
Рейсмусовые станки это: назначение, устройство, типы, как выбрать
Типы рейсмусовых станков и особенности выбора
Данные рекомендации помогут вам разобраться с типах рейсмусовых станков и на что необходимо обращать внимание при выборе станка.
После формирования базовой поверхности заготовки, необходимо сформировать ее толщину. Толщину можно задать и на фуговальном станке, но в этом случае, серьезно потерять в производительности.
Для формирования толщины изделия используются рейсмусовые станки. Которые работают от уже сформированной базовой поверхности.
Рейсмусовые станки различаются по:
1) Количеству опор рейсмусового стола (2 или 4)
2) Типу строгального вала (вал с плоским ножом или шейперный вал)
3) Ширине рабочего стола
4) Типу привода перемещения рабочего стола
По количеству опор рейсмусовые станки бывают 2-х опорные, или 4-х опорные, реже 3-х опорные.
Рассмотрим самые основные группы: 2-х опорные и 4-х опорные станки.
Рейсмусовые станки с двумя опорами как правило относятся к станкам легкого класса.
В наличии
Станок рейсмусовый WoodTec SR 400 ECO
Сравнить
Станки по старому курсу до 30 апреля!
147 280 ₽ 2 104 USD
Заказать
В наличии
Станок рейсмусовый WoodTec SR 630
Сравнить
Станки по старому курсу до 30 апреля!
238 000 ₽ 3 400 USD
По центру стола равноудаленно от краев расположены две винтовые опоры, которые из-за своей конструкции не предусматривают возможность люфта в процессе обработки, для 100% исключения люфта дополнительно на выходе стол фиксируется 2-мя винтовыми зажимами, что гарантирует стабильность выставленного положения стола.
Конструкцией с четырьмя опорами обладают станки с уже тяжелого класса. Данная конструкция более дорогая, и сложна в обслуживании. Из- за этого данные станки не представлены в номенклатуре станков WoodTec.
По типу строгального вала станка различаются на:
1) Станки с 4-х ножевым прямолинейным валом
2) Станки с шейперными валами
Станки с прямолинейным валом имеют ряд преимуществ:
| Преимущества | Недостатки | |
| 4-х ножевой прямолинейный вал | Невысокая стоимость Простота замены инструмента |
Образование кинематической волны Возможное образование опережающей трещины |
| Шейперный вал | «Тянущий рез» Высокое качество строганной поверхности Низкий уровень шума Избежание образования опережающей трещины |
Сложность замены инструмента Высокая стоимость |
Станки WoodTec поставляются с 4-х ножевым прямолинейным валом, и с шейперным валом (серия W)
По ширине обработки рейсмусовые станки бывают на 400 мм, 600 мм, 800 мм. и выше.
и выше.
Как правило, самые популярные модели — это станки с шириной обработки на 400 мм, 600 мм.
В номенклатуре WoodTec представлены станки именно на эти ширины.
По типу привода стола станки различаются:
1) С механическим приводом перемещения
2) С электромеханическим приводом
3) Привод перемещения стола при помощи программатора
В станках WoodTec используется самый простой и надежный способ перемещения стола – механический.
Оператор вращает ручку маховика, и тем самым перемещает стол вверх либо вниз. Данный способ является очень точным, т.к. перемещение и конечное положение контролируется оператором.
На станках с электромеханическим приводом перемещения подающего стола, перемещение стола вверх-вниз осуществляется при помощи электродвигателя, но точная настройка ведется в ручную.
Привод перемещения подающего стола при помощи программатора, устанавливается на станках тяжелой серии. И представляет собой перемещение стола на заранее установленное значение. Данная система является очень прогрессивной, но как и все новое, и технически сложное, имеет один большой нюанс — а именно сложность наладки и калибровки.
Данная система является очень прогрессивной, но как и все новое, и технически сложное, имеет один большой нюанс — а именно сложность наладки и калибровки.
Ознакомиться с полным ассортиментом рейсмусовых станков вы можете в разделе «Рейсмусовые станки»
Если у Вас остались вопросы, ждем ваших писем или телефонных звонков.
Поделиться ссылкой:
Написать письмо директору
Написать письмо директору
Рейсмусовые станки — Masterwood
Рейсмусовый станок по дереву — это оборудование, на котором выполняют строгание брусков, досок, щитов, выравнивают толщину деталей и формируют гладкую поверхность изделий. Это ускоряет процесс шлифовки дерева, и в результате повышается производительность. Рейсмус необходим для плоскостного строгания различных по толщине деревянных элементов. Прежде чем поступить на рейсмус, доска часто проходит через фуговальный станок.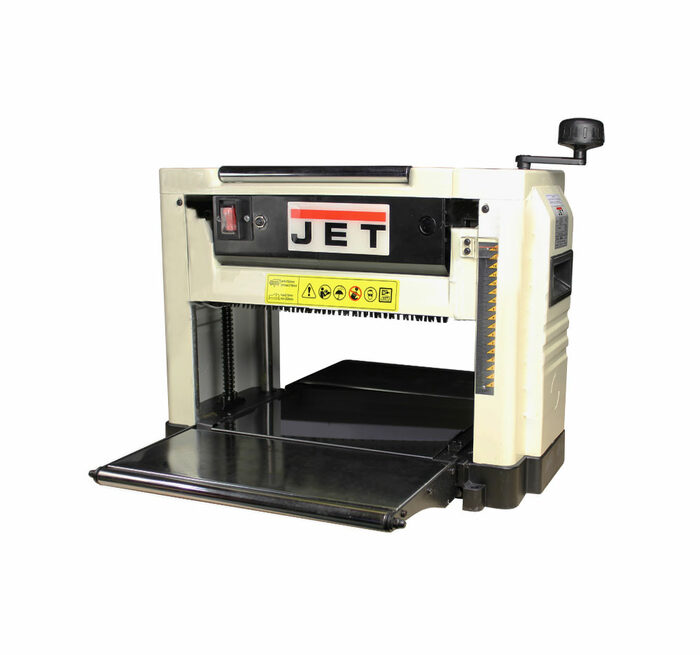
Чем же отличаются рейсмусовый и фуговальный станки, ведь результат обработки и тем и другим станком кажется одинаковым — ровная поверхность деревянной заготовки.
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка — круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки. Таким образом, нижняя сторона заготовки может быть идеально выровнена. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки — снимать фаску, располагая направляющую линейку под углом к рабочему столу.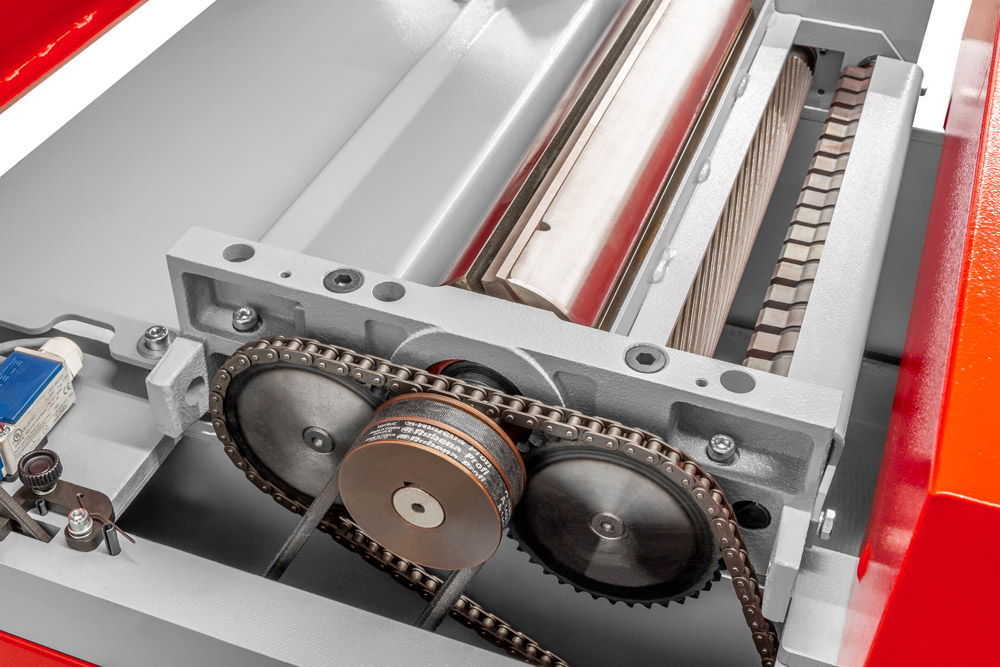
Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки, соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине.
Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровнена до использования рейсмуса.
Фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне.
Классическая технология деревообработки требует наличие обоих станков в столярной мастерской. Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обеих сторон и при этом одинаковой толщины по всей длине.
Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обеих сторон и при этом одинаковой толщины по всей длине.
Компания Мастервуд-станки поставляет односторонние и двухсторонние рейсмусы различной ширины 400-500-600-800-1000 мм, производства Италия и Китай.
Строгальный станок: определение, составные части, работа и работа
Содержание
Определение строгального станка:Строгальный станок — это станок, используемый для изготовления точных плоских поверхностей и вырезания пазов. Он похож на строгальный станок, но по размеру строгальный станок больше. Пазы заготовки перемещаются здесь из одной точки в другую для работы, тогда как в долбяковом станке пазы заготовки находились в стационарном положении.
Инструмент, который мы здесь используем, представляет собой одноточечный режущий инструмент, о котором я подробно рассказал. Ознакомьтесь с этими статьями.
Ознакомьтесь с этими статьями.
Строгальный станок был изобретен генералом Бентамом. Это один из важных станков в производственном процессе.
Части Planer Machine:Машина планировщика состоит из следующих деталей:
- Кровать
- Колонка
- О.с.
- Вертикальная резцовая головка
- Редуктор подачи
- Привод стола
Станина:
Станина — жесткая часть станка, на которой закреплены все детали. Это очень большие размеры и тяжелый вес.
Колонна/корпус:
Корпуса называются колоннами и также называются стойками и представляют собой жесткие коробчатые вертикальные конструкции, размещенные по бокам станины и прикрепленные к ней. Здесь также крепятся шкив и шестерня.
Стол:
Поддерживает работу и совершает возвратно-поступательные движения вместе с направляющими кровати. Стол изготовлен из высококачественного чугуна. Здесь детали верхней поверхности стола очень тонкие и точные, потому что здесь мы закрепляем заготовку для работы планировщика.
Поперечная рейка:
В поперечную рейку крепятся держатели инструментов, где мы можем зафиксировать инструмент для работы. Он соединяет два корпуса, а также обеспечивает опоры для корпуса.
Головка инструмента:
Здесь закреплены инструменты (одноточечный режущий инструмент).
Читайте также:
- Типы фрез, используемых в процессе обработки
- Что такое ультразвуковая обработка (УЗМ) и как она работает?
- Что такое сверлильный станок и как он работает?
- Принцип работы строгального станка такой же, как и у строгального станка, который представляет собой механизм быстрого возврата.
- Когда заготовка движется вперед, завершается прямой ход, а когда она движется назад, завершается обратный ход. При движении вперед материал режется, а при движении назад материал не режется.
- Здесь головка инструмента находится в неподвижном положении, а заготовка подвижна.

- В секции головки инструмента фиксируем одноточечный режущий инструмент, а на рабочем столе фиксируем здесь заготовку.
- Подаем питание, рабочий стол движется вперед и с помощью режущего инструмента разрезает материал и снова возвращается назад, что называется обратным ходом.
- Пока вы его не измените, вращение будет идти вперед и назад.
Для лучшего объяснения того, как работает планировщик. Смотреть видео:
Строгальный станок Операция:- Операция выполняется здесь для удаления материала, как мы делаем на строгальном станке, но главное, что на строгальном станке есть только одна секция, а в планировщике машина, имеющая несколько режущих секций, которые обеспечивают более высокое качество поверхности и быструю работу для получения ровной поверхности.
Здесь мы выполняем две операции
- Вертикальная плоская и
- Операция планирования горизонтальной плоской поверхности.

Вертикальная плоская операция:
- Когда мы выполняем вертикальную плоскую операцию на строгальном станке, заготовка планируется путем регулировки суппорта по горизонтали вдоль поперечной направляющей до тех пор, пока инструмент не окажется в положении, обеспечивающем требуемую глубину резания. Вертикальные салазки регулируются перпендикулярно столу строгального станка, а фартук поворачивается в таком направлении, чтобы во время обратного хода инструмент отклонялся от обрабатываемой поверхности.
Горизонтальная плоская операция:
- Когда мы выполняем горизонтальную плоскую операцию на строгальном станке, заготовка совершает возвратно-поступательное движение вместе со столом, а инструмент подается крест-накрест для выполнения операции.
Читайте также:
- Что такое слоттер?
- 37 неизвестных вам молотков?
- 6 типов отверток – должен знать каждый
Вот основные типы строгальных станков:
- Стандартный или двойной станок
- Открытая сторона
- Ямный строгальный станок
- Раздельный стол и
- Кромкострогальный станок Стандартный
- Этот рубанок наиболее широко используется в мастерских.

- Это своего рода машина старого типа.
- Этот станок используется для обработки широких заготовок.
- Жесткая конструкция. При этом стол неподвижен, а колонна, несущая поперечную рейку, совершает возвратно-поступательные движения по массивным горизонтальным рейкам, установленным с обеих сторон стола.
- Строгальный станок для ям подходит для обработки очень больших деталей, которые не могут быть поддержаны на стандартном строгальном станке.
- Рубанок с раздельным столом имеет два стола на станине, которые могут совершать возвратно-поступательные движения по отдельности или вместе, а также при необходимости соединяться вместе.
- Используется для непрерывного массового производства.
- Тип конструкции значительно экономит время простоя при настройке работы. Установка большого количества одинаковых заготовок на стол рейсмусового станка занимает довольно много времени.

- Для настройки может потребоваться столько же времени, сколько потребуется для обработки.
- Обеспечивают лучшее качество поверхности.
- Низкие эксплуатационные расходы.
- Хорошая точность
- Одновременно выполняются 2 или 3 инструмента (режущий инструмент с одной точкой), что очень хорошо для быстрого выполнения работы.
- Здесь тоже главное преимущество в том, что мы можем использовать один инструмент за раз.
- Высокая цена.
- Только один инструмент Используется одноточечный режущий инструмент.
- Квалифицированный рабочий (должен разбираться в машинах), необходимый для работы на машине
- Потребляемая мощность больше.
- Использование этого станка для создания хорошей плоской поверхности.

- Строгальный станок может удалять большое количество материала с заготовки за один раз с высокой точностью, поскольку здесь установлено несколько инструментов.
- Больше отверстий для резки.
- Также используется для резки под углом.
- Формовочная машина/формовочная машина: Формовочный станок
- Строгальный станок:
- Слот-машины:
- Хорошая универсальность
- Низкая производительность
- Точность обработки невысокая
IT8 ~ 7, Ra 1,6 ~ 6,3 мкм, но тонко строгается широким ножом на портальном станке, Ra 0,4 ~ 0,8 мкм
- Неукоснительно выполнять соответствующие положения «Общих правил эксплуатации металлорежущих станков».
- Убедитесь, что крышка храповика подачи установлена правильно и надежно закреплена, чтобы предотвратить ослабление во время подачи.
- Перед тестовым запуском в пробном режиме поршни следует перемещать вперед и назад с помощью тележки с ручным управлением, и после подтверждения того, что состояние хорошее, двигатель можно эксплуатировать.
- Ослабьте стопорный винт при подъеме поперечины и затяните винт во время работы.
- Не допускается регулировка хода ползуна во время работы станка. При регулировке хода штока не допускается ослаблять или нажимать на регулировочную рукоятку постукиванием.
- Ход плунжера не должен превышать указанный диапазон.

443 900 Строгальный станок
Открытая сторона:
Строгальный станок:
Рубанок с раздельным столом:
Вот преимущества строгального станка:
Вот некоторые недостатки Planner Machine:
Преимущества планировщика:
Инструменты для резки металла: что такое строгальный станок?
Формирователь — это тип станка, который использует линейное относительное движение между заготовкой и одноточечным режущим инструментом для обработки линейной траектории инструмента. Его разрез аналогичен разрезу токарного станка, за исключением того, что он (архетипически) линейный, а не спиральный.
Определение строгального станка
Строгальный станок — это станок с линейным перемещением, который использует строгальный станок для строгания плоскости, паза или формообразующей поверхности заготовки. При строгальной обработке инструмент проще, но производительность ниже (кроме длинных и узких рубанков), поэтому его применяют в основном для единичных деталей, мелкосерийного производства и ремонтно-механических мастерских, которые в массе часто заменяют фрезерными станками. производство.
производство.
Классификация строгальных станков
Существует множество типов и моделей строгальных станков. По своим структурным характеристикам его можно условно разделить на:
— это строгальный станок, используемый для строгания заготовок малого и среднего размера, а рабочая длина обычно не превышает одного метра. Заготовка зажимается на рабочем столе, который можно регулировать или зажимать плоскогубцами на рабочем столе, а возвратно-поступательное движение рубанка (режущее движение) и прерывистое движение рабочего стола (движение подачи) используется для строгания.
В зависимости от длины обрабатываемой детали, формирователь можно разделить на три типа: большой, средний и малый: малый формовочный станок может обрабатывать заготовки длиной менее 400 мм, например, формовочный станок B635-1; средний формовочный станок может обрабатывать заготовки длиной 400 ~ 600 мм, например, формовочный станок типа B650; крупногабаритный формовочный станок может обрабатывать заготовки длиной от 400 до 1000 мм, например, формовочный станок типа B665 и B69O.
Это рубанок, используемый для строгания больших заготовок. Некоторые строгальные станки могут обрабатывать заготовки длиной десятки метров и более, например, строгальный станок B2063 с площадью рабочего стола 6,3 м × 20 м. Для мелких и средних заготовок он может одновременно зажимать на верстаке несколько заготовок, а также можно строгать одновременно несколькими строгальными ножами. Производительность относительно высокая. Строгальный станок использует прямое возвратно-поступательное движение (резка) рабочего стола и прерывистое движение строгального ножа (движение подачи) для выполнения процесса строгания. В соответствии с различными структурными формами существует два типа строгальных станков: строгальный станок делится на строгальный станок с одной рукой и строгальный станок с двумя стойками.
Строгальный станок в основном обрабатывает большие заготовки или несколько заготовок одновременно. По сравнению с формирователем, с точки зрения конструкции, его форма больше, конструкция сложнее, а жесткость выше.
В рубанке относительное движение между инструментом и заготовкой прямо противоположно движению строгального станка. Строгальный станок приводится в действие двигателем постоянного тока и может иметь бесступенчатую регулировку скорости, движение плавное. Все резцедержатели строгального станка могут перемещаться параллельно в горизонтальном и вертикальном направлениях. Строгальный стан в основном используется для обработки больших плоскостей, особенно длинных и узких плоскостей. Как правило, ширина заготовок, которые можно строгать, составляет до 1 метра, а длина более 3 метров. Основным параметром строгального стана является максимальная ширина строгания.
Прорезной станок также называют вертикально-строгальным станком, который в основном используется для обработки внутренней поверхности заготовки. Его структура почти точно такая же, как и у формирователя. Разница в основном заключается в том, что инструмент для вставки машины для вставки совершает линейное возвратно-поступательное движение (режущее движение) в вертикальном направлении. Помимо прерывистого движения подачи в вертикальном и горизонтальном направлениях, стол может выполнять прерывистое вращательное движение подачи по круглому помещению.
Его структура почти точно такая же, как и у формирователя. Разница в основном заключается в том, что инструмент для вставки машины для вставки совершает линейное возвратно-поступательное движение (режущее движение) в вертикальном направлении. Помимо прерывистого движения подачи в вертикальном и горизонтальном направлениях, стол может выполнять прерывистое вращательное движение подачи по круглому помещению.
В соответствии с различными методами трансмиссии строгальный станок имеет два типа механической трансмиссии и гидравлической трансмиссии: существуют строгальные станки с механическим приводом, строгальные станки и долбежные станки, строгальные станки с гидравлическим приводом и долбежные станки.
Технологические характеристики строгального станка
В соответствии с движением резания и особыми требованиями к обработке структурное соотношение строгального станка, токарного станка и фрезерного станка является простым, недорогим и простым в настройке и эксплуатации. Используемый однолезвийный рубанок в основном такой же, как токарный инструмент, с простой формой, более удобной в изготовлении, заточке и установке. Основным движением строгания является возвратно-поступательное движение, на которое действует сила инерции в обратном направлении, а также воздействие фрезы при входе и выходе, что ограничивает увеличение скорости резания. Длина режущей кромки, на которой однолезвийный рубанок фактически участвует в резании, ограничена, и поверхность часто необходимо обрабатывать несколькими ходами, а основное время процесса больше. Когда рубанок возвращается в рабочий ход, резка не выполняется, а обработка носит прерывистый характер, что увеличивает вспомогательное время.
Используемый однолезвийный рубанок в основном такой же, как токарный инструмент, с простой формой, более удобной в изготовлении, заточке и установке. Основным движением строгания является возвратно-поступательное движение, на которое действует сила инерции в обратном направлении, а также воздействие фрезы при входе и выходе, что ограничивает увеличение скорости резания. Длина режущей кромки, на которой однолезвийный рубанок фактически участвует в резании, ограничена, и поверхность часто необходимо обрабатывать несколькими ходами, а основное время процесса больше. Когда рубанок возвращается в рабочий ход, резка не выполняется, а обработка носит прерывистый характер, что увеличивает вспомогательное время.
Поэтому производительность строгания ниже, чем у фрезерования. Однако при обработке длинных и узких поверхностей (например, направляющих, длинных пазов и т. п.), а также при обработке нескольких деталей или нескольких фрез на портальном строгальном станке производительность строгания может быть выше, чем у фрезерования. Точность строгания может достигать IT9 ~ IT8, а значение шероховатости поверхности Ra составляет 3,2 мкм ~ 1,6 мкм. При использовании прецизионного строгания с широким лезвием, то есть с помощью чистового строгального станка с широким лезвием на портальном строгальном станке для срезания очень тонкого слоя металла с поверхности детали при очень низкой скорости резания, большой подаче и малой глубине резания Небольшой размер, меньшая теплота резания и меньшая деформация, поэтому значение Ra шероховатости поверхности деталей может достигать 1,6 мкм ~ 0,4 мкм, прямолинейность может достигать 0,02 мм / м. Тонкое строгание с широким лезвием может заменить шаберное шлифование, что является передовым и эффективным методом. для отделки плоскостей.
Точность строгания может достигать IT9 ~ IT8, а значение шероховатости поверхности Ra составляет 3,2 мкм ~ 1,6 мкм. При использовании прецизионного строгания с широким лезвием, то есть с помощью чистового строгального станка с широким лезвием на портальном строгальном станке для срезания очень тонкого слоя металла с поверхности детали при очень низкой скорости резания, большой подаче и малой глубине резания Небольшой размер, меньшая теплота резания и меньшая деформация, поэтому значение Ra шероховатости поверхности деталей может достигать 1,6 мкм ~ 0,4 мкм, прямолинейность может достигать 0,02 мм / м. Тонкое строгание с широким лезвием может заменить шаберное шлифование, что является передовым и эффективным методом. для отделки плоскостей.
Может обрабатывать вертикальные и горизонтальные плоскости, а также Т-образные пазы, V-образные пазы, пазы типа «ласточкин хвост» и т. д.
Возвратно-поступательное движение, большая инерция, ограниченная скорость, однократная обработка, но узкая и длинная поверхность не ниже фрезерной.