очевидно. Это приводит к повреждению экструдеров, инструментов и конечного продукта. Хотя эти материалы в основном можно легко отделить с помощью установленных технологий разделения (магнитная сепарация, разделение на вибростоле и т. д.), разделение уплотнений из пластифицированного ПВХ и особенно резиновых уплотнений не так просто.
Пластифицированный ПВХ легко смешивается с жестким ПВХ. Однако тогда возникает проблема, заключающаяся в том, что цвет гранулята значительно меняется после экструзии. В частности, с ретенционными планками для остекления, т. е. с большим количеством цветных (черных) профилей, конечный продукт становится все более серым и, следовательно, менее привлекательным.
В частности, с ретенционными планками для остекления, т. е. с большим количеством цветных (черных) профилей, конечный продукт становится все более серым и, следовательно, менее привлекательным.
Еще более проблематично, если в измельченном виде присутствуют материалы резиновых уплотнений. Материал резинового уплотнения не плавится в экструдерах и не связывается с ПВХ. При выдавливании профиля с таким гранулятом, содержащим резиновые примеси, на поверхности появляются «пупырышки», закрываются каналы профиля в экструзионном инструменте и т. д.
В частности, в новых оконных конструкциях, в которых многокамерные профили используются для повышенной устойчивости и, в частности, за счет более высокой теплоизоляции, используемые здесь камерные перемычки имеют толщину всего в несколько десятых миллиметра, так что уже один небольшой кусочек резина, «застрявшая» в инструменте для такого профиля, может привести к износу профиля на несколько метров, прежде чем такое повреждение будет обнаружено.
Каучук можно до некоторой степени отделить фильтрованием расплава в экструдере, но только если уровень каучука не слишком высок. Это также относится, конечно, к другим загрязняющим веществам, таким как дерево и металл или другие пластмассы с более высокой температурой плавления, чем ПВХ.
Решения для отделения посторонних материалов
Ручная сортировка
При ручной сортировке особенно важно «вытягивать» резиновые уплотнения из профилей и обрезков профилей. Это очень трудоемкая работа, прежде всего потому, что резиновые уплотнители в современных оконных профилях плотно входят в пазы профиля, практически без люфта. Несмотря на использование пассатижей или других инструментов, один сортировщик не может отсортировать из таких профилей более 60 – 100 кг пломб в час.
Коэкструдированные уплотнения – это уплотнения, которые невозможно отделить чисто механическими средствами. Очевидно, что есть компании, которые просто отрезают эти уплотнительные кромки из пластифицированного ПВХ и получают жесткий ПВХ без примесей пластифицированного ПВХ, но затраты на это не оправдываются при оплате «среднеевропейских» ставок заработной платы.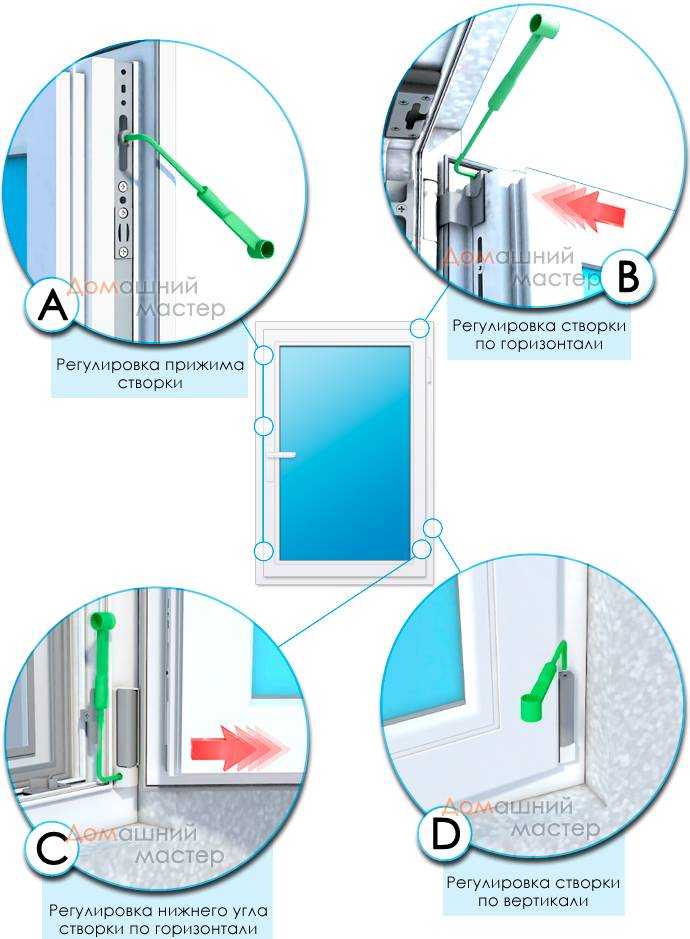
Затраты на сортировку, возникающие только при отделении каучука при таком способе переработки окон, составляют до 200,00 ЕВРО за тонну – особенно высокая стоимость при переработке. По этой причине стремятся достичь экономической выгоды за счет полностью автоматических процессов отделения посторонних материалов.
Автоматические процессы сортировки
Разделение металлов
Черные металлы можно легко отделить с помощью магнитов над конвейерными лентами или магнитными верхними роликами. Даже мельчайшая железная пыль размером до 25 мкм не представляет проблемы для высокоэффективных магнитов.
Конечно, цветные металлы в виде алюминиевых деталей, оконной фурнитуры и т. д. можно эффективно отделять с помощью вихретоковых сепараторов. Однако отделение мелких частиц алюминия или нержавеющей стали от вторичного измельчения проблематично. Электростатические коронные валковые сепараторы KWS от hamos GmbH предлагают решение здесь. На этом оборудовании практически вся металлическая фракция отделяется сухим способом. Даже металлические частицы размером < 500 мкм легко отделяются. Здесь работает высокопроизводительное оборудование в несколько ступеней, с производительностью от 500 до 2500 кг/ч, с низким энергопотреблением и практически полностью в автоматическом режиме без участия обслуживающего персонала (Фото 2).
На этом оборудовании практически вся металлическая фракция отделяется сухим способом. Даже металлические частицы размером < 500 мкм легко отделяются. Здесь работает высокопроизводительное оборудование в несколько ступеней, с производительностью от 500 до 2500 кг/ч, с низким энергопотреблением и практически полностью в автоматическом режиме без участия обслуживающего персонала (Фото 2).
Кроме того, другие проводящие загрязнения, такие как, например, древесины при обработке старых окон, одинаково хорошо отделяются от потока ПВХ роликовым сепаратором hamos KWS corona.
Решения для отделения нашей резины
При отделении резины от жесткого ПВХ задача состоит в том, чтобы отделить нежелательный посторонний материал (резину) от хорошего материала. При этом необходимо учитывать, что оба материала должны иметь одинаковый удельный вес, а в некоторых случаях даже один и тот же цвет, принимая во внимание, что белые резиновые уплотнения или цветные уплотнения в настоящее время все чаще используются в цветных профилях. Процессы механической сепарации здесь в значительной степени не учитываются, так как они не могут гарантировать требуемую чистоту и производительность, даже если оборудование работает с высокой производительностью.
Процессы механической сепарации здесь в значительной степени не учитываются, так как они не могут гарантировать требуемую чистоту и производительность, даже если оборудование работает с высокой производительностью.
Решением является сепарация с помощью электростатической технологии оборудования hamos EKS. Для отделения «резины» и «пластифицированного ПВХ» от жесткого ПВХ используется различное поведение электростатического заряда двух непроводящих материалов. Эти два непроводящих материала – резина и ПВХ – интенсивно контактируют друг с другом в специальном зарядном оборудовании. За счет переноса заряда между материалами ПВХ приобретает отрицательный заряд, а резина — положительный. Два типа материалов в этой загруженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, встроенного в оборудование EKS. Для этой цели электродная система питается высоким напряжением.
Специальное расположение электродов обеспечивает отделение других пластиков, дерева и других загрязнений вместе с резиной и пластифицированным ПВХ.
На практике можно выделить, например, все загрязнения из смеси, состоящей из 90 % жесткого ПВХ и 10 % каучука/пластифицированного ПВХ. Чистота ПВХ более 99,5% достигается только за один проход. Пропускная способность мин. Здесь возможна производительность 1000 кг/ч на стандартном оборудовании Hamos EKS. Два или более оборудования работают параллельно для повышения производительности.
Оптическая сортировка
Качество вторичного сырья может быть дополнительно повышено с использованием оборудования для оптической сортировки Hamos SEA. Затем оптоэлектронное оборудование для сортировки по цвету программируется таким образом, что «белый» измельченный материал выпадает из линии, а «цветные» материалы (к которым относятся и частицы резины) выдуваются коротким импульсным потоком воздуха. Помимо цветного резинового уплотнительного материала, также выделяется цветной жесткий ПВХ. Благодаря тому, что материалы одновременно оптически контролируются с двух сторон, детали из ПВХ, декорированные с одной стороны декоративной пленкой, также легко отделяются.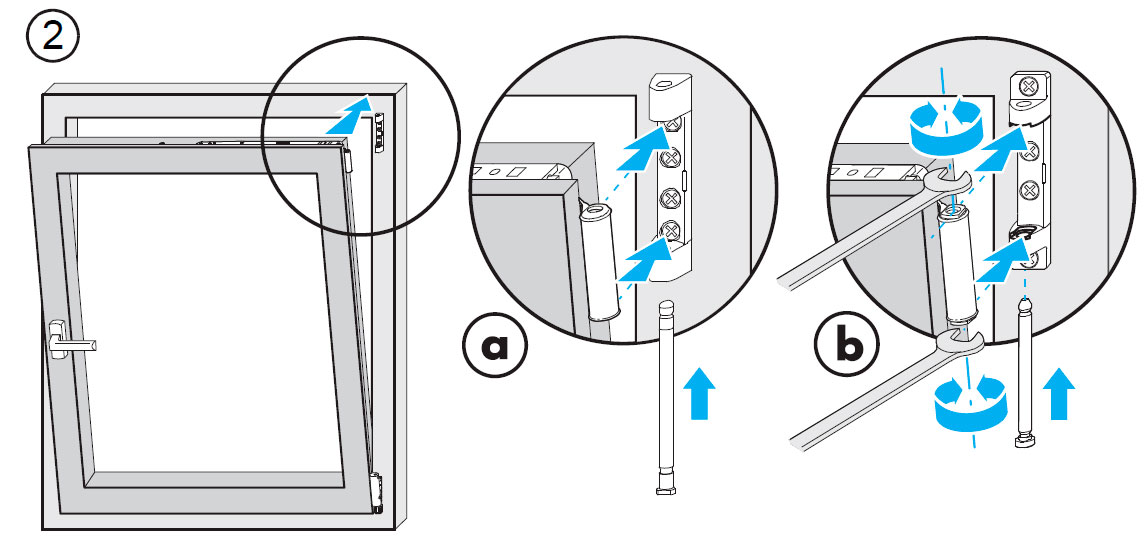
После оптической сортировки, с одной стороны, получаются высококонцентрированные потоки отходов, а с другой — максимальный выход ПВХ, так как потери ПВХ минимальны.
Чистота белого материала почти соответствует чистоте первичного материала, поэтому этот продукт можно легко использовать в производстве новых окон.
Эффективность
Жесткий ПВХ является ценным сырьем из-за высокого содержания в нем добавок и пигментов. По этой причине, а также, естественно, из-за превосходной возможности повторного использования, шлифовка окон из ПВХ очень востребована в качестве материала для вторичной переработки.
Если повторно измельченный ПВХ будет использоваться в производстве оконных профилей, то измельченный материал не должен содержать резины и других типов загрязнений, поскольку в противном случае повторное использование просто невозможно.
Благодаря высокой производительности электростатического и оптоэлектронного сортировочного оборудования производится почти 100% чистый измельченный ПВХ с минимальными затратами на сепарацию. Процессы разделения требуют мало энергии, работают практически полностью автоматически и поэтому особенно эффективны.
Процессы разделения требуют мало энергии, работают практически полностью автоматически и поэтому особенно эффективны.
Пример клиента
Чтобы еще больше расширить деятельность по переработке и внести еще один важный вклад в защиту окружающей среды, компания REHAU, специализирующаяся на полимерах, расширила свой польский завод в Среме, установив современную линию по переработке с производительностью около 10 000 тонн в год. год. Главной особенностью является линия сортировки хамоса, которая разделяет сырье на чистые отдельные фракции материала и обеспечивает высочайшее качество для дальнейшей переработки.
«Мы очень довольны стандартом, которого достигла компания hamos GmbH»
Йорг Ипфлинг, руководитель проекта Recycling Technology Window Solutions в Rehau, говорит: «Мы очень довольны стандартом, которого достигла компания hamos GmbH. Ранее было невозможно полностью автоматически сортировать ПВХ из обрезков профилей и излишков производственного материала в соответствии с такими высокими стандартами качества и чистоты.