
Сварка для чайников самоучитель: Самоучитель по электросварке для начинающих. Технология сварки для начинающих
видео уроки по сварочным работам
Главная » Обучение для начинающих » Уроки электросварки инвертором для начинающих
Опубликовано: 20.03.2017
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Оглавление:
- Подготовка к сварочным работам
- Обучение электросварке
- Подключение электрода и зажигание дуги
- Отработка наклона и движения электрода
- Первый этап обучения: валики
- Сварные соединения
- Подведем итоги
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.

Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.

Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.

Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней.
 Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности; - Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сергей Одинцов
tweet
Научиться сварочным работам самостоятельно
Главная » Статьи » Научиться сварочным работам самостоятельно
Ручная сварка для начинающих — самоучитель по сварке дома
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.

- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как правильно варить электросваркой: гайд для начинающих сварщиков
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали.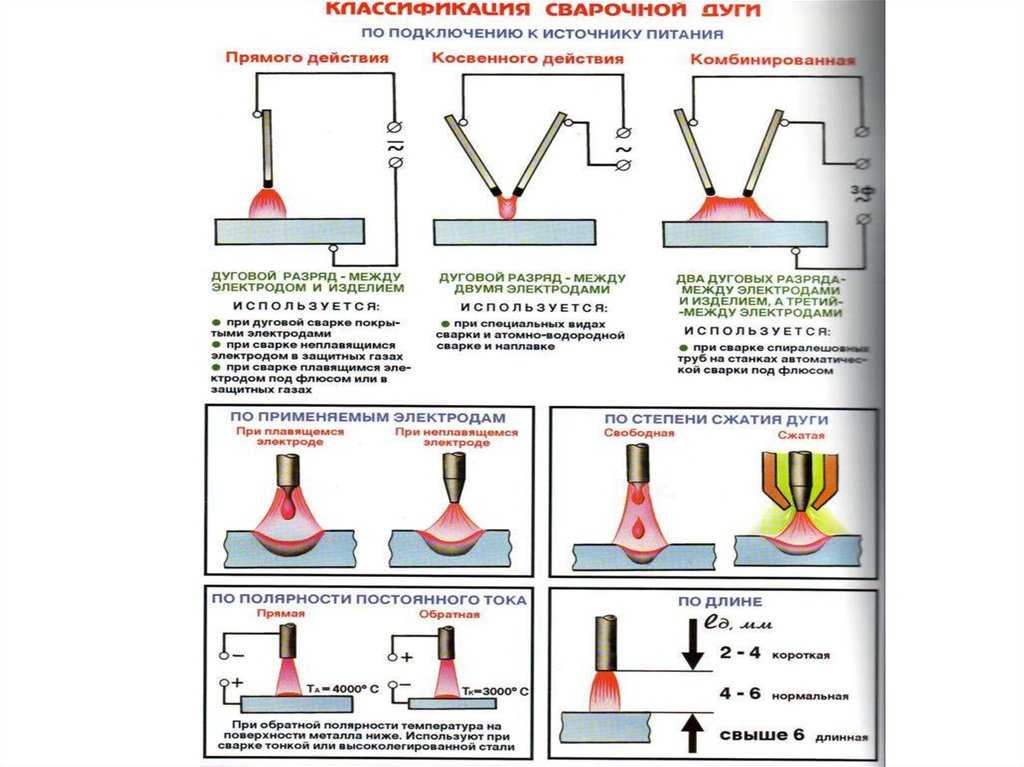 Поверх него расположен защитный слой шлака, который впоследствии убирается.
Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины.
 Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения. - Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- Тщательно очищаем деталь.
- Если торцы трубы деформированы, обрезаем или выправляем их.
- Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
aqua-rmnt.com
Как научиться варить сваркой — пособие для новичков
Самостоятельно научится владеть техникой получения сварочного шва достаточно несложно, а данный навык принесёт немало пользы. Хорошо изученный процесс позволит выполнять работы разного уровня сложности от сваривания двух материалов до изготовления мангала, скамеек, каркаса теплиц. Но перед реализацией задуманного необходимо изучить теорию, подобрать необходимое оборудование и материалы, просмотреть учебное видео и наконец-то приступать к практике.
Сварочный шов — самый простой, быстрый и надёжный способ соединения металлических деталей. Сварка используется не только в промышленности, но и доступна для начинающих мастеров. Начинать необходимо с простых приёмов и постепенно совершенствовать мастерство.
Подготовительный этап.
Прежде всего понадобится подобрать и приобрести необходимое для выполнения работ оборудование:
- сварочный аппарат
- электроды
- защитный щиток или так называемая маска сварщика
- рукавицы или защитные перчатки, костюм
Сварочные аппараты бывают нескольких типов: сварочный трансформатор, более сложный сварочный выпрямитель, наиболее подходящий сварочный инвертор. Сварочный инвертор — лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Электроды необходимы для подведения тока для сваривания ко шву и путём расплавления, благодаря высокой температуре, скрепляют детали. Профессионалы считают оптимальным для начинающих электроды- металлические стержни со специальной обмазкой диаметром 3 мм.
Защитный щиток бережет глаза сварщика от термальных ожогов, которые можно получить из-за воздействия яркого и опасного для зрения излучения, а лицо от раскаленных, разлетающихся в разные стороны брызг металла. Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт https://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт https://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Рукавицы выбирают из брезента, либо подойдут замшевые перчатки. ХБ и трикотажные не подойдут.
Как и во всём начинать необходимо с простого. Взять ненужный кусок металла, очистить его от ржавчины и загрязнений. Вставить электрод в держатель сварочного аппарата и выставить необходимый ток. Зажечь дугу несильными постукиваниями по материалу и выдерживать расстояние до детали от 3 до 5 мм. Электрод вести плавно, без прерываний, при этом совершая колебания между свариваемыми деталями. Отбить шлак от шва. Шов должен быть равномерным и без дефектов.
От постоянства зазора и его величины напрямую зависит качество шва. Получать первый опыт желательно под присмотром опытного сварщика, но и без него вполне можно получить положительный результат.
ruki-zolotye.ru
Как правильно научиться варить электросваркой.
Сегодня без сварочных работ не обходится практически ни одна отрасль промышленности. Сварка необходима на стройплощадках, при создании различных коммуникаций, в машиностроении, энергетике. В повседневной жизни сварочный аппарат пригодится, например, при возведении забора из сетки-рабицы, когда понадобится прикрепить заборную раму к столбу.
Профессиональный сварщик должен знать весь комплекс сварочных работ, начиная от начальной подготовки поверхностей и заканчивая зачисткой шва. Если же работа сварщиком не планируется, а желание научиться сварке самостоятельно есть, достаточно изучить некоторые основы и ключевые приемы работы.
Подготовка к сварке
Прежде всего, нужно определиться с необходимым оборудованием. Для начинающих сварщиков прекрасно подойдет сварочный инвертор – легкий переносной аппарат, позволяющий плавно регулировать параметры тока. Инвертор обладает высоким быстродействием и повышенной производительностью. Существуют также более тяжелые сварочные агрегаты – трансформаторы, выпрямители. Трансформаторы используются, когда нет необходимости в высококачественном сварном шве. В сравнении с аналогами инвертор более удобен и универсален, им можно варить как легкие алюминиевые сплавы, так и углеродистую сталь.
Существуют также более тяжелые сварочные агрегаты – трансформаторы, выпрямители. Трансформаторы используются, когда нет необходимости в высококачественном сварном шве. В сравнении с аналогами инвертор более удобен и универсален, им можно варить как легкие алюминиевые сплавы, так и углеродистую сталь.
Желающим узнать, как научиться варить инверторной сваркой, стоит приобрести необходимую экипировку. В первую очередь – маску сварщика, оберегающую глаза от возможных ожогов. Кожа рук защищается брезентовыми рукавицами. Рабочий костюм сварщика должен быть изготовлен из плотного материала. Идеально подойдет прочный и толстый брезент.
Перед проведением сварочных работ каждая из свариваемых поверхностей тщательно очищается от ржавчины. Зачищать можно шкуркой, наждачкой, болгаркой. После удаления ржавчины и грязи не возникнет проблем при розжиге дуги.
Для дуговой сварки понадобятся электроды. Их функция – подвести ток к сварочному шву. Чаще всего электрод – это проволока, изготовленная из плавящегося порошка. Для начинающих больше подойдут стержни, покрытые специальным плавящимся составом. Диаметр стержня – около 3 мм. Электроды, имеющие меньший диаметр, используются при соединении тонких металлических листов, а для большего диаметра требуется более мощное специализированное оборудование.
Для начинающих больше подойдут стержни, покрытые специальным плавящимся составом. Диаметр стержня – около 3 мм. Электроды, имеющие меньший диаметр, используются при соединении тонких металлических листов, а для большего диаметра требуется более мощное специализированное оборудование.
В комплекте с инвертором поставляются два провода. Каждый провод имеет на одном конце зажим. В один провод вставляется электрод, второй называют массой и крепят к детали, с которой нужно сваривать.
Начальные навыки
Перед тем, как научиться сваривать металл инвертором, стоит поучиться на плоской поверхности, в первую очередь ведению электрода по заготовке. Стержень нужно держать под наклоном в 70-75 градусов по отношению к обрабатываемой поверхности. Расстояние между металлом и дугой должно быть от 3 до 5 миллиметров. Оно должно быть постоянным, в противном случае шов будет с дефектами.
Очень важно правильно выставить ток. Для трехмиллиметрового электрода достаточно 80А. Если тока недостаточно, дуга погаснет. При переизбытке тока металл будет плавиться.
При переизбытке тока металл будет плавиться.
При подключении инвертора к бытовой электропроводке, предварительно стоит выяснить ее ключевые характеристики и параметры. В противном случае есть риск короткого замыкания и вследствие этого перегрева электропроводки.
Сварка поверхностей
После того, как начинающий сварщик научился варить вышеописанные валики, можно переходить к сварке двух поверхностей. Специалисты, знающие, как правильно научиться варить электросваркой, придерживаются определенного порядка выполнения сварочных работ:
1. Электрод, предварительно подготовленный к работе, устанавливается в держатель первого провода.
2. Зажим другого провода крепится на деталь, где будет проходить сварка.
3. Зажигается дуга. Для этого достаточно легонько постучать электродом по металлу.
4. Электрод ведется вдоль стыка металлов. Здесь не нужно спешить, самое главное – аккуратность. В отличие от ровной поверхности, где электрод нужно было вести по прямой, здесь необходимо совершать возвратно-поступательные движения.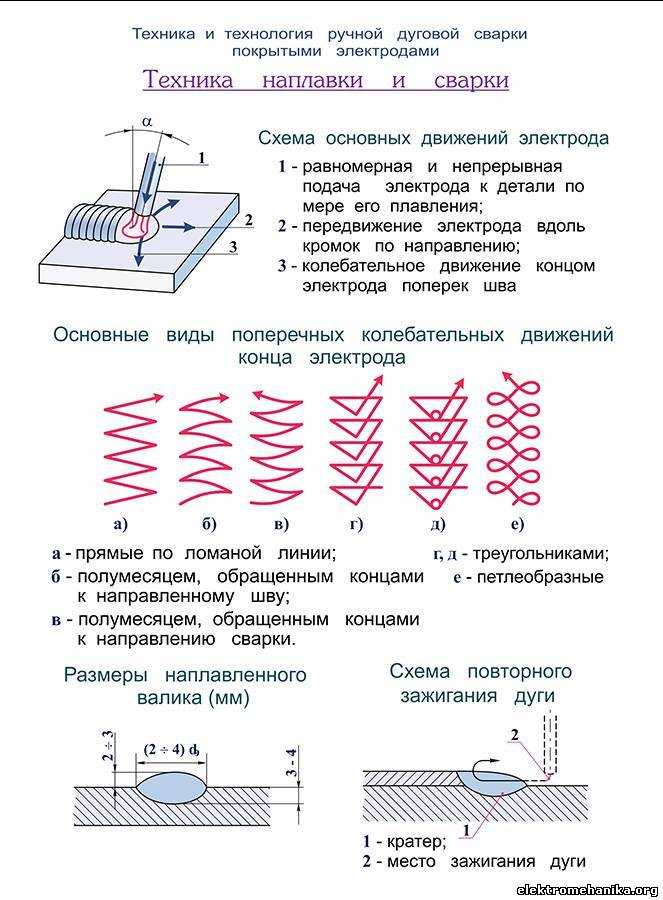
5. После прохождения небольшого участка стоит остановиться и взглянуть на проделанную работу. В случае надобности образовавшийся шлак удаляется молотком либо щеткой.
6. Если качество работы устроило, можно продолжать варить.
Итогом вышеприведенных действий станет сварочный шов. Не идеальный, для этого начинающему сварщику не хватит профессионализма. Но со временем необходимый опыт придет.
Каждый может как научиться варить электросваркой самостоятельно, так и постоянно пользоваться услугами специалистов. Однако если человек научился варить, он будет меньше зависеть от посторонних людей. С опытом придет и умение варить потолочные швы, угловые соединения и прочие сложные вещи.
Оцените пожалуйста статью:
(21 голосов, средняя оценка: 4,05 из 5)
svarkahome.com
Cварка инвертором для начинающих.
 Основы.Уроки и техника
Основы.Уроки и техника
25 сентября, 2013. Прочитано 199585 раз(а)
Содержание
- 1 Перед началом сварки инвертором или азы электросварки
- 2 Инвертор: внешний осмотр оборудования
- 3 Азы электросварки
- 4 Урок по сварке инвертором для начинающих (пошаговая инструкция)
- 5 Контроль дугового промежутка
- 6 Как правильно сформировать сварочный шов и какие бывают дефекты
- 7 Прямая и обратная полярность при сварке инвертором
- 8 Влияние скорости подачи электрода
- 9 Влияние силы тока
- 10 Сварочный процесс инвертором тонких металлических листов
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.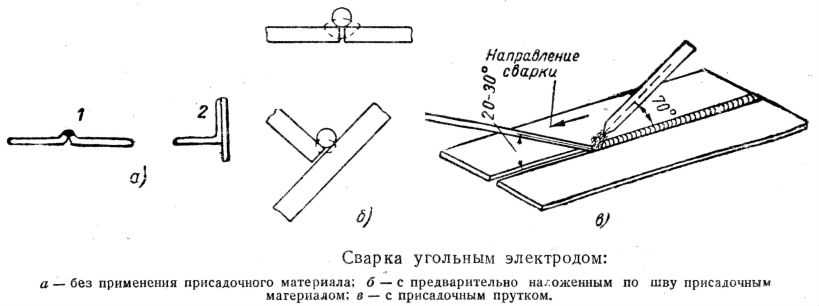
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
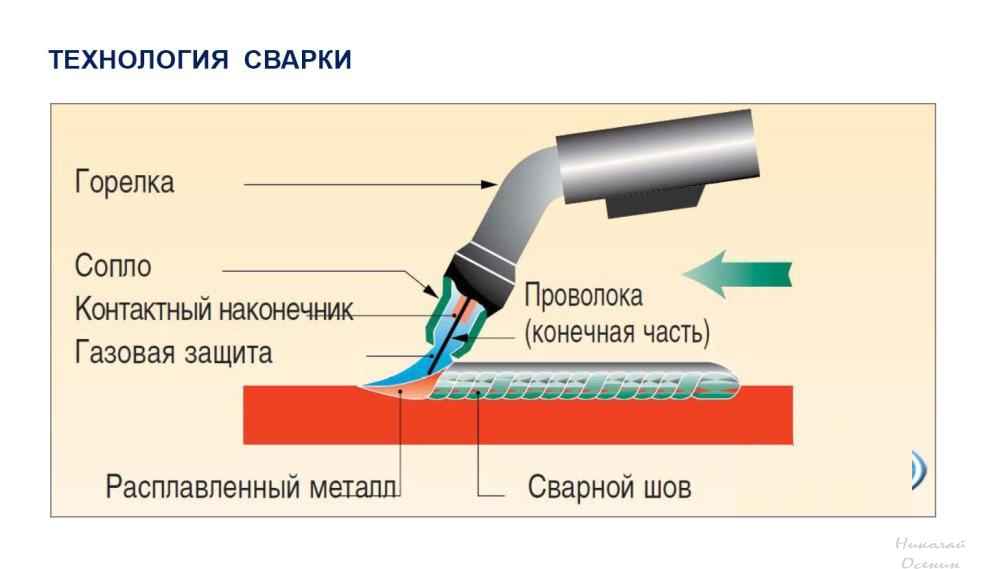
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки.
 Уберите все лишнее куда могут попасть брызги.
Уберите все лишнее куда могут попасть брызги.Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
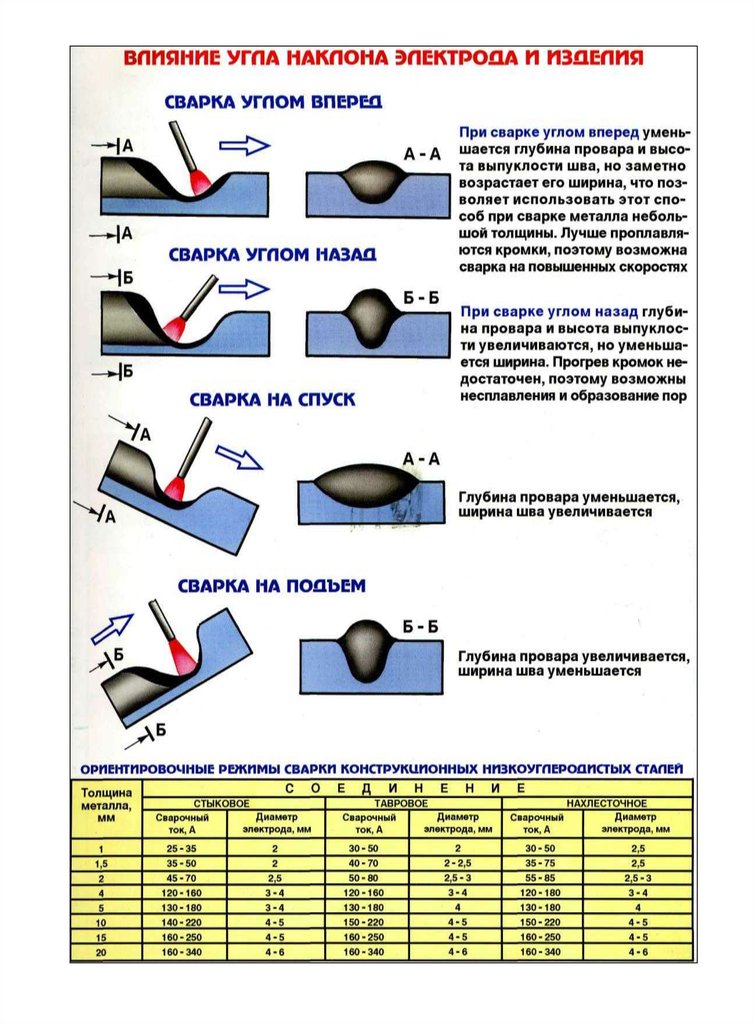
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки — движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
- Если вы хотите, чтобы сварочный шов на металлическом листе получился максимально качественным и на листах не образовались дыры, нужно следить за тем, чтобы при сварочном процессе вам был виден шов.
Обучение сварочному делу начинайте со сварки в нижнем положении. Освоив процесс, переходите к сварке кольцевых швов и только потом приступайте к вертикальным.
Проще всего соединение осваивать при размещении пластин внахлест. В этом случае вы гарантировано не приварите лист металла к столу.
При выполнении соединений угловых и в тавр очень трудно сделать качественный шов, наблюдается слив металла на одну из сторон. Можно упростить работы, расположив детали «в лодочку», рисунок б).
Вертикальные швы выполнить очень тяжело. Для информации: они наносятся снизу вверх.
Все дефекты устраняются ремонтом. Для этого удаляют участок шва и накладывают шов еще раз. Или подваривают участок шва.
Для того чтобы полностью проварить толстый металл, на нем выполняют разделку кромок, по простому делают фаску.
И между кромками выдерживают небольшой зазор от 0,5 мм.
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
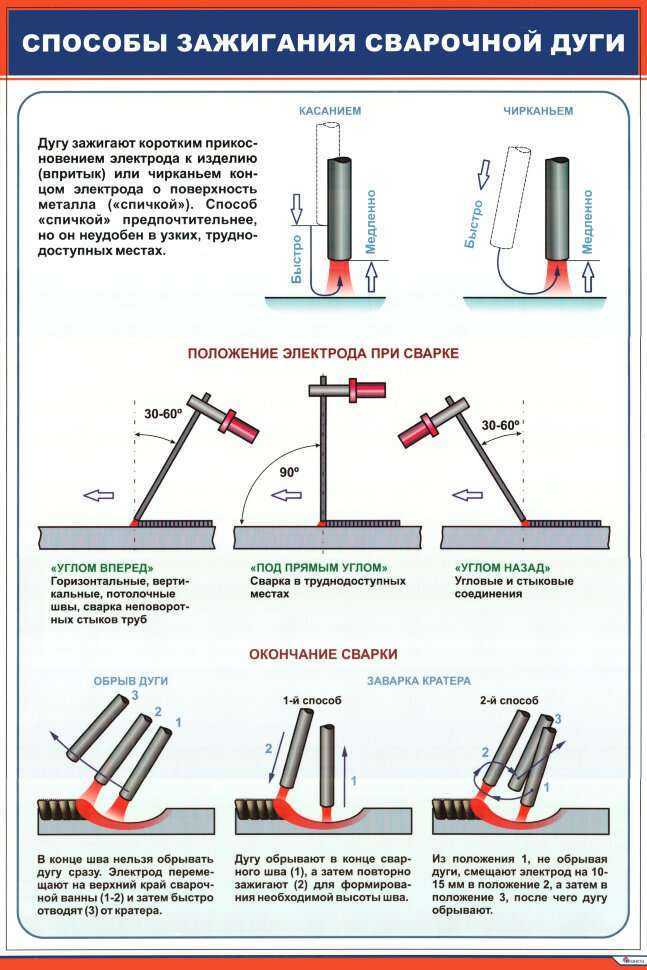
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьи
- Основные правила сварки
- Кислородно ацетиленовая сварка и оборудование для нее. Способы сварки
- Особенности производства сварочных соединений и швов инвертором
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Учебник для начинающих по импульсной сварке
Подробности
- Подробности
- Опубликовано 31.03.2019 10:58
- Просмотров: 2487
В тех случаях, когда требуется высокая скорость осаждения, импульсная сварка снижает тепловыделение даже при использовании порошковой проволоки. Поскольку ток дуги является импульсным, общий средний ток ниже, чем у обычной распылительной дуги.
Сварка толстых металлов крупными соединениями, которые обычно встречаются в тяжелой промышленности и производстве оборудования, часто требует процесса, который может привести к высокой скорости осаждения. Двумя наиболее распространенными процессами являются газовая дуговая сварка распылением (GMAW) и дуговая сварка под флюсом (SAW). Хотя оба процесса имеют много преимуществ, они имеют один недостаток — они ограничены сваркой в плоском и горизонтальном положениях.
В реальном мире жизнь не плоская. Соединения расположены в разных местах и труднодоступны, или невозможно повернуть крупные детали и узлы, требуемые для этого типа изготовления. Импульсная сварка может обеспечить надежный вариант для этих ситуаций.
Как вы определяете, какой метод лучше всего подходит для вашего приложения?
Что такое дуговая сварка под флюсом?
Во время SAW слой флюса покрывает дугу и сварное соединение. В то время как процесс обеспечивает гладкий, законченный сварной шов без брызг и практически без дымового покрытия, именно флюсовое покрытие делает его возможным только для плоских или горизонтальных соединений. Дополнительные недостатки включают в себя дорогое и большое оборудование, а флюс и шлак могут быть грязными.
Покрытая дуга снижает вероятность возникновения дуги, что делает ее более безопасной для зрения сотрудников, но также ограничивает обзор оператора готовой детали и устраняет непосредственную возможность регулировки среднего процесса дуги. После снятия шлака, обнажится сварной шов, и оператор может внести необходимые изменения.
Этот тип сварки может быть лучшим выбором для некоторых применений, но в ограниченных пространствах размер оборудования и необходимость маневрировать деталями могут не позволить доступ к сварному соединению.
Что такое дуговая сварка распылением?
Сварка распылительной дугой имеет те же ограничения положения, что и SAW, но по разным причинам. В аэрозольной дуге капельное нанесение происходит так же, как и звучит, посредством распыления. Дуга создает постоянный поток крошечных капель, что приводит к образованию более жидкой сварочной ванны. Гравитация помогает процессу в горизонтальном положении, но в любом другом положении лужа может сместиться до затвердевания сварочной ванны. В горизонтальном или плоском положении распылительная дуга имеет отличные профили проникновения, может укладывать много материала и обеспечивает высокую скорость движения. Использование проволоки с флюсовой сердцевиной может помочь удерживать сварочную ванну на месте, но для удаления шлака требуется очистка после сварки.
Порошковые проволоки являются еще одним вариантом сварки с высоким напылением, но они дороже, чем сплошная проволока Многие производители используют порошковую проволоку или проволоку с металлическим сердечником из-за их способности сваривать «более грязные» стали — с более высоким уровнем окалины, ржавчины или масла. Одной из проблем при использовании порошковых проволок является количество выделяемых ими паров. Исследования показывают, что сварочные газы, такие как марганец, оксид железа и шестивалентный хром, могут вызвать серьезные проблемы со здоровьем, требуя дорогостоящих систем удаления дыма или сварки снаружи, где пары могут рассеиваться. Переключение на сплошную проволоку уменьшит образование дыма, но сварка с помощью импульса значительно уменьшает образование дыма.
Что такое импульсная сварка?
Импульсная сварка представляет собой модификацию процесса распыления дуги, которая изменяет электрическую мощность источника питания для формирования и отделения одной капли за раз. Как только капля сформирована в более высоком пиковом токе, выходная мощность уменьшается, и капля отделяется, выталкивая расплавленный металл в сварочную ванну. Точное увеличение и уменьшение уменьшает подвод тепла и разбрызгивание без ущерба для правильного проникновения. В зависимости от формы волны или синергетической линии этот процесс может происходить до 400 раз в секунду.
GMAW с импульсным режимом стал стандартом для сварки с низким подводом тепла и низким разбрызгиванием для многих применений. Новые адаптивные источники питания могут быть дешевле, чем машины SAW, и часто могут интегрировать импульсные возможности в машины, которые сваривают со стандартной распылительной дугой. Современные источники питания с импульсной способностью могут быть такими же компактными, как маленький чемодан, что устраняет необходимость в громоздкой системе вспомогательной дуги при сохранении высокой скорости перемещения. Импульсная сварка — это точный процесс без грязного флюса, который дает мало брызг и мало дыма.
Импульсная сварка для интенсивного осаждения снижает общую температуру, даже с порошковыми проволоками. Поскольку ток дуги является импульсным, общий средний ток ниже, чем у обычной распылительной дуги, обеспечивая меньший подвод тепла. В большинстве применений импульс имеет отличные профили проникновения, но некоторые требуют специализированных процессов для наилучшего сварного шва.
При выполнении сварки алюминия в тяжелых условиях рекомендуется использовать импульсную сварку проволокой большого диаметра. Увеличенный объем сварного шва с 3⁄32-в. проволока уменьшает количество необходимых сварочных проходов, увеличивая скорость сварки до 20 процентов.
Так почему же большинство производителей не используют сплошную проволоку с импульсной сваркой для работ с высоким напылением? Ответ прост: существует слишком мало информации о процессе тяжелого изготовления. Многие полагают, что для этого требуется специальное оборудование или что его сложно настроить, требуя опытных специалистов по сварке. С современными сварочными инверторами это не так. Фактически, несколько вариантов на рынке позволяют использовать несколько процессов и предлагают синергетическую функциональность для легкой настройки параметров.
Иногда импульсная сварка не лучший ответ. Когда для применения требуется провод с сердечником из флюса, преимущества импульса незначительны. За исключением проволоки с сердечником из Т-5, большинство из них не улучшают сварочные характеристики с использованием импульсной дуги. При использовании стальной проволоки длиной более 20 см пиковый ток, необходимый для создания капли, становится чрезвычайно высоким, поэтому требуется стандартный процесс распыления дуги. Но в большинстве случаев он чистый, быстрый, экономичный и может использовать оборудование, которое может быть в наличии.
Расширенные импульсные процессы и другие опции. Новые усовершенствованные процессы еще больше модифицируют импульс, чтобы обеспечить неизменно лучшее проникновение с меньшим подрезанием. Эти процессы стабилизируют проникновение и длину дуги, добавляя элементы управления, которые автоматически останавливают изменение тока при изменении расстояния от контакта наконечника до детали. Стабилизируя ток путем изменения расстояния, операторы могут устранить такие проблемы, как отсутствие сварки и прожога. Некоторые машины активно регулируют напряжение и ток посредством движения проволоки во время сварки, чтобы стабилизировать профиль дуги и проникновения, внося незначительные изменения в приложение, чтобы обеспечить стабильно сплошные сварные швы.
Современные импульсные машины обеспечивают высокое напыление во время сварки несколькими способами. При использовании импульсной сварки сплошной проволокой операторы могут увеличить выбег, чтобы добиться более высокого осаждения при меньшем подводе тепла. Вместо сварки с выводом 1.5 см они могут использовать 2.5 или 3.5 см. Более высокий выброс снижает средний ток для увеличения скорости проволоки, используя тот же ток, что и у более короткого стержня. для более высокого осаждения с тем же подводом тепла.
При выполнении сварки алюминия с тяжелым напылением операторы должны рассмотреть возможность использования импульсной сварки с проволокой большого диаметра, что обеспечивает преимущества как в плане экономии времени, так и затрат. Увеличенный объем сварного шва из проволоки большого диаметра сокращает количество необходимых сварочных проходов, увеличивая скорость сварки до 20 процентов.
Увеличение скорости осаждения с двойным проводом
Другой альтернативой для увеличения скорости осаждения является двухпроводная или двухпроводная. Двухпроводная сварка использует две дуги одновременно. Импульсы смещены на 180 градусов, чтобы максимизировать стабильность процесса. Кроме того, одна дуга может пульсировать, в то время как другая работает при стандартном постоянном напряжении или распылении. Этот процесс предлагает много преимуществ для сварки с высокой степенью осаждения, включая увеличенную скорость перемещения.
Кривая обучения импульсной сварки
Поскольку импульсная сварка более не требует особых усилий, большинство сварщиков могут использовать ее независимо от уровня своего опыта. Они могут избавиться от долгих часов под капотом, чтобы научиться делать более сложные сварные швы, потому что эти сварные швы уже не так хлопотны. У более опытных сварщиков теперь есть время сосредоточиться на сложных сценариях сварки, в то время как новички приобретают уверенность и навыки.
Универсальность оборудования — ключ к успеху
Универсальность современного сварочного оборудования — благо для тяжелой промышленности. В дополнение к передовым импульсным процессам, сварочные аппараты также могут выполнять распыление и стандартный импульс. Синергетические линии настроены на использование всех типов проводов, в том числе порошковых, с импульсным процессом.
Читайте также
- < Назад
- Вперёд >
Добавить комментарий
Сварка для чат-шпаргалки на чайники
БА: Стивен Роберт Фарнсворт и
Обновлен: 02-23-2022
Из книги: Сварка для Dummies
Сварка для Dummies
.
Устранение проблем, связанных с пористостью сварного шва
Пористость сварного шва — это наличие крошечных полостей в свариваемом металле. Пористость может вызвать всевозможные проблемы со сварными швами, поэтому вы должны устранить причины вашей пористости до того, как они повлияют на ваш проект.
Пористость бывает двух видов. Поверхностная пористость, как можно догадаться, возникает на поверхности металла. Вы можете обнаружить пористость поверхности невооруженным глазом. Другой вид пористости — подповерхностная пористость . Это происходит внутри металла, и вы можете найти его только с помощью внутренних детекторов.
Вот несколько наиболее распространенных причин пористости сварных швов и решения, которые можно использовать для ограничения пористости сварных швов.
Причина: Загрязнения на поверхности металла.
Решение: Тщательно очистите металл перед сваркой. Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.
Причина: Избыток защитного газа.
Решение: Используйте правильное количество защитного газа. Обычно вы можете найти эту информацию в руководстве по эксплуатации вашего сварочного аппарата или в литературе, поставляемой с вашими электродами или электродной проволокой.
Причина: Влажные электроды.
Решение: Храните электроды в чистом, сухом месте. Не допускайте их контакта с воздухом (или, конечно, с жидкой водой) перед использованием.
Причина: Материал опорного стержня не соответствует свариваемому металлу.
Решение: Если вы используете опорный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
Устранение шлаковых включений при сварке
Во время сварки вы, вероятно, столкнетесь с шлаковыми включениями (посторонние материалы, попавшие в металл сварного шва через непрерывные или случайные промежутки времени). Чаще всего это шлак, неметаллический твердый материал, попавший в сварной шов или между сварным швом и основным металлом.
Одной из наиболее распространенных причин шлаковых включений является наличие покрытий на некоторых металлах. Алюминий, например, часто покрывают оксидом алюминия, который быстро образуется, когда алюминий подвергается воздействию воздуха. Эти оксиды могут попасть в сварной шов, когда вы работаете с алюминием, и единственное решение — тщательно очистить алюминий от оксидов перед началом сварки. (То же самое относится и к другим покрытиям на других металлах.)
Медные опорные стержни являются еще одним распространенным источником шлаковых включений. Медь может расплавиться и попасть в сварной шов. Если вы используете медную подложку и хотите избежать шлаковых включений, внимательно следите за проваром (глубина сварного шва) — не делайте шов слишком глубоким.
Предотвращение неполного сплавления между сварным швом и основным металлом
Неполное сплавление — это отсутствие проплавления или сплавления между металлом сварного шва и 0021 Основной металл шт. Сварные швы с неполным проплавлением являются слабыми и в лучшем случае некачественными сварными швами (если не просто опасными).
Вот несколько наиболее распространенных причин неполного слияния и решения, которые помогут вам избежать этой проблемы.
Причина: Недостаточно наплавленного материала для заполнения сварного шва.
Решение: Продолжайте делать проходы с помощью сварочного аппарата, пока не заполните сварной шов полностью наплавленным металлом. Не останавливайтесь, пока работа не будет сделана!
Причина: Зазоры между сварными швами или промежутки в корне (конце) соединения.
Решение: При выполнении сварочного прохода убедитесь, что наплавленного металла достаточно, чтобы полностью заполнить пространство между предыдущим валиком и тем, над которым вы работаете. Также убедитесь, что вы нанесли наплавленный металл до самого конца соединения, и если на конце есть кратер, заполните его.
Причина: Грязные поверхности.
Решение: Прежде чем приступить к сварке, убедитесь, что металлы чистые, на них нет ржавчины и жира. Затем, в промежутках между сварочными проходами, очистите сварной шов, чтобы гарантировать, что шлак (захваченный материал) из предыдущего прохода не попадет в последующие проходы.
Сведение к минимуму чрезмерного разбрызгивания при сварке электродом и сварке MIG
Брызги состоят из маленьких кусочков металла, которые вылетают из зоны сварки сварочной дугой. Чрезмерное разбрызгивание может привести к некачественному сварному шву и сварке MIG, загрязнить зону сварки и вызвать проблемы с видимостью (особенно при наличии искр и дыма).
На самом деле вы не можете полностью избежать брызг, и они гораздо чаще встречаются при сварке электродом и дуговой сварке, чем при сварке tig. Причины чрезмерного разбрызгивания, возникающие при сварке электродом, отличаются от причин, которые являются частью процесса сварки MIG. Вот краткий обзор различий.
Чрезмерное разбрызгивание при сварке электродом обычно указывает на слишком большую длину дуги. Попробуйте уменьшить длину дуги и помните об общем правиле длины дуги при сварке электродом: длина дуги не должна превышать диаметр металлического сердечника электрода.
Если ваш электрод имеет сердечник диаметром 1/8 дюйма, поддерживайте длину дуги на уровне 1/8 дюйма или около него. Это должно помочь сдержать брызги.Одной из наиболее распространенных причин чрезмерного разбрызгивания во время сварки MIG является использование слишком большого количества проволоки. Если во время сварки MIG повсюду появляются брызги, попробуйте снизить скорость подачи проволоки. Если это не сработает, чрезмерное разбрызгивание может быть результатом дугового удара , , который возникает, когда магнетизм в вашем основном металле влияет на качество вашей дуги. Чтобы избежать дугового разряда, попробуйте приварить к зажиму заземления. Если это не поможет, переключите сварочный аппарат на переменный ток.
Об этой статье
Эта статья взята из книги:
- Сварка для чайников,
Об авторе книги:
Стивен Роберт Фарнсворт — сертифицированный инспектор по сварке и инструктор с более чем 20-летним стажем. все способы сварки. Ранее он служил сварщиком в ВМС США.
Эту статью можно найти в категории:
- Профессиональная, техническая и инженерная карьера,
Сварка для начинающих / Сварка для начинающих
Заинтересованы в сварке для начинающих? Или вы просто хотели научиться сваривать как новичок?
Какие основные шаги необходимо знать начинающему сварщику? Ну, я тебя прикрыл.
Сварщики несут ответственность за изготовление, техническое обслуживание и ремонт всех видов вещей в этом мире. Без них у нас не было бы машин, самолетов, супермаркетов и многого другого!
Итак, хотите ли вы заняться сваркой в качестве хобби или планируете зарабатывать этим на жизнь, это руководство для начинающих по сварке — это то, с чего стоит начать.
Содержание
Что такое сварка?
Сварка — это тип производственного процесса, при котором по крайней мере две детали соединяются под воздействием тепла, давления или того и другого.
Обеспечивает прочное соединение, как только детали остынут.
Как вы знаете, сварка обычно выполняется на металле и термопластах, , но используется и на дереве!
Когда соединение завершено, оно обычно называется «сваркой». Если вы хотите попасть в отрасль, это отличный язык, который нужно знать, чтобы вы могли присоединиться ко всем шуткам, связанным со сваркой, и отраслевым разговорам.
Детали, которые соединяются при сварке, называются «основными материалами».
Материал, добавляемый для обеспечения возможности соединения этих частей, известен как «наполнитель», но иногда его также называют «расходным материалом».
Вы определенно столкнетесь с этими терминами во время своего сварочного приключения.
Полезно отметить, что некоторые материалы считаются «неподдающимися сварке», в то время как для эффективной сварки других требуются очень специфические процессы или методы.
Какой вид сварки проще всего освоить новичку?
Сварка МИГ — это самый простой вид сварки, с которого следует начать обучение новичку. Почему? Потому что в нем используется сплошной проволочный электрод, подаваемый через сварочный пистолет.
Вам не нужно постоянно менять его, как при сварке электродом, и вам не нужно слишком беспокоиться о защитном газе, когда все настроено.
Внедрение этого типа сварки позволило всем, от любителей до профессионалов, сваривать на удивление хорошо.
Конечно, это еще не все развлечения и игры; вам нужно будет освоить некоторые базовые навыки. Но, как только вы их освоите, вы можете рассчитывать на очень качественные соединения.
Это отличный способ заняться хобби, но вы также можете научиться сварке электродом, так как это наиболее традиционная форма!
Сколько времени нужно, чтобы научиться сварке?
По правде говоря, есть поэтому много факторов, которые вступают в игру при ответе на этот вопрос, поскольку все люди разные.
Если вы знаете кого-нибудь из сварщиков лично, спросите у них, как долго они учились.
Их ответ, вероятно, будет примерно таким: «Я начал X лет назад, я еще не закончил учиться».
Хотя они могут просто оставаться скромными, это достаточно хороший ответ для тех, кто по-настоящему увлечен. Тем не менее, мы хотим дать вам более конкретный ответ .
В зависимости от типа сварочного процесса, который вы хотите изучить, для овладения им потребуется около 100 часов и уверенно.
Сказав это, вы можете изучить основы сварки электродом примерно за 10 часов, если вы очень увлечены.
Сварка электродом
Сварка электродом, также известная как SMAW или покрытым электродом, является наиболее распространенным типом дуговой сварки, используемым сегодня.
Не говоря уже о том, что это традиционный стиль сварки! Вы серьезно погружаетесь в историю, когда решаете научиться сварке электродом.
Этот тип сварки использует электрод фиксированной длины, а также источник питания для соединения множества различных металлов.
Сердечник электрода представляет собой цельный металлический стержень. Но окружающий его представляет собой смесь минеральных соединений, металлических порошков и связующего вещества.
Вам не нужно слишком беспокоиться о специфике покрытия.
Недавно я написал подробную статью, в которой осветил все преимущества и потенциал процесса сварки электродом.
Если вы хотите узнать больше о S отметьте или SMAW W elding , просто перейдите по ссылке ниже, чтобы найти полное руководство, которое вам когда-либо понадобится.
Стержень используется для подачи электричества на дугу и подачи присадочного металла для соединения (если вы забыли эти термины, просто еще раз быстро просмотрите приведенный выше раздел, и все будет раскрыто).
Каждый стержень имеет разные характеристики, но мы подробно рассмотрим их позже.
Основы сварки электродом: что нужно знать
Как сварить новичку? Итак, мы рассмотрели, что сварка палочкой — это , но как на самом деле сделать ? Это реальный вопрос, верно?
Что ж, не нужно больше об этом думать, мы сразу приступим к этому.
Основная предпосылка сварки электродом заключается в создании дуги между металлическим электродом и обрабатываемым металлом.
Для этого электричество должно течь от сварочного аппарата к стержню, чтобы он расплавился и образовал сварочную ванну.
Другими словами, он превращается в небольшую лужицу на вашей заготовке.
Покрытие на электроде плавится с металлом, чтобы гарантировать, что сварочная ванна не загрязняется элементами и не подвергается коррозии.
Если вы читали о других типах сварки (просто прокрутите немного вниз, чтобы посмотреть), вы быстро поймете, что это работает как защитный газ.
Флюс (на покрытии) образует шлак поверх сварного шва. После того, как он полностью остынет, его нужно отколоть, так как он больше не нужен и выглядит довольно некрасиво.
Не говоря уже о том, что при сдаче экзамена по сварке для начинающих вам будет понижена оценка, если вы продолжите его.
Сварка электродом: плюсы
Как и во всем в жизни, у сварки плавлением есть свои плюсы и минусы. Мы немного рассмотрим их все, чтобы вы могли быть хорошо подготовлены к тому, что ждет вас впереди.
Низкая стоимость
Оборудование, необходимое для дуговой сварки, довольно простое. Таким образом, вам не нужно много капитала, чтобы начать.
Защитный газ? Неа!
Поскольку электроды, используемые при сварке наплавкой, имеют собственный защитный газ, вам не нужно таскать с собой множество баллонов.
Super Versatile
Сварка различных материалов важна для многих ремонтных сварщиков. Ручная сварка поддерживает это. Как? Потому что все, что вам нужно сделать, это изменить тип электрода, который вы используете, и приступить к работе!
Что может быть проще, не так ли?
Может выполняться на улице
У вас не возникнет проблем с ветром до 58 км/ч при сварке электродом. Но если вы решите использовать MIG, у вас возникнут проблемы с любое количество ветра.
Недостатки сварки электродом
Ладно, мы думаем, пришло время рассказать о минусах процесса сварки электродом!
Больше, чем MIG или TIG
Дуга электродуговой сварки дает тонн искр. Если вы находитесь внутри или в стесненных условиях, сварка электродом представляет гораздо больший риск, чем MIG или TIG.
Производит шлак
Шлак является побочным продуктом газа, выделяемого электродом для защиты дуги от окружающей среды.
После завершения сварки необходимо удалить шлак с помощью проволочного колеса, отбойного молотка или проволочной щетки.
Это может быть вполне пожароопасным. Кроме того, это требует дополнительного времени на уборку.
Необходимость замены электродов
При сварке больших объектов замена электродов может быть болезненной. К сожалению, вы не можете просто продолжать пользоваться одним и тем же, поскольку он (в буквальном смысле) исчезает.
Не подходит для тонких металлов
Сварка электродом слишком прочна для листового металла. Он почти гарантированно прогорит насквозь!
Сварка электродом прочнее, чем MIG?
Сварка методом МИГ и обеспечивает высококачественную отделку сварного шва (при условии хорошей обработки поверхности). Но по силе они почти равны.
Проволока E70, используемая для сварки MIG, и электрод 7018, используемый для сварки электродом, имеют одинаковую прочность.
Как мы можем утверждать это наверняка? Ну, потому что они оба имеют предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
Обычно это будет прочнее, чем сталь, с которой вы хотите работать (хотя вы всегда должны проверять).
Что касается всего остального, то сварка электродом и сварка МИГ имеют свои преимущества и недостатки.
Если вы ищете традиционный стиль, палка — единственный способ. Тем не менее, MIG удивительно прост в освоении, поэтому может быть лучшим выбором для начинающих.
Защитное оборудование, которое вам нужно
Для сварки электродомСамое важное, что нужно учитывать, когда вы впервые начинаете сварку электродом, – это безопасность .
Как новичок в сварке, вы можете просто захотеть сразу приступить к делу, мы настоятельно рекомендуем вам сначала приобрести все необходимое оборудование для обеспечения безопасности.
Прежде всего, вам нужно прочитать все руководства пользователя для вашего оборудования.
Независимо от того, рассказывает ли он вам, как правильно закрепить шлем или как правильно настроить сварочный аппарат, вам нужен , чтобы прочитать его.
Затем рассмотрите все различные детали, необходимые для защиты от тепла, искр и ультрафиолетовых лучей. Сюда входят:
- Ношение одежды с длинными рукавами
- Ношение огнестойкого фартука сварщика
- Ношение защитных очков
- Ношение шлема сварщика (желательно с автоматическим затемнением)
- Ношение термостойких перчаток (например, длинные перчатки)
Я использую кожаные сварочные перчатки RAPICCA 16 дюймов.
Покупка: если вы заинтересованы в кожаных сварочных перчатках RAPICCA 16 дюймов, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Наш выбор
RAPICCA 16 дюймов, 932℉, кожаные сварочные перчатки
22,99 $
+ Усиленная двухслойная набивка из кевлара
+ Экранированные пальцы
+ Предназначены для высоких температур
+ Прочная строчка
+ Внутренняя подкладка: термостойкий5 хлопок
6 Проверить наличие на Amazon
16. 09.2022 04:51 GMT
После того, как вы приобрели все эти СИЗ (средства индивидуальной защиты), пришло время подумать о вентиляции.
Если вы свариваете на открытом воздухе, вам не о чем беспокоиться.
Однако для тех, кто находится в замкнутом пространстве, вам необходимо развернуть механизм, который отводит от вас ядовитые пары.
Сварка электродом: необходимое начальное оборудование
Понятно, что для начала сварки электродом вам понадобится множество оборудования.
Но на самом деле, чтобы в него вникнуть, многого не надо! Другие инструменты, которые помогут облегчить жизнь, но для новичков вы можете придерживаться этого списка и все будет хорошо.
Многофункциональный сварочный аппарат
Приобретение многоцелевого сварочного аппарата означает, что вы можете без проблем практиковать сварку электродом, сварку TIG, и MIG.
Отлично подходит для начинающих, таких как вы, которые пытаются выяснить, какой тип им нравится больше всего.
Зажим заземления
Вам необходимо подключить его к машине, а затем прикрепить к секции, которую вы свариваете.
Обеспечивает как безопасность , так и стабильность .
Удаление шлака
Независимо от того, используете ли вы шлаковую стружку и молоток или щетку, вам понадобится какой-либо инструмент для удаления защитного покрытия с готового сварного шва.
Электроды
Существует так много разных типов электродов, что вам нужно быть осторожным при покупке.
Мы поможем вам выбрать правильные в следующем разделе!
Сварочные магниты
Они не только удерживают деталь на месте, но и позволяют создавать идеальные прямые углы в работе.
Металлический напильник
Угловые шлифовальные машины отлично подходят для обработки крупных деталей, но металлический напильник идеально подходит для окончательной обработки деталей.
Угловая шлифовальная машина
Если вам нужно отрезать металл или напилить его, вы можете сделать все это с помощью угловой шлифовальной машины.
Они абсолютно необходимы.
Я использую угловую шлифовальную машину DEWALT, лопастной переключатель, 4-1/2 дюйма. Этот инструмент никогда не сгорит, если на него будет возложена большая нагрузка.
Он доступен по цене и оснащен надежной системой выброса пыли, которая отводит пыль, шлифовку и любой горячий мусор от рук пользователя.
Покупка: Если вас интересует инструмент для угловой шлифовальной машины DEWALT, лопастной переключатель, 4 1/2 дюйма, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Лучший выбор!
Инструмент для угловой шлифовальной машины DEWALT
+ Высокое качество и доступная цена
+ Система удаления пыли
+ Удобство и простота в использовании
+ Колесо Quick-Change™
Проверить наличие на Amazon
Мыльный камень
Когда вам нужно пометить проект (который, скорее всего, будет все время), мыльный камень — это единственный способ сделать это эффективно.
Какой самый простой сварочный электрод? Электроды
E7018 — одни из самых простых в использовании сварочных электродов. Они содержат много порошка и очень толстое покрытие, которое сводит к минимуму разбрызгивание.
Понятно, что это важно для новичков, которые поначалу могут бояться искр.
Кроме того, они создают удивительно плавную дугу. Опять же, это идеально для начинающих сварщиков, так как с самого начала сложно разобраться с зажиганием дуги!
Не говоря уже о том, что электроды E7018 можно использовать для и различных материалов.
Сюда входят углеродистая сталь, низколегированные металлы, высоколегированные металлы и многое другое.
Как выбрать правильный электрод для электродуговой сварки
Выбрать правильный электрод довольно сложно, но очень важно найти тот, который точно подойдет для вашего проекта.
The most common electrodes used include the following:
| Mild steel types of welding rods | Application |
|---|---|
| 6010 | pipe welding and shipyards (deliver deep penetration) |
| 6011 | переменного или постоянного тока |
| 6012 | общего назначения |
| 6013 | сварка со средним проплавлением |
| 7018 | сварка стали с низким и средним содержанием углерода |
| 7024 | высокоскоростная плоская или горизонтальная сварка |
А вот вариант 6013 — лучшая сварочная проволока для начинающих.
Если вас интересует лучшая сварочная проволока для начинающих, то просто перейдите по ссылке на Amazon, где можно увидеть актуальные цены.
Наш выбор
Hobart 770459 6011 Стержень, 1/8-5 фунтов
36,04 $
+ Сварочные электроды 6013 и 6011 идеально подходят для начинающих.
+ 6011 почти не осталось шлака.
+ Очень легко ударить, но нужен правильный баланс между соединением частей и прожиганием
Проверить наличие на Amazon
16.09.2022 06:21 утра по Гринвичу
Сказав это, 7018 может похвастаться удивительной прочностью сварки, поэтому вы можете вместо этого выбрать этот.
Чтобы убедиться, что вы выбрали правильный вариант, нужно понять, что означают цифры.
Вы встретите такие термины, как E6010, E7018 и другие.
Вот как работает метод именования:
Таблица сварочных электродовДве цифры в начале означают прочность на разрыв. Итак, если электрод начинается с 70, это 70 000 фунтов на квадратный дюйм.
Вы должны убедиться, что этот номер соответствует вашему основному материалу, иначе сварка пойдет не по плану.
Третье число — это положение, в котором следует использовать электрод:
- 1 означает, что вы можете использовать его по своему усмотрению
- 2 означает, что вы можете сваривать в горизонтальном положении
Четвертая цифра показывает ток, который необходимо обеспечить для сварочного электрода и его покрытия.
| Fourth Digit | Welding Current |
| 0 | DC (positive) |
| 1 | AC or DC (positive) |
| 2 | AC or DC ( отрицательный) |
| 3 | AC, DC (both positive and negative) |
| 4 | AC, DC (both positive and negative) |
| 8 | AC or DC (positive) |
Кроме того, стержни 7024 обычно используются для высокоскоростной плоской или горизонтальной сварки.
Они особенно удобны в тех случаях, когда требуется гладкая поверхность с мелкой рябью.
| Электрод | Coating | Position | Current | Penetration | Tensile Strength |
| E-6010 | High Cellulose Sodium | All Positions | DCEP | Deep | 60 000 PSI |
| E-6011 | Калий с высоким содержанием целлюлозы | Все положения | DCEP AC | Глубокий | 60,000 PSI |
| E-6012 | High Titania Sodium | All Positions | DCEP AC | Medium | 60,000 PSI |
| E-6013 | High Titania Potassium | All Positions | DCEP DCEN AC | Mallow | 60 000 фунтов на квадратный дюйм |
| E-7018 | Low Hydrogen | . 0572| 70 000 PSI | |
Можно ли держать электрод во время сварки?
Электрод всегда горячий — или, лучше сказать, электрически горячий — когда ваш сварочный аппарат включен. Это может быть довольно рискованно.
Однако, , его можно держать во время сварки, если вы делаете это в правильных условиях.
Итак, что являются ли правильными условиями? Давайте взглянем.
По сути, вам просто нужно надеть сухие перчатки без дырок и разрывов.
Вы должны никогда не прикасаться к электроду и к металлу держателя электрода, когда ваша одежда мокрая или ваша кожа обнажена.
Обычно за этим следует вопрос: «Можете ли вы тогда удержать заготовку ?».
Честно говоря, отличный запрос! Не волнуйтесь, это короткий ответ — да, вы можете подержать его. Конечно, его нужно сначала заземлить.
Сварка электродом: установка
Установка для сварки электродом чрезвычайно проста, поскольку оборудование очень простое. Однако вам необходимо убедиться, что вы используете правильную полярность для электрода, который вы прикрепили.
Перед тем, как приступить к первому сварному шву, еще раз проверьте, нужно ли вам использовать переменный ток, постоянный ток- или постоянный ток+.
Следуйте этому пошаговому руководству, чтобы все сделать правильно:
- Подсоедините держатель сварочного электрода к источнику питания сварочного аппарата.
- Также подключите зажим заземления к источнику питания.
- Закрепите зажим заземления на металле , который вы собираетесь сваривать.
- Вставьте электрод в держатель сварочного электрода.
- Включите его, и вы готовы начать ! Ага, проще некуда?
Боковая сторона Примечание: прежде чем делать это, убедитесь, что на вас надеты все защитное снаряжение! Лучше быть готовым и обезопасить себя, чем совершить ошибку и бороться с последствиями.
Сварка электродом: создание первого сварного шва
Как сварить новичкам? После того, как вы завершили часть процесса настройки (и, конечно же, после прочтения руководств пользователя), самое время приступить к сварке!
Это очень увлекательно, но и довольно нервно.
Во-первых, убедитесь, что вы все правильно настроили. Проверяйте столько раз, сколько вам нужно! Прежде чем начать, важно быть уверенным в своих настройках.
Затем найдите несколько случайных металлических деталей, чтобы потренироваться. Маловероятно, что у вас все получится с первого раза, так как все требует большого терпения и решимости.
Не говоря уже о том, что это требует огромного мастерства, которое можно получить, только совершая ошибки!
Мы предлагаем вам начать со сварки встык. Это отличный способ освоить базовые техники.
Зажигание дуги, пожалуй, самое сложное в освоении! Но, вы должны сделать.
После того, как электрод окажется в держателе, ударьте спичкой по месту, где вы хотите начать сварку.
Это создает дугу. Отсюда электрод начнет гореть и в стыке будет создана сварочная ванна.
Могу ли я запустить сварочный аппарат дома?
Конечно, первое, что вы должны решить, прежде чем начать покупать сварочное оборудование, это то, сможет ли ваша домашняя установка выдержать ток вашего сварочного аппарата.
Не забудьте включить освещение в вашем пространстве, когда выясняете это, иначе ваш выключатель очень быстро перегрузится.
Хорошо, что имеющиеся на рынке сварочные аппараты низкого напряжения действительно предназначены для работы в домашней розетке.
Однако, если вы купили вариант с более высоким напряжением, вам (к сожалению) потребуется вилка большей мощности.
Вообще говоря, сварочные аппараты, предназначенные для начинающих (например, сварочный аппарат Millermatic 141 MIG), не нуждаются в более чем 120 вольт.
Что это значит? Ну, вы можете использовать ту же розетку, что и для чайника!
Покупка: Если вас интересует лучший сварочный аппарат для начинающих, то просто перейдите по ссылке на Amazon, где можно увидеть актуальные цены.
Лучший результат
Weldpro 200 Multi-Process — сварочный аппарат 3 в 1 (MIG/TIG/STICK)
+ Аппарат определяет сложные настройки
+ Автоматический переключатель сварки
+ Простота настройки и использования
+ Отлично подходит для начинающих
Проверить наличие на Amazon.
Многие сварщики заявляют, что этот стиль сварки самый простой для новичков.
Не говоря уже о том, что он является одним из самых универсальных и часто используется профессиональными сварщиками.
Независимо от того, хотите ли вы заняться автомобильной строительной промышленностью или хотите немного заняться изготовлением контейнеров, MIG определенно подойдет вам.
Без лишних слов, давайте углубимся в детали, хорошо?
Сварка МИГ: профессионалы
Существует так много преимуществ сварки MIG, что оказалось довольно трудно перечислить их все.
Но, мы сделали все возможное! И если это не побудит вас выбрать MIG, мы не знаем, что побудит.
Качество сварки
Поскольку шлак отсутствует, вы не рискуете попасть шлаком внутрь сварного шва.
Таким образом, сварка МИГ позволяет производить высококачественные сварные швы очень быстро, так как не нужно тратить время на удаление шлака.
Это просто
По сравнению со сваркой ВИГ или электродной сваркой, сварка МИГ невероятно проста в освоении и повышении квалификации. Вероятно, это связано с работой одной рукой.
Сварка длинным проходом
При сварке MIG за один проход можно нанести намного больше наполнителя, чем при сварке электродом.
Для небольших сварных швов это может быть , а не , но в большинстве случаев вы не ошибетесь с такой эффективностью!
Это очень быстро
Благодаря электроду с непрерывной подачей вам не нужно постоянно останавливаться во время сварки, что делает ее быстрее, чем при любом другом способе сварки.
Проварка
С помощью MIG легко добиться хорошего проплавления и получить прочный, но гладкий валик.
It’s Clean
Честно говоря, TIG обычно чище. Но, МИГ не намного грязнее. В любом случае, по сравнению со сваркой электродом, это даже блестит!
Работает с большим количеством металлов и сплавов
Традиционно MIG использовался только для магния и алюминия. Однако , это означает, что он также работает для низкоуглеродистой стали, нержавеющей стали и сплавов.
Насколько широким должен быть сварной шов?
При выполнении стыкового шва необходимо обеспечить 100% проплавление. Вообще говоря, вам следует искать здесь сварной шов диаметром ⅛ дюйма.
Вы можете иметь ширину скоса на крышке, но обычно спецификации требуют ⅛ дюйма.
Учитывая все вышесказанное, WPS (также известная как спецификация процедуры сварки) указывает, какой ширины должен быть отдельный валик.
Если вы смотрите на трубы, в прикрепленном WPS может быть указано, что любые трубы больше 0,500 должны иметь колпачок с 3 буртиками, а плетение не может быть толще, чем в 2 раза больше толщины электрода.
В конце дня, когда вы только начинаете, вам нужно максимально приблизиться к полному проникновению. Просто сосредоточьтесь на этом, а остальное приложится, обещаем.
Проволока для сварки MIG и размеры
Проволока играет важную роль в сварке MIG. Вы должны убедиться, что вы правильно вставляете проволоку в сварочный аппарат. В противном случае он не сможет попасть через пистолет в соединение.
Сложность в том, что есть партий разной толщины.
В вашем сварочном аппарате может быть проволока с флюсовой сердцевиной , но для сварки MIG вам обычно требуется версия большего размера.
Обратите внимание на следующие размеры:
- 0,45-дюймовая проволока — обычно используется для промышленной сварки. Почему? Потому что толщина отлично подходит для металлов толщиной более 0,25 дюйма.
- 0,35-дюймовая проволока — отлично подходит для начинающих. Вы можете сваривать металлы толщиной до 0,25 дюйма.
- Проволока 0,30 дюйма — эту проволоку можно использовать для сварки металлов толщиной до 0,125 дюйма.
- 0,23-дюймовая проволока — слишком тонкая для сварки MIG и может использоваться только для листового металла калибра от 16 до 24.
Типы сварочного газа
Вы, наверное, уже поняли, что при сварке MIG необходим защитный газ.
Давайте взглянем на типов защитного газа, так как есть из чего выбирать.
Чистый аргон
Аргон позволяет достичь более узкого проникновения. Если вы планируете делать много стыковых или угловых сварных швов, то это то, что вам нужно.
Дуга очень гладкая и несколько плавная, что является одной из причин, по которой MIG так удобен для начинающих.
Хотя для цветных металлов (магний, алюминий, титан и т. д.) необходимо использовать чистый аргон, для всего остального можно использовать смесь аргона.
Обычно сочетается с кислородом, водородом или гелием.
Двуокись углерода
Это наиболее распространенный защитный газ. Вы можете использовать его в чистом виде без добавления инертного газа. Благодаря этому CO2 отлично подходит для снижения затрат.
Гелий
Обычно гелий используется для цветных металлов. Однако можно использовать и для нержавеющей стали.
Благодаря способности глубокого провара это просто фантастический , если вы планируете сваривать много толстых деталей.
Газосварщики бесполезны?
Нет газовых сварщиков или безгазовых фантастических для начинающих сварщиков!
Вы можете приступить к работе, как только вы достанете его из коробки, не беспокоясь о том, правильно ли настроены ваши канистры (что, как правило, является серьезной причиной для беспокойства у новичков).
Кроме того, очень легко работать на улице в ветреные дни без использования газового сварочного аппарата.
Проволока содержит флюс, который создает собственный шлаковый слой на верхней части сварного шва. Поэтому убедитесь, что окружающая среда не вызывает коррозии вашего сварного соединения.
Мы настоятельно рекомендуем приобрести один из них, если вы хотите начать работу как можно быстрее!
Сварка MIG: Пористость
Пористость — это просто наличие небольших отверстий или «впадин» в металле сварного шва. Вам нужно избегать этого, насколько это возможно, так как это может значительно ослабить сварной шов.
Вопрос в том, что вызывает пористость ?
Что ж, ответ довольно прост. Вообще говоря, пористость возникает из-за того, что защитный газ замерзает внутри сварного соединения по мере его затвердевания.
Существует несколько различных форм, в том числе:
- Распределенная — это мелкие поры поперек и внутри валика сварного шва. Это означает, что сварной шов поглотил водород, кислород и азот.
- Поры, разрушающие поверхность — как следует из названия, они разрушают поверхность сварного шва. Они обычно указывают на то, что под ними будет распределенная пористость.
- Кратерные трубы — образуются в результате усадки сварочной ванны по мере ее затвердевания.
- Червоточины — это продолговатые поры. На рентгенограмме они имеют форму елочки. Они вызваны большим количеством газа, попавшего в сварочный расплав.
Можно ли заварить плохой сварной шов?
Одним словом, да! Сварка плохого сварного шва — или даже иногда хорошего сварного шва — чрезвычайно распространена.
Многопроходные сварные швы производятся именно так! Не говоря уже о том, что некоторые разъемные тройники и кольцевые сварные швы трубопроводов выполняются таким же образом.
Однако важно понимать, что здесь есть некоторые проблемы.
Одна из основных проблем заключается в том, что могут быть различия между процедурами сварки плохого сварного шва и нового сварного шва.
Например, если температура отличается, скорость охлаждения нового сварного шва также будет другой, что приведет к деформации.
Необходимо также учитывать контроль водорода. Некоторый металл сварного шва не может иметь дело с водородом при сварке.
Сварка МИГ: основные приемы
При сварке МИГ можно выполнять сварку двумя разными способами. Вы можете либо толкнуть пистолет, либо потянуть пистолет.
Для вашего удобства мы рассмотрим оба здесь, чтобы вы могли попрактиковаться и посмотреть, какой из них подходит вашему стилю сварки.
Толкание пистолета
Как вы можете себе представить, здесь вы толкаете пистолет перед сварочной ванной.
Это дает гораздо меньшее проникновение из-за того, что сила дуги находится перед ванной. Тем не менее, это дает вам хороший, плоский шарик.
Вытягивание горелки
При использовании этого метода горелка направлена назад, и вы отводите ее от сварочной ванны. Здесь вы получите более глубокое проникновение и более узкий шов.
Как более высокие скорости сварки помогают контролировать деформацию?
Сварка требует большого количества тепла, но также много охлаждения. Этот цикл становится довольно сложным, поэтому мы не будем вдаваться в подробности. Все, что вам нужно знать, это то, что время имеет существенное значение.
Вообще говоря, желательно закончить сварку как можно скорее, чтобы остановить деформацию.
В противном случае слишком много металла вокруг области будет нагреваться и, следовательно, расширяться, вызывая проблемы.
Очевидно, требуется времени , чтобы стать достаточно компетентным, чтобы быстро сваривать. Но увеличение скорости будет творить чудеса для контроля искажений.
Однако важно отметить, что существует множество других методов, помогающих предотвратить проблемы с соединением и укрепить сварной шов.
Сварка ВИГ
Наконец, нам нужно поговорить о сварке ВИГ! Это последний из основных стилей сварки, поэтому мы не можем его просто так оставить!
Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом в среде защитного газа, была внедрена в 1930-х годах для авиационной промышленности.
В настоящее время почти каждый может купить оборудование и начать обучение (что, на наш взгляд, очень круто).
Удивительно, но этот стиль сварки можно использовать для большего количества металлов, чем даже сварка MIG ! Вероятно, неудивительно, что так много отраслей промышленности полагаются на этот тип сварки.
В любом случае , не теряя времени, мы сразу перейдем к деталям.
Сварка ВИГ: основные приемы
Существует два различных режима сварки ВИГ — полуавтоматический и автоматический.
При использовании автоматического режима сначала необходимо запрограммировать расход газа, длину дуги, скорость перемещения, и положение присадочного стержня.
Затем вы отступаете и принимаете участие только тогда, когда это необходимо.
При использовании полуавтоматического режима вы контролируете положение электрода и вольфрамовый электрод. Однако вы заранее настраиваете параметры тока и расхода газа.
Кроме того, вы можете выполнять сварку TIG с питанием переменного тока и постоянного тока.
Убедитесь, что сила тока находится в диапазоне от 15 до 350 ампер, в зависимости от проекта, над которым вы работаете.
Сварка ВИГ: как это сделать
Как сварить ВИГ для начинающих? Хотя вам, возможно, придется инвестировать в надлежащее обучение, вот небольшое пошаговое руководство по сварке TIG, которое будет вам полезно:
- Возьмите электрод.
- Отшлифуйте вольфрамовый стержень с помощью угловой шлифовальной машины.
- Поместите электрод в держатель.
- Настройте сварочный аппарат TIG.
- Включите защитный газ.
- Убедитесь, что зажимы на месте.
- Наденьте все защитное снаряжение.
- Убедитесь, что все настроено правильно.
- Сварить! Удерживая электрод над металлом , нажмите на педаль, чтобы подать ток и тепло на стержень, запустив сварочную ванну. Затем коснитесь стержня в бассейне. Вы сделали прихваточный шов!
- После того, как вы все приметаете, вы можете нарисовать бусины.
Основное оборудование для сварки TIG
Как и при сварке электродом, вы можете приобрести партий оборудования .
Но, для начала, лучше всего придерживаться следующего:
- Сварочный аппарат TIG — они, как правило, стоят дороже, чем аппараты для сварки электродом или MIG. Но есть определенные модели, которые можно найти менее чем за 1000 долларов.
- Фонарик — в зависимости от типа работ, которые вы планируете выполнять, вы купите фонарь разного размера.
- Водяное охлаждение — проще говоря, система охлаждения предотвращает перегрев горелки.
- Подавление постоянного тока — при сварке TIG оксиды, образующиеся на поверхности, вызывают беспокойство. Это вызвано непредвиденным преобразованием переменного тока в постоянный. Таким образом, подавитель постоянного тока будет бороться с этим.
- Вольфрамовые электроды — эти электроды плавятся около 3000 градусов! Как вы понимаете, это делает их идеальными для сварки TIG. Не говоря уже о том, что вольфрам обладает прекрасной проводимостью.
- Газовые сопла — изготовлены из термостойкого материала, что позволяет выдерживать высокие температуры.
- Газовая линза — обеспечивает минимальную турбулентность газового потока. «Беспорядочный» поток может привести к ухудшению качества сварных швов.
Покупка: Если вас интересует лучший сварочный аппарат TIG, просто перейдите по ссылке на Amazon, где вы можете увидеть текущие цены.
Наш выбор
Lotos TIG200ACDC 200A AC/DC
+ Простой запуск дуги
+ Включает педаль
+ Отличный фонарь для начинающих
+ Простой в использовании
Проверить наличие на Amazon
Сварка с нуля и высокочастотный запуск: что следует учитывать?
Старт с нуля — традиционный способ зажигания дуги. Это не очень чисто, и это действительно не очень красиво! Почему?
Ну, все дело в том, что вам нужно буквально чиркать расплавленным металлом по заготовке, пока не загорится дуга.
Хотя он хорошо работает почти со всеми сварочными аппаратами постоянного тока, у него есть недостатки.
Наиболее важным из них является то, что это вызывает структурные повреждения вашего сварного шва (иногда) и довольно большой риск возгорания.
Высокочастотный пуск, напротив, является наиболее популярным и современным методом.
Это гарантирует, что дуга может ионизировать воздух и сделать процесс сварки намного быстрее и много безопаснее.
Сварка ВИГ: советы, рекомендации и другие сведения
Если вы новичок в сварке, вам следует начать с кусочка металла для практики. Существует множество функций и методов сварки TIG, поэтому не торопитесь, чтобы ознакомиться с ними.
Кроме того, старайтесь держать горелку под углом около 75 градусов, чтобы получить приличное проникновение и формирование валика.
Давайте завершим эту страницу о сварке для начинающих ответами на некоторые из наиболее часто задаваемых вопросов о ней!
Много ли электроэнергии потребляют сварщики?
Этот вопрос часто задают себе многие начинающие сварщики.
На самом деле этот вопрос субъективен. Некоторые люди скажут вам, что они делают потребляют много электроэнергии, в то время как другие скажут, что работа их сварочного аппарата даже не влияет на их счет за электроэнергию. Это действительно зависит от того, кого вы спросите.
Обычно они должны потреблять только около 3 кВтч , но это зависит от марки, модели и размера вашего сварочного аппарата.
Другими словами, это не должно сильно влиять на ваш счет за электроэнергию (при условии, конечно, что вы используете его для работы таких приборов, как холодильники).
Мы предлагаем вам попробовать его в течение месяца и посмотреть, как у вас дела, если вы беспокоитесь!
Можете ли вы запустить сварочный аппарат от инвертора?
Простой ответ: да, вы можете запустить сварочный аппарат от инвертора. Однако мощность от генераторов может быть легко скомпрометирована.
Это означает, что более вероятно повреждение компонентов внутри вашего сварочного аппарата. Как вы можете себе представить, эта проблема более заметна у небольших сварочных аппаратов.
Есть способы сделать всю установку более безопасной. Просто взгляните на следующее:
- Убедитесь, что инвертор подходит по размеру. Учитывайте потребляемый ток и номинальную мощность.
- Купите генератор хорошего качества. Вы получаете то, за что платите в конце концов!
Как предотвратить поражение электрическим током при сварке?
К сожалению, предотвращение поражения электрическим током — это то, о чем вам нужно подумать, когда вы занимаетесь сваркой в качестве хобби. Как вы хорошо знаете, это может привести к серьезным травмам и возможно смерть.
К счастью, предотвратить эту опасность несложно. Просто выполните приведенный ниже контрольный список:
- Убедитесь, что ваши кабели в хорошем состоянии
- Защитите свои кабели от транспортных средств
- Убедитесь, что ваш держатель стержня изолирован
- Убедитесь, что ваши руки защищены при замене электрода
- 3 Заземлите обрабатываемую деталь
- Не погружайте держатели горячих электродов в воду
- Носите соответствующие СИЗ (средства индивидуальной защиты), такие как сапоги, резиновые накладки, рукавицы и т. д.
- Не прикасайтесь к токоведущим частям вашей работы break
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Каталожные номера:
https://www.twi-global.com/technical-knowledge
https://www.praxairusa.com
https://www.r-techwelding.co.uk
https://www .americantorchtip.com
Основы: сварка для начинающих
Сварщики повсюду, и они творят удивительные вещи. От погружения на несколько сотен футов под воду до ремонта нескольких пробоин, появившихся в стальном корабле в открытом море, до холодного космического вакуума, сварки космического корабля, который требует ремонта… Или даже (что столь же практично) вы можете просто найти старый парень, который просто хочет сварить хороший новый стальной стол для своей мастерской.
В любом случае, если вы заинтересованы в том, чтобы заняться сваркой самостоятельно, записаться на специализированное обучение, соответствующее вашим целям, всегда будет лучшим способом обучения. Если вы любите делать что-то своими руками и любите немного проб и ошибок, эта статья может помочь вам понять некоторые основные процессы и правила, когда речь идет о методах сварки для начинающих.
Безопасность
Прежде всего, как и при любой работе в машиностроении или сталелитейной промышленности, необходимо поговорить о безопасности . Для новичков понимание опасностей и мер предосторожности, необходимых на рабочем месте, является основным шагом на пути к тому, чтобы стать великим сварщиком.
Чтобы эта статья не превратилась в руководство по безопасности на рабочем месте, мы настоятельно рекомендуем ознакомиться с Типовым сводом правил безопасной работы Австралии по Сварочным процессам . В нем изложено все, что вам нужно знать о стандартах безопасности, обсуждаются все темы, от выявления возможных опасностей до надлежащей вентиляции и защитного оборудования.
Понимание процесса
Обычная сварка — это больше, чем просто сплавление двух кусков металла вместе. Сначала вы должны определиться с типом сварочного аппарата, который вы будете использовать, и для какой работы вы будете его использовать. Самая основная форма сварки и отличное начало для начинающих — это дуговая сварка.
В настоящее время существует множество различных методов дуговой сварки, хотя наиболее распространенными процессами являются сварка в среде инертного газа (MIG), сварка с вольфрамовой вставкой (TIG) и сварка электродом.
Сварка МИГ
Сварка МИГ считается самым простым для изучения видом сварки, она работает с использованием проволочного сварочного электрода на катушке, которая автоматически подается с постоянной скоростью во время работы. Дуга расплавляет проволоку и соединяет ее у основания, в результате чего получается прочный и чистый сварной шов.
Причина, по которой газ используется в этом методе сварки, заключается в том, что он создает экран из тумана, который окружает ванну горячего жидкого металла, образующуюся при сварке при интенсивных температурах. Этот газовый щит защищает сварочную ванну от любых загрязнений и помогает обеспечить прочный сварной шов с низкой пористостью (пустыми местами в материале). Этот процесс полезен при сварке различных материалов, таких как мягкая сталь, нержавеющая сталь и алюминий.
Однако очевидным недостатком этого метода является то, что использование газа требует среды, как правило, в помещении и вдали от ветра или элементов, которые могут сдуть газ. Это можно исправить с помощью безгазовой сварки MIG с использованием проволоки с флюсовым сердечником. Проволока с флюсовой сердцевиной также подается автоматически и имеет покрытие, которое создает газ во время сварки. Этот вариант обеспечивает более грязную отделку, сварные швы требуют большей очистки, а проволока с флюсовой сердцевиной может быть дорогой.
СВАРКА ВИГ
Сварка ВИГ, с другой стороны, сложнее в освоении и требует некоторой практики, прежде чем вы сможете овладеть ею.
Сварка ВИГ более физически сложна, так как требует ручной подачи большого сварочного стержня в сварочную ванну, а также использует защитный газ для защиты сварочной ванны. При сварке TIG вам необходимо одновременно: управлять горелкой, подавать проволоку, двигаться с правильной скоростью, а также использовать правильный ток. Это обычно используется для более тонких металлов и может применяться, например, при работе с ящиками для инструментов или кухонными раковинами.
СВАРКА ЗАЖИМОМ
Подобно сварке TIG, сварка электродом включает использование электрода фиксированной длины для соединения металлов, поскольку электрод фиксированной длины подается сварщиком вручную. Большинство сварщиков-любителей обращаются к сварке электродом в качестве основы для обучения сварке.
Этот метод сварки является одним из самых универсальных, недорогих и щадящих процессов в ремесле. Это можно сделать практически в любой обстановке, и это хороший выбор, если требуется основное соединение или насадка.
Недостатком сварки электродом является то, что она часто приводит к грязной отделке и не является подходящим вариантом, когда требуется гладкая и чистая отделка (например, при обработке листового металла для автомобилей).
Miller Electric предлагает отличную литературу по совершенствованию метода сварки электродом в своем руководстве CLAMS, в котором представлены все информативные и необходимые шаги, которые необходимо учитывать при начале сварки электродом.
Эти точки:
- C текущая настройка
- L Длина дуги
- A Угол электрода
- M манипуляции с электродом
- S скорость хода
Более того, понимание настроек сварки Stick, MIG и TIG может помочь вам понять концепции, лежащие в основе различных других методов сварки.
Практические советы
Теперь, когда вы лучше понимаете некоторые основные методы сварки и процесс, лежащий в их основе, вот несколько быстрых советов, которые мы в Machines4U рекомендуем любому начинающему сварщику:
- Понимание переменного и токи постоянного тока. Изучение того, какой ток использовать для вашей работы, является необходимым шагом для получения прочного сварного шва. В зависимости от работы и инструментов, которые вы используете, это может варьироваться.
- Очистите материал перед запуском. Хорошая чистка металлической щеткой, шлифовальной машиной или наждачной бумагой удалит большую часть грязи и ржавчины с материала, что поможет получить более прочный сварной шов и лучшую пористость.
- Не забудьте опустить шлем. Известно, что даже некоторые из самых опытных сварщиков забывают об этом шаге, в большинстве случаев потому, что их руки заняты или они просто забывают в процессе работы. Помните, что без работающих глаз сваривать нельзя!
- Прихватка является необходимым шагом, так как она обеспечивает надежную фиксацию материала перед сваркой. Прихваточная сварка представляет собой короткие установочные сварные швы, которые скрепляют края вместе и легко исправляются, если перед сваркой необходимо разобрать и повторно закрепить деталь.
- Наклоните голову в сторону , подальше от дыма, также рекомендуется, чтобы у вас был полный обзор соединения во время сварки.
- Некоторые основные и полезные сварные швы , которые отлично подходят для начинающих:
- Стыковые соединения
- Соединения внахлестку
- Т-образные соединения
- Точечная сварка
- Измельчитель скоро станет вашим лучшим другом. Можно с уверенностью сказать, что если вы новичок в сварке, ваши первые одна, две или 30 попыток сварки чего-то определенного не окажутся такими, как планировалось. Но никогда не бойся! шлифовщик может отрезать этого плохого парня, как будто ничего и не было. Терпение тоже помогает.
- Чертежи . Если вы не посещаете специализированный курс, потратьте время на понимание чертежей, и это поможет вам понять причину и использование сварных швов в практических приложениях.
- Попкорн или бекон? Многие могут сказать вам, что если ваша сварка звучит, как попкорн в микроволновке, то ваши настройки либо слишком горячие, либо слишком слабые для работы. Учителя часто советуют прислушиваться к этому сладкому звуку, похожему на жарящийся на сковороде бекон, чтобы узнать, хорошо ли сделан сварной шов.
Эта статья только царапает поверхность ремесла, и если вы уйдете только с одной информацией перед началом, пусть будет так безопасность всегда на первом месте!
Ищете сварочные материалы? Для всего, от шлемов до мониторов продувки, посетите здесь.
Резюме
Быстро и легко научиться сварке MIG
Последнее обновление: от Garrett Strong
Если вы хотите научиться сварке MIG онлайн, потому что у вас нет времени или денег, чтобы тратить их на школу сварщиков, то вы попали по адресу.
Любой может научиться сварке MIG онлайн, не выходя из дома, за считанные часы. Я честен с тобой здесь.
Достаточно вложить немного денег в приличный сварочный аппарат с подачей проволоки или сварочный аппарат MIG, и вы будете на верном пути.
Кроме того, если вы мечтали о первом сварочном проекте, будь то хот-род или декоративные ворота, вы легко сможете делать то, что хотите, когда будете изучать сварку MIG онлайн.
Шаг 1. Тщательно выберите свой сварочный аппарат MIGЕсли вы не выберете правильный сварочный аппарат MIG в самом начале, вы обречены на разочарование. Большинство инструкторов курсов по сварке для начинающих скажут вам то же самое.
Первое, что вам нужно знать, это то, что вы можете использовать 2 различных процесса сварки с проволочным сварочным аппаратом.
Первый процесс известен как флюсовая сердцевина, и в нем используется рулон проволоки, заполненный флюсом. Этот флюс внутри проволоки действует как защитный агент, когда сварочная ванна остывает.
Зачем нужен защитный агент? В каждом процессе сварки, будь то палка, TIG или MIG, используется защитный агент для защиты расплавленной сварочной ванны от атмосферных газов.
Если кислород или азот вступают в контакт с расплавленной сварочной ванной, тогда образуются маленькие отверстия, называемые пористостью, которые ослабляют сварной шов.
К чему именно я здесь клоню? Как я уже говорил ранее, у вас есть 2 различных процесса сварки на выбор, когда вы используете проволочный сварочный аппарат. Мы говорили о флюсовой сердцевине и о том, для чего этот флюс используется… теперь давайте поговорим о MIG (металлический инертный газ).
Как выполнять сварку MIG
MIG — это второй процесс сварки проволокой, в котором для защиты сварочной ванны используется газ, а не флюс. Так что это само собой разумеется, но вам нужно будет купить газовый баллон, который подключается к вашему сварочному аппарату с подачей проволоки. Защитный газ представляет собой смесь 75 % аргона и 25 % СО2.
Этот газ выделяется и начинает вытекать из сопла для сварки MIG, как только вы начинаете сварку, что, в свою очередь, защищает расплавленную сварочную ванну.
Сейчас я точно не говорил о том, какое это имеет отношение к покупке правильного сварочного аппарата. Когда вы идете покупать сварочный аппарат с подачей проволоки, вам нужно знать, что некоторые из них являются просто сварочными аппаратами с флюсовой проволокой, и у них нет возможности сваривать газом.
Это нормально, если вы просто хотите сваривать порошковой проволокой, но рано или поздно вам понадобится сварочный аппарат, который не образует шлака и обеспечивает красивые сварные швы. Поэтому, если вы действительно этого хотите, просто убедитесь, что вы ищете сварочный аппарат для проволоки, который может работать как сварочный аппарат MIG.
Шаг 2: Купите приличный шлем, чтобы научиться сварке онлайн
Я хотел бы поделиться с вами тем, что мои первые 2 шлема, которые я купил, были сделаны в Китае. Кажется, я заплатил 65 долларов за первый и 60 долларов за второй.
Эти китайские шлемы — дешевое дерьмо, от которого лучше держаться подальше. Мой первый продержался около месяца, и разъемы, удерживающие шлем, когда вы им не пользуетесь, сломались.
Со вторым у меня капало немного пота со лба, а так как это электронный автозатемняющий шлем, то он просочился в датчик затемнения и поджарил его.
Итак, мой третий шлем — это американский шлем Miller. Я заплатил за него немного больше, но это потрясающий шлем.
Шаг 3: Практикуйтесь, и вы сможете сварить что угодно
Одна из ошибок, которую я совершил, заключалась в том, что я начал свой первый сварочный проект, прежде чем научился сваривать соединение. Сварочные соединения являются наиболее важным аспектом обучения сварке.
Вы можете накладывать сварной шов в течение всего дня, но это ни хрена не значит, если вы не можете соединить 2 куска металла вместе и сделать их одним целым.
Сварочные швы, безусловно, самая сложная часть обучения сварке, но немного потренировавшись, вы справитесь.
Если вы можете успешно сварить тавровое соединение, стыковое соединение, угловое соединение, угловое соединение и соединение внахлестку, то вы можете сварить все, что захотите.
Подумайте об этих этапах сварки и убедитесь, что вы выучили сварочные соединения, о которых я упоминал.
У меня есть онлайн-курс по сварке MIG, с которым вы можете ознакомиться.
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Сварка TIG за и против
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIGСварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Сварка с обратной полярностью (полюс (+) подключен к электроду) невозможна, так как это разрушит электрод, расплавив его, поскольку в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электродВ отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Сварочный аппарат TIGОборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток, положительный DC+ или постоянный ток, отрицательный DC- (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный прижимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через рукоятку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью выключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку и, таким образом, запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от желаемой цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
- Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам понадобятся рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
- Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
- Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
- Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIGСварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электродРазмер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газаМожно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярностьВы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварка основных металловПродолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариковДержите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванныДля этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIGДля чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
- Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
- Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
- Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГНиже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварных швов, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл? В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
Изучив основы сварки ВИГ, вы должны продолжать учиться.
Курсы на YouTubeСуществуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификацияОбучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
Семинары Вы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
Сварка для чайников Стивена Роберта Фарнсворта, Мягкая обложка
Введение 1
Об этой книге 1
Условные обозначения, используемые в этой книге 2
Как вам не следует читать 2
Это 3 Глупые предположения
Книга организована 3
Часть 1. Понимание основ сварки 3
Часть 2. Бюджетная сварка: сварка стержнем и вольфрамовым электродом 4
Часть 3. Знакомство с MIG-сваркой 4
Часть 4. Ознакомление: плазменная резка, газокислородная резка и другие процессы 4
Часть 5. Применение сварки в проектах и ремонтных работах 4
Часть 6. Десятки 7
Глава 1: Погружение в мир сварки 9
Если вы не можете победить их, присоединяйтесь к ним: понимание того, почему сварка имеет значение 10
Изготовление металлических изделий 10
5 9000 11
Знакомство с металлами 12
Сталь 13
Нержавеющая сталь 13
Алюминий 14
Потратьте время на изучение техники безопасности при сварке 14
Изучение методов сварки 05
002 Сварка палки 15
MIG сварки 16
TIG Сварка 17
Другие методы сварки 18
Просмотр будущего сварки 18
Глава 2: Рассмотрение обычно сварные металлы 19
20
Знакомство со стальными формами 20
Знание того, когда подходит сталь 21
Подготовка стали к сварке 23
Изучение методов сварки стали 26
Работа с нержавеющей сталью 27
Понимание различий между сталью и нержавеющей сталью 27
Решение о том, когда использовать нержавеющую сталь 27
Изучение методов сварки нержавеющей стали 28
Работа с алюминием 29
Изучение свойств алюминия 29
Изучение методов сварки алюминия 30
Рассмотрение других металлов 30
Глава 3. Взгляд на безопасность сварки 33
Подготовка к самозащите 34
Выбор средств защиты глаз 34
Хранение правильного огнетушителя под рукой 36
Ношение защитной одежды 38
Наблюдение за опасностями для здоровья: использование респиратора и паспортов безопасности материалов 39
Правила 40
Содержание рабочего места в чистоте 41
Проверка на наличие утечек 42
Правильная вентиляция 42
Хранение горючих жидкостей и газов 43
Знание окружающей среды 44
Защита от поражения электрическим током 45
Защита от ожогов 46
Обслуживание оборудования 47
Подготовка к травмам и несчастным случаям 48 справиться с травмами 49
Глава 4. Организация сварочного цеха 53
Выбор места 54
Решение о том, сколько места вам нужно 54
Сравнение внутреннего и внешнего 55
Оснащение сварочного цеха 56
Наличие основных ручных инструментов 58
Выбор сварочного стола 60
Выбор сварочного аппарата 61
Рассмотрение нескольких принадлежностей для сварочного цеха 67
Сварочная деталь 71
Глава 5: Приступая к работе: Понимание сварки электродами 73
Взгляд на плюсы и минусы сварки электродами 74
Понимание факторов, влияющих на сварку электродами 75
Знакомство с оборудованием для электродуговой сварки 76
Различия между аппаратами для электродуговой сварки 76
Настройка аппарата для электродуговой сварки 80
Основные сведения об электродах для электродуговой сварки 80
Выбор инструментов и расходных материалов, необходимых каждому сварщику электродов 81
Глава 6: Начало работы со сваркой электродами 85
Подготовка к сварке электродами 86
Подготовка рабочего места 86
Знакомство с электродами для электродной сварки 87
Настройка аппарата 90
Выбор полярности 91
Установка силы тока 91
Подготовка к сварке 92
Зажигание и поддержание дуги 93
Принятие положения: сварка электродом на плоской поверхности 900 5 900 05 96
Вертикальное движение 97
Знакомство с горизонтальной сваркой 101
Работа над головой 102
0036
Пристальный взгляд на компоненты для сварки TIG 106
Рассмотрение преимуществ и недостатков сварки TIG 107
Ознакомление с основами сварки TIG 108
Демонстрация металла: выбор нескольких металлов для сварки TIG 90 90 058 108 меры по обеспечению качества сварных швов 109
Снабжение цеха: проверка оборудования для сварки TIG 110
Рассмотрение полностью оборудованных сварочных аппаратов TIG 112
Размышление о горелках TIG 113
Выбор и управление экранирующим газом 113
Контроль тока и усилителя 116
Выбор металла наполнителя 117
Изучение вольфрамовых электродов 118
Глава 8: Попробуйте сварку TIG 119
Полученная сварка.
Уход за деталями вольфрамового электрода 120
Проверка правильности настройки защитного газа 122
Определение присадочных стержней для сварки TIG 122
Подходящие материалы и настройки 123
Освоение работы с TIG-горелкой 125
Выбор электрического тока и зажигание дуги 125
Возьмитесь за руки: правильно держите TIG-горелку 127
Попробуйте сварку TIG 127
5 Подготовка к первому сварному шву 128
Примерка стыкового соединения 129
Сварка внахлестку 130
Изготовление Т-образного соединения 131
: Понимание ABCS сварки MIG 135
Понимание того, как MIG Welding Works 136
Учитывая преимущества и ограничения MIG Welding.
Сварочные горелки MIG 141
Механизмы подачи электродной проволоки 141
Просеивание защитных газов для сварки MIG 142
Взгляд на электродную проволоку 144
Настройка оборудования MIG для соответствия вашему проекту сварки MIG 147
Глава 10: практика сварки MIG 149
Подготовка к MIG Weld 149
Подготовка оборудования 150
Установка скорости подачи проводов и напряжение 152
Настройки для сварки с закупленной дугой 153
. для сварки MIG алюминия 154
Пробная сварка MIG 155
Выполнение вертикальных сварных швов MIG 158
Соединение деталей из листового металла 159
Обнаружение распространенных дефектов сварки MIG 160
Часть 4: Получение фантазии: резание плазмы, оксифэльская резка и другие процессы 161
Глава 11: Изучение плазменной и кислородной резания 163
Резка 164
Обзор преимуществ и недостатков плазменной резки 165
Изучение и подготовка оборудования для плазменно-дуговой резки 166
Знакомство с оборудованием для плазменной резки 166
Правильная настройка оборудования 168
Изучение основ газокислородной резки 169
Что можно (и нельзя) резать кислородом 169
Плюсы и минусы кислородной резки 170
Проверка и настройка Оборудование для газокислородной резки 170
Проверка оборудования для газокислородной резки 171
Выбор газовых баллонов различных размеров 174
Настройка оборудования для газокислородной резки 174
Глава 12. Готово, установлено, вырезано! Опробование плазменно-дуговой и газокислородной резки 177
Изучение разрезания плазменной дуги 178
Нарезка прямой линии 179
Резка круга 180
Создание сочинения 181
Практикуя скисной реза
Вырезание круга 186
Принятие скошенной кромки 187
Глава 13. Знакомство со специальными процессами сварки 189
Изучение основ газовой сварки 189
Знакомство с газовыми баллонами 190
Знакомство с другим оборудованием для газовой сварки 191
Начало работы с газовой сваркой 193
Знакомство с пайкой (сварка пайкой) 197
Помните о некоторых правилах пайки 195 9002 Пайка попробуйте 198
Знакомство с сваркой плавлением 200
Пайка: знакомство с пайкой 201
Соблюдение правил пайки 202
Понимание двух типов пайки 204
Пробуждение процесса пайки 204
ГЛАВА 14: Изучение сварки труб 207
Упадение в различные виды трубы 208
. Получение сварки стали 208
Изготовление прихваток 211
Сварка труб 213
Проба других углов 214
Знакомство с несколькими другими типами сварных соединений труб 216
Наблюдение за распространенными дефектами сварки труб 217
ГЛАВА 15: Работа с чугуном светом 219
Чистого света на трех наиболее распространенных типах чугуна 219
Серый чугун 220
Mallable Cast Irost 220
. (Литье) Iron in the Fire: сварка серого чугуна 223
Чугун для сварки электродом 223
Чугун для кислородной сварки 226
Чугун для сварки MIG 228
Часть 5. Использование сварки в проектах и ремонтах 231
ГЛАВА 16: Два сварочных проекта по повышению вашего сварки 233
Создание корзины из горелки 233
Сбор материалов 235
Приобретение правой стали 235
Измерение и резание 237
. 238
Добавление колес 242
Проверка сварных швов 243
Выбор краски 244
Изготовление собственного переносного сварочного стола 244
Сбор инструментов 245
Выбрать детали 246
Сборка кусочков 246
Обеспечивает гладкие края 249
Выбор краски 250
наносит колеса 250
Глава 17: Строительство гриля для кампа 251
Приведение в порядок инструментов 252
Получение необходимых стальных деталей 253
Резка стальных деталей по длине 255
Сварка решетки 256
Выберите вашу краску 258
Приправа приправы на поверхность приготовления 259
Глава 18: Исправлено, чтобы исправить вещи: анализ и планирование 261
определить, является ли что -то исправленное 262
металл и что это значит для ремонта 264
Принятие решения о том, какой процесс сварки использовать для ремонта 267
Составление плана и его соблюдение 268
Подготовка к ремонтным сварным швам 269
Подготовка вашего ремонта и рабочей зоны 270
Сбор вашего оборудования и инструментов 271
Выбор стержней и электродов наполнителя 271
Учитывая трещины 273
Часть 6: часть TENS 275
Глава 1 275
9000 2 Глава 1. : Десять инструментов, которые нужны каждому сварщику 277 4½-дюймовая шлифовальная машина 278
Ножовка по металлу 278
Воздушный компрессор 278
⅜-дюймовая электрическая дрель 279
9 Набор гаечных ключей0005
Стальные пилоты 281
РАЗИНКА 281
Скамейка 283
Главный домкрат 284
284
Глава 20: (не совсем) Десять преимуществ быть сертифицированным сварщиком 287
Лучшая оплата 289
Больше возможностей для продвижения по службе 289
Сертификат, который путешествует с вами 290
Возможность вступить в национальную организацию 290
Квалификация в определенных областях сварки 291
Повышенная уверенность в ваших навыках сварочной сварки 291
Листинг в базе данных Американского сварочного общества 292
Главное начало на дополнительных типах сертификации сварки 292
Глава 21: (почти) Десять сварки 293
Непровар 294
Непровар 295
Подрезка 296
Шлаковые включения 296
Флюсовые включения 297
Пористость 298
2 Трещины9Деформация 300
Брызги 301
Глава 22.