
Ручной трубогиб для профильной трубы своими руками чертежи: Трубогиб для профильной трубы своими руками: чертежи, размеры
Трубогиб для профильной трубы по схеме своими руками
Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.

Содержание
- 1 Как сделать самостоятельно станок для гибки труб
- 1.1 1-й способ
- 1.2 2-й способ
- 2 Чертежи трубогиба профильного
- 3 Самодельный трубогибочный станок прокатного типа
- 4 Простейший трубогиб из домкрата арбалетного типа
- 5 Сборка простого трубогиба
- 6 Заключение
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.

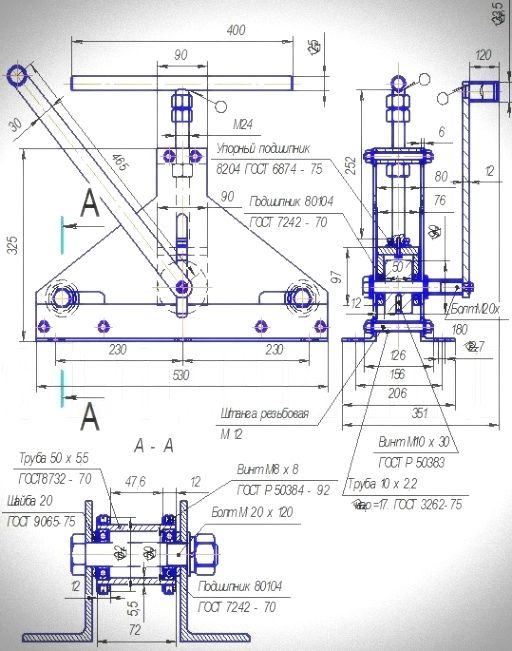
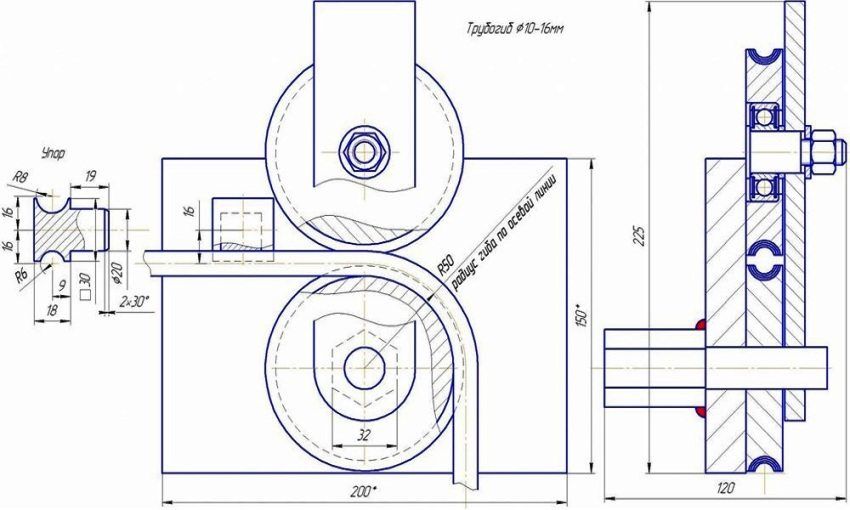
Чертежи трубогиба профильного
Самодельный трубогибочный станок прокатного типа
Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
Здесь:
- Болты;
- Домкрат;
- Оправка.
Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.
Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.
Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним.
 На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
Похожие статьи:
Трубогиб для профильной трубы своими руками: чертежи, размеры
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости.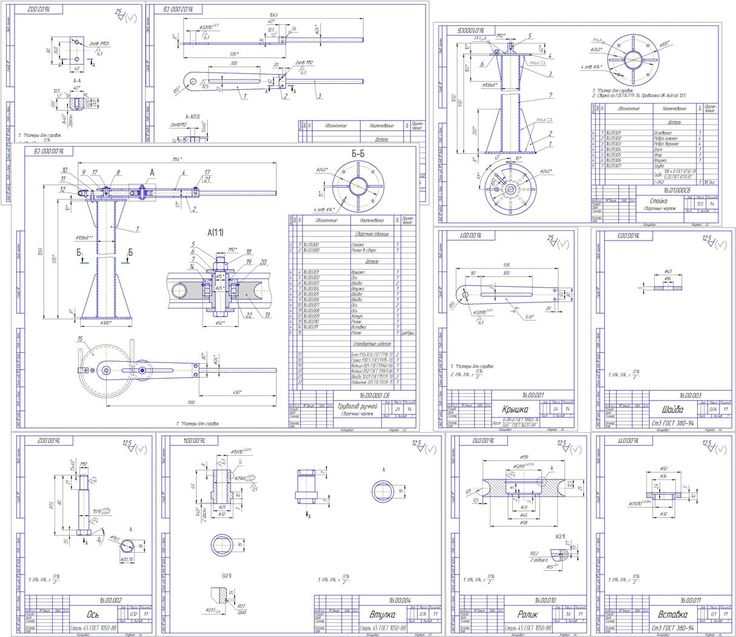 Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек.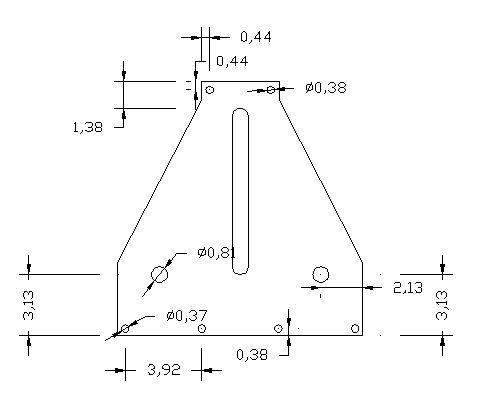 Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
- Назначение
- Конструкция
- Изготовление трубогиба своими руками: 3 популярных способа
- Самодельный трубогиб: видео
- Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Если вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Изготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол.
 Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона. - На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.
Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.
Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
чертежи, видео, работа в домашних условиях
Трубогиб — это разновидность прокатного стана, предназначен для изгиба под заданным радиусом труб различного сечения и диаметра.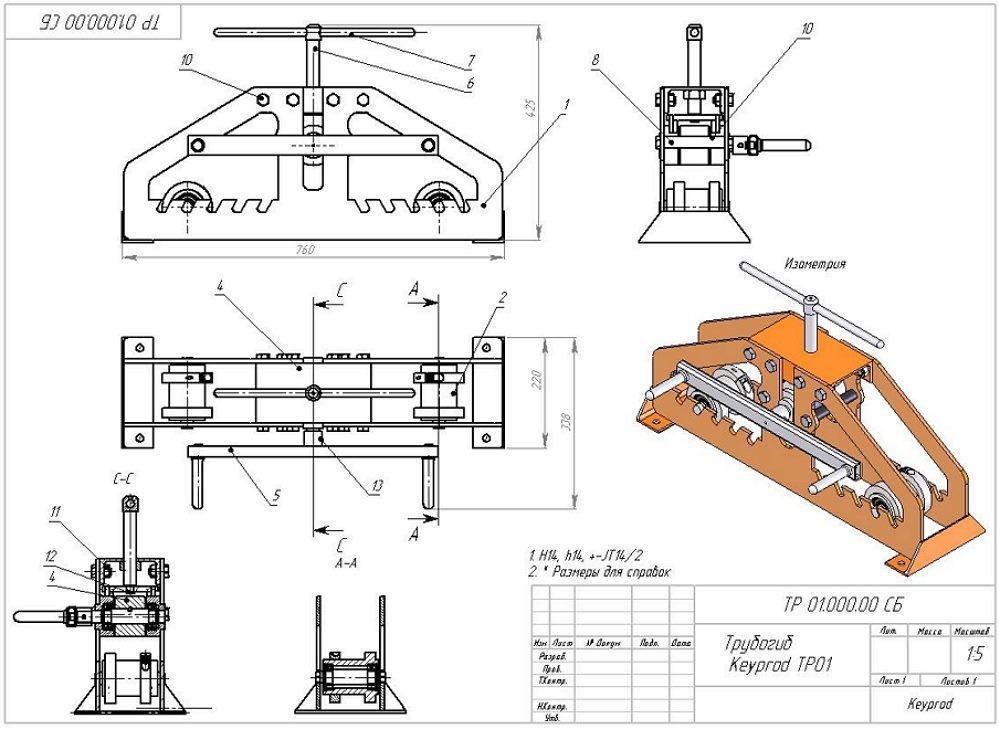
О том, как именно он работает и как его можно сделать самому в домашних условиях, и пойдет речь в этой статье.
Назначение
Очень часто при работе с металлической трубой обычного (круглого) и прямоугольного (профильного) сечения требуется их изогнуть на определенный угол. Такая необходимость возникает вне зависимости от вида работ — прокладка ли это трубопровода по цеху, установка сплит-системы в квартире или же сварка из профтрубы скамейки или беседки на дачу.
Тонкие трубки, к примеру, медные, часто использующиеся в системах кондиционирования, можно согнуть руками, но изгиб вручную всегда нестандартный, а проще говоря — кривой. Для серьезного производства это неприемлемо. А толстую стальную трубу, особенно профильную, согнуть вручную невозможно. Вот в этой-то ситуации и приходят на помощь трубогибы. Они могут аккуратно, точно по заданному радиусу изогнуть трубу, не допуская разрывов, утончения стенок и иных деформаций металла.
Принцип работы
Принцип работы любого станка для изгибания труб, несмотря на большое разнообразие конструкций, одинаков:
- Трубка либо фиксируется в двух точках, условно назовем их А и В, а в точке Б, находящейся между ними, на нее осуществляется силовое воздействие, которое приводит к образованию изгиба.
 Фактически это разновидность пресса.
Фактически это разновидность пресса. - Либо используются только две точки, одна из которых фиксирует трубу в пространстве, позволяя свободно скользить вперед-назад (в одной плоскости), а вторая представляет собой вращающийся роликовый зажим. Конец профиля зажимается в фиксаторе, ролик делает оборот на определенное количество градусов, профиль соответственно изгибается.
Существует множество разновидностей трубогибов, но все они обладают сходными элементами конструкции: в них есть одна или две стационарные точки фиксации для трубы и одна — подвижная. Ее ход в заданной плоскости и приводит к изгибу профиля.
В качестве точек опоры всегда используются ролики или вальцы. Изгиб трубы в жестких зажимах возможен, но легко может привести к разрыву материала. Если же профиль может свободно скользить в роликах, то он не повреждается.
Для сгибания профильных труб с сечением в виде прямоугольника и квадрата используется тот же принцип, что и для круглого сечения. Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Только трубогиб должен был собран на роликах с соответствующим желобом, иначе это вызовет деформацию профиля, а возможно и выход из строя всего механизма.
Разновидности
В первую очередь трубогибы делятся на ручные и автоматические. Первые предназначены для работы с профилем небольшого сечения, до 40х40 мм, поскольку более толстую трубу даже с помощью рычага согнуть руками невозможно. В быту используют преимущественно их, при этом встречаются мобильные и стационарные устройства.
Автоматические прокатно-изгибочные станы предназначаются для промышленных условий. Как правило, они стационарного типа.
Они оснащаются электрическим приводом от двигателя соответствующей мощности. Встречаются гидравлические или комбинированные — электрогидравлические модели.
Основная классификация идет по принципу действия:
- домкратный (или арбалетный),
- вальцовочный,
- намоточный.
Первые два типа конструктивно очень схожи между собой.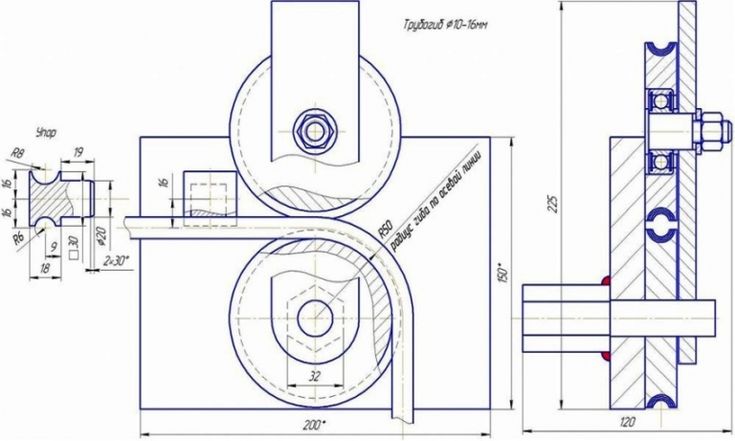 Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Есть два валика, через которые протягивается труба. На домкрате или прессе размещен третий валик или полукруглый упор, который осуществляет давление на профиль. Разница только в том, что при вальцовке профиль прогоняется под прессующим валиком с определенной скоростью, а сам валик закреплен неподвижно. А при использовании трубогиба «арбалетного» типа наоборот, на неподвижный отрезок профиля осуществляет давление опускающийся пресс.
Намоточный тип подразумевает, что изгибаемый материал фиксируется в одном ролике (или системе роликов) и наматывается на другой.
Каждый вид конструкции имеет свои достоинства и недостатки:
- «Арбалет» конструктивно проще всего, его легче сделать в домашних условиях из обычного домкрата. Но аккуратно выгнуть конец трубы с его помощью сложно, кроме того, при изгибе на большой радиус он может привести к разрыву металла.
- Вальцовочный станок обеспечивает высокое качество изгиба на любой радиус, но нуждается в двигателе для протяжки трубы.
 Именно этот тип чаще всего можно встретить в заводских цехах.
Именно этот тип чаще всего можно встретить в заводских цехах. - Намоточный бывает как стационарным, так и мобильным (ручным). Он особенно удобен для труб небольшого и среднего диаметра. Основным его недостатком является невозможность изменять окружность изгиба и варьировать радиус: они всегда зависят от ролика намотки.
На заметку: в промышленности активно используются трубогнущие станки с ЧПУ, которые могут выполнять из труб любые гнутые конструкции согласно заложенной программе.
Как сделать трубогиб своими руками?
Если вам необходим трубогиб для ремонтных работ по дому или даче, а работа планируется с трубами небольшого диаметра, то можно не покупать дорогое устройство, а смонтировать его своими руками из подручных средств. Вариантов изготовления существует бесчисленное множество.
Перед началом работы вам понадобится определиться с сечением и формой профиля труб, которые вы будете гнуть. Ширина и форма желоба роликов должны точно соответствовать диаметру и сечению трубы, иначе она либо застрянет в них, либо будет «гулять», что приведет к неровному изгибу или другим деформациям. Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Труба должна входить между роликами как влитая, не застревать и не болтаться. Либо необходимо использовать цилиндрические вальцы без желоба и контролировать протяжку вручную.
Также в работе вам могут помочь следующие чертежи:
Изготовление трубогиба вальцовочного типа
- На любое подходящее основание монтируется сварная рама. В нее устанавливаются два опорных ролика. В данном случае на рисунке расстояние между ними можно варьировать благодаря установке в пазы — чем больше расстояние, тем больше радиус изгиба.
- Ролики соединяются между собой через шкив велосипедной цепью, приводным ремнем и т. д так, чтобы они вращались одновременно.
- К раме приваривается или крепится на болтах конструкция, состоящая из опорного ролика с держателем и простого винтового механизма. Вместо прижимного винта можно использовать обычный домкрат.
Изготовление трубогиба намоточного типа
Если возникла необходимость гнуть трубы небольшого сечения, но с малым радиусом изгиба, то можно собрать самодельный трубогиб намоточного типа.
Конструкция чем-то похожа на закруточную машинку для домашнего консервирования. Главная часть — два ролика с прямоугольными желобами точно по форме трубы. Ведущий ролик (на рисунке — большой) крепится на любое основание. Он будет обеспечивать радиус и закругление гибки трубы.
Вальцы для профильной трубы своими руками чертежи и видео
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Содержание
- Виды
- Как работают?
- Изготовление трубогиба своими руками
- Покупать станок или делать самому?
Виды
Основываясь на особенностях конструкции и источнике используемой силы, направленной на изгиб труб, инструмент можно разделить на такие виды:
- С электроприводом.
 Это устройство для изменения формы труб практически полностью автоматизировано и не требует силы человека для осуществления рабочего процесса. Оно позволяет, за максимально короткий отрезок времени, придавать большому количеству элементов нужных форм.
Это устройство для изменения формы труб практически полностью автоматизировано и не требует силы человека для осуществления рабочего процесса. Оно позволяет, за максимально короткий отрезок времени, придавать большому количеству элементов нужных форм. - На гидравлике. Наличие установленного пресса с гидравлическим приводом разрешает изогнуть трубу любого диаметра – сила устройства очень большая. Но огромными габаритами и невозможностью переноса с места на место они проигрывают мобильным моделям.
- Ручные. Такие вальцы имеют небольшие размеры, что упрощает транспортировку, но их работа подразумевает наличие у человека определенной силы, необходимой для изгиба профильной трубы.
Первые два типа в большей степени изготавливаются на заводах или соответствующих предприятиях, поэтому остановимся на ручных вальцах, возможность изготовления которых своими руками вполне реальна. Трубогиб
Как работают?
Для осуществления изгиба профильной трубы, нужно:
- Разместить трубу на подающих вальцах устройства.

- Прижать трубу к любому из двух вальцов, наращивая силу прижима до тех пор, пока элемент не начнет изгибаться под нужным углом.
- Включить механизм передачи. Труба начнет проходить через устройство и по всей длине получиться равномерный изгиб.
Если с первого раза не получается желаемый результат – операция проводится повторно, но уже с измененной силой прижима.
Изготовление трубогиба своими руками
Самодельный трубогиб
Самостоятельное изготовление – процесс вполне осуществимый в домашних условиях, но требующий от исполнителя некоторых навыков проведения механических работ. Не менее важно выбрать правильный чертеж, по которому и будут изготавливаться все детали будущего механизма в точном соответствии.
В зависимости от того, какой выбран чертеж, механизм может иметь следующие элементы:
- Опорная рама.
- Вальцы. В большинстве случаев их 3: 2 обводных и 1 прижимной.
- Подшипники.
- Привод.
- Направляющие кольца.
- Стопор (нужен, чтобы и фиксировать определенный уровень изгиба).
- Шток для подачи валка прижима.
Этапы сборки:
- Основание должно выдерживать большие нагрузки – для его изготовления своими руками используют швеллер, а лучше – трубчатый каркас.
- Часть, которая будет отвечать за подачу усилия для изгиба, выполняют из П-образного каркаса. В его верх вваривается гайка. В этом случае используется струбцина с резьбой. В шпильку вкручивается болт подходящего диаметра и на его конец приваривается круглая металлическая пятка.
- Для изготовления механизма подачи нужно найти цепь от мотоцикла или велосипеда. На вальцы привариваются 2 звездочки: 1 на деформирующий и 1 на ведомый. Натягивается цепь и проверяется. Только после того, как убедились, что вальцы с натянутой цепью вращаются без затруднений – приваривается ручка.

- Вальцы должны иметь высокий уровень прочности, который позволит не поддаваться воздействию профильной трубы (нужно гнуть трубы, а не наоборот). Их можно изготовить из обычной стали, которая после вытачивания должна быть закалена.
- Для крепления вальцов используют подшипники качения, которые устанавливаются на станинах (расположены на стаканах).
Обратите внимание. Конструкция может быть усовершенствована гидравлическим домкратом. Он устанавливается под станиной. Это позволит передавать изгибающее усилие с помощью давления поступающего типа на верхние вальцы подачи.
Покупать станок или делать самому?
Ручной трубогиб своими руками
Сравнивать самодельные механизмы с покупными не имеет смысла. Но, если выполнять работу при самостоятельном изготовлении правильно, выбран хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних трат (особенно, если учитывать стоимость на устройства подобного назначения).
Перед началом работы определите степень предполагаемой нагрузки на устройство и предусмотрите возможность его изготовления с применением электропривода. Также нужно учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и масса.
Выбирайте понятные чертежи и выполняйте работу в полном их соответствии. Тогда механизм, сделанный собственноручно, будет выполнять качественные изгибы и прослужит много лет.
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 — трубогиб ручной
- Конструкция №2 — Мощное механизированное устройство
- Конструкция №3 — трубогиб гидравлический
- Трубогиб инструкция
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе и профильные, уже можно считать сантехнической традицией. Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри — может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений — трубогибов. Но в ряде случаев вполне возможно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- применение самодельной оправки;
- обрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р.
 песок.
песок. - Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный метод – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут изгибаться в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать много полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль удачно используется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдержит вес отдыхающих и послужит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит построить отличный навес для входной группы
Из гнутого профиля выходят отличные фермы для сборки крыши уютной беседки
Металлический профиль, гнутый аркой, лучший вариант для изготовления садовой мебели. Стоит недорого, выглядит отлично, после окрашивания «равнодушна» к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить на участке навес для машины
Домашние мастера, умеющие гнуть профильные трубы и сварки, сможет сделать настоящий шедевр — качели с балдахином и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Козырек
Уютная беседка с закругленной крышей
Садовая мебель для дачи Обустройство парковки автомобиля
Качели дачные изысканные
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты — трубогибы — дают больше возможностей для гибочных операций. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет производить обработку армированных профильных труб
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 — трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно.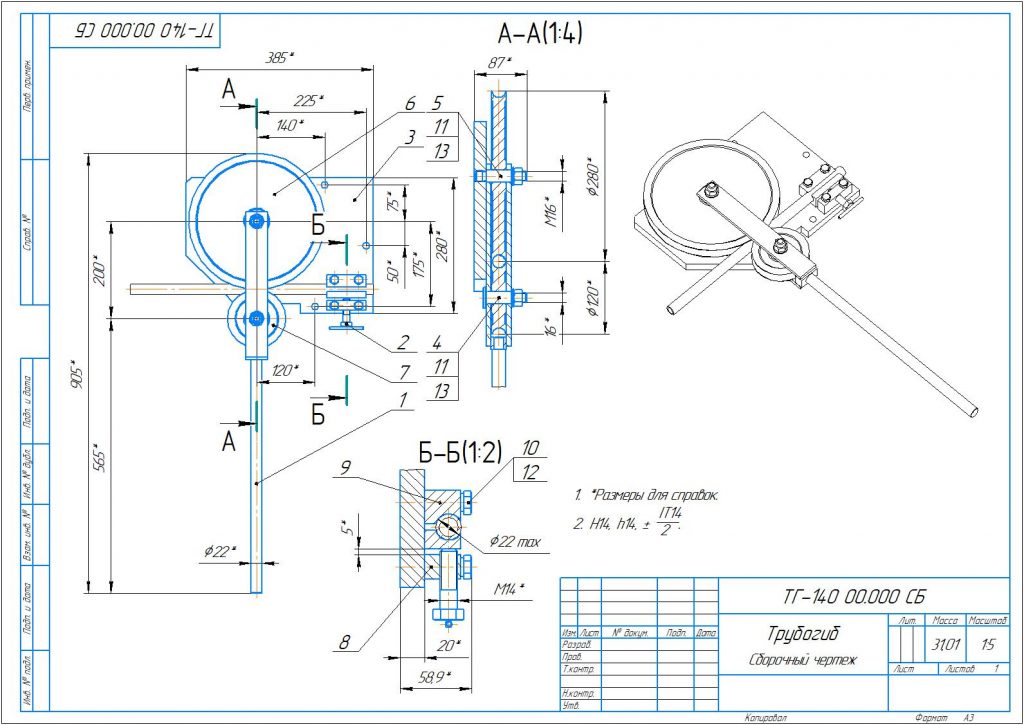 Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать и из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 — Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием. Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- рама сваренная из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь;
- редуктор и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль — высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- замок-петля;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали скреплены болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 — металлический швеллер; 4 — упорный и опорный катки; 5 — соединительная петля; 6 — автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» каналом, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа. Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для возможности изменения положения бокового валка по высоте с помощью домкрата вырезаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т. е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструктивные части теплицы за один день:
Фотогалерея
Фото
С помощью описанного выше трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства. Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок прикрепляем поликарбонат к гнутому профилю
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор на верхней части трубы, поддерживающий нижнюю часть трубы).

- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.
Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу.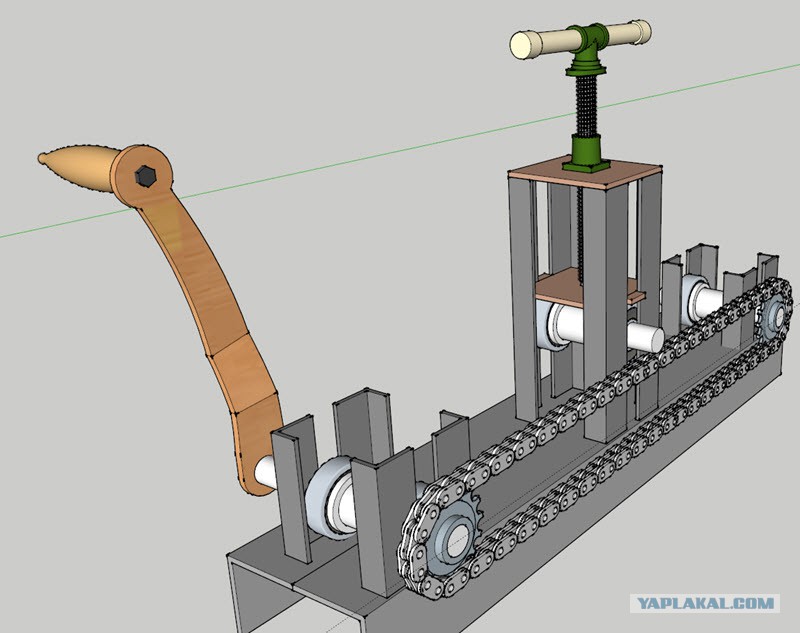 Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.
Выводы и полезное видео по теме
Из видео вы можете узнать, как выглядит самодельный трубогиб на кровати.
Работать с трубами профильной формы приходится довольно часто в условиях проводки дома или загородного дома. Поэтому наличие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, этот инструмент несложно изготовить самостоятельно. А сделав такой дизайн, его легко освоить и периодически применять.
Пожалуйста, пишите комментарии в блоке ниже. Расскажите о том, как вы согнули профильную трубу своими руками. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
59 фото гениальных идей для создания механизма
Каждому владельцу большого садового участка или небольшого коттеджа, хоть раз в жизни (как минимум) может понадобиться трубогиб — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любой другой металлоконструкции.
На базах по продаже металла, да и на других производствах обычно используются устройства заводского изготовления, но удовольствие это далеко не из дешевых. Чтобы сэкономить бюджет на более приятные траты, изготовлением устройства выгоднее заниматься вручную, своими силами.
Для этой конструкции, как говорится, «ума много не надо», да и в деталях недостатка тоже не будет, чертежи чертежей реально создать самостоятельно.
Обзор Содержание:
- Опционы изгиба
- Какова работа по трубному изгибе
- Работа изгиба труб
- Труба Бендер Снайт
- Бендерс
- DIY Pipe Bender
Бендер варианты
You CAN Bender
. трубу «домашним» способом, засыпать трубу песком, нагреть красной паяльной лампой или газовой горелкой, а затем согнуть трубу.
 Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанося ущерба исходному материалу, мастера используют в своей работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Есть похожие по конструкции агрегаты, ручные трубогибы, дрон или арбалет, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая их только холодной обработке.
Арбалетные устройства очень компактны и ценятся в области установки и коммунальных услуг.

Что такое работа трубогиба
Принцип работы довольно прост, заключается в нагреве трубы, труба нагревается докрасна и становится очень пластичной, податливой к изменениям. Каждый тип трубогиба имеет свой спектр возможностей.
Основные функции качество гибки и возможность гибки труб разных размеров и диаметров.
С помощью дополнительных прокатных приспособлений достигается гибка большего диаметра. Устройство работает с валами, их три в комплекте.
Направляющие и толкатели. Труба проходит через подвижные элементы, степень изгиба задается давлением прижимного ролика. Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Шаблон для гибки труб
В большинстве случаев самым простым вариантом, подходящим абсолютно всем мастерам, даже начинающим, является шаблон из дерева. Доски подбираются по толщине гнутых труб, обязательно оставляйте запас досок в пару сантиметров.
Для предотвращения схода профиля с шаблона в процессе работы на концах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности рядом с установкой упора для трубы.
Профиль вставляют в зазор между шаблоном и упором, плавно и аккуратно нажимают на другой его конец, прижимая трубу к шаблону. Лебедка или рычаг облегчат работу.
Огромный плюс этого процесса, экономия средств и простота исполнения.
У любого устройства есть недостатки, и этот способ не исключение. Изгиб не точный, некачественный, а шаблон будет одноразовым (применимо только к одному диаметру трубы).
Трубогиб-улитка
При штамповке однотипных заготовок с большим тиражом, малым радиусом кривизны трубогиб-улитка будет незаменим.
Его достоинство в небольших размерах и простоте управления. Недостатком будет ограничение радиуса кривой, но не больших размеров.
Вальцегибочные станки
Нишу универсальности и практичности заняли самодельные приспособления — вальцовочные станки (гибочные станки), на таких станках можно сделать любой угол гибки.
Комплектация особо не отличается от других моделей, так же имеют основание и валы. Подвижный ролик прижимает трубу, и растягивает ее вращением приводных валов.
Давление можно увеличить с помощью лебедки, рычагов или электропривода. Однако для производства дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такой сборки потребуется много токарной обработки и сварки. Если вы все-таки решили сделать такую модель, она прослужит вам долго и порадует функциональностью.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуален. Для облегчения задачи можно найти в интернете фото трубогиба, чтобы примерно понять, как он должен выглядеть.
Также есть много чертежей трубогиба, которые просты в использовании. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
DIY pipe bender
3
020003Сетка-рабица своими руками — 78 фото вариантов реализации из стальной проволоки старая
Поделки из бумаги (150 фото) — инструкция + мастер-класс по созданию красивых поделок для детей
Как согнуть трубку и когда это делать
Майк Гейгель, специалист по стратегическим услугам, Swagelok Pittsburgh и тренер, продвинутый уровень Гибка труб, компания Swagelok
При проектировании и сборке новой жидкостной системы или при замене компонентов в существующей приходится принимать множество решений. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя труба с резьбой исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросить дополнительную информацию об обучении гибке труб
Краткий обзор между трубами и трубами
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
- Меньшее количество соединений. Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы.
- Экономия времени. Трубные системы не только обеспечивают более простую установку, но и изгибы труб могут сэкономить время операторов, устраняя необходимость резать, удалять заусенцы и устанавливать новый фитинг для каждого простого изменения направления.
- Меньше турбулентности. Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
- Меньшая занимаемая площадь. Изгибы труб и низкопрофильные трубки обеспечивают более компактную площадь основания системы и облегчают доступ к находящемуся рядом оборудованию для обслуживания.
Передовой опыт в области гибки труб
Чтобы максимально использовать преимущества гибки труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы изготовления высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много различных участков и фитинговых соединений. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб. Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Как пользоваться ручным трубогибом:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб под углом 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Как пользоваться настольным трубогибом:
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб. изготовлен из большинства материалов.
Следуя рекомендациям, изложенным в этих видео, можно помочь техническим специалистам избежать множества распространенных дефектов, которые могут поставить под угрозу целостность даже самых простых изгибов, что приведет к пустой трате времени, труда и денег.
Учебные курсы могут иметь неоценимое значение для обучения техников практическим знаниям, необходимым для создания безопасных и эффективных жидкостных систем с изогнутыми трубками. Вот почему компания Swagelok разработала учебные курсы по гибке труб — от основ до более продвинутых методов — чтобы помочь специалистам по жидкостным системам освоить практические навыки, которые они могут применять на своих предприятиях. Если вы хотите узнать больше о том, как мы можем помочь вам улучшить ваши навыки гибки труб, свяжитесь с нашей командой сегодня.
Запросить дополнительную информацию об обучении гибке труб
4 ключевых момента Холодная гибка и горячая гибка при гибке труб
Что такое холодная гибка?
Холодная гибка – это процесс обработки металла при комнатной температуре (без дополнительного нагрева). Фактически, он имеет две концепции: холодное формование и холодное изгибание.
Холодное профилирование
Листы и полосы металлического материала механически сгибают в профили определенной формы и размера при комнатной температуре. Ее продукция называется холодногнутыми профилями. Преимущества холодной прокатки: с ее помощью можно производить все виды ультратонких, сверхшироких и сложных форм, которые нельзя изготовить прокаткой; экономить металлические материалы; механические свойства изделий хорошие.
Холодная гибка
Процесс штамповки при гибке металлических листов, пластин и профилей в заготовки определенной кривизны, формы и размера при комнатной температуре. Гибка широко применяется при изготовлении сосудов высокого давления, барабанов котлов, котельных труб, листов и ребер корпусной стали, различной посуды, деталей КИПиА, корпусных вкладышей.
Хотя деформация холодного изгиба ограничена локальной областью материала, эффект отскока влияет на точность изгибаемой детали. На отскок влияет множество факторов, и эти факторы трудно контролировать. Точность гибочной детали, обеспечиваемая Springbank, всегда была ключом к производству холодной гибки.
В зависимости от характеристик процесса холодная гибка может быть разделена на гибку прессом, гибку вальцами, гибку с вращательным вытягиванием и гибку с растяжением.
Гибка прессом
Гибка прессом является наиболее часто используемым методом гибки. Большинство используемого оборудования представляют собой механические прессы общего назначения или гидравлические прессы, а также специальные гибочные прессы.
Гибка валков
Наиболее часто используемым оборудованием для гибки валков является листогибочный станок и угловой валок/угловой ролик (также известный как профилегибочный станок). Вальцегибочный станок непрерывно изгибает металлические профили или пластины по принципу трех точек для определения окружности или дуги.
Валковая гибка – это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для достижения этого процесса используется оборудование, состоящее из листогибочных станков.
Гибка с растяжением
Для гибки деталей с высокими требованиями к точности, большей длине и радиусу кривизны и меньшим поперечным размерам их можно растягивать и сгибать на определенном станке для гибки с растяжением. При изгибе вся толщина пластины подвергается растягивающим напряжениям, поэтому происходит только деформация удлинением. Деформация, вызванная отскоком после разгрузки, невелика, и легко обеспечить точность.
Гибка с вращающейся вытяжкой
Форма для гибки с вращающейся вытяжкой устанавливается на главный вал; заготовка зажимается зажимной формой, чтобы предотвратить осевое перемещение заготовки; Пресс-форма состоит из направляющей и последующей формы. На складной матрице подвижная часть матрицы перемещается вместе с заготовкой при изгибе; оправка заполняет внутреннюю полость заготовки для предотвращения образования складок, сплющивания, истончения и других дефектов при гибке.
При вращении шпинделя заготовка наматывается на гибочную матрицу и формируется при вращении шпинделя. Затем заготовка подается, пространственный уголок готов к следующей гибке и так далее. Радиус гибочной матрицы определяет радиус изгиба. Если вы хотите получить другой радиус изгиба, просто замените гибочную матрицу на другой радиус.
Перед гибкой труб и ТРУБ
ЗАЧЕМ ИСПОЛЬЗОВАТЬ ИЗГИБАННЫЕ ТРУБЫ И ТРУБЫ?
Гибка труб позволяет системам свести к минимуму изменения давления, в то же время направляя материалы через сложные системы трубопроводов.
Разнообразие размеров изгибов труб и материалов делает их пригодными для прокладки любых материалов: от горячих или едких жидкостей до поддержания давления и перемещения жидкостей с высокой вязкостью или жидкостей с взвешенными твердыми частицами, таких как трубопроводы для пульпы нефтеносных песков, которые содержат высокую концентрацию кварцевый песок.
Холодная гибка гибочных труб Наконец, поскольку большинство методов гибки труб довольно экономичны, использование гнутых труб и трубок окажет минимальное влияние на общий бюджет проектирования при использовании идеальной длины и размера для вашего применения.
Поскольку большинство изогнутых труб не изменяют концы трубопровода, изгибы труб часто легко реализовать в рамках технологической системы с использованием стандартных процессов сварки, фланцев или других методов соединения.
Видео роликовой гибки труб
горячая гибка и холодная гибка.
Гибка труб является разновидностью технологии обработки при гибке профилей. Хорошая гибка труб – это искусство. Это требует, чтобы мы много думали, прежде чем выполнять сгибание.
При гибке трубы необходимо учитывать множество различных факторов, чтобы выполнить работу как можно лучше.
Вы должны убедиться, что у вас достаточно опыта, чтобы хорошо выполнять работу, что у вас есть все необходимое оборудование и вы используете правильный метод гибки.
Существует много видов гибки, но самый простой метод классификации состоит в том, чтобы разделить их на горячую гибку и холодную гибку.
Как горячая, так и холодная гибка имеют свои плюсы и минусы, в зависимости от типа материала, который необходимо согнуть, и требуемого угла изгиба.
Методы холодной гибки часто полагаются на чистую физическую силу, чтобы помочь придать трубе ее окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемой силы.
Каждый метод имеет уникальные преимущества и определяет возможную степень изгиба и окончательную форму трубы.
Холодная гибка труб
Холодная гибка относится ко всем типам гибки, при которых для гибки труб не используется дополнительное тепло. Процедура обычно выполняется путем оборачивания трубы или другого материала вокруг штампа или формы, которая заставляет трубу изгибаться.
Холодная гибка гибки труб Процедура гибки довольно быстрая и тем более, что не требует охлаждения или какого-либо особого ухода после выполнения гибки. Поскольку машины, используемые для холодной гибки, в целом не очень дороги, поскольку не являются особенно сложными или продвинутыми, холодная гибка может быть хорошим вариантом для небольших компаний, у которых нет большого бюджета. Это также может быть хорошим методом для компаний, которые не специализируются на гибке, но должны выполнять ее только время от времени.
Негативным моментом всех видов холодной гибки является невозможность слишком радикального изгиба. В большинстве случаев вам придется заполнить машину наполнителем, например песком, чтобы труба не помялась и не сломалась из-за радикального угла.
Машина для холодной гибки по сравнению с машиной для горячей гибки
Обычно заготовки гнут в холодных условиях ( гибка труб в холодном состоянии ).
Заготовку следует нагревать только при работе с очень толстым листовым металлом или очень маленькими радиусами изгиба, чтобы снизить требуемые изгибающие усилия и избежать хрупкости материала из-за низкой температуры.
Оборудование для холодной гибки обычно дешевле, чем оборудование для горячей гибки, поскольку оно менее сложное. Это может сделать его привлекательным вариантом для небольших компаний.
ПРОЦЕССЫ ХОЛОДНОЙ ГИБКИ ТРУБ/ТРУБ
Гибка с вращающейся вытяжкой: Труба или трубка гнутся с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии. Это действие вытягивает трубу или трубку вперед, делая желаемый изгиб. Вращательно-вытяжная гибка также может использовать оправки.
Роликовая гибка: Используемый, когда требуются изгибы или изгибы большого радиуса, этот метод пропускает кусок трубы или трубки через серию из трех роликов в конфигурации пирамиды для получения желаемой кривой.
Изгиб оправки: Оправка помещается внутрь изгибаемой трубы или трубы, особенно с более тонкими стенками, для предотвращения дефектов, которые могут возникнуть при изгибе детали, таких как рябь, сплющивание или разрушение.
Сжатие Изгиб: Изгиб трубы или трубы с помощью стационарной матрицы, в то время как контрматрица изгибает материал вокруг неподвижной матрицы.
Четыре наиболее распространенных типа трубогибочных станков холодного сечения
Четыре наиболее распространенных типа станков для гибки профильных труб: гидравлические, электрические, ручные и механические. Гидравлический блок чрезвычайно прочен и прочен и может создавать точные углы с толстыми стенками в больших трубах. Электрические трубогибочные станки имеют электрические зубчатые передачи и обычно программируются, что делает их идеальными для выполнения нескольких итераций одного и того же изгиба.
Трубогибочные станки с ручным управлением дешевы, их легко транспортировать и манипулировать, и они могут выполнять многие задачи по гибке при достаточной смазке локтя. Ручная гибка – это вид искусства. Это требует некоторых навыков, но позволяет создавать нестандартные формы. По углам изгиба механические модели находятся где-то между гидравлическими и ручными.
Применение станков для гибки профильных труб
Универсальный гидравлический станок для гибки профильных труб может использоваться во многих областях, от автомобилестроения до дизайна интерьеров. Некоторые примеры готовых изделий, которые могут быть изготовлены с использованием секционных трубогибочных станков с числом осей от 1 до 12, в зависимости от требуемой степени автоматизации. Некоторые из приложений включают в себя:
- Гидравлические соединения и системы
- Топливопроводы для дизельных двигателей
- Аксессуары для мотоциклов и скутеров
- Мебель и аксессуары из железа, стали и алюминия
- Мебель для магазинов, офисных зданий, больниц и т. д.
- Детские игровые площадки и спортивные залы оборудование
- Вытяжки
- Ручки
- Оборудование для пищевой промышленности
КОМУ НУЖНА ХОЛОДНАЯ ГИБКА?
Холодногнутая сталь имеет множество применений.
- Гнутая сталь, полученная методом холодной гибки, часто используется при строительстве зданий и мостов и особенно впечатляет, когда ее оставляют на виду;
- Судостроители, железные дороги и производители автомобилей также используют холодногнутые стальные изделия;
- Нефтехимическая промышленность использует изогнутые и змеевиковые трубы для обработки и транспортировки своей продукции;
- Холодногнутая сталь также имеет множество других применений в промышленности и пищевой промышленности.
Особенности гибки труб для холодной гибки
Процесс холодной гибки обычно выполняется путем оборачивания трубы или другого материала вокруг формы или формы, в результате чего труба изгибается. Процесс довольно быстрый или даже быстрее, потому что нет необходимости в охлаждении или обработке каким-либо особым образом после выполнения гибки.
Поскольку машины, используемые для холодной гибки, как правило, не очень дороги, и поскольку они не особенно сложны или продвинуты, холодная гибка является хорошим выбором для небольших компаний с небольшим бюджетом.
Это также хороший метод для компаний, которые не специализируются на гибке, но должны делать это время от времени.
Преимущества холодной гибки труб
Свойства металла
Холодная гибка труб Благодаря наклепу металла при холодной гибке металлическая труба после холодной гибки намного тверже, чем металлическая труба после горячей гибки, но холодная гибка не разрушит первоначальные свойства металла. После холодной гибки нет необходимости очищать и удалять оксидную окалину, а также не будет термической деформации.
Энергопотребление
По сравнению с горячей гибкой, холодная гибка требует большей силы гибки, а упругость и остаточное напряжение значительно увеличиваются. А холодный изгиб не может сгибать острые изгибы с малым радиусом кривизны.
Недостатки холодной гибки
Недостатком всех видов холодной гибки является невозможность полной гибки.
Горячая гибка
Горячая гибка обычно относится к различным типам индукционной гибки. Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и допускает мало ошибок.
Станок для гибки труб в горячем состоянииПроцесс гибки труб в горячем состоянии В процессе индукционной гибки, также известном как высокочастотная гибка, поэтапная гибка или горячая гибка, используются индукторы для локального нагрева стали посредством индукции. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Горячая гибка труб
Горячая гибка обычно относится только к различным типам индукционной гибки.
Индукционная гибка является высокоэффективным способом гибки труб, так как он быстрый, точный и с минимальным количеством ошибок. Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы до такой степени, что затем ее можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Многие индукционные гибочные станки также выбрали этот тип гибки из-за его энергозатратности. После того, как процесс нагрева завершен, гибка не занимает много времени.
Особенности гибки труб для горячей гибки
Индукционная гибка является очень эффективным методом гибки труб, поскольку он быстрый, точный и почти безошибочный.
Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы, которую затем можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму.
Многие индукционные гибочные станки также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Преимущества горячей гибки труб
Горячая гибка обладает несравнимой технологичностью с холодной гибкой.
- Например, расстояние по прямой линии между двумя соседними отводами на трубе может быть небольшим, и даже непрерывный изгиб может выполняться без оставления прямых участков трубы;
- Может перерабатывать материалы с плохой пластичностью в холодном состоянии в отводы;
- Может обрабатывать отводы, требующие большой механической энергии при холодной гибке, и может гнуть хрупкие материалы, которые легко ломаются при холодной гибке. Горячая гибка может быть изогнута в колено малого радиуса на трубе.
- Для труб из углеродистой стали и большинства труб из легированной стали радиус изгиба при горячем изгибе намного меньше, чем при холодном изгибе, а радиус изгиба может составлять от 0,7 до 1,5 наружного диаметра трубы.
Недостатки горячей гибки
- Недостатком горячей гибки может быть то, что материал необходимо охлаждать позже, что увеличивает время, затрачиваемое на каждую трубу, и машины, как правило, дороже, чем оборудование для холодной гибки.
- Отрицательными аспектами горячей гибки могут быть то, что материал после этого должен остывать, что увеличивает время, затрачиваемое на каждую трубу, и то, что машины, как правило, дороже, чем устройства для холодной гибки.
- Оборудование сложное, стоимость обработки высокая, эффективность производства низкая, качество поверхности плохое.
- Для медных труб используется процесс холодной гибки, что исключает возможность «водородной болезни» за счет исключения высокотемпературного нагрева.
Индукционные трубы и трубки Гибка
Горячая гибка или индукционная гибка:
Хотя существуют небольшие различия в различных методах горячей гибки труб, почти все они представляют собой форму индукционной гибки.
Этот метод точно нагревает трубу с помощью катушки индукционного нагрева перед тем, как применить давление, чтобы сделать предполагаемый изгиб.
Он требует гораздо меньшего физического усилия, чем методы холодной гибки, и позволяет производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Что такое индукционная гибка?
Индукционная гибка — это точно контролируемый и эффективный метод гибки трубопроводов. В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
Процесс индукционной гибки
Следующие шаги выполняются для индукционной гибки трубопровода или трубопроводной системы:
- Предварительно проверенная труба или трубопровод, который необходимо согнуть, помещается в станину машины и зажимается гидравлически.
- Вокруг трубы монтируются катушки индукционного нагрева и катушки охлаждения. Для обеспечения равномерного нагрева индукционную катушку можно регулировать движением в 3 плоскостях.
- Путем регулировки радиусного рычага и переднего зажима можно зафиксировать требуемый радиус изгиба. Имеется один указатель для отображения правильного угла поворота.
- Длины дуг отмечены на трубе. Трубу можно перемещать медленно, в то время как усилие изгиба прикладывается с помощью рычага с фиксированным радиусом.
- После того, как все настроено в соответствии с требованиями, проверяются гидравлическое давление, уровень воды и переключатели, а затем начинается операция индукционной гибки.
- При достижении необходимого температурного диапазона трубу медленно продвигают вперед со скоростью 10-40 мм/мин, а при достижении заданного угла изгиба и заданной длины дуги операцию останавливают.
- Сразу за индукционной катушкой нагретый материал трубы охлаждается с помощью распыления воды на внешней поверхности трубы.
- На следующем этапе индукционный изгиб снимается и отправляется на проверку и измерение допусков.
- Завершающим этапом индукционной гибки является термообработка после гибки для снятия напряжения, нормализации и т. д.
Индукционная гибка обычно производится при стандартных углах гибки (например, 45°, 90° и т. д.). Однако, в зависимости от требований, они могут быть изготовлены на заказ с определенными углами изгиба. Также возможно выполнение сложных неплоских изгибов в одном стыке трубы. Радиус изгиба для индукционной гибки указывается в зависимости от номинального диаметра трубы (D), например, для изгибов 5D, 30D, 60D и т. д. На рис. 2 ниже представлена схема механизма индукционной гибки.
Семь важных параметров, которые влияют на процесс квадратной трубы индукционного изгиба
- Диаметр трубы
- Загрязнение поверхности
- Параметры процесса, такие как температура, скорость охлаждения и т. Д.
- Радиус изгиба
- Уголгин
- . материала трубы и т. д.
Стандарты индукционной гибки
Поскольку сложный процесс индукционной гибки включает в себя различные этапы изготовления гибки, его необходимо точно контролировать для получения качественных изделий. Этот процесс регулируется различными кодексами и стандартами. Наиболее распространенными и широко используемыми стандартами для индукционных гибов являются ASME B16.49.и ISO 15590-1(en).
Преимущества индукционной гибки
Основные преимущества индукционной гибки:
- Ниже
- Экономичность. Прямой материал менее дорогостоящий, чем стандартные компоненты (например, колена), а изгибы могут быть изготовлены быстрее, чем стандартные компоненты могут быть сварены.
- Колена часто можно заменить индукционными коленами большего радиуса, что снижает трение, износ и требуемую производительность насоса.
- Индукционная гибка уменьшает количество сварных швов в системе.
- Отсутствие сварных швов в критических точках благодаря касательным.
- Меньше неразрушающего контроля, экономия затрат.
- Индукционные отводы прочнее, чем отводы с одинаковой толщиной стенки
- Запас отводов и стандартных отводов может быть значительно уменьшен.
- Прямая труба более доступна, чем колена, что сокращает время выхода на рынок
- Индукционные отводы могут быть изготовлены из того же основного материала, что и прямая труба.
- Меньший риск утончения стенки и деформации поперечного сечения
- Тонкостенные трубы легко сгибаются.
- Одинаковая твердость и толщина.
- Трубка без складок.
- Для индукционной гибки требуется только прямая труба.
- Точный радиус и угол изгиба.
- Индукционная гибка не требует гибочных штампов или оправок. Простой набор зажимов/индукторов охватывает широкий диапазон радиусов и толщин стенок.
- Процесс индукционной гибки является чистым процессом. Никаких смазок не понадобилось.
- Различные гибки: квадратная труба, плоский стержень, двутавровая балка, двутавровая балка, швеллер и т. д.
Применение индукционных отводов
Большинство индукционных отводов используются в трубопроводных системах для транспортировки жидкости и газа. Кроме того, они используются в приложениях, требующих точности и надежности изгибов большого диаметра, а также там, где требуется ламинарный плавный поток. Типичные области применения индукционных отводов включают следующие отрасли:
Индукционные отводы используются в следующих отраслях:
- Нефтехимическая
- Chemical
- Выработка электроэнергии (обычная и ядерная)
- Нефть и газ (вкл. Расширение суставов)
- Компрессорные и насосные станции (жидкости и газы)
- Offshore
- Shipbuilding
- Строительство
. Контролирование.
Технология индукционной гибки позволяет изгибать практически неограниченное количество материалов.
Единственным требованием является возможность индукционного нагрева.
Common material groups are:
Carbon steels
- Low alloyed steels
- High alloyed steels
- Fine-grain steels
Stainless steels
- Austenitic
- Martensitic
- Ferritic
- Duplex
Other
- Специальные сплавы
- Плакированные трубы
- Алюминий
- Титан
Правильное определение формулы гибки
Еще одним важным этапом подготовки к гибке является расчет формулы. Когда вы тратите время на расчет таких вещей, как момент инерции площади поперечного сечения трубы формы и размера, вы изгибаетесь, что может сэкономить много времени и усилий. Убедитесь, что у вас достаточно времени, чтобы заполнить все формулы гибки, которые помогут вам правильно настроить машину и предотвратить многие распространенные проблемы с гибкой труб до их возникновения.
В большинстве случаев изгибы трубы измеряются по отношению к номинальному размеру или диаметру трубы (D).
Отводы с большим радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда обозначается как >1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии изогнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с 10-дюймовым D будет иметь радиус центральной линии 50 дюймов.
180-градусные отводы труб используют другой размер, основанный на межцентровом расстоянии, чтобы лучше понять требуемое пространство и то, как отводы труб будут вписываться в систему.
Как и в случае с отводами, умножение диаметра 180-градусного изгиба трубы на обозначение D даст вам расстояние между центрами.
Изгибы труб с коротким радиусом 180 градусов являются 2D, а изгибы труб с большим радиусом — 3D.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь межцентровое расстояние 8 дюймов, в то время как та же 4-дюймовая труба с большим радиусом изгиба будет иметь межцентровое расстояние 12 дюймов. .
Что бы вы ни рассматривали: колена или 180-градусные изгибы, тангенциальные концы индукционно изогнутых труб часто не подвергаются процессу гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или фитингу.
Хотя поначалу подгонка и определение размеров изогнутых труб могут показаться сложными, базовое понимание используемых измерений упрощает их согласование с существующей системой или интеграцию в новую конструкцию.
Дополнительная литература: КОНЕЦ ТРУБ: ОПИСАНИЕ Хотя размер является важным фактором при выборе фланцев, отводов и других компонентов вашего трубопровода, концы труб являются важным фактором для обеспечения правильной посадки, a плотное уплотнение и оптимальная производительность.
ОБЫЧНЫЕ КОНЦА ТРУБЫ
Тип выбранного конца трубы определяет, как он соединяется с другими компонентами и для каких применений и компонентов лучше всего подходит труба.
Концы труб обычно относятся к одной из четырех категорий:
Гладкие концы (PE)
Резьбовые концы (TE)
Скошенные концы (BW)
Механические соединения с канавками или концы с канавками
Одна труба также может иметь несколько типов концов. Это часто указывается в описании трубы или на этикетке.
Например, 3/4-дюймовая труба SMLS Schedule 80s A/SA312-TP316L TOE имеет резьбу на одном конце (TOE) и гладкую на другом.
Напротив, 3/4-дюймовая труба TBE SMLS Schedule 80s A/SA312-TP316L имеет резьбу на обоих концах (TBE).
ТРУБЫ С ГЛАДКИМ КОНЦЕМ (PE) ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Концы труб из PE обычно обрезаются под углом 90 градусов к участку трубы для получения плоского и ровного конца.
В большинстве случаев трубы с гладкими концами используются в сочетании с накидными фланцами и фитингами и фланцами с раструбной сваркой.
Оба типа требуют угловой сварки на одной или обеих сторонах фитинга или фланца и у основания фитинга или фланца.
Там, где это применимо, гладкий конец обычно размещается на расстоянии ⅛ дюйма от места, где лежит труба, чтобы учесть тепловое расширение во время сварки.
Это делает их идеальными для систем трубопроводов малого диаметра.
ТРУБЫ С РЕЗЬБОЙ (TE) ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Обычно используемые для труб с номинальным размером три дюйма или меньше, трубы TE обеспечивают превосходное уплотнение.
Большинство труб используют стандарт Национальной трубной резьбы (NPT), который описывает коническую резьбу, используемую на трубе, с наиболее распространенным конусом размером 3/4 дюйма на фут.
Этот конус позволяет натягивать резьбу и обеспечивает более эффективное уплотнение.
Тем не менее, правильное соединение резьбы на трубе TE необходимо, чтобы не повредить трубы, фитинги или фланцы.
Неправильная сборка или разборка может привести к истиранию или заклиниванию.
После разъединения повреждение резьбы или трубы может еще больше снизить коррозионную стойкость и гигиенические свойства — две популярные причины выбора трубы из нержавеющей стали.
К счастью, избежать этих проблем часто так же просто, как подготовить резьбу перед сборкой.
Мы рекомендуем и продаем уплотнительную ленту Unasco из нержавеющей стали.
Пропитанная никелевым порошком лента удерживает поверхности концов наружной и внутренней резьбы отдельно, а также смазывает соединение для облегчения сборки и разборки.
СО СКОЙНЫМ КОНЦЕМ (BW) ТРУБЫ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Используемые со сваркой встык, фитинги труб BW обычно имеют скос под углом 37,5 градусов.
Эти фаски часто наносятся производителями вручную или с помощью автоматизированных процессов для обеспечения согласованности.
Это обеспечивает идеальное сочетание с трубными фитингами и фланцами BW, а также упрощает сварку.
КОНЦЕВАЯ ТРУБА С КАНАВКАМИ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Механические соединения с канавками или трубы с канавками используют формованную или обработанную канавку на конце трубы для установки прокладки.
Затем корпус вокруг прокладки затягивается, чтобы зафиксировать соединение и обеспечить оптимальное уплотнение и производительность.
Конструкция упрощает разборку и снижает риск повреждения компонентов трубопровода.
ОБЩИЕ СОКРАЩЕНИЯ И СТАНДАРТЫ НА КОНЦАХ ТРУБ
Концевые соединения труб, обычно используемые для трубных ниппелей, часто обозначаются сокращениями.
В большинстве случаев первая буква обозначает тип конечных пользователей, а следующие буквы указывают, какие концы закончены.
Общие сокращения включают:
- BE: скос на конце
- BBE: скос на обоих концах
- BLE: скос на большом конце
- BOE: скос на одном конце
- BSE: скос на маленьком конце
- BW: конец под сварку встык
- PE: гладкий конец
- PBE: гладкий с обоих концов
- POE: гладкий с одного конца
- TE: резьбовой конец
- TBE: резьба с обоих концов 09 09 09009 TLE: большой конец TLE Резьба на одном конце
- TSE: Резьба с малым концом
Если вы хотите узнать больше об общих стандартах для концов труб, вы можете найти информацию из ASME ниже:
- ASME B1. 1 — Унифицированная дюймовая резьба
- ASME B16.25 – Концы под приварку встык
- Изгиб трубы должен быть холодным, насколько это возможно, горячая гибка допускается только при следующих условиях:
- Радиус изгиба трубы меньше радиуса изгиба определяется холодным изгибом или меньше, чем радиус изгиба существующей пресс-формы.
- Форма трубы сложная или между отводами нет прямого участка трубы, поэтому ее нельзя затянуть на трубогибе.
- Если стенка трубы слишком тонкая, она склонна к большому смятию и складкам после холодной гибки.
- Для труб большего диаметра или редко используемых, такой формы в настоящее время нет.
- Когда стенка трубы слишком толстая для холодной штамповки.
Артикул:
ТЕОРИЯ ПРОЦЕССА ХОЛОДНОЙ ГИБКИ ТРУБ
VВидео холодногнутой стальной трубы Φ168мм (Малайзия) : проблемы и решения
Использование профильных труб (имеющих квадратное или прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. В то же время правильно согнуть профильную трубу, не нарушив ее целостность и функциональность, не так просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутоклееных труб для благоустройства дома, двора и сада
Содержание
- 1 Основные свойства профильных труб
- 2 Особенности применения трубогиба
- 3 Альтернативные варианты гибки труб в домашних условиях
- 3.1 Гибка профильных труб болгаркой
- 3.2 Пружинный метод
9 Пескоструйная гибка труб 3
- 3.4 Как согнуть профильную трубу водой
Основные свойства профильной трубы
Основное отличие профильной трубы от традиционной — ее сечение. Именно разница в поперечном сечении не всегда позволяет использовать обычные стандартные методы изгиба и добиться необходимого радиуса кривизны . Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др. , что влечет за собой использование различных способов гибки.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому нелишним будет позаботиться о возможности растяжения профильной трубы при он изогнут.
Разнообразие применения гнутых профильных труб в эстетических целях
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обратить внимание на плавность, неторопливость движений, а также усилия, которые значительно уменьшат вероятность повреждения и помогают получить нужную криволинейную форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и обдуманно подойти к выбору способа гибки профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях. Сразу отметим, что согнуть профильную трубу своими руками без применения специальных инструментов достаточно сложно, особенно если толщина стенки трубы большая. Наиболее приемлемым и уместным в домашних условиях будет использование трубогиба. Трубогиб характеризуется наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу так, как это необходимо пользователю.
Трубогиб ручной механический трехвалковый для профильной трубы
Трубогибы ручные и электрические. В первом случае гибку профильной трубы осуществляют вручную, приводя в движение колеса трубогиба специальной рукояткой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая. и изменить его форму можно своими руками.
В противном случае, когда объем работ и размеры трубы достаточно велики, требуется электрический трубогиб, приводимый в действие простым нажатием кнопки. Принцип работы аналогичен: движение колеса по краю. Зато результат получается более эстетичным и менее трудоемким.
Трубогиб гидравлический для круглой и профильной трубы
Если работа одноразовая, то нет смысла покупать спецтехнику и проводить работы на дому, лучше обращаться в специализированные компании, можно арендовать станок. Как согнуть профильные трубы без трубогиба будет дано позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных станков. Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, иначе изгиб чреват нарушением целостности конструкции трубы;
- ставим профиль трубы высотой Z > 2 см, тогда профильная труба, согнутая на длине 3,5 х Z, не разрушится и не потеряет надежности.
Важна температура изделия во время гибки. Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа выполняется дома, обязательно нужно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в нагреве для придания им изогнутой формы, тогда как трубы с С высотой профиля более 4 см не изгибаются однозначно своими руками и без нагрева.
Гибка профильных труб болгаркой
Еще одним способом добиться нужного радиуса гиба своими руками является использование болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и сварить места пропилов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, то конечное изделие будет иметь вполне эстетичный вид (если тщательно отшлифовать сваренные участки) с ненарушенными показателями прочности.
Пружинный метод
Изгиб профильной трубы малого сечения с помощью пружины
Способ достаточно простой и может быть реализован следующим образом: нужно взять проволоку (желательно стальную) толщиной около 2 мм, сделать квадрат из него пружинку, которая вставляется в трубу, потом стоит нагреть место, где она будет изгибаться и согнуть трубу до того радиуса, который необходим. Стоит сразу же следить за тем, как правильно согнуть профильную трубу, так как нагретая труба недолго сохранит свою пластичность.
Полезный совет! При изготовлении пружины следите за тем, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона отрезка профильной трубы. В таких условиях несложно разместить пружину внутри профильной трубы .
Трубогиб для профильных труб любого сечения с электродвигателем
Песок для гибки труб
Когда нет возможности выполнять работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, На помощь приходят самые разнообразные идеи, как согнуть профильную трубу, не затрачивая много финансовых и физических усилий. Рассмотрим подробнее, как согнуть профильную трубу: в домашних условиях можно использовать обязательно просеянный и высушенный песок. А также деревянные клинья, которые соразмерны срезу трубы и могут быть забиты в нее.
Процедура следующая:
- вбить клин с одной стороны трубы;
- засыпать внутрь песок;
- забейте клин с другой стороны, тем самым сделав подобие заглушки.
Далее, закрепив один конец, можно согнуть до нужного радиуса. Кроме того, изгиб также может нагреваться для облегчения работы. Целостность и прочность трубы обеспечит насыпанный песок, который после удачного изгиба можно удалить, предварительно выломав деревянные клинья.
Самодельное приспособление для гибки профильных труб
Как согнуть профильную трубу водой
Профильные трубы можно согнуть в домашних условиях, как нужно по проекту, с помощью воды. При этом труба должна быть изготовлена из меди или любого другого цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не кажется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет легче гнуться ближе к концам, а не к середине.
Руководство из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, отвод
Содержание:
Трубогиб самодельный
Трубогиб самодельный для профильных труб
Трубогиб гидравлический с электроприводом
Гибка труб без использования трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, иначе говоря, согнуть ее. Сделать это можно на специальном оборудовании или даже купить готовое изделие. Но намного проще и дешевле сделать простой трубогиб своими руками. Использование такого простого инструмента значительно облегчит и ускорит вашу работу.
Самодельный трубогиб
САМАЯ ПРОСТАЯ КОНСТРУКЦИЯ
Самый простой ручной трубогиб может сделать любой человек своими руками. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, дрель для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без каких-либо чертежей и всего в три шага:
- На бетонную плиту начерчена квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.
- В узлах сетки соответствующим сверлом просверливают отверстия под металлические стержни (по возможности их следует максимально углубить).
- В конце операции в заготовку вбиваются стальные стержни.
В результате получился самодельный трубогиб для круглой трубы, на котором можно гнуть трубы диаметром до 25 мм. Сам процесс предельно прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменить, перемещая трубу по диагонали между стальными стержнями.
Преимущества трубогиба, выполненного по такой схеме, очевидны: этот инструмент чрезвычайно прост в изготовлении, а детали при необходимости можно быстро заменить. Недостатками устройства являются его громоздкость и необходимость приложения значительных усилий при работе.
АЛЬТЕРНАТИВНАЯ СХЕМА
Еще одним вариантом изготовления самодельного трубогиба является изготовление составной конструкции из стальных прутьев и домкрата.
Сделать такое приспособление также достаточно просто:
- Металлические стержни вбиваются параллельно друг другу в перпендикулярную поверхность (например, в стену).
- На жесткой опоре (фундаменте) установить домкрат так, чтобы выступ оси его штока приходился на середину между штоками.
Процесс гибки трубы осуществляется следующим образом: между штырями и домкратом помещается отрезок необходимой длины, после чего, приподнимая штангу домкрата, достигается необходимая кривизна трубы.
Эта конструкция сложнее первого варианта, но есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющего гнуть изделия достаточно большого диаметра. Изготовление трубогиба домкратом требует прочной вертикальной опоры и устойчивого расположения подъемного механизма.
Самодельный трубогиб для профильных труб
Профильную трубу с сечением, отличным от круглой формы (прямоугольной, квадратной или овальной), гораздо сложнее согнуть из-за неудобной геометрии и наличия ребер жесткости.
Чертежи, размеры трубогиба своими руками для этой цели могут различаться, однако, вне зависимости от предполагаемой детали, для изготовления трубогиба для профильных изделий вам понадобится сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях — виды трубогибов и как их сделать».
Гибка профильной трубы в таком устройстве осуществляется при прокатке в пространстве с возрастающим давлением. Благодаря этой технологии изгиб происходит постепенно и равномерно, не нарушая геометрии профиля. Два самодельных трубогибочных ролика закреплены горизонтально на швеллере, их назначение — перемещение отрезка трубы. Деформация изделия осуществляется с помощью другого ролика, расположенного в нижней части зажима.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько этапов:
- Широкий швеллер или ряд швеллеров устанавливается на надежное основание до достижения желаемой ширины.
- Рама монтируется в виде буквы П, а на ригеле просверливается отверстие под хомутовую муфту.
- Два ролика размещены на равном расстоянии от рамы. К роликам прикреплены звездочки цепной передачи, приводимой в движение ручным приводом.
- Третий ролик крепится к шпильке, закрепленной в зажимной муфте. К верхней части шпильки приварена ручка.
Изгибать профильную трубу на полученном изделии следует в такой последовательности действий:
- отрезок профильной трубы нужной длины устанавливается на ролики подачи;
- при вращении ручки прижима изделие прижимается к нижним роликам с помощью третьего, закрепленного на нижнем конце шпильки;
- с помощью цепной передачи, соединенной с роликами, профильная труба перемещается по очагу деформации. Читайте также: «Виды отводов для профильных труб, схемы изготовления своими руками».
Гидравлический трубогиб с электроприводом
Эта машина отличается более высокой производительностью, чем описанная выше конструкция, за счет замены прихвата гидроагрегатом и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Кроме того, благодаря наличию гидравлической системы и электрифицированной подачи на таком станке можно одновременно гнуть несколько труб, сделав соответствующие канавки в верхнем ролике. Читайте также: «Разновидности отводов труб с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- Вал подачи установлен на плоском основании.
- На конце вала крепится шкив для ременной передачи, переходящей на ротор электродвигателя. На втором конце установлена звездочка цепного привода.
- На необходимом расстоянии от первого вала устанавливается второй, на котором крепится ведомая звездочка. Следует отметить, что если вместо шарикоподшипников по бокам основания приварить к основанию стальные пластины в виде трапеции, то в качестве приводного механизма можно использовать обычные канатные ролики вместо валов.
- Установить деформирующий валик сверху или снизу, в соответствующее отверстие. Вал ролика располагается в пазах плит или П-образной рамы. Движение ролика ограничено штоком поршня и самим сегментом трубы.
Гибка труб без использования трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть круглую трубу без использования специальных установок.
Для этого из дерева вырезается заготовка, форма которой соответствует запланированному радиусу кривизны готового изделия. Труба в зажимах загибается к заготовке.