Самоучитель сварщика: Руководство по ручной дуговой сварке для начинающих
Пособия, самоучители по электросварке и газовой сварке. • Литература и журналистика
Модератор: Volkonskaya
Ответить
Новая тема
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.
Niktulashev » Вт июн 01, 2010 3:48 am
Учебная, справочная литература по сварочным работам и сварочной аппаратуре для газовой и электрической сварки, иллюстрированные самоучители по газоэлектросварке, книги с чертежами и описанием самодельных инверторных и трансформаторных сварочных аппаратов.
«Трансформаторы для электродуговой сварки» Закс М., Каганский Б., Печенин. А.
Формат DJVU. 1,5 Мб.
«Трансформаторы для электрической контактной сварки» Рыськова З. А.
Формат DJVU. 3,8 Мб.
«Современные сварочные аппараты своими руками» Володин В. Я.
Формат DJVU. 7,5 Мб.
«Сварочный аппарат своими руками» Зубаль И.
Формат DJVU. 3 Мб.
«Сварочный инвертор теория и практика» Назаров В., Рыженко В.
«Сварочный инвертор — это просто. Книга 1» Негуляев В. Ю.
Формат PDF. 2,25 Мб.
«Сварочный инвертор — это просто. Книга 2» Негуляев В. Ю.
Формат PDF. 1,53 Мб.
«Сварочные работы» Чебан В.
Формат DJVU. 3 Мб.
«Основы сварочного дела» Геворкян В. Г.
Формат DJVU. 1,71 Мб.
«Справочник молодого электросварщика» Каракозов Э. С., Мустафаев Р. И.
Формат DJVU. 4,34 Мб.
«Сварочные работы. Сварка, резка, пайка, наплавка. Учебное пособие» Колганов Л. А.
Формат DJVU. 6,53 Мб.
«Сварка, резка, пайка металлов» Кортес А. Р.
Формат DJVU. 5,11 Мб.
«Контактная сварка» Кочергин К. А.
Формат DJVU. 2,15 Мб.
«Ручная дуговая сварка» Лупачев В. Г.
Формат PDF. 23,7 Мб.
«Ручная дуговая сварка» Малышев Б. Д., Мельник В. И., Гетия И. Г.
Формат DJVU. 3,98 Мб.
«Сварочные работы» Маслов В.
Формат PDF. 11,3 Мб.
«Справочник газосварщика и газорезчика» Никифоров Н. И.
Формат DJVU. 2,31 Мб.
«Электросварка» Фоминых В. П., Яковлев А. П.
Формат DJVU. 7,88 Мб.
«Сварка, резка и пайка металлов» Хренов К. К.
Формат DJVU. 6,14 Мб.
«Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов» Щипков М. Д.
Формат DJVU. 2,36 Мб.
«Ручная дуговая сварка неплавящимся электродом в защитных газах (TIG/WIG)» Юхин Н. А.
Формат PDF. 6,24 Мб.
«Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)» Юхин Н. А.
Формат PDF. 8,4 Мб.
«Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды» Юхин Н. А.
Формат PDF. 6,99 Мб.
«Сварочные работы. Практическое пособие для электрогазосварщика» Костенко Е. М.
Формат PDF. 5,04 Мб.
«Справочник электросварщика ручной сварки» Титов О. И.
Формат PDF. 9,85 Мб.
«Иллюстрированное пособие сварщика» Лосев В.
Формат DJVU. 5,17 Мб.
«Выбор сварочного электрода» Юхин Н. А.
Формат PDF. 9,03 Мб.
Последний раз редактировалось Niktulashev Вт сен 28, 2010 6:26 pm, всего редактировалось 1 раз.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.
Niktulashev » Вт сен 28, 2010 6:23 pm
Еще одна книга на тему самостоятельного изготовления сварочного инвертора, на этот раз из блока питания персонального компьютера.
«Делаем сварочный аппарат из компьютерного блока питания»
Формат PDF. 4,94 Мб.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.
Niktulashev » Вс апр 03, 2011 9:13 am
Книга описывающая возможные дефекты сварных соединений их обнаружение и устранение:
«Дефекты сварных швов и соединений» Юхин Н. А.
Формат PDF. 7,65 Мб.
Очень любопытная книга содержащая чертежи и схемы для самостоятельного изготовления газового аппарата для сварки и резки металлов:
«Самодельный электролизный сварочный аппарат»
Формат PDF. 21,9 Мб.
Книга о газосварке:
«Газосварщик» Юхин Н. А.
Формат DJVU. 1,28 Мб.
Справочник по свариванию сталей:
«Электродуговая сварка сталей. Справочник» Каховский Н. И. и другие авторы.
Книга о полупроводниковых выпрямителях для сварочных аппаратов постоянного тока:
«Сварочные выпрямители» Закс М. И.
Формат DJVU. 1,55 Мб.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
Показать сообщения за: Все сообщения1 день7 дней2 недели1 месяц3 месяца6 месяцев1 год Поле сортировки АвторВремя размещенияЗаголовок по возрастаниюпо убыванию
Ответить
Новая тема
Вернуться в Учебная и научная литература
Перейти: Выберите форум——————Новости Новости Тестирование сообщенийКниги Драматургия Поэзия Проза Учебная и научная литератураНаши произведения Наши сказки Наши стихи Наша прозаТворчество Авторское право Дневники Записная книжка Написанное наспех Наболело Просто думаю. .. Только жизнь — и ничего больше Читательский дневник Литературные игры Литературные конкурсыСредства массовой информации Газеты и журналы Электронные СМИ и интересные сайтыБеседка Культура и искусство Литературные тусовки Поздравления Работа Разговоры за жизнь
.. Только жизнь — и ничего больше Читательский дневник Литературные игры Литературные конкурсыСредства массовой информации Газеты и журналы Электронные СМИ и интересные сайтыБеседка Культура и искусство Литературные тусовки Поздравления Работа Разговоры за жизньКто сейчас на конференции
Зарегистрированные пользователи: Google [Bot], Yandex [Bot]
Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства
Солон-Пресс, 2016
Книга «Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства» охватывает практически все аспекты электродуговой сварки плавлением. В книге обобщен опыт и передовые технологии ведущих фирм Швеции, Австралии, Америки и института сварки США. Материал изложен в соответствии с действующими ГОСТами, СНиПами, правилами аттестации сварщиков и другими руководящими документами.
Большое внимание в книге уделено подготовке изделий к сварке; ручной сварке покрытыми электродами, сварке плавящимся и неплавящимся (аргоновая сварка) электродом в защитном газе, сварке под шлаком; возникновению дефектов сварного шва и мерам, предупреждающим появление дефектов. Описаны приемы и методы ручной, полуавтоматической и автоматической дуговой сварки. Приведены специальные виды ручной электросварки.
Описаны приемы и методы ручной, полуавтоматической и автоматической дуговой сварки. Приведены специальные виды ручной электросварки.
Книга может служить пособием для самостоятельного обучения сварке покрытыми электродами и сварке в защитном газе как плавящимся, так и неплавящимся электродом (аргоновой сварке). Книга предназначена для сварщиков, широкого круга инженерно-технических работников, связанных в своей практической деятельности со сварочными работами, а также для сотрудников органов надзора и контроля.
Приведенные в книге справочные сведения будут полезны инженерно-техническим работникам промышленных и строительных предприятий, проектных, конструкторских и научно-исследовательских организаций, студентам технических специальностей. Кроме этого, справочник будет хорошим пособием для сварщиков (1-й уровень профессиональной подготовки) и мастеров, бригадиров (2-й уровень) при подготовке к аттестации, первичной или очередной.
Содержание
Предисловие 3
1. Металлы 4
Металлы 4
1.1. Свойства металлов и сплавов 5
1.1.1. Физические свойства металлов и сплавов 5
1.1.2. Механические свойства металлов и сплавов 6
1.1.3. Химические свойства металлов и сплавов 8
1.1.4. Технологические свойства металлов и сплавов 8
1.1.5. Эксплуатационные свойства 9
1.1.6. Деформация 9
1.1.7. Разрушение 12
1.2. Черные металлы 13
1.2.1. Чугун 14
1.2.2. Сталь 16
1.2.3. Классификация и маркировка легированных сталей 26
1.2.4. Замена сталей сталями по ГОСТ 27772 27
1.2.5. Цветная маркировка сталей 29
1.3. Цветные металлы и сплавы 30
1.3.1. Медь и ее сплавы 30
1.3.2. Алюминий и его сплавы 31
1.3.3. Магний и его сплавы 32
1.3.4. Титан и его сплавы 32
1.4. Идентификация металлов 33
2. Сварка металлов 36
2.1. История развития сварки 36
2.2. Первые сварные конструкции 40
2. 3. Сущность процесса сварки 42
3. Сущность процесса сварки 42
2.4. Классификация и виды сварки 44
2.5. Краткая характеристика некоторых видов сварки 46
2.5.1. Ручная дуговая сварка покрытыми электродами 46
2.5.2. Сварка в среде защитного газа 47
2.5.3. Сварка под флюсом 48
2.5.4. Ванная сварка 49
2.5.5. Плазменная сварка 50
2.5.6. Электрошлаковая сварка 51
2.5.7. Электронно-лучевая сварка 51
2.5.8. Газовая сварка 52
2.5.9. Контактная сварка 53
2.5.10. Высокочастотная сварка 56
2.5.11. Пайка 57
2.6. Группы свариваемых материалов 57
3. Сварные соединения и швы 60
3.1. Основные виды соединений и швов, их характеристики 60
3.1.1. Виды соединений 60
3.1.2. Типы сварных швов 68
3.1.3. Параметры сварных швов 79
3.2. Условные изображения и обозначения швов сварных соединений 82
3.3. Металлургические процессы в зоне сварки плавлением 89
3. 4. Дефекты соединений при сварке металлов плавлением 95
4. Дефекты соединений при сварке металлов плавлением 95
3.4.1. Трещины 98
3.4.2. Поры 103
3.4.3. Твердые включения 106
3.4.4. Несплавление и непровар 108
3.4.5. Нарушение формы шва 110
3.4.6. Прочие дефекты 116
3.5. Сборка заготовок и подготовка под сварку 116
3.6. Контроль качества сварных соединений 123
3.6.1. Визуальный и измерительный контроль 125
3.6.2. Неразрушающий контроль 141
3.6.3. Определение механических свойств сварных соединений 157
4. Электродуговая сварка 163
4.1. Свойства электрической дуги 163
4.2. Типы сварочных дуг 173
4.3. Параметры режима дуговой сварки 174
4.3.1. Основные показатели сварочной дуги 174
4.3.2. Основные параметры дуговой сварки 176
4.3.3. Дополнительные параметры дуговой сварки 177
5. Оборудование и материалы для дуговой сварки 179
5. 1. Источники питания сварочной дуги 179
1. Источники питания сварочной дуги 179
5.1.1. Требования к источникам питания 179
5.1.2. Внешняя характеристика источника питания 180
5.1.3. Режим работы источников питания 183
5.1.4. Классификация и обозначение источников питания 183
5.1.5. Сварочные трансформаторы 184
5.1.6. Сварочные выпрямители 185
5.1.7. Резонансные источники питания 192
5.1.8. Сварочные инверторы 193
5.1.9. Сварочные генераторы 196
5.2. Вспомогательные устройства для электросварки 200
5.2.1. Импульсные стабилизаторы дуги 200
5.2.2. Блок снижения напряжения холостого хода 201
5.2.3. Реостат балластный 202
5.3. Электрододержатели 203
5.4. Сварочные кабеля 204
6. Ручная дуговая сварка покрытыми электродами 205
6.1. Покрытые электроды для ручной дуговой сварки и наплавки 205
6.1.2. Характеристика электродов 205
6. 1.3. Покрытие электродов 211
1.3. Покрытие электродов 211
6.1.4. Условное обозначение и характеристики покрытых электродов 216
6.1.5. Характеристики наплавленного металла и металла шва конструкционных и теплоустойчивых сталей по ГОСТ 9466-75, ГОСТ 9467-75 218
6.1.6. Характеристики наплавленного металла и металла шва высоколегированных сталей с особыми свойствами по ГОСТ 9466-75, ГОСТ 10052-75 221
6.1.7. Характеристики наплавленного металла и металла шва при ручной дуговой наплавке поверхностных слоев с особыми свойствами по ГОСТ 9466—75, ГОСТ 10051 223
6.2. Техника выполнения сварных швов 224
6.3. Расчет необходимого количества электродов для сварки конструкции 256
6.4. Особенности сварки тонкостенных стальных деталей 261
6.5. Ручная дуговая сварка оцинкованного металла 261
6.6. Заварка трещин и отверстий 262
6.7. Сварка с глубоким проплавлением 265
6.8. Сварка углеродистых, легированных и теплоустойчивых сталей 266
6. 9. Сварка чугуна 270
9. Сварка чугуна 270
6.10. Сварка алюминия и его сплавов покрытыми электродами 275
6.11. Сварка в условиях низких температур 277
6.12. Подогрев при сварке металлических конструкций 278
6.13. Расчет температуры предварительного подогрева 280
6.14. Подготовка поверхности металла к сварке 281
6.15. Наплавка 281
6.16. Ручная резка металла 286
7. Дуговая сварка в защитном газе 289
7.1. Сущность и преимущества 289
7.2. Защитные газы и газовые смеси 290
7.3. Общие сведения о металлургических процессахпри сварке в защитных газах 311
7.4. Сварка плавящимся электродом в среде защитного газа 312
7.4.1. Оборудование 312
7.4.2. GMAW процесс 321
7.4.3. Технология сварки 329
7.4.4. Характерные дефекты MIG/MAG сварки и способы борьбы с ними 331
7.5. Сварка в защитном газе неплавящимся электродом 333
7.5.1. Сущность и преимущества 333
7. 5.2. GTAW процесс 335
5.2. GTAW процесс 335
7.5.3. Горелки 342
7.5.4. Электроды 343
7.5.5. Технология TIG сварки 350
8. Дуговая сварка под флюсом 356
8.1. Сущность и преимущества 356
8.2. Оборудование для сварки и наплавки под флюсом 358
8.3. Электродные материалы и флюсы 362
8.4. Влияние основных параметров на качество сварки 380
8.5. Технология сварки 385
8.6. Ориентировочные режимы сварки (ESAB) 394
9. Охрана труда и техника безопасности 401
9.1. Средства защиты глаз и органов дыхания 401
9.2. Дуговая сварка — источник вредных и опасных производственных факторов 403
9.3. Требования к технологическому процессу сварки 408
9.4. Требования к производственным помещениям 409
8.5. Размещение оборудования и организация рабочих мест 410
9.6. Безопасное выполнение работ 412
Приложения 458
Приложение 1. Основные типы, конструктивные элементы и размеры сварных соединений ручной дуговой сваркой по ГОСТ 5264 458
Приложение 2. Основные типы, конструктивные элементы и размеры сварных соединений дуговой сваркой в защитном газе по ГОСТ 14771 497
Основные типы, конструктивные элементы и размеры сварных соединений дуговой сваркой в защитном газе по ГОСТ 14771 497
Приложение 3. Основные типы, конструктивные элементы и размеры сварных соединений под острыми и тупыми углами ручной дуговой сваркой по ГОСТ 11534 532
Приложение 4. Основные типы, конструктивные элементы и размеры сварных соединений под острыми и тупыми углами дуговой сваркой в защитном газе по ГОСТ 23518 544
Приложение 5. Основные типы, конструктивные элементы и размеры точечных сварных соединений дуговой сваркой по ГОСТ 14776 559
Приложение 6. Соединения сварные стальных трубопроводов по ГОСТ 16037 567
Приложение 7. Сварочная терминология 593
Математика сварки: Руководство сварщика
Знаете ли вы, что математика — это навык, которым должен овладеть сварщик? Сварщики должны знать, как измерять материалы и рассчитывать силу резания, понимать, как тепло может деформировать металл и сваривать швы, читать шкалы, используемые на чертежах, и определять точное количество используемых материалов. Сварщик должен быть знаком с дробями, десятичными знаками, геометрией, формулами и тригонометрией. Обладая этими математическими навыками, сварщик может выполнять прочные сварные швы независимо от типа используемого материала. Однако знание температуры плавления металла — лишь один полезный математический навык в арсенале сварщика.
Сварщик должен быть знаком с дробями, десятичными знаками, геометрией, формулами и тригонометрией. Обладая этими математическими навыками, сварщик может выполнять прочные сварные швы независимо от типа используемого материала. Однако знание температуры плавления металла — лишь один полезный математический навык в арсенале сварщика.
Чертежи — это двухмерные архитектурные чертежи, на которых показан структурный план в масштабе и указаны требуемые материалы. Поскольку для точного чтения чертежей требуется глубокое понимание таких математических понятий, как дроби и десятичные дроби, ожидается, что сварщик будет обладать сильными математическими навыками. Сварщики должны знать, какая доля масштаба используется для чертежей — например, обычные архитектурные масштабы используют ¼ дюйма для представления длины одного фута — таким образом, сварщик может правильно измерить размеры проекта, отрезать трубу и сварить швы.
Базовый чертеж будет иметь три общих вида, включая план, фасад и разрез. Перспектива плана представляет собой вид планируемой конструкции с высоты птичьего полета. Эта перспектива позволяет отображать ширину и длину. Перспектива возвышения относится к боковому виду конструкции. Карта высот позволяет сварщику планировать размеры по высоте. Наконец, перспектива сечения может быть описана как разрез и помогает сварщику понять внутреннюю работу конструкции. Вдоль горизонтальных и вертикальных краев чертежа сварщики часто находят сетку, включающую цифры и буквы. Эта система сеток позволяет в любое время ссылаться на определенную точку на чертеже.
Перспектива плана представляет собой вид планируемой конструкции с высоты птичьего полета. Эта перспектива позволяет отображать ширину и длину. Перспектива возвышения относится к боковому виду конструкции. Карта высот позволяет сварщику планировать размеры по высоте. Наконец, перспектива сечения может быть описана как разрез и помогает сварщику понять внутреннюю работу конструкции. Вдоль горизонтальных и вертикальных краев чертежа сварщики часто находят сетку, включающую цифры и буквы. Эта система сеток позволяет в любое время ссылаться на определенную точку на чертеже.
Геометрия, раздел математики, занимающийся основными измерениями, свойствами и взаимосвязями точек, линий, углов, поверхностей и твердых тел, используется сварщиками для расчета таких измерений, как углы, радиус, объем, диаметр и окружность. Эти измерения помогают им формировать точные суставы.
Точка – местоположение или положение в пространстве или на плоскости. Применительно к началу координат каждая точка на линии имеет определенное положение.
Применительно к началу координат каждая точка на линии имеет определенное положение.
Поверхность – 2D или 3D построение в пространстве или на плоскости без толщины.
Углы – Пространство между двумя пересекающимися линиями или поверхностями в точке их пересечения. Две линии, которые соединяются, образуя угол, называются плечами. Общая точка, где пересекаются две линии, является вершиной.
Радиус – Прямая линия от центра к окружности круга или сферы. Чтобы вычислить радиус, разделите диаметр на два.
Объем – Количество места, которое занимает вещество или объект. Чтобы рассчитать объем, умножьте длину на ширину на высоту.
Диаметр – Прямая линия, проходящая из стороны в сторону через центр круга или сферы. Диаметр рассчитывается путем деления длины окружности на число пи (3.14).
Окружность – Расстояние по окружности. Окружность может быть рассчитана как удвоение радиуса, умноженного на число пи, или диаметра круга, умноженного на число пи.
Сварщики полагаются на основные математические формулы для выполнения задач, используя формулы для расчетов в квадрате и кубе, для форм и объема. Сварщику может понадобиться определить давление и объем газов. Им нужно будет понимать пропорции, используя функции и уравнения. Формулы, рассчитывающие, как изменится температура, используются для разных типов металлов с разной температурой плавления. Понимание вероятности целевого и фактического результата сварки также важно.
Тригонометрия
Тригонометрия — это раздел математики, изучающий соотношение сторон и углов треугольников и соответствующие функции углов. Сварщику необходимо понимать математику синуса, косинуса и тангенса. Это поможет сварщику рассчитать градусы для точных углов, а также определить прочность сварного шва. Имея прямоугольный треугольник, сварщики могут найти синус, косинус или тангенс любого из углов, отличных от 90 градусов.
Синус – равен отношению стороны, противолежащей заданному углу, к гипотенузе.
Косинус – равен отношению катета, прилежащего к острому углу, к гипотенузе.
Касательная – Прямая линия или плоскость, которая касается криволинейной поверхности в одной точке и не пересекает ее в этой точке.
Заключительные мыслиИзлишне говорить, что математика имеет решающее значение в области сварки и оказывается очень необходимой сварщику для успешного выполнения своей работы. Знание целых чисел, дробей, преобразования десятичной дроби, геометрии, формул, тригонометрии и других математических навыков делает сварщика бесценным для своей команды. Если вы хорошо разбираетесь в математике, вы станете незаменимым и закрепите свое положение в команде инфраструктуры.
Хотите стать сварщиком? Готовы проверить математические знания своего сварщика? Программа сварочных технологий в Технологическом колледже MIAT обеспечивает практическое обучение, практический опыт и отраслевую поддержку, необходимые для успешной технической карьеры. Занятия интерактивны и проводятся профессиональными инструкторами с многолетним опытом работы со сварочным оборудованием. Вы получите внимание один на один и личную поддержку, чтобы быстро освоить новые навыки, и технические знания из первых рук, чтобы чувствовать себя уверенно, приступая к работе.
Занятия интерактивны и проводятся профессиональными инструкторами с многолетним опытом работы со сварочным оборудованием. Вы получите внимание один на один и личную поддержку, чтобы быстро освоить новые навыки, и технические знания из первых рук, чтобы чувствовать себя уверенно, приступая к работе.
Чтобы узнать больше о программах сварки и понять, подходит ли вам MIAT, заполните форму на этой странице. Свяжитесь с нами, если вы заинтересованы в том, чтобы стать техником по сварке сегодня.
Технологический колледж МИАТ аккредитован Аккредитационной комиссией профессиональных школ и колледжей (ACCSC).
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до сварки, все становится сложнее. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала проясним наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна. Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и электроды.
Сварочные аппараты TIG
Сварочный шов TIG с использованием аргонаЕсли вам нужны гладкие, профессионально выглядящие швы, вам следует выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварные валики из нержавеющей стали, сваренные методом МИГ Слишком многие полагают, что сварка ВИГ — это единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ SS являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
| Alloy/Metal | Yes / No |
|---|---|
| Carbon Steel | Yes 1 |
| Mild Steel (low carbon) | Yes 2 |
| Galvanized Steel | Yes 3 |
| Cast Iron | Yes 4 |
| Aluminum | No 5 |
1 Обычно требуется предварительный нагрев углеродистой стали.
2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом.
3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов.
4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI.
5 Существуют обходные пути, такие как биметаллические переходные вставки, но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов.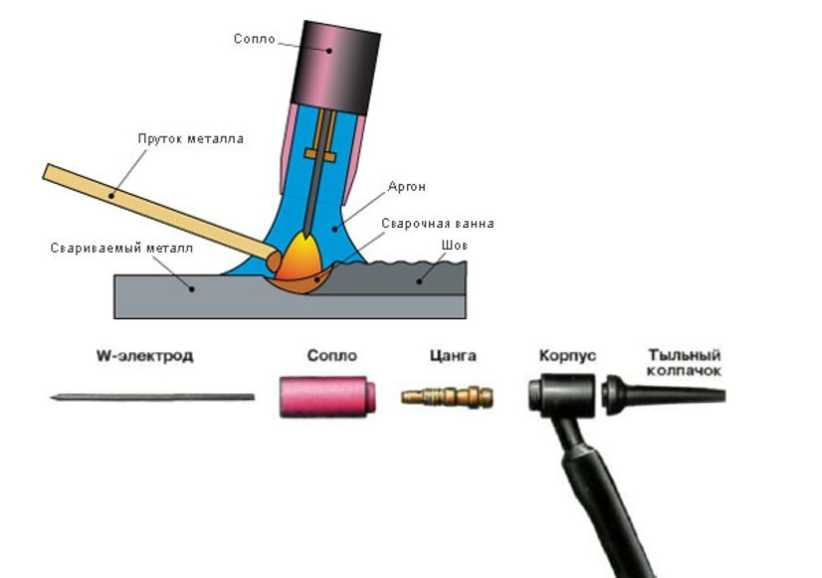 Как правило, вам потребуется:
Как правило, вам потребуется:
- Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
- Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
- Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
- Шлифовальная машина/проволочная щетка/растворитель для очистки металла
- Зажимы
- Сварочный стол (для небольших работ в цеху)
- Сварочная маска
- Защитные очки (для шлифовки и других вспомогательных работ)
- Кожаный фартук, рукава и перчатки
- Сварочные сапоги (25% всех несчастных случаев при сварке травмы стопы)
- Вентиляция (если в помещении)
- Плоскогубцы MIG (удобны для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защитить себя и убедиться, что вы не вдыхаете пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Регулятор силы тока пальцем или ногой
Ножная педаль качающегося типа обеспечивает детальное управление Если она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет значение в аппарате для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».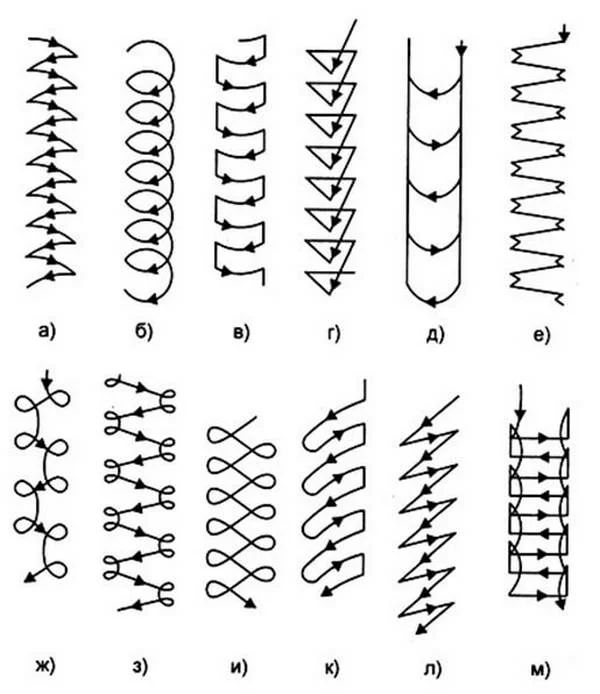
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет получить сфокусированную дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать электрод с положительным электродом, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, и неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока для сварки MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Параметры силы тока и напряжения
Обратитесь к руководству по сварке и/или к таблице параметров сварки, чтобы задать уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей стали, важен присадочный материал. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
Полярность может запутаться при сварке порошковой проволокой (или FCAW), так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов.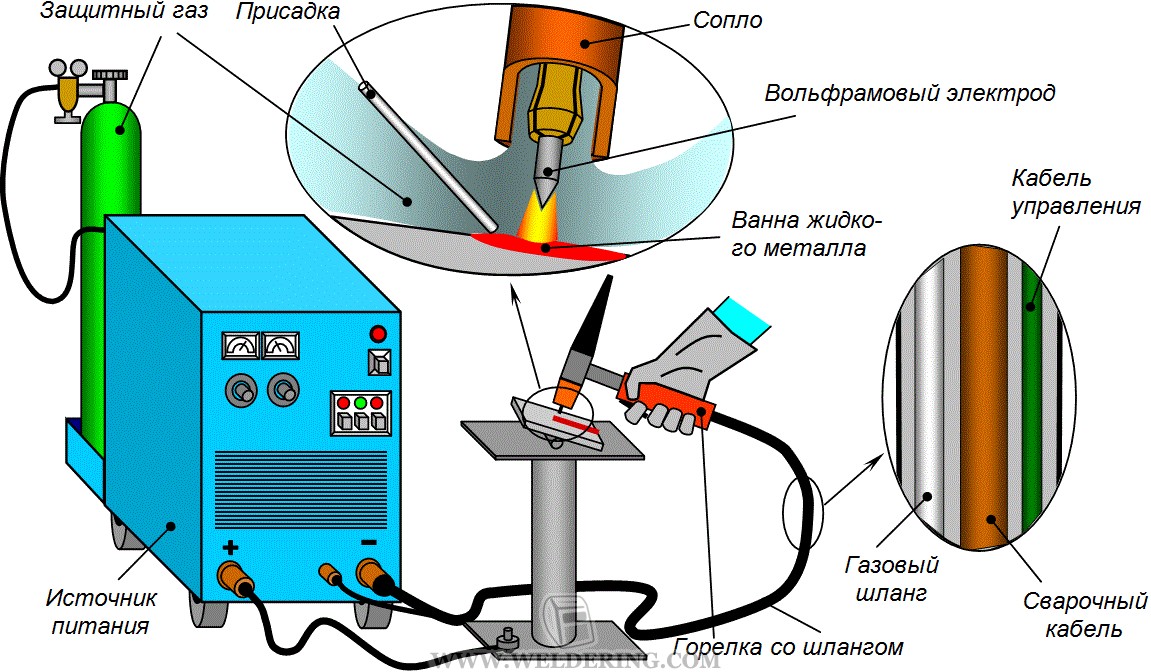 Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1. Снизьте температуру
Нержавеющая сталь коробится под воздействием избыточного тепла. Помнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы регулярно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешь. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6. Правильный вылет проволоки
При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость движения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по полученному валику. Признаки, на которые вы можете обратить внимание:
Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.
10. Защита от ржавчины
Это неприятно, но сварные швы из нержавеющей стали могут ржаветь. Чтобы этого не произошло, можно сделать несколько вещей.
Во-первых, не забудьте обеспечить хорошую газовую подушку. Реакционноспособные газы в воздухе могут вызвать всевозможные проблемы, включая ржавчину.
Второе, что нужно сделать, это полностью очистить готовый сварной шов, включая обесцвечивание. Очистка обычно выполняется травильными пастами, шлифовальными машинами/проволочными щетками/абразивами или электрохимической очисткой.