
Станок токарный с8с технические характеристики: С8С Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка С8СИзготовитель токарно-винторезного станка С8С — предприятие ЗММ Сливен АО (ZMM-Sliven AD), которое входит в станкостроительный холдинг Болгарские производители металлообрабатывающих станков. Станки, выпускаемые Болгарскими станкостроительными заводами
С8С Станок токарно-винторезный универсальный. Назначение, область примененияТокарно-винторезный станок С8С предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Универсальный токарный станок С8С оснащен 12 скоростными ступенями частоты вращения шпинделя. Токарный станок С8С можно настроить для нарезания метрической, дюймовой, модульной и питчевой резьбы, как это указано на лицевой табличке станка. Шпиндельная система, зубчатые трансмиссии и другие механизмы в коробке скоростей смазываются автоматически через зубчатый масляный насос и путем разбрызгивания. Основные технические характеристики токарно-винторезного станка С8СИзготовитель — Завод металлорежущих машин «Металлик», г. Пазарджик, ЗММ — Сливен АД.
Шпиндель токарно-винторезного станка С8С
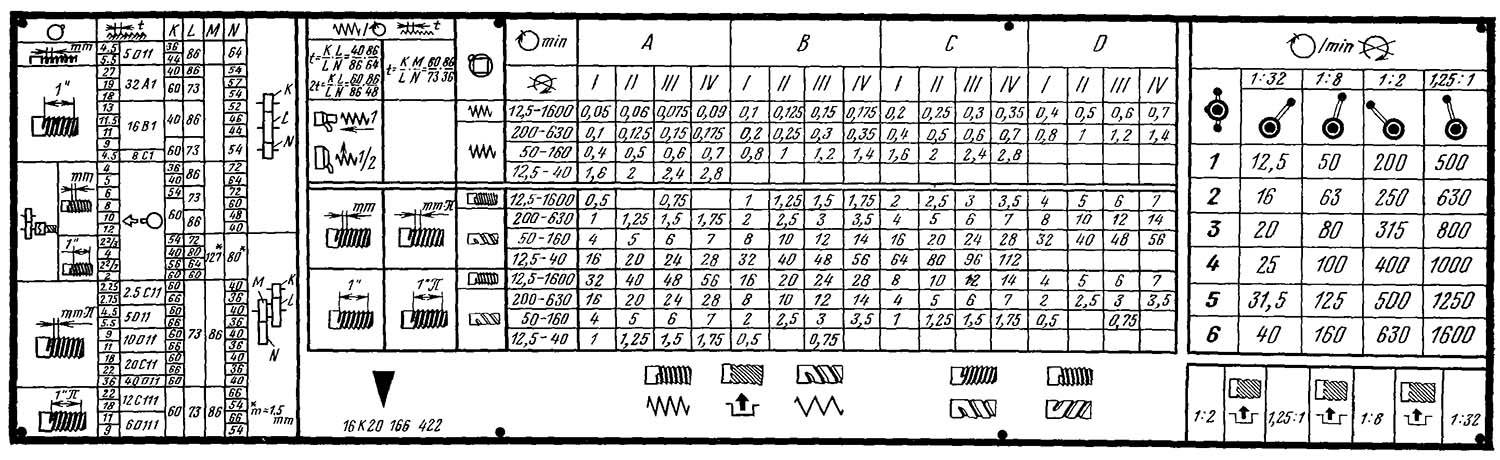
Подачи и резьбы токарно-винторезного станка С8С
Габариты рабочего пространства токарного станка С8С. Эскиз суппортаГабариты рабочего пространства токарного станка c8c Общий вид токарно-винторезного станка С8СФото токарного станка c8c Фото токарного станка c8c Фото коробки передач токарного станка c8c Фото коробки подач токарного станка c8c Расположение составных частей и органов управления токарным станком С8СРасположение составных частей и органов управления токарным станком c8c Перечень составных частей органов управления токарного станка С8С
Схема кинематическая токарно-винторезного станка С8СКинематическая схема токарного станка c8c Схема кинематическая токарно-винторезного станка С8С. Краткое описание основных узлов станка С8СЛевая многодисковая фрикционная муфта на приемном валу коробки скоростей — для прямого вращения шпинделя, правая муфта для обратного вращения. Шпиндель токарно-винторезного станка С8СШпиндель токарно-винторезного станка с8с Схема электрическая принципиальная токарно-винторезного станка С8СЭлектрическая схема токарного станка c8c Схема электрическая принципиальная токарно-винторезного станка С8С. Смотреть в увеличенном масштабе Читайте также: Производители токарных станков в России С8С Станок токарно-винторезный универсальный. Видеоролик.Технические характеристики токарного станка С8С
Список литературы:Связанные ссылки. Дополнительная информация | ПродукцияЗаказать Новости | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Сливен
Сливен
 .2000 об/мин
.2000 об/мин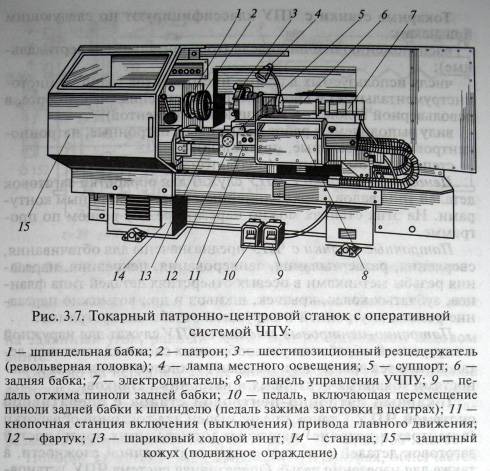 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .1300
.1300
 .12
.12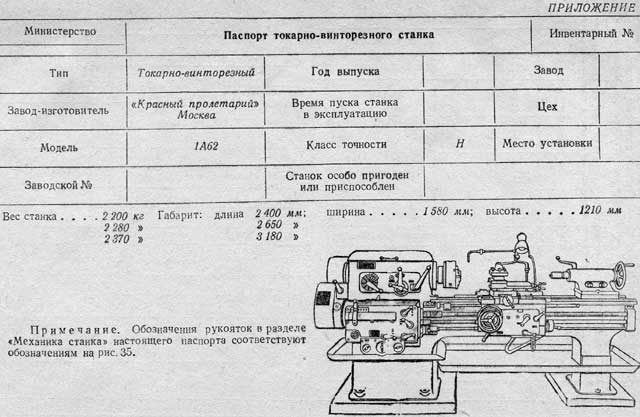 .112
.112 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988технические характеристики, описание основных узлов
Универсальный токарно-винторезный станок С8С был разработан в Болгарии в 1973 году. Серийно выпускался (по состоянию на 1997 год) двумя предприятиями – заводом механических машин в Сливене и Пазарджикским станкостроительным предприятием. Принципиальной разницы в конструкции и технологических возможностях оборудование, произведенное в Сливене и Пазарджике, не имеет.
Содержание:
- 1 Назначение
- 2 Детальное описание конструкции и узлов
- 2.
 1 Электрооборудование
1 Электрооборудование - 2.2 Коробка скоростей
- 2.3 Коробка подач
- 2.4 Суппорт
- 2.5 Шпиндель
- 2.6 Система охлаждения
- 2.7 Задняя бабка
- 2.8 Фартук
- 2.9 Привод главного движения
- 2.
- 3 Достоинства и недостатки
- 4 Технические характеристики
- 4.1 Кинетическая схема
- 4.2 Электрическая принципиальная схема
- 5 Правила эксплуатации, техника безопасности, паспорт
- 6 Где заказать и купить
Назначение
Токарный станок С8С может использоваться в серийном и мелкосерийном производстве деталей, требующих токарной обработки заготовок из металла или нарезания различных типов резьб. Может применяться в специализированном ремонтном производстве и для выпуска запасных частей.
Токарный станок С8С может производиться на бетонный фундамент, толщина которого не может быть менее 350 мм. Эксплуатация разрешается в закрытых отапливаемых помещениях, относительная влажность в которых соответствует диапазону значений 40…85%.
Токарный станок С8С предназначен для выполнения следующих операций механической обработки:
- Точение цилиндрических поверхностей.
- Нарезание метрической и дюймовой, а также специальной резьбы.
- Получение изделий с коническими наружными элементами.
- Внутреннее растачивание.
- Сверление отверстий.
Исходными материалами заготовок могут являться сталь, цветные металлы и сплавы, чугун, а также полимеры с пониженной хрупкостью (в последнем случае рекомендуется использовать увеличенные значения подач и скоростей резания).
Детальное описание конструкции и узлов
Разработчик предупреждает, что обладает правом вносить непринципиальные изменения в отдельные элементы схемы или детали, что не приводит к ухудшению качества работы токарного станка С8С и не усложняет его эксплуатацию.
Электрооборудование
Все элементы электрооборудования токарного станка С8С рассчитаны на подключение к промышленной питающей трёхфазной сети напряжением 380 В и частотой 50 Гц. Это напряжение подаётся на двигатель главного привода, двигатель насоса охлаждения и понижающий трансформатор. Последний используется при напряжения 12 В к осветительному оборудованию.
Это напряжение подаётся на двигатель главного привода, двигатель насоса охлаждения и понижающий трансформатор. Последний используется при напряжения 12 В к осветительному оборудованию.
С целью предотвращения несчастных случаев в электрической схеме предусмотрена защита элементов питающей цепи от короткого замыкания, а понижающий трансформатор оснащен предохранителями. Все кабельные проводки, находящиеся под напряжением, размещаются в электрошкафу управления, компоновка которого выполняется в соответствии с требованиями заказчика.
Перед началом эксплуатации токарный станок С8С должен быть заземлён.
Коробка скоростей
В зависимости от требования заказчика токарный станок С8С может оснащаться одно- или двухскоростным электродвигателем. В первом случае реализуется 12 скоростей вращения шпинделя (от 85 до 2000 мин-1), во втором случае – 24.
Коробка передач токарного станка С8С
Переключение требуемых скоростей вращения шпинделя – механическое, при помощи рукояток и ключа управления (только для двухскоростного электродвигателя). Расположение рукояток указывается на сопроводительной табличке. Во избежание аварии и преждевременного износа шестерён коробки скоростей категорически запрещается переключение при не полностью остановленном шпинделе.
Расположение рукояток указывается на сопроводительной табличке. Во избежание аварии и преждевременного износа шестерён коробки скоростей категорически запрещается переключение при не полностью остановленном шпинделе.
Коробка подач
Устройство механизма подач токарного станка С8С адаптировано под различные варианты обработки материалов, характеристики которых требуют различных диапазонов подачи режущего инструмента.
Конструкцией механизма предусмотрено наличие следующих элементов:
- Узла управления направлением резьбы – правая или левая;
- Гитары – устройства для изменения скорости подачи металлообрабатывающего инструмента с системой валов, на которых располагаются зубчатые шестерни;
- Рукояток настройки шага резьбы и подачи инструмента.
Коробка подач токарного станка С8С
Поясняющие таблички, указывающие различные функции управления коробкой подач, установлены рядом с соответствующими рукоятками.
Суппорт
Включает в себя технологическую часть с ходовым валом, где устанавливаются режущие инструменты, и опорную часть, имеющую направляющие пазы, позволяющие суппорту перемещаться вдоль передней панели станины.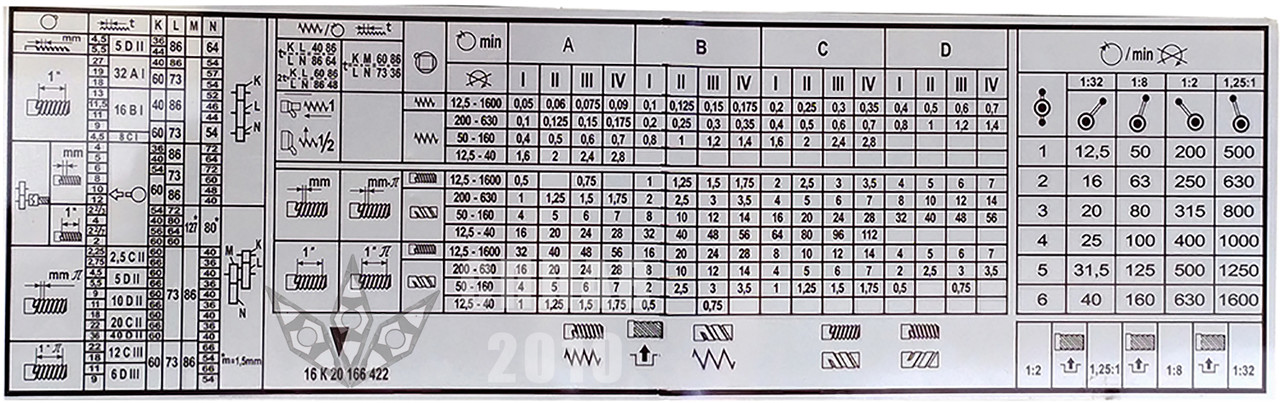 Автоматическое изменение скорости движения суппорта обеспечивается посредством управляющих рукояток.
Автоматическое изменение скорости движения суппорта обеспечивается посредством управляющих рукояток.
Габариты рабочего пространства токарного станка С8С. Эскиз суппорта
В случае нарезания резьбы перемещение суппорта производится через разъёмную гайку (которая располагается в корпусе суппорта) и ходовой винт, включение/выключение гайки – механическое, посредством рукоятки. Одновременное включение режима автоматической и ручной подачи исключается, поскольку конструкцией токарного станка С8С предусмотрен специальный блокировочный узел.
Шпиндель
Исполнение передней части шпинделя токарного станка С8С зависит от условий заказа. Оно может быть в виде стандартного трёхкулачкового патрона с плоской спиралью (согласно DIN55027/ISO702-III) или быстросъёмным креплением типа Camlock с кулачковым замком по USAS B-5.9-D1/ ISO702-II.
В первом случае зажимное устройство устанавливается на конус шпинделя и закрепляется зажимной гайкой, а во втором случае — при помощи раздвижных кулачков. Зажимные устройства рассчитаны на определённую скорость вращения шпинделя, превышать которую не допускается.
Зажимные устройства рассчитаны на определённую скорость вращения шпинделя, превышать которую не допускается.
Для быстрой остановки шпинделя при переключении направления его вращения предусмотрен ленточный тормоз.
Система охлаждения
Применение СОЖ ограничивает рост температуры рабочей части металлообрабатывающего инструмента, что увеличивает его стойкость. Система действует так. При включении электродвигателя насос выполняет забор СОЖ из бака ёмкостью 6 л, откуда охлаждающая среда по трубопроводу направляется в шланг, закреплённый на суппорте токарного станка С8С. Регулировка расхода и скорости подачи производится при помощи крана. При закрывании крана подачи электродвигатель системы должен быть отключён.
При выключении системы охлаждения избыток СОЖ возвращается в резервуар. Для обеспечения надёжности работы применяемые марки СОЖ должны отвечать требованиям ГОСТ Р 51779-2001.
Задняя бабка
Узел предназначен для удержания противоположного торца заготовки, обрабатываемой на токарном станке С8С. Задняя бабка скользит по направляющим станины и имеет неподвижный шпиндель, ось которого совпадает с осью основного шпинделя. Оснащается сверлильным патроном для сверления и других операций обработке отверстий.
Задняя бабка скользит по направляющим станины и имеет неподвижный шпиндель, ось которого совпадает с осью основного шпинделя. Оснащается сверлильным патроном для сверления и других операций обработке отверстий.
Регулировка месторасположения шпинделя производится при помощи маховичка, после чего (с целью предотвращения скольжения задней бабки по направляющим) корпус узла фиксируется замком. Разблокировка замка – рычажная.
Фартук
Фартук токарного станка С8С устанавливается на суппорт и используется в качестве корпуса крепления шестерён, рычагов и других элементов, которые предназначены для перемещения поперечных салазок. Наряду с суппортом фартук является ключевой составляющей каретки, которая применяется для направления резцов и других металлообрабатывающих инструментов.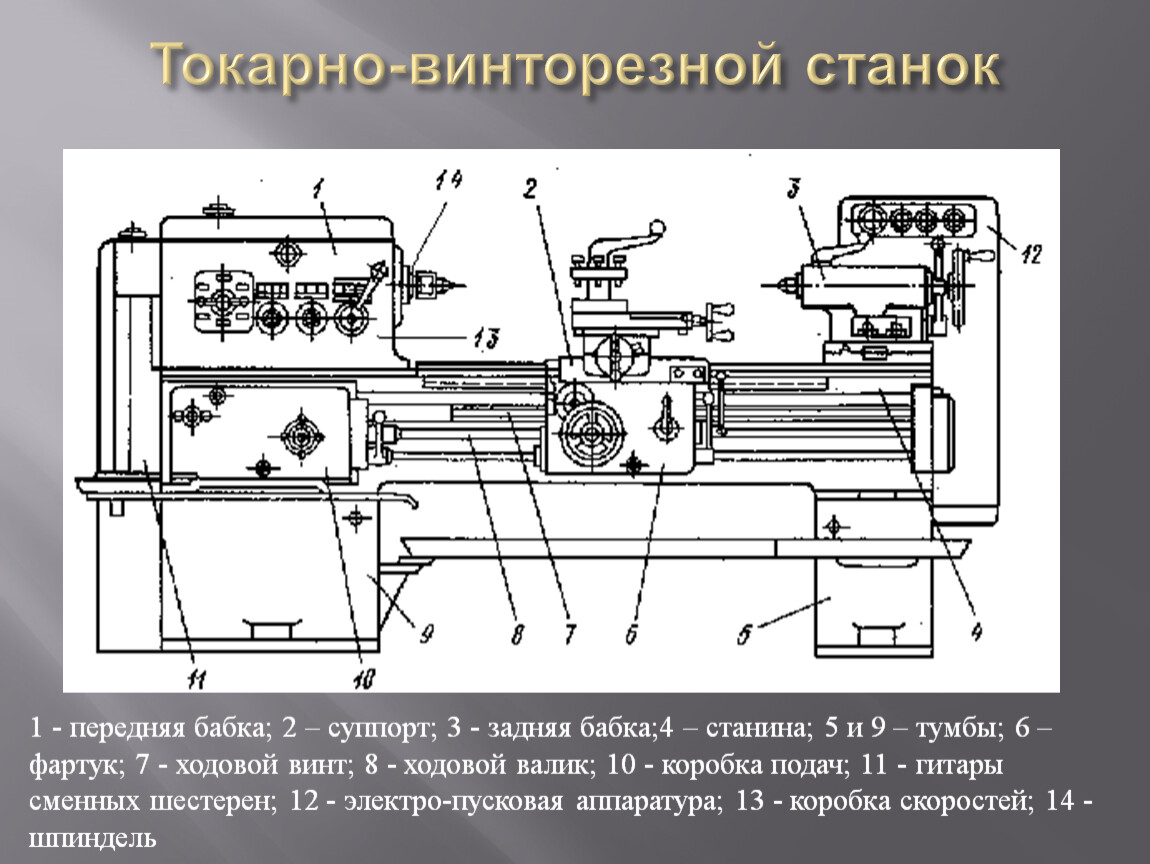
Необходимое усилие передается от шпинделя к ходовому винту через шестерни. Червяк фартука установлен на подающем стержне с помощью скользящей шпонки и входит в зацепление с червячной передачей, на оси которой закреплена другая шестерня, кинематически связанная с зубчатой рейкой.
Рычаг выбора подачи можно удерживать в нейтральном, верхнем и нижнем положениях, что позволяет выполнить ручную или автоматическую подачу каретки и механизма поперечной подачи.
Привод главного движения
Установлен на задней части левой тумбы токарного станка С8С и включает в себя электродвигатель и клиноременную передачу, которая передаёт крутящий момент на приёмный вал коробки скоростей.
Перед включением привода необходимо убедиться в наличии СОЖ. После этого подают напряжение к электрошкафу управления. При первом запуске проверяют направление вращения ременного шкива, которое должно происходить против часовой стрелки. Если это не так, подключение двух фаз напряжения меняют местами.
В режиме холостого хода главному приводу необходимо обеспечивать плавную работу коробки скоростей во всём диапазоне значений, предусмотренных технической характеристикой токарного станка С8С. Следует также периодически контролировать натяжение ремней передачи.
Достоинства и недостатки
Длительный опыт эксплуатации токарного станка С8С в условиях действующего производства выявил следующие его сильные стороны:
- Удобная система автоматической смазки всех трущихся механических зацеплений;
- Простота изменения скорости вращения заготовки и направления подачи режущего инструмента;
- Большое (до 48) число ступеней подач инструмента при нарезке резьбы;
- Наличие двух дисковых фрикционных муфт, обеспечивающих плавность переключения шестерённых пар коробки скоростей;
- Наличие люнетов, сверлильного патрона, резьбоуказателя и (за дополнительную плату) электродинамического тормоза;
- Габариты станка позволяют устанавливать его на стандартный слесарный верстак размерами в плане 2800×1200 мм, при допустимой нагрузке до 3200 кг.

Из ограничений отмечается сложность регулировки ленточного тормоза шпинделя, малая твёрдость направляющих суппорта. Есть и некоторые недочёты, касающиеся управления, например, отсутствие лимба задней бабки и сложность непосредственного применения лимба, отвечающего за подачу инструмента в продольном направлении.
Технические характеристики
Кинетическая схема
Электрическая принципиальная схема
Правила эксплуатации, техника безопасности, паспорт
По своему содержанию и уровню требований не отличаются от аналогичной документации для токарно-винторезных станков отечественного производства.
Скачать бесплатно. Болгарский токарно-винторезный станок С8С
В файле имеются данные по всем подшипникам, деталям, способам строповки, настройки, применяемым смазкам.
Где заказать и купить
Токарный станок С8С снят с производства, но его более современный аналог, с теми же возможностями и характеристиками (CU-235) можно приобрести в ЗАО «Гигант». Обеспечивается предпродажная подготовка и доставка оборудования в любую точку страны.
Обеспечивается предпродажная подготовка и доставка оборудования в любую точку страны.
шлифовальные машины | Токарные станки | Мельницы | электроэрозионные | Радиальные ручные дрели
Шлифовальные машины | Токарные станки | Мельницы | электроэрозионные | Радиальные ручные дрели — Kent Industrial USAБолее 22 000 проданных машин
От самых маленьких ремонтных мастерских
до производителей
Марсоход и Большой адронный коллайдер ,
У нас есть все для этого.
Плоскошлифовальные станки
Самые надежные плоскошлифовальные станки
Проверенные решения для шлифования для 40+ лет
Доступен полный диапазон размеров и моделей
для удовлетворения ваших потребностей
Прецизионные токарные станки
Полный диапазон размеров
Высокое качество и точность
Руководство и ЧПУ
Токарные станки
НОВАЯ серия Acu-Mill
Разработано для обучения
Реальные характеристики и характеристики.
Идеальные обучающие обрабатывающие центры с ЧПУ.
Руководство + токарный станок с ЧПУ
Обучение и поворот
Переход на токарную обработку с ЧПУ
Отличный выбор для первого ЧПУ
Разговорное программирование
Kent USA специализируется на предоставлении точных и надежных станков и решений для любого производственного предприятия. Мы предлагаем полный спектр плоскошлифовальных станков, токарных станков, фрезерных станков, электроэрозионных станков, радиально-консольных сверл и ленточных пил. Полные линейки станков с ЧПУ также предлагаются под нашим брендом Kent CNC. Компания Kent USA, расположенная в Тастине, штат Калифорния, неуклонно расширяет свой список опытных и ориентированных на клиента инженеров по продажам и поддержке. Послепродажная поддержка является одним из наших ключевых приоритетов. У нас есть хорошо зарекомендовавшая себя сеть местных дистрибьюторов по всей территории США, а также в некоторых регионах мира. Для более 40 лет , Кент, США, обеспечивает качество, ценность и сервис для своих клиентов – по всему миру продано более 22 000 машин .
Послепродажная поддержка является одним из наших ключевых приоритетов. У нас есть хорошо зарекомендовавшая себя сеть местных дистрибьюторов по всей территории США, а также в некоторых регионах мира. Для более 40 лет , Кент, США, обеспечивает качество, ценность и сервис для своих клиентов – по всему миру продано более 22 000 машин .
KTM-4VKF-E Коленный фрезерный станок с ЧПУ с управлением Acurite MillPwr G2
• Большой цифровой шпиндель R Дисплей PM с многооборотным регулятором скорости VR
• Цветной светодиод в реальном времени планка нагрузки шпинделя для контроля состояния нагрузки шпинделя
• Функция Smart-Range обеспечивает синхронизацию направления шпинделя и переключателя For/Rev при переключении между высоким и низким (задним ходом) диапазоном передач шпинделя
• Встроенные аварийные остановки на консоли ЧПУ и фрезерной головке для дополнительной безопасности для остановки подачи как шпинделя, так и стола ЧПУ при нажатии кнопки аварийной остановки на консоли или фрезерной головке
• Встроенная функция AMI для программируемого шпинделя и ручки коррекции скорости (подготовка)
• Интегрированная функция AMI для программируемого хладагента (подготовка)
• Интегрированная функция AMI для программируемых выходов AUX (m-code) (подготовка)
• Абсолютная обратная связь линейной шкалы по X (стол), Y (седло) и Z (пиноль) оси
• Бессенсорный шпиндельный привод/двигатель Vector EVS последнего поколения для быстрой и мощной обработки при однофазном или трехфазном питании
Подробнее >
Токарный станок, Köpings Mek S8S B4 — Аукцион PS — Мы ценим будущее
- Войти / Зарегистрировать учетную запись
- Дом
- Аукционы
Информация Перевозки Выставка Подобрать Тип аукциона
| Состояние товара | Обычный |
|---|
Токарный станок, Köpings Mek S8S B4.
В хорошем внешнем состоянии, механические испытания не проводились.
Посадочный патрон в комплекте.
Общая длина около 280см.
Какое-то колесо с трещиной.
Доставка недоступна для этого товара
Eskilstuna, Швеция
Просмотр не запланирован.
Вторник 9 Июнь 2020 08:00 UTC — 13:00 UTC
Нюстрандсгатан 27 63346 Эскильстуна, Швеция
Обратите внимание, это будет единственный вариант загрузки.
Некоторая помощь в подъеме/погрузке может быть предложена грузовиком или погрузчиком для тех предметов, которые требуют подъема.
В противном случае включите помощь перевозчика и инструменты для вашего поиска.
Приезжайте заблаговременно, время ожидания может увеличиться для помощи в подъеме.
Тема — Covid-19, соблюдайте дистанцию и не вступайте в ненужные контакты, если вы больны — отправьте агента или экспедитора забрать от вашего имени. Можно оставаться на улице в ожидании погоды.
Можно оставаться на улице в ожидании погоды.
Демонтаж
Компания закрывает некоторые из своих операций и нуждается в помощи в расчистке помещений и продаже оборудования, которое им больше не нужно. Это отличается от банкротства, поскольку это добровольная продажа.
История торгов
| Дата | Участник торгов | Стоимость |
|---|---|---|
| {{#if bid.currentUser}} Ты {{/если}} {{ставка.дата}} | {{bid.user}} | {{валюта bid. bid bid.currency}} {{#if bid.vat}}
без {{bid.vat}}% НДС
{{еще}}
включая невычитаемый НДС
{{/если}}
{{#if bid.reservationpriceMet}}
Резервная цена достигнута
{{/если}} bid bid.currency}} {{#if bid.vat}}
без {{bid.vat}}% НДС
{{еще}}
включая невычитаемый НДС
{{/если}}
{{#if bid.reservationpriceMet}}
Резервная цена достигнута
{{/если}} |
Три способа сделать ставку
Классический — Торги полностью обрабатываются системой. Цель состоит в том, чтобы всегда размещать ставку прямо над конкурирующими участниками торгов, но не более того. Служба торгов автоматически размещает ставки от вашего имени до максимальной ставки. Минимальные интервалы торгов варьируются между позициями.
Комфорт — Работает как классическая заявка, но с той разницей, что система учитывает текущую ставку и резервную цену. Хороший выбор, если вы знаете, что предложите высокую цену, но не хотите увязнуть в торгах ниже резервной цены.
Активный — Ставка будет сделана вами и будет обработана вручную. Хорошо использовать, если вы хотите сделать большую ставку с самого начала и выиграть весь аукцион, но требует внимания со стороны участников торгов на случай, если у другого участника торгов могут быть максимальные ставки.
Подробнее о функции торгов можно прочитать здесь.
Отправить по электронной почте
Подпишитесь на нашу рассылку, чтобы получать последние предложения
Мы используем Mailchimp в качестве нашей маркетинговой платформы. Нажимая ниже, чтобы подписаться, вы подтверждаете, что ваша информация будет передана в Mailchimp для обработки. Узнайте больше о политике конфиденциальности Mailchimp здесь.