
Стальной профиль все виды профилей: Профили стальные: виды, применение в металлоконструкциях
Aluminum profiles: types and types
How to make aluminum profiles
Aluminum profile. It is almost always an extruded aluminum profile.. Much less frequently used other types of aluminum profiles, for example, bent or rolled.
Figure 1.1 – Direct compression method [1]
Figure 1.2 – Typical press for direct extrusion of aluminum alloys [4]
Figure 1.3 – Typical press tool kit for direct compression [1]
Figure 1.4 – Reverse pressing method [1]
Figure 1.5 – Extrusion of hollow sections
with porthole “dies” [1]
Figure 1.6- Pipe pressing method using a matrix and mandrel [1]
Figure 1.7 – The share of finished products and process waste
from extrusion aluminum ingot (column) [4]
Output of finished products from aluminum ingot-pillar:
- 75 % – ready-made profiles;
- 4,5 % – scrap in the manufacture of aluminum products from aluminum profiles;
- 4,5 % – blanks for heating matrices; matrix crimping, pressing defects;
- 11 % – waste of crumpled ends of profiles after stretching machine;
- 4 % – press residues; 1 % – Waste hot cutting the workpiece to the column
Figure 1. 8 – Process wastes aluminum extrusion,
8 – Process wastes aluminum extrusion,
which immediately go to remelting and casting new extrusion ingots [4]
More about the technology of extrusion of aluminum and aluminum alloys:
Aluminum Extrusion Technology / P. Saha
Extrusion of Aluminium Alloys / T. Sheppard
Elements and details of structures, machines and products
Each aluminum profile has its purpose, their properties and characteristics. If it’s just a decorative element, the main purpose of which — to be beautiful, looks nice, its main characteristic that — good surface quality, its uniform color decorative coating, powder or anode.
If set for aluminum profile, e.g. — matt colorless anodic coating, it should be a really matt. This is the «haze» must be perfectly homogeneous when viewed from a given distance and at a predetermined angle, without any visible bands, and other visual surface discontinuities. To ensure that all, necessary to apply a special aluminum alloy with a chemical composition, special technology of its manufacture and its special surface treatment technology.
Aluminum profiles, as elements bearing construction or other structures, require special attention to their mechanical characteristics:
- tensile strength,
- ductility limit,
- reduction of area,
- tough properties.
In this case, important to choose the correct alloy, its condition (degree of autofrettage or heat treatment), as well as the required dimensional accuracy during manufacture.
In other types of profiles, we must take into account such properties, as corrosion resistance in the environment, which will work profile, sometimes — conductivity or heat resistance.
Figure 1.9 – Space frame of the car Audi A8 from aluminum alloys [1]
Figure 1.10 – Design of aluminum profiles
with increased rigidity [1]
Blanks for drawing, cold pressing and forging
Moreover, Extruded aluminum profiles are used as starting templates for such aluminum processing techniques like dragging, cold pressing and forging.
Figure 1.11 – Appointment of aluminum profiles,
including drawing, cold pressing and forging [1]
Figure 1.12 – Drawing of a pipe from a pressed aluminum hollow billet [3]
Alloys of aluminum profiles
Extruded aluminum profiles can be manufactured from a large number of alloys in different states in order, to meet the requirements of various fields of application — from household goods to the space launch vehicles.
Basically, from any deformable aluminum alloy (and even casting) one way or another it is possible to extrude an aluminum profile. However, metal flow through the holes and cavities of the matrix at high temperature compression requires special characteristics of the flow, so that the metal:
- filling all holes at the outlet of the matrix with the same high speed,
- I provide the desired microstructure,
- reaches a predetermined strength and other properties,
- shaped optimal surface quality.
Therefore, special aluminum alloys are being developed specifically for pressing (extrusion).
In world practice, aluminum profiles from alloys 6xxx series give more 75 % the volume of all sections.
Figure 1.13 – magnesium and silicon content
in aluminum alloys 6060 and 6063,
as well as some other alloys of the 6xxx series [1]
The most popular aluminum alloy profiles – these are alloys:
- 6060/6063 (AD31) and
- 6061(AD33).
gaining popularity “more construction” alloys
- 6005 and
- 6082 (AD35).
Brand series aluminum 1xxx, for example, 1100, used for parts and products, which is no requirement for strength. They are best compacted – They have the highest compressibility.
3xxx series of alloys, for example, alloy 3103 pipe for compressed fluid lines.
other alloys, are more likely to apply for the production of profiles — is “Duran”:
- 2017(D1),
- 2014(AK8),
- 2024(D16),
and
- 5083(AMg4.
 5),
5), - 6101,
- 7005(1915) and
- 7075.
Figure 1.14 – The chemical composition of some aluminum alloys,
which are produced in the form of pressed products [1]
Figure 1.15 – Mechanical properties of some aluminum alloys,
which are produced in the form of pressed products [1]
More about aluminum alloys:
Aluminum and Aluminum Alloys / ed. J.R. Davis – ASM International, 1993
Alloy Compressibility: Compression Ability
Figure 2.1 – Relative compressibility of aluminum alloys [1]
Figure 2.2 – Compressibility of various aluminum alloys [1]
The minimum thickness of the profile wall
Effect complexity cross-sectional profile of the alloy 6063 the normal minimum wall thickness /
Figure 2.3 – Recommendations for the minimum wall thickness
profiles of varying complexity alloy 6063 [1]
Figure 2.4 – The minimum wall thickness of aluminum profiles
(solid, pipe, hollow)
for extrusion presses 10-80 MN [2]
Diameter of the circle described Profile
Generalized size aluminum profile is circle diameter, describing its cross-section (figures 3. 1 and 3.2). This parameter is called the «circumscribed circle diameter».
1 and 3.2). This parameter is called the «circumscribed circle diameter».
Figure 3.1 – Diameter of the circle described Profile
The diameter of the circumscribed circle (OCD) is really related to the complexity of extrusion of an aluminum profile. During pressing, the metal tends to flow through different parts of the matrix at different speeds: the farther from the workpiece axis, the slower. therefore, the greater the OED, the harder it is to control the size of the aluminum profile.
When pressing large and thin profiles, special, if these thin wall profiles on the periphery of the matrix, you must take special precautions, to metal flow was uniform around the cross section profile. Therefore, with increasing PEO all standards for aluminum profiles reduce the requirements for tolerances geometrical dimensions.
Figure 3.2 – round billet
Figure 3.3 – Rectangular blank for rectangular container [1]
Figure 3.4 – Hollow extruded aluminum profiles,
which are produced using a rectangular container [1]
Types of aluminum profiles
Existing standards for aluminum profiles – for example, Russian GOST 22233-2018 and GOST 8617-91, European EN 755-9 и EN 12020-2 – subdivide the entire range of aluminum profiles into various types:
- hollow profiles and
- solid profiles, and
- From- and U-shaped profiles, or «open-end».

The hollow profile
By definition, these standards are hollow aluminum profiles — those, which have a cross-section at least one closed cavity.
Figure 4.1 – The hollow profile
solid profile
Solid aluminum profiles do not have closed cavities.
Figure 4.2 – Solid profile [1]
Solid matrices have one or more holes and intended for the manufacture of extrusions without cavities. The hole in the solid matrix is exactly the same cross-section of the molded article of aluminum.
Figure 5.1 – Die for pressing solid profiles by direct pressing [1]
Figure 5.2 – Metal flow in direct pressing [1]
Profile with an open end
«Open End» can be like a hollow, and have a solid profile. For these three types of profiles are given different requirements for tolerances geometrical dimensions.
Figure 6 – Controlled dimensions of aluminum profiles according to GOST 22233-2018 [5]
(EN 12020-2 [6]: h2 – distance between open ends)
Semi-enclosed and semi profiles
Hollow aluminum profiles include, including, and profiles with so-called semi-closed (half-open) cavities. Often profiles of this type are called semi-closed (half-open). They are partially closed cavity, for example, circle or rectangle, with an entrance to it from one side (figure 6).
Often profiles of this type are called semi-closed (half-open). They are partially closed cavity, for example, circle or rectangle, with an entrance to it from one side (figure 6).
Figure 7 – Semi-closed (half-open) profile [1]
Not every partially closed cavity transforms the profile from a solid semi-closed one: its area A must be significantly larger than the square of the width of its entrance b (A > b), depending on the width of the entrance — in 2,0-4,5 times (cm. Figure 6).
“Hollow” die
Hollow and semi-enclosed aluminum profiles are combined in one view, because they are made on the so-called «hollow» dies (figures 7 and 8). Hollow dies are of three types:
- bridged
- dies
- “spider”(spider).
profiles, manufactured in such matrices, have one or more longitudinal welds due to the metal flow around the bridges, that support mandrel. The mandrel determines the internal profile contour. After passing these bridges, metal matrix before exiting again welded in the welding chamber.
Figure 7 – Combined die for pressing semi-closed (half-open) profiles
Figure 8- Combined matrix for pressing hollow profiles
Level of difficulty of aluminum profiles
Each type of profiles – continuum, and semi-hollow – They differ in the types of complexity of their cross-section. This complexity is evaluated by the aluminum profile form factor.
Shape factor
Aluminum profile shape factor is calculated as the area of all surfaces, formed in the pressing unit mass of metal. obviously, that this factor is directly proportional to the length of the cross-sectional perimeter. The shape factor affects the performance of the profile molding, as well as the cost of production and maintenance of matrices. Therefore, it is frequently used presser-makers as a basis for setting prices and the profile gives developers profiles specific tool for comparing alternatives developed aluminum profiles.
Figure 9.1 – Form factors for various types of profiles [1]
Classification of complexity of aluminum profiles
Classification of types of extruded aluminum profiles according to the complexity of their manufacture is as follows. Types of difficulty from A to N are arranged in order of increasing complexity. Each type is illustrated by several examples.
Figure 9.2 – Types of difficulty aluminum profiles
The complexity of pressing increases in the following order of profile types:
- Bars – simple or profile.
- Standard aluminum extrusions and simple solid profiles,
- Poluzamknutыe profiles,
- Profiles with complex matrices tongues,
- tubes,
- Simple hollow profiles,
- Complex hollow profiles.
- Wide hollow profiles.
Optimization of aluminum profiles
Figure 10 – Optimization of the cross-section of aluminum profiles [2]
Price aluminum profiles
Price aluminum profiles usually directly related to its category of complexity. However, at the same time, multi-functional aluminum profiles open up the possibility of more effective technical, and their higher price is often quite justified.
However, at the same time, multi-functional aluminum profiles open up the possibility of more effective technical, and their higher price is often quite justified.
Sources:
- TALAT 1302
- TALAT 2202
- Drawing Types – University of Liverpool
- Presentation of the company SAPA
- GOST 22233-2018
- EN 12020-2
Стальной или алюминиевый профиль для шкафа купе?
Все статьи
Сталь или алюминий для рамки шкафа купе — в чем разница?
Один из вопросов, который наиболее часто задают наши клиенты: » В чем разница между изготовлением двери шкафа купе из алюминиевого и стальных профилей?» Давайте вместе разберемся в достоинствах и минусах, а так же различиях между этими двумя системами.
1 . Производственный процесс
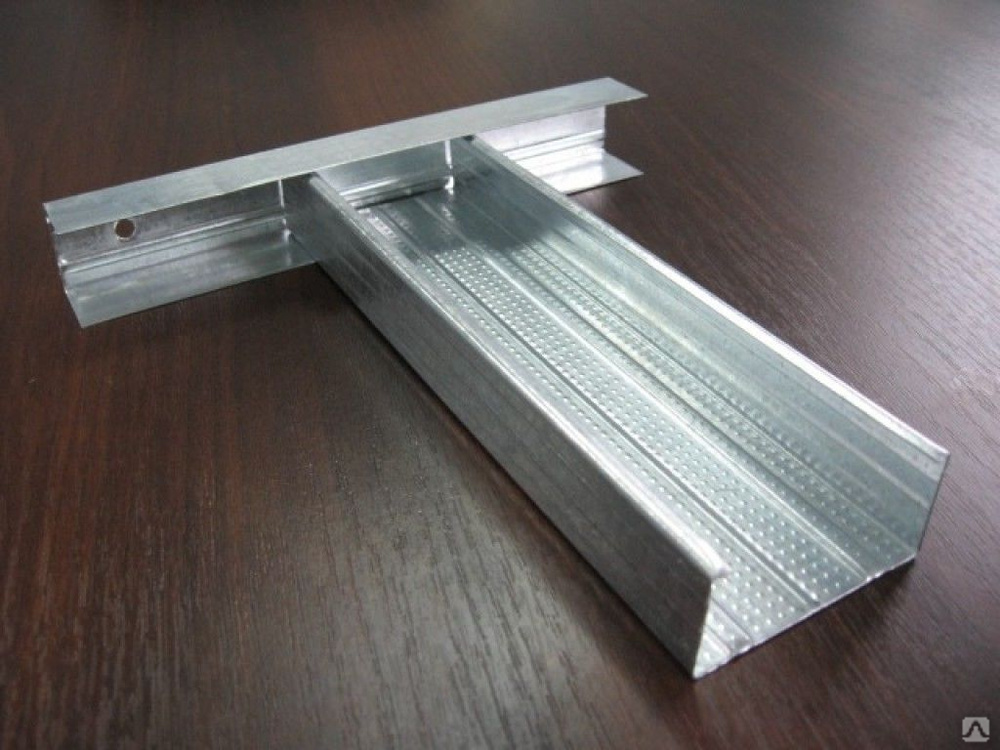
Стальной профиль для шкафа купе изготавливается методом проката на специальном оборудовании. Это означает, что он начинает жизнь в виде плоского листа стали, который изгибают, чтобы создать определенную форму профиля и придать окончательный вид профиля для ручки двери (вертикального профиля) или дорожек (треков). Толщина стали по сравнению с алюминием меньше, но строго определенная форма профиля и механические свойства стали, придают стальному профилю высокую жесткость и надежность.
Толщина стали по сравнению с алюминием меньше, но строго определенная форма профиля и механические свойства стали, придают стальному профилю высокую жесткость и надежность.
В противоположность этому, алюминиевый профиль изготавливается методом экструзии. Алюминий нагревается до высокой температуры, так что алюминий становиться как пластилин, после чего металл выталкивается через фильеру (металлическую плиту с отверстиями желаемого поперечного сечения), под большим давлением, чтобы создать конечный вид профиля. Жесткость и надежность алюминиевого профиля определяется его конфигурацией и толщиной стенок. Оптимальная толщина стенок алюминиевого профиля для шкафов купе должна быть не менее 1,2 мм.
2 . Изготовление двери.
При изготовлении двери из стального профиля используют естественную упругость стали. Наполнение двери (ЛДСП, стекло.) осторожно забивается в стальной профиль рамы, стальной профиль крепко сжимает и надежно удерживает наполнение на месте. Пружинные свойства стали не меняются с течением времени, двери, изготовленные с применением стального профиля не разболтаются, не перекосятся и не развалятся в течение всего срока службы шкафа купе.
Изготовление двери из алюминиевого профиля отличается от стального тем, что рама собирается при помощи саморезов, вкручиваемых в горизонтальные профили. Для сборки высоких дверей и сложных конструкций профиль должен иметь достаточную толщину стенок, иначе уже при сборке можно безнадежно испортить алюминиевый профиль. Для наполнения раздвижных дверей стеклом или зеркалом используется резиновая прокладка (уплотнитель силиконовый). Симметричные алюминиевые профили (такие как Н, О, П, Т — образные) для раздвижной двери могут быть использованы таким образом, что они имеют лицевую сторону с двух сторон – что идеально подходит для использования в качестве интерьерной перегородки или раздвижной межкомнатной двери.
Стоит также отметить, что в связи с тем, что анодированный алюминиевый профиль можно использовать даже на открытом воздухе (он не заржавеет и не потеряет своих декоративных свойств), алюминиевые профили можно использовать в помещениях с повышенной влажностью, таких как ванные комнаты, бассейны и кухни.
3 . Верхние и нижние ролики.
Ходовая часть алюминиевых систем шкафов купе интегрирована в алюминиевые профили (верхний ролик устанавливается в вертикальный профиль – ручку, нижний ролик полностью скрывается в нижнем горизонтальном профиле). Визуально элементов ходовой части не видно с обеих сторон двери. Двери шкафа купе имеют защиту от схода с рельсов (выскакивания ролика из нижней направляющей) за счет подпружинивания нижнего ролика. Однако из-за попадания посторонних предметов (или загрязнения) пазов нижней направляющей ролик может выскочить.
В стальной системе ходовые элементы двери располагаются на задней стороне двери. С лицевой стороны они совершено незаметны. В стальной системе применяются два типа верхних роликов 3К и ролик – арбалет. В конструкцию нижнего ролика заложена защита от схода с рельсов двери шкафа купе. При установке двери специальные зацепы надежно фиксируют дверь не давая ролику выскочить ни при каких обстоятельствах.
4 .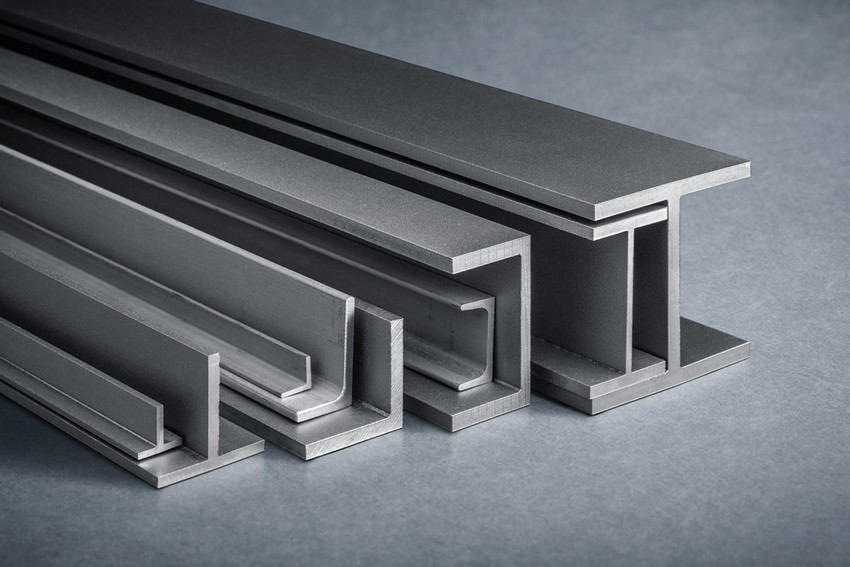 Визуальные отличия
Визуальные отличия
Основными визуальными отличиями между вариантами дверей стальной и алюминиевой систем являются:
— Большое разнообразие конфигурации профилей в алюминиевой системе, а за счет малого веса алюминия имеется возможность изготовления широких, массивных профилей рамки распашной двери.
— Стальная рама доступна в ограниченном цветовом ассортименте ПВХ пленок под дерево (окутаный профиль) и нескольких цветах порошковой покраски профиля, в то время как алюминиевый профиль дополнительно может иметь анодированное покрытие. Анодирование – это химический процесс нанесения декоративного покрытия стойкого к механическим воздействиям, с практически не ограниченным ассортиментом цветов.
5. Дополнительно — только для алюминиевых систем.
— Механизм доводчика плавного открывания и закрывания раздвижных систем. Устанавливается вместо верхнего ролика.
— Фасонный упор – алюминиевый профиль позволяющий скрыть не стыковку распашной двери и боковой стенки шкафа купе (щель иногда возникающую при монтаже шкафа, из за не ровных стен и пола).
— Прямой упор — алюминиевый профиль позволяющий скрыть не стыковку распашной двери и стеной, при монтаже дверей в нишу (щель возникает из за не ровных стен и пола).
6. Цена
Сразу оговоримся, мы не сравниваем появившиеся в последнее время так называемые алюминиевые системы «Лайт». Алюминиевый профиль которых тоньше рекомендуемого, толщина стенок профиля менее 1,2 мм. Так как подобные системы нацелены на вполне определенный сегмент рынка – эконом, где бессмысленно говорить о каких то потребительских свойствах товара, там всего один критерий выбора (преобладающий даже в ущерб качеству) – низкая цена.
Раздвижные двери из алюминиевого профиля стоят конечно дороже в связи с конструктивными особенностями и использованием более дорого материала. Поэтому двери из алюминиевого профиля – это система для шкафов купе среднего и выше среднего сегментов.
Итак, какую же систему выбрать?
Как мы видим, у обеих систем есть свои плюсы и минусы из за различия визуальных, производственных и конструктивных особенностей систем. Ваше окончательное решение можете принять только Вы сами. Однако многолетний опыт компании НАЙДИ в изготовлении шкафов купе и объемы продаж обеих систем, позволяет нам с уверенностью сказать, что стальная система является достойной альтернативой в экономичном сегменте рынка.
Ваше окончательное решение можете принять только Вы сами. Однако многолетний опыт компании НАЙДИ в изготовлении шкафов купе и объемы продаж обеих систем, позволяет нам с уверенностью сказать, что стальная система является достойной альтернативой в экономичном сегменте рынка.
Стальные профили (сталь для арматуры бетона, стальные профили, стальные стержни, конструкционная сталь) – Транспортно-информационная служба
| Стальные профили | [немецкая версия] |
| Содержание | |
| Общий: | ||
| Информация о продукте | ||
| Упаковка | ||
| Транспорт | ||
| Контейнерный транспорт | ||
| Крепление груза | ||
| Факторы риска и предотвращение потерь: | |||
| Температура | Запах | ||
| Влажность/влага | Загрязнение | ||
| Вентиляция | Механические воздействия | ||
| Биотическая активность | Токсичность/опасность для здоровья | ||
| Газы | Усадка/Недостача/Кража | ||
| Самовозгорание/самовозгорание | Заражение насекомыми | ||
Информация о продукте
Название продукта
| Немецкий | Профиль, Profilstahl |
| Английский | Стальные профили |
| Французский | Профили |
| Испанский | Структурный Acero |
| Номер CN/HS * | 72 и далее. |
(* Комбинированная номенклатура/Гармонизированная система ЕС)
Описание продукта
Стальные профили представляют собой стальные изделия, которые после прокатки, волочения или прессования имеют форму одинакового поперечного сечения по всей длине. Стальные профили классифицируются следующим образом:
| Стальная арматура для бетона — это название гладких, профилированных и ребристых круглых стальных стержней (стальные стержни из конструкционной стали / арматурные стержни для бетона), которые имеют повышенную прочность на растяжение и используются для усиления железобетонных конструкций или компонентов или для производства стальной сетки для железобетонных конструкций ( сварная сетка). | ||
Стальная арматура для предварительно напряженного бетона (гладкие, ребристые, профилированные круглые стальные стержни) используется для конструкций из предварительно напряженного бетона и намного прочнее, чем сталь для арматуры бетона. | ||
| Большие профили (стальные профили): | ||
| Двутавровые профили (двутавровые балки) | ||
| H-образные профили (балки с широкими полками) | ||
| U-профили | ||
| Т-образные профили | ||
| Уголок стальной (равнополочный или неравнополочный) | ||
| Специальные профили (нестандартные формы) | ||
| Прутки или профили круглого и прямоугольного сечения (например, прямоугольные профили из стальных стержней, листовая сталь) | ||
Качество / продолжительность хранения
Стальные изделия особенно подвержены износу из-за коррозии или часто требуют сложной обработки перед использованием или дальнейшей обработкой.
Одной из наиболее частых причин повреждения является ржавчина из-за морской воды, дождя, конденсата в транспортных средствах, пота груза или конденсата внутри упаковки. Неподходящие транспортные средства, суда с плохими люковыми крышками или без вентиляционных устройств, поврежденные контейнеры, незакрытые грузовые и грузовые железнодорожные вагоны, неправильное хранение на открытом воздухе, использование неподходящих брезентов, незащищенная погрузка в сырую погоду, перепады температуры и климатических условий во время длительных путешествий может привести к повреждению ржавчиной.
Если необходимо добиться прочной связи (адгезии) между бетоном и арматурной сталью, следует использовать относительно чистую сталь, с которой удалена рыхлая ржавчина, т. е. небольшая поверхностная ржавчина может быть даже предпочтительной. Однако необходимо следить за тем, чтобы диаметр стальной арматуры для бетона по-прежнему соответствовал требованиям статических расчетов после травления или пескоструйной обработки. Стальная арматура для предварительно напряженного бетона, напротив, должна быть забракована, если она проявляет даже малейшую коррозию.
Стальная арматура для предварительно напряженного бетона, напротив, должна быть забракована, если она проявляет даже малейшую коррозию.
Окислительный слой (окалина), образующийся на поверхности стали во время горячей прокатки или отжига, обеспечивает ограниченную защиту от коррозии. Однако этот слой усложняет нанесение антикоррозионных покрытий или цинкование.
Некоторые специальные, большие и угловые профили имеют горячее цинкование или напыление цинка и, таким образом, защищены от коррозии.
Степень ржавления стальных грузов должна регистрироваться в товаросопроводительных документах до приемки груза, возможно, с использованием следующих определений:
| Влажный перед отправкой | |
| Частично с пятнами ржавчины до ржавого | |
| Шестерня с маркировкой | |
| Загрязненный посторонними веществами | |
| Загрязненный соленой водой | |
| Местами потертости | |
| Упаковка разорвана, обнажая содержимое |
СПРАВОЧНИКИ АМЕРИКАНСКОГО СТАНДАРТА РЖАВЧИНЫ в основном используются для описания состояния горячекатаной стали.
Использование по назначению
Стальные профили используются, например, в качестве конструкционной стали для мостов, строительства и гражданского строительства или для изготовления поручней, лестниц, распорок и т. д.
Рисунки
(Нажмите на отдельные рисунки, чтобы увеличить их. )
Рисунок 1 | Рисунок 2 | Рисунок 3 |
Рисунок 4 | Рисунок 5 | Рисунок 6 |
Страны происхождения
Торговля сталью и стальной продукцией в основном осуществляется:
| в пределах ЕС | |
| Восточный блок -> страны ЕС и США | |
| Страны ЕС -> США | |
| Япония, Корея, Индия, Южная Африка, Бразилия –> страны ЕС и США |
Назад к началу
Упаковка
Стальные профили всех видов транспортируются в связках, скрепленных стальной лентой, по большей части без дополнительной упаковки.
Специальные стали должны быть защищены от коррозии и механических воздействий (например, царапание и коробление) и, как правило, упаковываются с использованием средств защиты от коррозии (например, промасленная бумага или ящики с соответствующим покрытием или конструкции из дерева/гофрированного картона).
Рисунок 7 | Рисунок 8 |
| Маркировка упаковок | ||
Хранить в сухом месте | ||
Назад к началу
Транспорт
Символы
Генеральные грузы |
Транспортные средства
Автомобиль, корабль, железная дорога
Контейнерный транспорт
Стальные профили можно перевозить в стандартном контейнере.
Рисунок 9 |
Из-за очень высокой плотности стальные профили занимают лишь небольшой процент объема контейнера. Грузы должны быть очень тщательно закреплены внутри контейнера, так как груз ни в коем случае не должен двигаться. Стенки контейнера не могут выдержать большой вес, если он сосредоточен на небольшой площади.
Обработка грузов
Обработка грузов должна осуществляться в сухую погоду или под навесом, так как продукт сильно подвержен коррозии.
Неосторожное обращение может привести к повреждению защитных слоев (например, цинка), которые в результате теряют свою защитную функцию и вызывают коррозию.
Со стальными профилями следует обращаться осторожно из-за их чувствительности к механическим повреждениям. Повреждения фланцев часто вызваны неправильным обращением и использованием неподходящего погрузочно-разгрузочного оборудования. Повреждены края и углы или коробятся целые профили.
Повреждены края и углы или коробятся целые профили.
Также необходимо учитывать допустимую грузоподъемность строповочного и погрузочно-разгрузочного оборудования и грузоподъемность оборудования для подвешивания груза.
Коэффициент загрузки
Сильно варьируется в зависимости от упаковки, размеров и веса, например:
| 0,83 м³/т (стальная арматура для бетона в связках с металлической обвязкой [1] |
Требования к месту для хранения
Из-за большого веса этот груз обычно размещается в нижнем трюме. При составлении плана укладки необходимо учитывать грузоподъемность палуб. Из-за риска коррозии этот груз всегда следует размещать в трюмах, защищенных от непогоды и морской воды.
Разделение
Тканевые или пластиковые ленты, масляная краска, деревянная подвеска
Крепление груза
Соблюдайте инструкции грузоотправителя/изготовителя по загрузке во избежание повреждений из-за механических воздействий.
Грузовой автомобиль:
Профили должны перевозиться в транспортных средствах, имеющих изголовье и боковые стенки (стойки) достаточной прочности и грузоподъемности. Нескользящий материал также должен располагаться под грузом и между слоями. Следует избегать зазоров между грузом и изголовьем и боковыми стенками. В частности, зазоры в продольном направлении могут привести к проскальзыванию профилей при резком торможении. Если промежутки в грузе неизбежны по причинам надлежащего распределения нагрузки, груз должен быть закреплен в соответствии с ожидаемыми ускорениями путем прямого крепления (например, плотной посадки, петлевой увязки) и/или крепления с помощью трения (например, увязки с помощью швартовки).
Рисунок 10 |
Подробную информацию о креплении груза см. в главах Стальные профили, Сварная сетка конструкционная, Стержни конструкционные, Стержни прямоугольные и Стержни круглые в Руководстве по креплению грузов ГРВ.
Дополнительную информацию см. также в главах под названием
| «Основы физического крепления груза», | |
| «Дорожные транспортные средства, подбор, оснащение и грузоподъемность», | |
| «Материалы для крепления груза». |
Судно:
Применяются следующие принципы:
| Выберите места для хранения в соответствии с чувствительностью груза и ожидаемыми ускорениями | |
| Там, где это возможно, загружайте груз вплотную к частям судна или другому грузу, имеющему достаточную грузоподъемность, но … | |
| … укладывать и закреплять таким образом, чтобы на корпус или другие части судна не оказывались чрезмерные нагрузки | |
| По возможности под груз и между слоями следует укладывать материалы, повышающие трение | |
| Заполните пробелы между отдельными единицами груза | |
| Защита груза от истирания, царапин и подобных механических повреждений | |
| Защита груза от повреждения ремнями и другими крепежными материалами | |
| В частности, тяжелые грузы, такие как изделия из стали, должны, по возможности, укладываться без зазоров ровным слоем от одного борта к другому |
Железная дорога:
Профили должны перевозиться в грузовых вагонах, имеющих переднюю и боковые стенки (стойки) достаточной прочности и грузоподъемности. Нескользящий материал также должен располагаться под грузом и между слоями. Следует избегать зазоров между грузом и изголовьем и боковыми стенками. Зазоры в продольном направлении, в частности, могут привести к проскальзыванию профилей при ударе при переключении. Если промежутки в грузе неизбежны по причинам надлежащего распределения нагрузки, груз должен быть закреплен в соответствии с ожидаемыми ускорениями путем прямого крепления (например, плотной посадки, петлевой увязки) и/или крепления с помощью трения (например, увязки с помощью швартовки).
Нескользящий материал также должен располагаться под грузом и между слоями. Следует избегать зазоров между грузом и изголовьем и боковыми стенками. Зазоры в продольном направлении, в частности, могут привести к проскальзыванию профилей при ударе при переключении. Если промежутки в грузе неизбежны по причинам надлежащего распределения нагрузки, груз должен быть закреплен в соответствии с ожидаемыми ускорениями путем прямого крепления (например, плотной посадки, петлевой увязки) и/или крепления с помощью трения (например, увязки с помощью швартовки).
Назад к началу
Факторы риска и предотвращение убытков
Температура RF
Стальные профили не имеют особых требований к температуре окружающей среды для транспортировки и хранения. Однако следует отметить, что температура стали определяет, будет ли потеть груз.
Назад к началу
RF Влажность/влажность
Стальные профили требуют особых условий влажности/влажности и, возможно, вентиляции (SC VI) (климатические условия хранения).
| Обозначение | Влажность/содержание воды | Источник |
| Относительная влажность | <40 – 50% | [1] |
Сталь является грузом, подверженным коррозии. Потери от коррозии, в частности, вызваны
| Аэрозоли морской воды и морской соли, | ||
| при морской перевозке из-за негерметичных контейнеров или люков | ||
| при хранении в морских портах у воды | ||
| Дождевая вода, | ||
| при повреждении контейнеров | ||
| некрытые грузовые железнодорожные вагоны и грузовые автомобили | ||
| некорректное хранение в открытом | ||
| использование неподходящего брезента | ||
| открытая нагрузка во влажных погодных условиях | ||
| Водяной конденсат, | ||
| на транспортном средстве | ||
| на груз/груз | ||
| в упаковке | ||
| Сопровождение химических грузов, | ||
| Остатки химикатов от предыдущих грузов, возможно, в сочетании с влагой, | ||
| Гигроскопичный сопровождающий груз (например, свежие пиломатериалы) и | ||
Относительная влажность > 40%. | ||
Коррозия стали начинается при относительной влажности 40 % и быстро ускоряется при относительной влажности > 60 %:
Рисунок 11 |
Можно провести различие между различными типами коррозии.
Существуют две основные причины коррозии:
| Чистое окисление и | |
| электрохимическое разложение металла в присутствии электролита (например, солей, кислот, оснований). |
Чистое окисление означает соединение черного металла с кислородом воздуха. Окислению способствуют электрохимические (электролитические) процессы. Степень электролитического разложения определяется проводимостью присутствующего электролита. Например, соленая вода обладает большей проводимостью, чем пресная вода, и поэтому оказывает более сильное коррозионное воздействие. Воздействие сернистой кислоты еще более экстремально.
Воздействие сернистой кислоты еще более экстремально.
При подозрении на коррозионное повреждение проводится испытание методом нитрата серебра, чтобы выяснить, что является причиной: растворы хлоридов или пресная вода. При определении происхождения морской соли на поверхности груза (коррозия в результате контакта с морской водой или осаждение брызг воздухом трюма/контейнера) поврежденная поверхность оценивается с помощью лупы (увеличение 30х): кубический хлорид натрия (NaCl) кристаллы с длиной ребра ок. 1/5 мм указывают на контакт с морской водой. В случае напыления кристаллические структуры могут не наблюдаться, так как кристаллы слишком малы (1/100 мм).
Несущая способность сталежелезобетонных конструкций определяется взаимодействием между бетоном и сталью, сцеплением между бетоном и стальными вставками, создающими композитную конструкцию, в которой два материала практически неподвижны. Из-за риска коррозии стальные вставки должны быть хорошо заделаны в бетон, при этом важно, чтобы вся поверхность стали обеспечивала контактную поверхность для обеспечения надлежащего образования композита. Армирующее действие стали в железобетоне может быть нарушено, если для армирования использовать стальные изделия, загрязненные солью. Соль, остающаяся на конструкционной стали после контакта с морской водой или соленым влажным морским воздухом (распылением), оказывает негативное влияние на качество сталежелезобетона не только сразу, но и в течение чрезвычайно длительного времени из-за химических реакций, происходящих в поверхность раздела между цементом или композициями на цементной основе и конструкционной сталью. Гигроскопичные соли постоянно поглощают водяной пар из воздуха, вызывая значительные коррозионные повреждения и, возможно, значительные долговременные повреждения, такие как постепенное снижение прочности, недостаточное схватывание, что в конечном итоге может потребовать ремонта наружных стен здания, когда на них появляются пятна ржавчины. снаружи годы спустя.
Армирующее действие стали в железобетоне может быть нарушено, если для армирования использовать стальные изделия, загрязненные солью. Соль, остающаяся на конструкционной стали после контакта с морской водой или соленым влажным морским воздухом (распылением), оказывает негативное влияние на качество сталежелезобетона не только сразу, но и в течение чрезвычайно длительного времени из-за химических реакций, происходящих в поверхность раздела между цементом или композициями на цементной основе и конструкционной сталью. Гигроскопичные соли постоянно поглощают водяной пар из воздуха, вызывая значительные коррозионные повреждения и, возможно, значительные долговременные повреждения, такие как постепенное снижение прочности, недостаточное схватывание, что в конечном итоге может потребовать ремонта наружных стен здания, когда на них появляются пятна ржавчины. снаружи годы спустя.
В настоящее время горячекатаную сталь обычно хранят на открытом воздухе и транспортируют без защиты, так что не обеспечивается защита от дождя и т.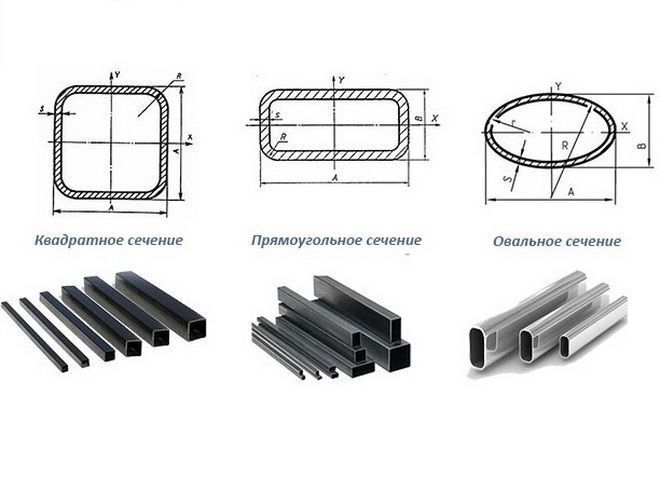 д. Таким образом, такие марки стали обычно имеют слой поверхностная ржавчина (пленка ржавчины). Поскольку ржавчина удаляется со стали (путем травления) перед дальнейшей обработкой, качество стали не ухудшается. Однако коррозия должна оставаться в разумных пределах, поскольку травление не может устранить неравномерную местную коррозию или точечную коррозию. Особенно в случае повреждения соленой водой листы следует промыть пресной водой как можно скорее после прибытия с приемником, а затем протравить, поскольку значительная задержка перед протравливанием может привести к вышеуказанным последствиям. Из соображений качественного обслуживания всегда следует стремиться к хранению, обработке и транспортировке листов в сухом состоянии.
д. Таким образом, такие марки стали обычно имеют слой поверхностная ржавчина (пленка ржавчины). Поскольку ржавчина удаляется со стали (путем травления) перед дальнейшей обработкой, качество стали не ухудшается. Однако коррозия должна оставаться в разумных пределах, поскольку травление не может устранить неравномерную местную коррозию или точечную коррозию. Особенно в случае повреждения соленой водой листы следует промыть пресной водой как можно скорее после прибытия с приемником, а затем протравить, поскольку значительная задержка перед протравливанием может привести к вышеуказанным последствиям. Из соображений качественного обслуживания всегда следует стремиться к хранению, обработке и транспортировке листов в сухом состоянии.
Для предотвращения коррозии стальные профили могут быть покрыты защитным покрытием. Однако перед нанесением этого покрытия необходимо удалить тонкую твердую прокатную окалину, которая образуется при отжиге или прокатке. Так как этот слой очень хрупок, он очень легко повреждается и может отслаиваться. Нанесенный поверх него защитный слой также отслаивался и становился неэффективным, в результате чего он уже не мог обеспечивать достаточно активную защиту от коррозии.
Нанесенный поверх него защитный слой также отслаивался и становился неэффективным, в результате чего он уже не мог обеспечивать достаточно активную защиту от коррозии.
Холоднокатаный прокат более чувствителен к коррозии, чем горячекатаный, поэтому холоднокатаный прокат дополнительно упаковывают, например, в армированную волокном упаковку или крафт-бумагу с пластиковым покрытием (монтан-бумагу) и полиэтиленовые пленки. Поэтому важно всегда держать подальше от влаги; следует избегать хранения на открытом воздухе или обработки груза в сырую погоду.
Оцинкованные профили также нельзя трогать под дождем и хранить вместе с влаговыделяющими предметами. Влага может вызвать появление белого налета на цинковом покрытии. Если дождевая вода или конденсат проникают между близко расположенными профилями, образуется не тонкий защитный слой оксида цинка, а более толстый слой чистого оксида цинка. В местах контакта профилей этот слой имеет вид нагара.
Назад к началу
RF Вентиляция
Стальные профили требуют особой влажности/влажности и, возможно, условий вентиляции (SC VI) (климатические условия хранения).
Коррозия стали быстро ускоряется при относительной влажности > 60 %. Если возможно, относительная влажность должна быть снижена до уровня ниже 60 % с помощью соответствующих мер вентиляции.
Однако следует отметить следующее:
- Сталь имеет более низкую температуру, чем внешняя температура, ожидаемая во время транспортировки:
Если температура окружающего воздуха снаружи судна повышается, это оказывает лишь минимальное влияние на температуру груза. Вентиляция «теплым» наружным воздухом может привести к запотеванию груза на «холодной» стали, если температура последней ниже точки росы окружающего воздуха. В таком случае вентиляция может способствовать коррозии.
- Сталь теплее, чем внешняя температура, ожидаемая при транспортировке:
Вентиляция может быть выполнена без риска образования пота груза. Однако охлаждение бортов корабля может привести к тому, что их температура упадет ниже точки росы воздуха в трюме, что приведет к запотеванию корабля внутри трюма.
 В этом случае температура воздуха в трюме должна быть отрегулирована вентиляцией в соответствии с температурой наружного воздуха.
В этом случае температура воздуха в трюме должна быть отрегулирована вентиляцией в соответствии с температурой наружного воздуха.
Назад к началу
RF Биотическая активность
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
Радиочастотные газы
Двуокись серы (выхлопные газы, например, от погрузочно-разгрузочного оборудования) оказывают сильное коррозионно-активное действие на сталь. Поэтому очень важно предотвратить любой контакт с серой и ее газами. Соответственно, перед погрузкой трюмы должны быть очищены.
Назад к началу
RF Самонагревание/самовозгорание
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
RF Запах
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
Радиочастотное загрязнение
| Активное поведение | Стальные профили обычно не вызывают загрязнения. Ржавая пыль, образовавшаяся в результате коррозии, может привести к загрязнению других товаров. Ржавая пыль, образовавшаяся в результате коррозии, может привести к загрязнению других товаров. |
| Пассивное поведение | Пыль угля, руд, солей и особенно удобрений и других сыпучих материалов оказывает коррозионное действие. По этой причине трюмы/контейнеры должны быть соответственно вымыты, чтобы удалить все остатки предыдущих грузов. При промывке трюмов судов морской водой следует помнить, что морская вода также содержит соли, которые могут способствовать коррозии в более позднем плавании. Поэтому для очистки лучше всего использовать пресную воду. Продукт также следует защищать от кислот, агрессивных газов (диоксида серы) и легко разлагающихся химикатов, так как они также ускоряют коррозию. Загрязнение нефтью бетонной арматуры вызывает возражения. |
Назад к началу
RF Механические воздействия
Во избежание повреждения профилей или их упаковки механическими воздействиями необходимо тщательно укладывать, амортизировать, закреплять, увязывать и закреплять транспортные средства. и в соответствии с регламентом. Подходящее строповочное и погрузочно-разгрузочное оборудование и подъемные механизмы должны выбираться и использоваться в зависимости от веса груза и точек строповки.
и в соответствии с регламентом. Подходящее строповочное и погрузочно-разгрузочное оборудование и подъемные механизмы должны выбираться и использоваться в зависимости от веса груза и точек строповки.
При повреждении или разрыве обвязки связка расшатывается, в результате чего отдельные части могут выступать из связки и повреждаться. Обвязка также может вызвать натирание поверхностей и краев, что приведет к их повреждению. Серьезные повреждения могут сделать изделия непригодными для использования по назначению.
Небрежное обращение с погрузочно-разгрузочным оборудованием может привести к короблению профилей или повреждению краев и т. д.0160
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
РФ Усадка/Недостача/Кража
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
RF Заражение насекомыми
Этот фактор риска не оказывает существенного влияния на транспортировку этого продукта.
Назад к началу
Что такое профиль из нержавеющей стали? Типы и области применения профилей из нержавеющей стали
Что такое профиль из нержавеющей стали? Так называемые профили представляют собой материалы с фиксированными формами, и существует множество различных форм, но все они соответствуют спецификациям. Например, прямоугольные профили, профили для труб, специальные профили (специальные формы). Он больше используется в машиностроении и строительстве. Его можно использовать непосредственно как готовый продукт, а не формовать путем механической обработки. Это очень удобно и дешево (по сравнению с формованными механической обработкой). Реализованные функции и возможности.
Профили из нержавеющей стали представляют собой стержни из нержавеющей стали различной формы поперечного сечения, изготовленные методом горячего плавления и экструзии. Процесс производства профилей из нержавеющей стали в основном включает три процесса: литье, экструзию и окраску. Среди них окраска в основном включает в себя: оксидирование, электрофоретическое покрытие, напыление фторуглерода, порошковое напыление, перенос текстуры древесины и другие процессы.
Среди них окраска в основном включает в себя: оксидирование, электрофоретическое покрытие, напыление фторуглерода, порошковое напыление, перенос текстуры древесины и другие процессы.
Профиль из нержавеющей стали используется в инженерном строительстве, на основе нержавеющей стали обладает хорошей коррозионной стойкостью, поэтому он позволяет конструкционным элементам постоянно поддерживать целостность инженерной конструкции. Хромсодержащая нержавеющая сталь также сочетает в себе механическую прочность и высокую растяжимость, ее легко обрабатывать и изготавливать детали, которые могут удовлетворить потребности архитекторов и конструкторов. После первого практического применения профиль из нержавеющей стали имеет стандартный угол из нержавеющей стали, листовую сталь и квадратную сталь.
Нержавеющая сталь имеет широкий спектр применения. Он может охватывать все уголки вашей жизни, такие как каркасы кроватей, оконные рамы, корпуса мобильных телефонов, ключи, ложки, перила и так далее. И его широкий спектр применения объясняется не только характеристиками нержавеющей стали, но и отчасти разнообразием профилей из нержавеющей стали. Типы профилей из нержавеющей стали включают угловую сталь, плоскую сталь и квадратную сталь.
И его широкий спектр применения объясняется не только характеристиками нержавеющей стали, но и отчасти разнообразием профилей из нержавеющей стали. Типы профилей из нержавеющей стали включают угловую сталь, плоскую сталь и квадратную сталь.
Ниже приведены технические характеристики угловой, плоской и квадратной стали из нержавеющей стали:
Уголок из нержавеющей стали: технические характеристики ∠10ммX10мм——∠150ммX150мм
Применение уголка: широко используется в строительных конструкциях и инженерных сооружениях, таких как: балки домов, корабельные балки, промышленные печи и т. д.
Нержавеющая сталь Угловая сталь представляет собой длинную стальную полосу, две стороны которой перпендикулярны друг другу и образуют угол. Различают равнополочные уголки из нержавеющей стали и неравнополочные уголки из нержавеющей стали. Ширина двух сторон равностороннего стального уголка из нержавеющей стали одинакова. Плоская сталь из нержавеющей стали и квадратная сталь из нержавеющей стали: технические характеристики 10 мм X 10 мм —— 750 мм X 750 мм
Плоская сталь, квадратная сталь Использование: используется в промышленном производстве, например, для бытовых раковин, клапанов из нержавеющей стали, медицинских изделий и т.