Суппорт для токарного станка по металлу своими руками: Поперечный суппорт своими руками для самодельного токарного станка
Содержание
Устройство токарного станка по металлу
Главная » Оборудование » Устройство токарного станка по металлу
Статистика утверждает, что 60% всех металлических изделий, деталей и автономных приспособлений, неминуемо проходят стадию обработки на токарных станках. Самый простой токарный станок способен выполнять массу операций на наружных и внутренних поверхностях металлических заготовок, превращая их в готовую деталь с высокой степенью точность. С основами устройства токарных станков по металлу мы сегодня вкратце познакомимся.
Содержание:
Устройство токарного станка, 6 класс
Архитектура токарно-винторезного станка по металлу
Характеристики токарного станка
Как выбрать токарный станок по металлу
Устройство токарного станка, 6 класс
Основы обработки металлов резанием при помощи механических станков, механическую обработку металлов, каждый изучал еще в школе, правда на минимальном уровне, но все же знаний хватало для того, чтобы производить элементарные операции на простейших токарно-винторезных станках. Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Поэтому эти знания очень быстро устаревают. К примеру, токарно-револьверный станок с ЧПУ еще лет 20-30 назад был неизведанным механизмом, пришедшим из секретных лабораторий. Сегодня же практически каждый желающий может установит у себя дома любой токарно-винторезный станок самых разных размеров и самых разных конфигураций. Тем не менее, основные узлы и агрегаты остались неизменными, в чем мы сегодня убедимся.
Архитектура токарно-винторезного станка по металлу
Несмотря на то, что первые токарные станки, которые появились в конце 18 века, это были вполне самодостаточные устройства, которые позволяли и обрабатывать металлы на довольно высоком технологическом уровне, нарезать резьбу и выполнять более сложную работу. Первый из них появился в 1794 году и это уже было устройство, практически идентичное тем простым токарно-винторезным станкам, которыми мы пользуемся сегодня.
Основными узлами и элементами токарного станка металлу были и остаются:
Станина. Основа любого металлорежущего и деревообрабатывающего оборудования. От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
Шпиндельная бабка передняя. Основное предназначения шпиндельной бабки — фиксация и обеспечение вращения обрабатываемой детали. Тем не менее, многие станки сконструированы таким образом, что шпиндельная бабка может соединять в себе и коробку передач токарного станка, и устройство подачи обрабатывающей головки или суппорта. Как правило, передняя бабка выполнена в мощном корпусе, который жестко крепится к станине.
Задняя бабка. Это устройство обеспечивает крепление вращающейся детали соосно шпинделю и должно удерживать деталь в заданных координатах, а при необходимости осуществлять подачу дополнительного оборудования, в зависимости от модификации и типа станка.
Суппорт. Это один из самых главных узлов токарного станка, независимо от его предназначения и характеристик. Суппорт выполняет важнейшую функцию — он прочно удерживает и подает режущий инструмент в направлении обрабатываемой детали. Суппорт может быть полностью управляемый автоматикой, а может быть ручным. В зависимости от технического решения суппорта, функции токарного станка могут быть совершенно разными. Суппорт может подавать режущий инструмент в нескольких плоскостях сразу, что делает его незаменимым в изготовлении самых сложных деталей.
Вкратце, так выглядит архитектурная схема токарно-винторезного станка по металлу.
Характеристики токарного станка
Основные характеристики токарного станка по металлу должны обеспечить максимально возможное количество функций по обработке металла, при этом станок должен обрабатывать деталь самых разных размеров. В основном, станок по обработке металлов характеризуют такие показатели:
диаметр обрабатываемой детали;
длина обрабатываемой детали, обозначающаяся расстоянием между центрами задней и передней бабки;
максимально возможный диаметр обработки детали, а этот показатель зависит от конструкции суппорта.
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Читайте также Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
Токарный станок по металлу своими руками
В обработке металлов первое место уверенно держит токарная обработка. При этом процессе применяются как станки для токарных работ, так и инструменты, применяемые для обработки деталей на станках. Это процесс срезания слоя металла, толщиной согласно требованиям технологического процесса. К используемому инструменту относятся резцы, сверла и тому подобные режущие инструменты.
При этом токарная работа производится следующим образом: заготовка, которая закреплена в патроне с одной стороны и центровочной бабкой с другой стороны вращается, а инструмент, который держится вручную или закреплён в резцедержателе, производит снятие слоя стружки.
Процесс токарной обработки металла
При помощи токарного станка можно изготовить следующие типы изделий:
гайки различного диаметра и болты к ним;
валы различного назначения;
втулки;
различного вида и назначения кольца;
муфты;
стаканы;
конусы;
растачивать диаметры до необходимого.
При этом качество выполненных работ: шероховатость, класс точности и другие, зависят от мастерства токаря и от параметров самого токарного станка и допусков по обработке, которые заложены в нём.
Типовая конструкция токарного станка включает:
бабка передняя с размещённой в ней коробкой скоростей,
бабка задняя с продольными салазками;
шпиндель, на котором находится токарный патрон;
суппорт, на котором находится резцедержатель, а также поворотная плита;
станина, которая может отсутствовать у настольных станках;
электродвигатель;
коробка подач.
Применение токарных станков в быту
В последние десятилетия увеличилось количество умельцев, которые умеют и любят заниматься работами с металлом, применяя при этом небольшого вида токарные станки, которые в основном устанавливаются в гаражах или небольших мастерских, оборудованных в сарае в личном доме. Конечно, возможностей у таких станков меньше, чем у станков с ЧПУ, установленных в специализированных предприятиях, но свои функции они, обычно, выполняют.
Такие станки могут изготавливать детали небольшого размера и ограниченного ассортимента, только тела вращения, плюс производить сверление, рассверливание, торцевание, производить нарезку резьбы и тому подобные операции.
Работа на бытовых токарных станках
Такой станок не только удобно использовать дома, его можно установить и на утеплённой лоджии, но и может обеспечить и хорошую точность и качество изготовленных изделий.
Конечно, купить хороший станок купить по карману не каждому умельцу, поэтому мастера очень часто изготавливают самодельный токарный станок по металлу своими руками, тем более, что сделать это не очень сложно.
Как сделать токарный станок по металлу своими руками
При помощи самодельного устройства можно с успехом выполнять очень много операций по токарной обработке и изготовлению различных деталей. Так как цена на покупной хороший станок достаточно высокая, есть смысл потратить время и усилия на самостоятельное изготовление станка. Тем более, что изготовление простого настольного токарного станка по металлу своими руками, который не займёт много места, и при этом, применив для этого минимум покупных деталей и узлов, будет не так уж сложным.
Пример конструктивного решения для самодельного станка, собранного из всего, что было в наличии.
Чертежи для изготовления мини токарного станка по металлу своими руками можно или посмотреть в интернете или вычертить самому, если есть опыт. Можно посмотреть, как образец, из тех, что мастера выкладывают на сайтах и добавить что то свое. Можно упростить станок, убрав автоматическую подачу резца, применив ручную подачу.
Пример чертежа для изготовления мини – токарного станка своими руками
Например, взяв за основу такой чертёж, детали и узлы можно изготовить из тех материалов, что у вас есть в и что вы можете приобрести тем или иным способом.
Такой чертеж можно взять за основу для изготовление токарного станка по металлу своими руками
Можно сказать, что это один из самых простых моделей токарного станка.
Естественно, изготовить станину для токарного станка своими руками намного проще, чем, например, суппорт или заднюю бабку. Эти узлы должны иметь правильную центровку и точные угловые и линейные размеры. Иначе точных размеров при изготовлении деталей будет трудно добиться. Намного труднее изготовить узел с передней бабкой.
Начинать изготавливать станок нужно, как и любую машину, с рамы. От того, насколько правильно будут выдержаны углы в ней, и жесткости закрепления зависит правильность хода узлов. Можно изготовить раму и из деревянных брусков, но работать на такой раме можно будет только с небольшими деталями. Поэтому хорошая рама должна быть изготовлена из металлических уголков, причем соединять их можно как сваркой, так и при помощи болтового соединения. Можно также использовать и подходящий швеллер.
Направляющие валы можно переделать из старых использованных валов от заводских механизмов. Можно также использовать амортизационные стойки.
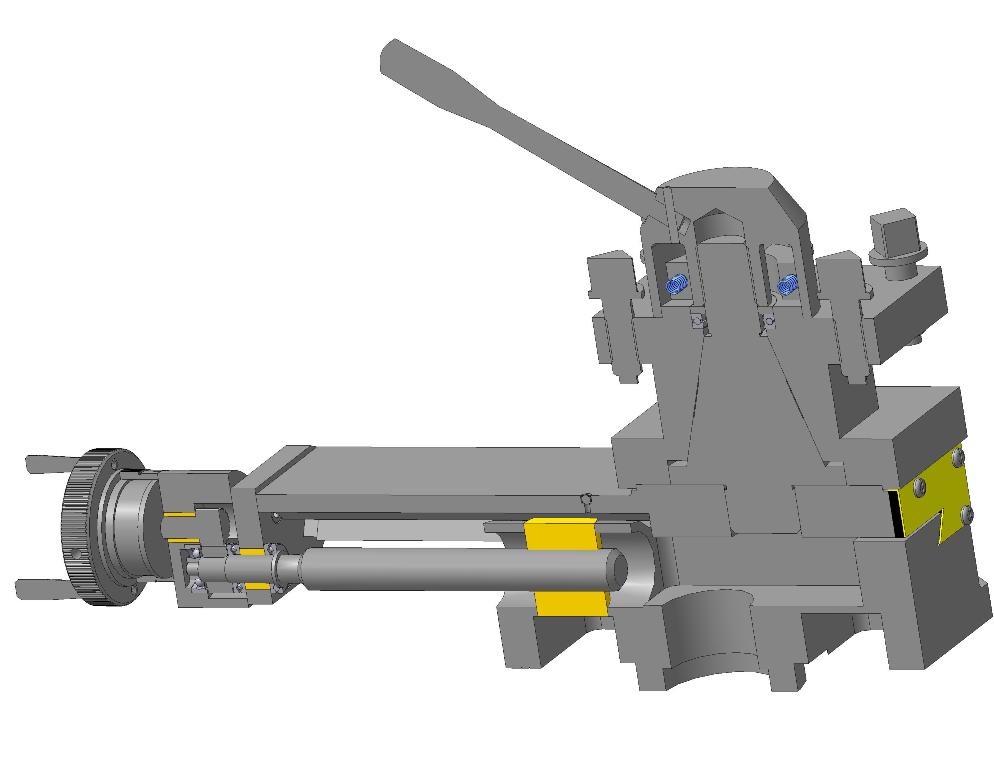
Задняя бабка от списанного оборудования
Используя толстостенную трубу, можно изготовить заднюю бабку. Центровочный конус лучше приобрести заводского изготовления. Винт подачи должен иметь резьбу, лучше нарезать мелкую самостоятельно, используя пруд подходящей длины и размера, который можно купить на строительном рынке. У официального дилера продается только опт. Не забываем о подшипниках качения, выбираем, по возможности, не самые бюджетные.
Суппорт, если есть возможность, можно позаимствовать у старого станка, можно переделать из фрезерного, главное, соблюсти его подвижность. В резцедержателе лучше использовать болты для прижима резцов.
Дело в том, что он не только зажимает резец, с его помощью происходит подача резца по специальным плоскостям, что позволяет получать детали с разной формой как снаружи, так и изнутри. Геометрия крепления и подачи очень важна, нужно предварительно расчертить его схему.
А вот с передней бабкой придется повозиться. Дело в том, что коробку передач самому изготовить практически невозможно, разве только позаимствовать редуктор. Но возможно установить для регулирования скорости систему шкивов с ремнями, при помощи которых можно регулировать скорость.
При изготовлении токарного станка по металлу своими руками, независимо, будет это совершенно маленький, настольный станок или его нужно будет устанавливать на специальную подставку – станину из чугуна. При работе на массивной станине вибрация будет гаситься, и инструмент не будет смещаться с выбранного положения.
Электродвигатель – это сердце станка и к его выбору нужно подходить ответственно. Его показатель – это мощность. От этого зависит величина заготовки, которую вы сможете обрабатывать. Для небольшого мини станка вполне будет достаточно мощности до 1000 Вт, для отдельно стоящего станка выбираем до 2000 Вт. Этого вполне достаточно для работ в домашней мастерской. Можно подобрать старый двигатель, предварительно сделав ему ревизию. Можно, если нет такой возможности, купить двигатель.
При решения вопроса со шпинделем преимущество отдаем покупному варианту или, взяв из списанного оборудования, что несомненно выгодней. Самому добиться такой прочности при изготовлении практически невозможно.
При этом действительно очень важно сделать технологически правильное подключение его к сети. Все контакты, будете вы к ним касаться или они будут скрыты кожухом, нуждаются в изоляции по всем правилам. Должен соблюдаться порядок подключения клемм. Если вы не специалист в этой области и сомневаетесь в чем то, для этого есть профессионалы. Электрик же не будет сам работать на токарном станке, он доверит работу вам. Так и вы, в таком вопросе обратитесь к электрику.
Итак: вы изготовили по чертежу раму, установили на ней валы. Их лучше фиксировать при помощи сварки. После этого устанавливаем движущие узлы: шкив совместно с суппортом, переднюю бабку и валы. Покрутили все, подвигали вручную – работает. Теперь устанавливаем электродвигатель и или коробку передач или ременные передачи. Зависит от того, какая у вас передача.
Испытываем.
Видео по вопросу изготовления станков
Видео о начальных работах по изготовлению токарный станок по металлу своими руками можно здесь:
Также можно посмотреть, как мастера изготовили токарный станок с ЧПУ по металлу своими руками
Внимание
покупателей подшипников
Уважаемые
покупатели, отправляйте ваши вопросы и заявки по
приобретению подшипников и комплектующих на почту или
звоните сейчас:
+7(499)403
39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Самодельный УЦИ для семикратного мини-токарного станка – MachinistBlog.

 Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.
Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.

 В основном, станок по обработке металлов характеризуют такие показатели:
В основном, станок по обработке металлов характеризуют такие показатели:

 Тем более, что изготовление простого настольного токарного станка по металлу своими руками, который не займёт много места, и при этом, применив для этого минимум покупных деталей и узлов, будет не так уж сложным.
Тем более, что изготовление простого настольного токарного станка по металлу своими руками, который не займёт много места, и при этом, применив для этого минимум покупных деталей и узлов, будет не так уж сложным.
 Центровочный конус лучше приобрести заводского изготовления. Винт подачи должен иметь резьбу, лучше нарезать мелкую самостоятельно, используя пруд подходящей длины и размера, который можно купить на строительном рынке. У официального дилера продается только опт. Не забываем о подшипниках качения, выбираем, по возможности, не самые бюджетные.
Центровочный конус лучше приобрести заводского изготовления. Винт подачи должен иметь резьбу, лучше нарезать мелкую самостоятельно, используя пруд подходящей длины и размера, который можно купить на строительном рынке. У официального дилера продается только опт. Не забываем о подшипниках качения, выбираем, по возможности, не самые бюджетные.

 ru
ru com
com