
Токарный станок схема: Устройство токарного станка по металлу – схема и основные узлы
Устройство токарного станка по металлу – схема и основные узлы
- Как устроены станина и передняя бабка станка
- Назначение задней бабки токарного оборудования
- Шпиндель как элемент токарного станка
- Строение суппорта
- Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
- Передняя бабка
- Задняя бабка
- Суппорт
- Приводные валы
- Рычаг переключения скоростей
- Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный, Ø 320
- 1А616к станок токарно-винторезный с АКП, Ø 320
- 1А616П станок токарно-винторезный повышенной точности, Ø 320
- 1Б811 станок токарно-затыловочный, Ø 250
- 1Е811 станок токарно-затыловочный, Ø 250
- 1П611 станок токарно-винторезный универсальный, Ø 250
- 16Б16 станок токарно-винторезный универсальный, 320
- 16Б16А станок токарно-винторезный особо высокой точности, Ø 320
- 16Б16КА станок токарно-винторезный особо высокой точности с АКП, Ø 320
- 16Б16П станок токарно-винторезный повышенной точности, Ø 320
- 16Б16КП станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ, Ø 320
- 16Б16Т1 станок токарный с ЧПУ, Ø 320
- 16Д16АФ1 станок токарно-винторезный особо высокой точности с УЦИ, Ø 320
- 561 станок резьбофрезерный, Ø 400 х 700
- 1615 станок токарно-винторезный универсальный, Ø 320
- 1616 станок токарно-винторезный универсальный, Ø 320
- 1716ПФ3 станок токарный с ЧПУ, Ø 320
- 5350А станок шлицефрезерный полуавтомат, Ø 150
- Samat 400 станок токарно-винторезный повышенной точности, Ø 400
- Умелец станок токарный настольный, Ø 175
1616 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель 1615 и был заменен на более совершенную модель этой же серии 1А616.
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44. .1980 об/мин, продольные — 0,06..3,6 мм/об.
.1980 об/мин, продольные — 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта — 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой — М115 х 4
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Стандартный диаметр токарного патрона — Ø 165 мм
- Диаметр сквозного отверстия в шпинделе — Ø 30 мм.
 Наибольший диаметр прутка — Ø 29 мм
Наибольший диаметр прутка — Ø 29 мм - Частота прямого вращения шпинделя I диапазон — 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон — 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.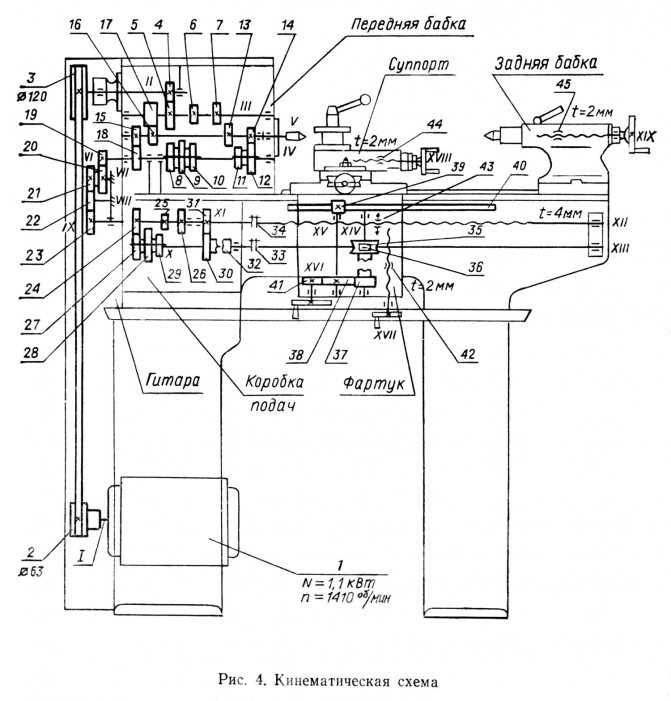
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Габарит рабочего пространства станка 1616. Эскиз суппорта
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
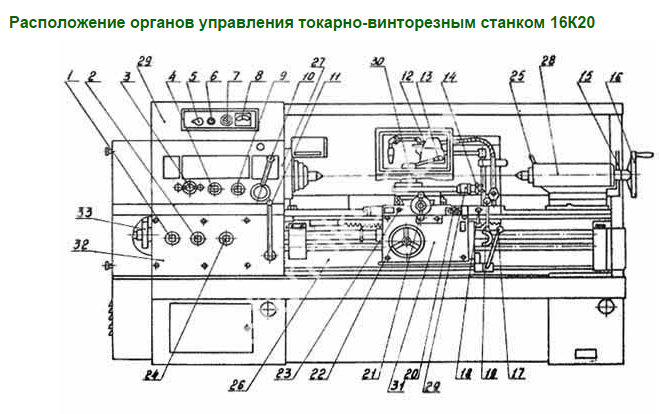
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Кинематическая схема токарного станка 1616
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором — двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616.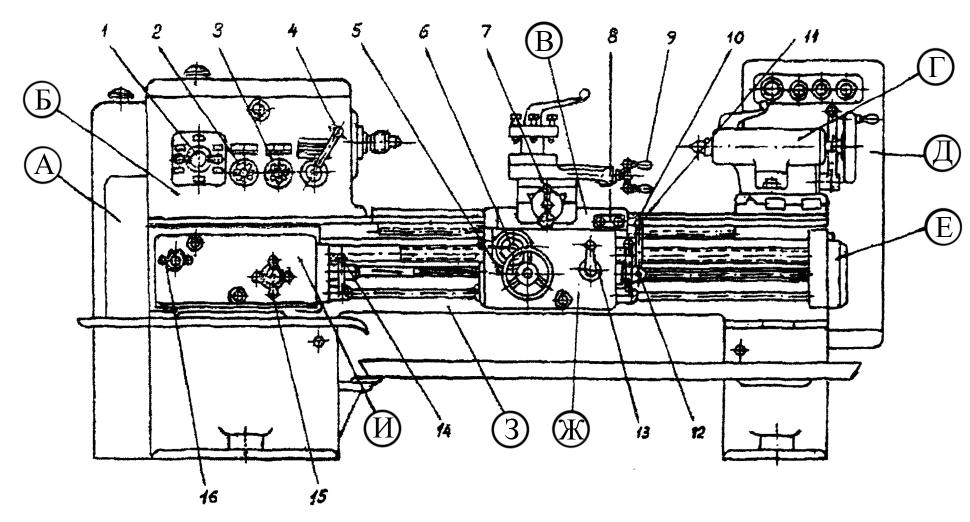 Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Схема электрическая принципиальная токарного станка 1616
Электрическая схема токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу — типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1616. Видеоролик.
Технические характеристики станка 1616
| Наименование параметра | 1616 | 1А616 | 16Б16 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19. .1415 .1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9…1800 | 25…1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07. .1,67 .1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5…24 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25. .56 .56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128…2 | 112…0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
- Токарно-винторезный станок 1616.
 Руководство, 1954
Руководство, 1954 - Токарно-винторезный станок повышенной точности 1616П. Руководство, 1957
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
Детали токарного станка: схема (объяснение)
Токарные станки — это мощные инструменты, которые находят свое применение почти в каждой механической мастерской.
Эти машины просты в эксплуатации, но имеют сложную конструкцию с различными частями.
Поэтому, чтобы понять функциональность токарного станка, важно знать его части и их функции.
В этой статье дается подробное описание различных частей токарного станка.
Я также обсудил части токарного станка с ЧПУ и токарного станка по дереву, чтобы помочь вам понять различия между каждым типом токарного станка.
Что в этой статье?
- Детали токарного станка по металлу
- Детали токарного станка с ЧПУ
- Детали токарного станка по дереву
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Детали токарного станка по металлу
Детали токарного станка (Источник: Kingston lathes)Сложная конструкция токарного станка по металлу состоит из различных важных частей, выполняющих свои функции для успешного выполнения операции обработки.
Передняя бабка
Передняя бабка обычно представляет собой громоздкую часть токарного станка, расположенную слева от станины.
Это силовая часть токарного станка, в которой размещены различные компоненты привода, такие как двигатель шпинделя, редуктор, ременный привод и удерживающие устройства.
Кроме того, здесь находятся рычаги управления скоростью/подачей и другие важные переключатели управления.
Передняя бабка имеет цельнометаллическую конструкцию, как правило, чугунную, обеспечивающую прочность и жесткость для сопротивления сильным вибрациям, возникающим при работе станка.
Стационарный компонент токарного станка, который не имеет относительного движения по отношению к станине станка.
Как правило, токарные станки с ЧПУ предоставляют возможность модернизации, когда устройство подачи прутка подключается к передней бабке станка для автоматизации подачи сырья для непрерывной работы.
Коробка передач
Токарные станки — это универсальные инструменты, которые можно использовать для обработки различных материалов.
Эта универсальность достигается за счет возможности изменять скорость вращения шпинделя для обеспечения оптимальных параметров для различных процессов обработки.
Изменение скорости токарного станка может быть достигнуто различными способами, такими как изменение скорости двигателя путем изменения электрического напряжения, с помощью механизма с ремнем и шкивом или с помощью системы зубчатого привода.
Коробка передач токарного станка похожа на коробку передач, используемую в автомобиле для изменения скорости движения.
Он состоит из различных комбинаций зубчатых колес, которые могут обеспечивать конфигурации «низкая скорость/высокий крутящий момент» или «высокая скорость/низкий крутящий момент», в зависимости от применения обработки.
Редуктор передает вращательное движение от электродвигателя на шпиндель токарного станка.
Шпиндель токарного станка
A Шпиндель токарного станкаШпиндель токарного станка — это вращающийся компонент токарного станка, который обеспечивает необходимое движение заготовки.
Вращательное движение электродвигателя передается на шпиндель через соответствующий редукторный механизм, который, таким образом, вращает патрон и заготовку.
Расположен внутри передней бабки и состоит из шпиндельного вала, отличающегося различной геометрией поперечного сечения, с нарезанной на переднем конце резьбой.
Эти резьбы служат для крепления приспособлений, удерживающих заготовку, таких как патрон или цанга.
Типичный токарный станок состоит из одного шпинделя для вращения заготовки, но вы также можете найти токарные станки с многошпиндельными конфигурациями, которые повышают их производительность.
Патрон
4-х кулачковый патрон Патрон представляет собой зажимное устройство, используемое для установки заготовок различного диаметра.
Кулачковые патроны чаще всего используются на токарных станках по металлу и встречаются в конфигурациях с 3 и 4 кулачками.
Трехкулачковые патроны, как правило, имеют автоматическую регулировку, тогда как четырехкулачковые патроны могут иметь ручную регулировку, при которой каждый кулачок ослабляется или затягивается отдельно с помощью зажимного ключа.
Эта регулировка губок помогает выровнять заготовку, чтобы обеспечить эксцентриситет относительно оси шпинделя.
Следует отметить, что небольшое смещение по оси может привести к неправильным результатам обработки, поэтому важно использовать выравнивающие инструменты, такие как циферблатные индикаторы, чтобы свести к минимуму смещение заготовки.
Помимо кулачковых патронов, магнитные патроны также могут использоваться для удержания заготовки на токарном станке. В зависимости от ваших требований, вы можете использовать патрон с постоянными магнитами или электромагнитный патрон.
Станина
Станина — самая длинная деталь токарного станка, обычно имеющая чугунную конструкцию.
Обеспечивает токарному станку жесткую конструкцию и содержит все основные компоненты, такие как шпиндель, резцедержатель, портал, задняя бабка и т. д.
Обычно длина станины определяет максимальную длину заготовки, которую можно обработать на станке. токарный станок, и чем больше размер станины, тем выше будет стоимость станка.
Поддон для стружки
Поддон для стружки представляет собой металлический поддон, расположенный в нижней части токарного станка.
Он собирает стружку, образующуюся в процессе обработки, что устраняет необходимость сбора стружки из цеха.
Направляющие
Направляющие представляют собой металлические рельсы с перевернутой V-образной конструкцией, установленные на станине токарного станка.
Как следует из названия, они направляют движение каретки и стойки инструмента по оси Z.
Каретка
Каретка токарного станка, установленная на направляющих Каретка представляет собой подвижную часть токарного станка, на которой размещены другие части, такие как стойка инструмента, фартук, седло, поперечный салазок и т. д.
д.
Комплектуется подающим стержнем станка и состоит из маховика для управления его перемещением по длине станка (ось Z).
Таким образом, скорость каретки определяет скорость подачи в процессе обработки.
Седло
Седло представляет собой небольшой Н-образный литой элемент, который служит креплением для крепления стойки инструмента.
Расположен на верхней части каретки токарного станка.
Поперечный суппорт
Поперечный суппорт расположен на суппорте и отвечает за боковое перемещение (по оси X) режущего инструмента.
Это движение режущего инструмента определяет глубину резания в процессе обработки.
Составной суппорт
Составной суппорт крепится к поперечному суппорту с помощью составного упора.
Обеспечивает возможность установки режущего инструмента под углом к заготовке. Это позволяет выполнять операции резания под углом, такие как снятие фаски, сужение и т. д.
В отличие от каретки и поперечного салазка, составные салазки нельзя позиционировать с помощью маховиков, поэтому их следует установить под нужным углом перед выполнением процесс.
Инструментальная стойка
Инструментальная стойка и задняя бабка токарного станкаИнструментальная стойка, как следует из названия, содержит режущий инструмент, используемый при работе на токарном станке.
Он устанавливается на поперечный суппорт и может перемещаться в продольном направлении (по оси Z) или в поперечном направлении (по оси X), а комбинированное перемещение резцедержателя по осям X и Z приводит к желаемой операции обработки.
Инструментальные стойки, используемые на токарных станках по металлу, могут иметь четыре конфигурации: один винт, открытая сторона, четыре болта и четырехсторонняя стойка.
Одновинтовые и открытые боковые стойки могут удерживать один режущий инструмент. Тем не менее, открытая боковая резцедержатель способна создавать сравнительно большие силы резания.
Инструментальная стойка с четырьмя болтами может удерживать два режущих инструмента и идеально подходит для создания больших усилий резания.
Принимая во внимание, что четырехсторонний резцедержатель может удерживать четыре режущих инструмента, каждый из которых закреплен двумя болтами, что делает его идеальным для тяжелых операций обработки.
Кроме того, некоторые токарные станки, такие как многоцелевые токарные станки, могут иметь специальные инструментальные стойки, которые могут удерживать несколько режущих инструментов для различных токарных операций.
Фартук
Фартук — важный элемент, обеспечивающий возможность установки автоматической подачи во время операции механической обработки.
Расположен на каретке токарного станка и соединен с подающим стержнем для облегчения его автоматического перемещения.
Ходовой винт
Ходовой винт представляет собой длинный приводной вал с нарезанной на нем крестообразной резьбой.
Облегчает продольное перемещение каретки, аналогично подающему стержню, но служит для установки автоматической подачи режущего инструмента.
Эта настройка автоматической подачи обычно используется для нарезания резьбы и чистового точения, где требуется равномерная и точная подача режущего инструмента.
Маховик
Маховик токарного станка Маховик используется для позиционирования различных элементов токарного станка. Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Каждый элемент имеет специальный маховик, который можно вращать, чтобы установить его точное положение для операции обработки.
Типичные токарные станки состоят из трех маховиков, каждый из которых управляет движением каретки, задней бабки и режущего инструмента.
Система СОЖ
Система СОЖ токарного станкаОбработка металлических заготовок требует больших сил резания, которые выделяют тепло от трения, поэтому токарным станкам по металлу требуется система СОЖ для предотвращения повреждения инструмента или заготовки.
Система СОЖ состоит из резервуара для хранения смазочно-охлаждающей жидкости, насоса для подачи смазочно-охлаждающей жидкости в зону обработки и напорного шланга, расположенного непосредственно над зоной резания.
Эта смазочно-охлаждающая жидкость служит для смазки и действует как охлаждающая среда, отводя тепло от точки контакта.
Задняя бабка
Задняя бабка — еще одна важная часть токарного станка, расположенная на правом конце станины.
Обеспечивает поддержку переднего конца вращающейся заготовки в процессе обработки.
Как и каретка, может скользить по направляющим и фиксироваться в нужном положении.
Это движение вдоль станины станка позволяет задней бабке поддерживать заготовки переменной длины.
Кроме того, задняя бабка также может использоваться для установки режущих инструментов для таких операций, как сверление, растачивание, развертывание и т. д.
Револьверная головка
Револьверная головка токарного станкаРевольверная головка представляет собой модифицированную заднюю бабку, которая обычно используется в токарных станках с револьверной головкой и токарных станках с токарным станком.
Как правило, он имеет шестигранную форму и может вмещать шесть режущих инструментов. Револьверную головку можно поворачивать для доступа к различным режущим инструментам во время процесса обработки, тем самым повышая производительность токарного станка.
Револьверные головки также можно найти в токарных станках с ЧПУ, таких как швейцарские токарные станки, где для процесса обработки требуется несколько режущих инструментов.
Ноги
Ноги токарного станка обычно имеют чугунную конструкцию, которая придает им прочность и жесткость, чтобы выдерживать весь вес токарного станка.
Ножки токарного станка рекомендуется крепить к полу цеха путем заделки их в фундамент или с помощью крепежных элементов, таких как болты.
Помогает свести к минимуму вибрации и улучшить качество обработки токарного станка.
Однако настольные токарные станки не имеют ножек и устанавливаются на столе.
Детали токарного станка с ЧПУ
Детали токарного станка с ЧПУ (Источник: Kent USA)Конструкция токарного станка с ЧПУ аналогична ручным токарным станкам по металлу с некоторыми модификациями, которые повышают его производительность и обеспечивают возможность автоматизации процесса обработки.
Серводвигатель
Токарные станки с ЧПУ обычно состоят из серводвигателя вместо двигателя постоянного тока для привода шпинделя.
Серводвигатели обеспечивают лучшее управление скоростью и готовы к автоматизации.
Эти двигатели работают в системе с замкнутым контуром, где они могут обнаруживать и устранять ошибки в работе двигателя без необходимости вмешательства человека, что делает его идеальным для токарных станков с ЧПУ.
Однако серводвигатели являются дорогостоящими по сравнению с другими двигателями, используемыми в станках с ЧПУ.
Гидравлический патрон
Основной целью токарных станков с ЧПУ является обеспечение быстрой обработки с высокой точностью и эффективностью.
Гидравлические патроны по сравнению с ручными кулачковыми патронами легче выравнивать, поскольку они могут автоматически зажимать заготовку под действием гидравлической жидкости.
Обычно на токарных станках с ЧПУ используются 3-кулачковые гидравлические патроны с внутренним диаметром (ID) и внешним диаметром (OD).
Револьверная головка
Револьверная головка токарного станка с ЧПУ (Источник: CMZ) Револьверная головка токарного станка с ЧПУ содержит несколько режущих инструментов, которые используются во время операции обработки.
Каждая позиция инструмента в револьверной головке пронумерована и может автоматически индексироваться в соответствии с программой обработки.
Револьверные головки доступны в различных формах и размерах в зависимости от количества инструментов, которые они могут удерживать.
Блок управления станком (MCU)
Токарные станки с ЧПУ состоят из блока управления, который принимает G-код от компьютера и преобразует его в электрические сигналы для управления различными элементами токарного станка.
Блок управления токарным станком состоит из контроллера, входных переключателей и экрана для установки и контроля параметров обработки.
MCU токарных станков работает со специальным программным обеспечением для управления ЧПУ, таким как FANUC, Hass, Siemens, Hydro-Dyne и Mitsubishi.
Ножные педали
Ножные педали для токарного станка с ЧПУ (Haas CNC) Ножные педали или ножные органы управления на токарном станке с ЧПУ позволяют оператору ЧПУ управлять некоторыми функциями с помощью ног.
Как правило, левая педаль управляет зажимом и разжимом зажимного приспособления, а правая педаль управляет задней бабкой.
Детали токарного станка по дереву
Детали токарного станка по дереву (Источник: Powermatic)Токарные станки по дереву, как правило, меньше по размеру, но имеют аналогичную конструкцию токарных станков по металлу, с той лишь разницей, что станок токарного станка.
Режущий инструмент, используемый на токарных станках по дереву, представляет собой ручной инструмент, который оператор может свободно перемещать, чтобы вырезать желаемую форму из деревянного ложа.
Это устраняет необходимость в различных элементах, таких как резцедержатель, каретка, подающий стержень и т. д., которые удерживают режущий инструмент и облегчают перемещение инструмента по разным осям токарного станка.
Токарные станки по дереву состоят из подручника, который используется для поддержки режущего инструмента во время операции обработки.
Подручник состоит из различных элементов, таких как банджо, банджо-замок и замок подручника, которые помогают в точном позиционировании режущего инструмента для эффективной обработки дерева.
Банджо
Банджо является основанием подручника. Он состоит из O-образной зажимной гайки, которая входит в направляющую и облегчает ее перемещение по станине станка.
Замок банджо
Замок банджо — это рычаг, который используется для блокировки банджо в его положении.
После перемещения банджо в нужное место вдоль направляющих можно задействовать замок банджо, чтобы надежно удерживать подручник во время обработки.
Подручник Замок
Подручник токарного станка по дереву обычно имеет плоскую геометрию, позволяющую размещать режущий инструмент перпендикулярно заготовке.
Однако, чтобы расположить режущий инструмент под углом, вы можете отключить блокировку подручника, установить желаемую ориентацию подручника, а затем снова включить блокировку подручника, чтобы зафиксировать его в этом положении.
Устройство крепления заготовки
Варианты крепления заготовки на токарном станке по дереву Токарные станки по дереву обычно используют шпиндель или планшайбу для установки заготовки.
Цилиндр шпинделя представляет собой удлинение вала шпинделя с острым профилем, которое врезается в заготовку и прочно удерживает ее между передней и задней бабками.
Планшайба представляет собой металлическую пластину, удерживающую деревянную заготовку с помощью крепежных элементов, таких как винты.
Кроме того, токарные станки по дереву могут также состоять из кулачковых патронов или цанг для установки заготовки.
Часто задаваемые вопросы (FAQ)
Что означает «качание над станиной» в токарных станках?
Поворот над станиной (SOB) токарного станка означает максимальный диаметр обрабатываемой детали на этом токарном станке. Обычно оно равно удвоенному расстоянию между верхом станины и центром шпинделя.
Что такое «расстояние между центрами»?
Расстояние между центрами (DBC) — это расстояние между задней и передней бабками токарного станка. Обычно она равна длине станины и определяет максимальную длину заготовки, которую можно обточить на токарном станке.
Можно ли использовать токарный станок с ЧПУ для обработки дерева?
Да, токарный станок с ЧПУ обеспечивает регулировку скорости и поэтому может быть приспособлен для обработки древесины. Однако каждая деревянная заготовка отличается от другой ориентацией волокон, структурой зерна и т. д., а ручной инструмент обеспечивает вибрационную обратную связь, чтобы помочь машинисту соответствующим образом адаптировать процесс. Этого нельзя достичь на токарных станках с ЧПУ, и поэтому токарные станки с ЧПУ можно использовать для обработки дерева, но за счет обработки его поверхности.
Токарный станок в центре
Токарный станок в центре| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | ||
| ТОКАРНЫЙ СТАНОК | ||
В. Райан © 2003 — 2022 Райан © 2003 — 2022 | ||
PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ ДЛЯ ПЕЧАТИ Токарный станок Center используется для изготовления цилиндрических
формы из различных материалов, в том числе; сталей и пластмасс. Многие из
компоненты, которые вместе обеспечивают работу двигателя,
изготавливаются на токарных станках. Это могут быть токарные станки, управляемые непосредственно
люди (ручные токарные станки) или токарные станки с компьютерным управлением (станки с ЧПУ), которые
были запрограммированы на выполнение определенной задачи. Основное руководство
центральный токарный станок показан ниже. Этот тип токарного станка управляется
человек поворачивает различные ручки на верхнем слайде и поперечном слайде
заказ на изготовление изделия/детали. | ||
| Переднюю бабку токарного станка можно открыть, открывая расположение
передач. Эти шестерни иногда заменяют, чтобы изменить скорость
вращение патрона. Токарный станок должен быть выключен перед открытием,
хотя двигатель должен автоматически отключаться, если дверь открыта
во время работы машины (функция безопасности). Скорость вращения патрона обычно задается с помощью шестерни. рычаги. Обычно они располагаются на верхней части бабки или вдоль передней и задней части. допускают широкий диапазон скоростей. | ||
Однако иногда единственный способ настроить токарный станок на определенную скорость
заключается в изменении расположения шестерен внутри передней бабки. Большинство машин
будет иметь ряд альтернативных зубчатых колес для этой цели. Большинство машин
будет иметь ряд альтернативных зубчатых колес для этой цели. | ||
| НЕКОТОРОЕ ОБОРУДОВАНИЕ, ИСПОЛЬЗУЕМОЕ С ТОКАРНЫМ СТАНОКОМ | ||
ВОПРОСЫ : Нарисуйте простую схему типичный центр токарного станка и обозначьте важные части. | ||
| МОДЕЛЬ ИНЖЕНЕРНЫЙ ЦЕНТР ТОКАРНЫЙ | ||
Он так же функционален, как и полноразмерный центральный токарный станок, за исключением того, что он меньше и помещается на столешнице.
| ||
