
Режущие инструменты токарных станков: Резцы для токарной обработки. Режущий инструмент
Режущий инструмент и оснастка для токарных станков с ЧПУ
При выполнении токарной обработки в основном используется резец с одной или двумя режущими кромками. Обработанной поверхностью называется поверхность, полученная после снятия стружки с заготовки. Таким образом в результате обработки заготовки получается деталь с комплексными поверхностями различных форм.
Рабочий процесс состоит из нескольких этапов – продольное точение, работа с торцами, а также обработка профильной части заготовки. На производстве важно достигать хороших показателей эффективности труда. Поэтому рациональный подбор режимов резания и инструментального оснащения для оборудования является задачей, возлагаемой на плечи токаря.
Резец
Основным рабочим инструментом является резец. Резец состоит из головки, т.е. рабочей части резца, и тела или стержня, служащего для закрепления резца в резцовой головке суппорта или державке.
Направление подачи проходного инструмента делит его на правые и левые резцы.
Основные типы токарных резцов
Широкий спектр операций выполняется на токарных станках. Чаще всего применяются резцы:
- Проходной отогнутый;
- Проходной упорный
- отрезной;
- расточной;
- прорезной;
- фасонный;
- резьбовой.
Специалисту могут потребоваться инструменты специального назначения.
Категории резцов и виды обработки поверхности:
- Проходной упорный резец предназначен для обработки в том числе торцевых поверхностей. Для выполнения операции торцевания заготовки можно использовать проходной отогнутый резец.
- Черновые резцы используются для предварительной обточки и подрезания деталей, при которых снимается наибольшего количества материала.
 Также они выполняют подрезание деталей при условии срезания большей части припуска. Геометрическая форма резца позволяет достигать максимальных показателей производительности оборудования. Параметры шероховатости поверхности детали не требуют соблюдения на данном этапе обработки.
Также они выполняют подрезание деталей при условии срезания большей части припуска. Геометрическая форма резца позволяет достигать максимальных показателей производительности оборудования. Параметры шероховатости поверхности детали не требуют соблюдения на данном этапе обработки. - Для формирования наружной или внутренней канавки применяется специальный резец для обработки канавок или отрезной резец. Если ширина канавки меньше её глубины, то предпочтительно применять точение в несколько осевых врезаний. Если обрабатываемая заготовка тонкостенная и нежесткая, рекомендуется плавное врезание под углом.
- Когда выполняется растачивание вращающимся инструментом различных отверстий, полученных посредством всевозможных технологических операций, используются расточные резцы. Инструменты позволяют обрабатывать отверстия, выемки, а также прочие элементы. Параметры поперечного сечения и длины режущего приспособления должны соответствовать размерам обрабатываемого фрагмента детали.

- Чтобы качественно нарезать резьбу, токарю нужны соответствующие резьбовые резцы. Инструмент подбирается на основании нюансов конструкции и материала заготовки. При этом учитывают параметры профиля, а также шага точения. Технологии и инструмент открывают дополнительные преимущества.
Материалы, применяемые для изготовления токарных резцов.
Материалы, применяемые для изготовления рабочей части резцов, должны обладать следующими основными свойствами:
- Твердостью, которая должна быть больше твердости любого металла, обрабатываемого данным резцом.
- Теплостойкостью, т.е. способностью сохранять твердость, присущую данному материалу резца при нагреве его в процессе резания.
- Прочностью, обеспечивающей необходимую сопротивляемость головки резца разрушению под давлением стружки, а его режущей кромки выкрашиванию.
- Износостойкостью от трения стружки о переднюю поверхность резца и задней поверхности его о поверхность резания обрабатываемой детали.

- Теплопроводностью способностью отводить тепло, образующееся в процессе резания и поступающее в резец, от места его образования.
- Шлифуемостью возможностью получения (при заточке или доводке) необходимой чистоты поверхностей головки резца, а также острых режущих кромок.
Выбор токарного инструмента.
- Параметры выбора.Конструкция детали и требования к ней. Размер детали, требуемая форма, перепад диаметров, размерные допуски, шероховатость поверхности.
- Необходимые операции. Наружная или внутренняя обработка, черновая, получистовая, чистовая, оптимальное число проходов, необходимое число установов, обработка осевым инструментом.
- Материал детали. Твердость, состояние поставки, пруток, отливка или поковка, предварительно обработанная или нет, обработка с охлаждением или нет.
- Экономичность обработки. Сокращение цикла обработки, повышение стойкости инструмента, минимизация межоперационных заделов, затраты на деталь, сокращение простоев.

Рекомендуемая последовательность выбора токарного инструмента.
- Державка.
- Сменная пластина
- Форма
- Размер
- Радиус при вершине
- Геометрия
- Сплав
- Режимы резания
Остальные режущие приспособления
Устройства, позволяющие произвести формирование отверстий или резьбы:
Метчик – инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Может использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную.
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущая часть плашки делается в виде внутреннего конуса. Плашки делают из легированных сталей.
Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущая часть плашки делается в виде внутреннего конуса. Плашки делают из легированных сталей.
Зенкер – многолезвийный (3 и более режущих кромок) режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Зенкерование является получистовой обработкой резанием.
Сверление отверстий. Отверстия, отсутствующие в заготовках деталей, образуются на токарных станках сверлением. Наиболее часто используемый режущий инструмент для образования отверстий в сплошном материале – спиральное сверло.
Токарная обработка — технология, режущий инструмент, оснастка и технологические приспособления для токарных станков по металлу
Самым популярным способом обработки заготовок режущими инструментами является токарная обработка. Она используется для получения деталей, представляющих собой тела вращения, симметричные по осям. К ним относятся:
Она используется для получения деталей, представляющих собой тела вращения, симметричные по осям. К ним относятся:
- муфты;
- гайки;
- втулки;
- кольца;
- фланцы;
- цапфы;
- пальцы;
- оси;
- диски;
- валы.
Главные токарные операции видны на рис. 1.
Рис. 1. Токарные работы (стрелки указывают направления передвижения инструментов и вращения заготовки): а — внешняя обработка поверхностей в форме цилиндра; б — внешняя обработка поверхностей в форме конуса; в — выполнение токарной обработки торцов и уступов; г — выточка пазов, канавок, отрезание части заготовки; д — внутренняя обработка поверхностей в форме цилиндра либо конуса; е — обработка сверлением, зенкерованием и развертыванием отверстий; ж — нарезка резьбы снаружи; з — нарезка резьбы внутри детали; и — обработка фасонины; к — накатка рифленой поверхности.
При изготовлении деталей машин заготовки превращаются в изделия в результате их механической обработки режущими инструментами. При этом последовательно удаляется с заготовки тонкий слой металла в виде стружки.
Режущие инструменты
На токарных станках используется много различных режущих инструментов:
- фасонный инструмент;
- резьбонарезные головки;
- плашки;
- метчики;
- развертки;
- зенкеры;
- сверла;
- резцы.
Токарные резцы – наиболее популярные инструменты. Их используют для нарезания резьб, обработки фасонных, цилиндрических поверхностей, плоских деталей (рис. 2).
Рис. 2. Виды токарных резцов для обработки различных поверхностей:
а — внешняя расточка с помощью проходного отогнутого резца; б — внешняя расточка с помощью прямого проходного резца; в — расточка, выполненная с подрезом выступа под углом 90º; г — вырезание канавки по сечению вала; д — расточка галтели по радиусу; е — расточка отверстия; ж и з — нарезка внешней и внутренней резьбы.
Часто на токарных станках производится сверление различных отверстий. Это один из распространенных способов обработки. Его применяют с целью начальной обработки отверстий. Только сверлом можно выполнить черновую расточку отверстия в цельной заготовке. Сверла бывают:
- эжекторные;
- центровочные;
- глубинного сверления;
- перовые;
- спиральные.
Самую большую популярность получили спиральные сверла.
Крепеж режущих инструментов, их движение во время работы токарно-винторезного станка осуществляется различными узлами или сборочными единицами станка. Далее описываются схемы работы некоторых основных рабочих узлов.
Рис. 3. Суппорт:

На рис. 3 изображен суппорт станка. Его устройство и работа: нижние направляющие 7 подаются по направляющим станины рукояткой 75 и резец двигается в нужном направлении. На салазках, расположенных внизу, по направляющим 12 передвигается поперечный суппорт 3. Он заставляет двигаться резец в сторону, перпендикулярную оси вращения обрабатываемой детали.
Рукояткой 13 по направляющим 5 поворотной станины подаются верхние салазки 77. Вместе со станиной 4 они прокручиваются в плоскости горизонта по отношению к поперечным салазкам 3 и заставляют резец подаваться под углом к оси вращения обрабатываемой детали.
Держатель резца или по-другому, резцовая головка на четыре позиции, прижимается ручкой 9 к верхним салазкам 77. С помощью этого универсального механизма резец мгновенно подается в работу с минимумом затрат времени.
Рис. 4. Держатель резцов:
1 — упорная шайба; 2 — поворотная головка; 3 — оправка с конусом; 4 — ручка; 5 — верхние салазки; 6 — головка с резцами четырехсторонняя; 7 — болт.
Как устроен держатель резцов, видно на рис 4. Центрирующая расточка верхних салазок 5 имеет оправку 3 конической формы с резьбой на конце. Четырехсторонняя резцовая головка 6 расположена на конусе оправки. Когда вращается рукоятка 4, головка 2 двигается вниз вдоль резьбы конической оправки 5.
Шайба 7 вместе с опорным подшипником жестко удерживают резцовую головку 6 на конусе оправки 3. Головка 2 закреплена к резцовой головке 6 с помощью винтов 7. От проворота резцедержатель предохраняет шарик. Он заклинивается между пазом, имеющимся в конусе оправки 3 и отверстием в резцедержателе 6.
В конструкции токарно-винторезного станка основное назначение задней бабки – поддержка слишком длинных деталей в момент обработки. Еще бабка применяется с целью крепежа инструментов, назначение которых – обработка различных отверстий. Это могут быть развертки, зенкера, сверла. И еще – нарезание резьбы – резьбонарезные головки, плашки, метчики.
Рис. 5. Задняя бабка:
5. Задняя бабка:
1 — картер; 2 — центровочное приспособление; 3, 6 — ручки; 4 — пиноль; 5, 12 и 14 — болты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 11, 13 — гайки
Задняя бабка наглядно представлена на рис. 5. Маховик 7 раскручивает винт 5 и в корпусе 7 двигается пиноль 4. Она закрепляется ручкой 3. Режущий инструмент либо центр 2 установлен конусным хвостовиком в пиноли. Продольным суппортом либо вручную по салазкам станка задняя бабка совершает движение.
Если бабка неподвижна, она фиксируется ручкой 6. Ручка имеет связь с тягой 8 и рычагом 9. Винтом 72 и гайкой 77 регулируется мощность прижима рычага 9 тягой 8 к станине. Чтобы более жестко укрепить заднюю бабку, затягивают винт 14 и гайку 13. Рычаг 10 прижимает их к станине.
В револьверной поворотной головке, рассчитанной на много позиций, закрепляют разнообразные инструменты на токарно-винторезных станках, когда необходимо обрабатывать детали сложной формы и конструкции. Индексируя (поворачивая) ее, последовательно вводят в рабочий цикл настроенные инструменты.
Индексируя (поворачивая) ее, последовательно вводят в рабочий цикл настроенные инструменты.
Модификаторы для станков зависят от назначения и делятся на три группы:
- модификаторы для крепежа деталей на станке;
- механизмы для удержания режущего инструмента при обработке;
- модификаторы для модернизации технологических возможностей станков. Они дают возможность станку осуществлять не свойственные операции. Это фрезерование на токарном станке, выполнение нескольких отверстий одновременно и т. д.
Модификаторы для крепежа деталей на станке
Чтобы закрепить заготовки в рабочем пространстве станка, используются патроны на 2, 3 и 4 кулачка. Они могут быть с механизированным и ручным зажимным приводом. Самым популярным является самоцентрирующийся трехкулачковый патрон (рис. 6). Вместе с диском 4 синхронно передвигаются кулачки 3, 2, 1.
Рис. 6. Трехкулачковый самоцентрирующий патрон:
6. Трехкулачковый самоцентрирующий патрон:
1, 2 и 3 — кулачки; 4 — диск; 5 — шестерня; 6 — шайба патрона
С одного торца диска изготовлены пазы в форме спирали Архимеда. В пазах установлены нижние выступы кулачков. С другого торца диска вырезана коническая шестерня. Она находится в зацеплении с тремя коническими шестернями 5. Проворачивая специальным универсальным ключом одну шестерню 5, диск 4 в результате зубчатого зацепления вынужден провернуться.
Через спираль синхронно передвигаются вдоль пазов корпуса 6 все кулачки патрона. Направлений движения всего два: кулачки стремятся к оси патрона, зажимая заготовку, либо отдаляются, отпуская ее. Конструктивно кулачки выполнены с тремя ступенями. Для сопротивления износу их подвергают закалке.
Кулачки могут захватывать детали во время обработки внешней и внутренней поверхности. Крепеж внутри заготовки предусматривает наличие технологического отверстия, куда заходят кулачки. Самоцентрирующиеся патроны с тремя кулачками удерживают детали шестигранного и круглого сечения, круглые прутки с большим сечением.
Самоцентрирующиеся патроны с тремя кулачками удерживают детали шестигранного и круглого сечения, круглые прутки с большим сечением.
Самоцентрирующиеся патроны с двумя кулачками удерживают поковки и фасонные отливки. В кулачках подобных патронов крепят только одну заготовку. В самоцентрирующихся патронах на четыре кулачка крепят прутки с квадратным сечением. Патроны, где установлена индивидуальная регулировка кулачков, удерживают изделия несимметричной либо прямоугольной конфигурации.
Рис. 7. Разновидности центров:
а — центр с упором; б — обратный центр; в — полуцентр упорный; г — со сферой; д — рифленый конус; е — с наконечником из твердых сплавов; 1 — рабочая часть; 2 — хвостовик; 3 — опорный выступ.
Размеры и формы заготовок предоставляют возможность при обработке использовать различные центры (рис. 7). В вершине рабочего места центра угол равняется 60˚ (рис. 7, а). Конусные поверхности хвостовика 2 и рабочего места 1 должны быть гладкими, без забоин. В противном случае, обрабатывая детали, это приведет к погрешности.
В противном случае, обрабатывая детали, это приведет к погрешности.
Сечение опорного выступа 3 должно быть меньше, чем малое сечение конуса хвостовика. Данная пропорция дает возможность выбивать инструмент из гнезда, оставляя целым конус его рабочей части.
Работая с большими нагрузками и скоростями резания, используют задние центры вращения (рис. 8). Внутрь хвостовой части центра 4 на подшипниках качения 2, 3, 5 запрессована ось. Она заканчивается выходящей наружу рабочей частью 1. Это позволяет оси вращаться с деталью во время обработки.
Рис. 8. Устройство вращающегося центра:
1 — рабочая поверхность; 2, 3 и 5 — подшипник; 4 — хвостовик.
Чтобы передать вращение от патрона к заготовке, закрепленной в центрах станка, используются хомутики (рис. 9). Хомутик одевают на деталь и стягивают винтом 1 (рис. 9, а). Хвостовик 2 хомутика должен упираться в палец поводкового патрона.
Рис. 9. Токарные хомутики:
а —простой: 1 — болт; 2 — хвостовая часть; б — с самозатягиванием; 1 — упорный винт; 2 — хвостовая часть; 3 — пружинная пластина; 4 — палец; 5 — призматический корпус.
Когда деталь обрабатывается в центрах, движение ей передает поводковый патрон посредством пальца-поводка через хомутик, стянутый на заготовке винтом. Сократить время черновой обработки валов сечением 15…90 мм помогают поводковые самозажимные патроны.
Назначение цанговых патронов – крепеж холоднотянутого прутка. Также они применяются для повторного крепежа деталей на предварительно обработанной поверхности.
Мембранные патроны используются для получения деталей высокой точности центрирования.
Рис. 10. Расположение обрабатываемых деталей в патроне с использованием поджатия заднего центра:
1 — обрабатываемая деталь; 2 и 3 — резцы
Методы крепежа и установки обрабатываемых деталей на станок применяют исходя из их твердости, точности обработки, габаритных размеров. Если соотношение I/D<4, где I – длина заготовки, мм, D – сечение заготовки, мм, то заготовку крепят в патроне.
Если соотношение I/D<4, где I – длина заготовки, мм, D – сечение заготовки, мм, то заготовку крепят в патроне.
Если 4<I/D<10, заготовку крепят в патроне с поджимом задним центром либо в центрах (рис. 10). Если I/D>10, то заготовку помещают а центр либо патрон. Практикуется крепеж в центре задней бабки и поддержка с помощью люнета (рис. 11).
Рис. 11. Устройство люнетов:
а — с движением; б — без движения: 1 — откидывающийся механизм; 2 и 3 — болты; 4 — роликовый механизм; 5 — прижимная планка; 6 — гайка с винтом.
Наиболее популярной установкой обрабатываемой детали принято считать в центрах станка. Она установлена в центрах при необходимости придания ей концентричности поверхностей. Если дальнейшую обработку будут выполнять на шлифовальном станке – тоже в центрах. Это должно быть предусмотрено технологической картой обработки.
Детали, у которых имеются отверстия, крепятся в центрах с использованием токарных оправок (рис. 12). Облегчить труд станочника в операциях по закреплению деталей на станках способствуют механизированные приводы:
12). Облегчить труд станочника в операциях по закреплению деталей на станках способствуют механизированные приводы:
- магнитные;
- электрические;
- гидравлические;
- пневматические.
Рис. 12. Токарные оправки:
а — оправка с малой конусностью (обычно 1:2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
Инструмент для вспомогательных операций
Данный инструмент служит для установки и крепежа режущего инструмента на станке. Он помогает добиться точности и повысить производительность токарной обработки. Его принципы работы одинаковые для всех токарных станков.
Он помогает добиться точности и повысить производительность токарной обработки. Его принципы работы одинаковые для всех токарных станков.
Разный по конфигурации только хвостовик, служащий для фиксации приспособления.
Виды вспомогательных инструментов:
- державки байонетного типа;
- державки со сложной конфигурацией и цилиндрическим хвостовиком;
- призматические державки с цилиндрическим хвостовиком;
- цилиндрические державки.
Ограничивают подачу валов и прутков, разворачивают револьверную головку, у которой горизонтальная ось вращения, набор специальных упоров. Они изготавливаются откидные, регулируемые, жесткие.
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассмотрел режущие инструменты для токарных станков и классифицировал их на основе работы, конструкции, материала и направления подачи.
Что в этой статье?
- Что такое режущий инструмент для токарных станков?
- Различные типы режущих инструментов для токарных станков
- Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезерные станки, фрезы, сверла и т. д.
д.
В зависимости от различных факторов, таких как конструкция, крепление инструмента и области применения, токарные станки можно классифицировать как токарные станки с двигателями, револьверные токарные станки, токарные станки с шпинделем, токарные станки со швейцарским станком, настольные токарные станки, многошпиндельные токарные станки, оружейные токарные станки и т. д.
Более того, в зависимости от управления движением режущего инструмента токарные станки могут быть как ручными, так и автоматическими станками с ЧПУ.
Однако инструменты, используемые во всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструментХвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где встречаются две режущие кромки (боковая режущая кромка и концевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку одноточечного режущего инструментаПри взгляде на инструмент сбоку концевой задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания второстепенной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним угломКак правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол увеличивает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол торцевой режущей кромки
Однолезвийный резец, вид сверху Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно телу и касательной к носу.
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, повышая производительность инструмента за счет снижения ударной нагрузки.
Радиус при вершине
Радиус при вершине — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Помимо того, что они ручные или устанавливаются на инструментальной стойке, режущие инструменты для токарных станков можно классифицировать на основе их действия, конструкции, материала и направления подачи.
На основании Операции
Токарный инструмент
Токарный инструмент Токарный инструмент используется для снятия материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментомИнструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Резьбонарезной инструмент
Резьбонарезной инструментРезьбонарезной инструмент используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B.S.W.
Нарезание резьбы на токарном станкеАналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании резьбонарезного инструмента рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д.
Торцовочный инструмент
Торцовочный инструмент В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала.
инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станкеТаким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавокИнструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станке Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструментФормовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструментРасточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станкеБрусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструментОтрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм — 12 мм) для минимизации съема материала во время резки заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это концевой режущий инструмент, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станкеНакатка — это процесс создания узоров с углублениями на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструментЭтот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструменты Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/бока инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельным твердосплавным инструментом, сварной твердосплавный инструмент может обеспечивать меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания.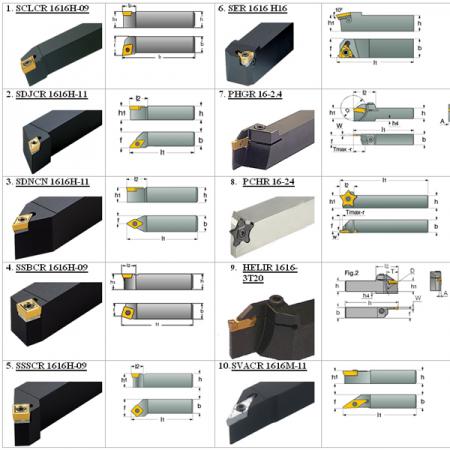
Зажимные инструменты
Зажимные инструменты для токарных станковЗажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей стали Инструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно затачивать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавный инструмент
Токарный инструмент с твердосплавным наконечникомТвердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к деформационному упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металлаИнструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшить термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в определении оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструментыПравосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструментыТочно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концомИнструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их как для операций слева направо, так и справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке. Однако типичные 2-осевые токарные станки могут выполнять операции сверления только вдоль оси вращения заготовки.
Необходимо ли обеспечить непрерывный поток охлаждающей жидкости при обработке металлов на токарном станке?
Да, необходимо обеспечить непрерывный поток охлаждающей жидкости при обработке металлов на токарном станке, поскольку это предотвращает перегрев, который в противном случае может привести к повреждению заготовки и затуплению инструмента. Тем не менее, вы можете использовать специальные методы для выполнения сухой обработки, которая не требует охлаждающей жидкости или требует минимальной охлаждающей жидкости.
Режущие инструменты и оснастка
Режущие инструменты и оснасткаПоиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Ролики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, дом и магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Машинные принадлежности
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Оборудование безопасности
- Формирователи
- Формирователи
- Станки для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result.