
Токарный суппорт своими руками: Поперечный суппорт своими руками для самодельного токарного станка
Самодельный суппорт для токарного станка своими руками
Как сделать самодельный суппорт для токарного станка своими руками?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.


Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
– шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Şərh • 40
может стоит перевернуть чтоб стружка не набивалась во внутрь
очень много букв, и много пальцев))) “друг-друг”-“брат-брат”)))
Что получилось в иотге. Можно видео как станок точит?
Их полно, ищите на моем канале
Не только колхозит. Совхозит тоже надо будет хорошо всё будет хорошо хорошо всё будет хорошо я это во знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю
Совхозит тоже надо будет хорошо всё будет хорошо хорошо всё будет хорошо я это во знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю знаю
Труд, достойный уважения. Желаю успехов и здоровья.
В мене на штоках від амортизатора 20мм на відрізному дробить,цікаво як у Вас получилось?
+Vladyk Naz только сегодня купил швеллера для станины. Есть видео, начну собирать
Чем вырезали пластину из плиты? Как-то слишком ровно для просто болгарки.
я тоже сделал ласточкин хвост из уголка, почти сразу появилась вибрация. Как я понял простой металл все же не подходит для нагрузок токарного станка. мой совет,не стоит все таки тратить деньги усилия и нервы на самодельный токарный, как бы не хотелось сделать его самому. лучше купить заводской. Это мой личный опыт. а так желаю удачи
что бы не повело металл при сварке длинных швов , шов нужно варить ОБРАТНО-СТУПЕНЧАТЫМ способом ” проварил несколько см, отступаешь вперед несколько см и варишь обратно к сваренному шву , и т. д
д
Алим,где продолжение? Хочу посмотреть что выйдет. Я вот сделал на стойках от амортизаторов,так на 200 оборотах дробит на заготовках свыше 30 мм.прыгает как на пружинах. Думаю как хвосты сделать.
автомобильные аморты, используется сам шток.
Какие, от чего аммортизаторы?
Кирилл Гайдуковичь пока продолжения нет к сожалению
идея 5 исполнение 2 как говорится. Очень хлипенький , особенно ласт хвост основания. на сталюке вырвет сразу.
Yuriy Klevchuk сразу не вырвет, а если что усилим. Я делаю станок для себя, зарабатывать на нем не буду. Все по ходу будет усиливаться, работа покажет
а если добавить прижимные болты через мощную пружину – вибрации будут гасить. но придется больше проходов делать.
Интересный подход к решению. ) Но я бы сделал еще дополнительно : 1. Подложил бы полосу(ы) шлифованную(например от ножей строгальных по дереву) между подвижной частью и неподвижной и поджал бы их болтами(с контрогайкой)- для уменьшения сил трения, для выборки зазоров и облегчения работы по монтажу 2. Поперечные сварные ребра на наклонные неподвижные пластины(на ласточкин хвост)- чтобы пластины не отгибало. 3. Обязательно установил бы лимб на поперечный винт- практика показывает, что без него точнее миллиметра тяжело что-либо изготовить(если не применять доп упоры, конечно. ) Желаю удачи!
Поперечные сварные ребра на наклонные неподвижные пластины(на ласточкин хвост)- чтобы пластины не отгибало. 3. Обязательно установил бы лимб на поперечный винт- практика показывает, что без него точнее миллиметра тяжело что-либо изготовить(если не применять доп упоры, конечно. ) Желаю удачи!
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.
Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Источник
Выбор электродвигателя для станка
Самой важной частью самодельного токарного станка по металлу, видео изготовления которого можно легко найти в интернете, является электромотор. Именно с его помощью осуществляется движение рабочей части станка. Соответственно, от мощности этого механизма зависит мощность всей конструкции. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Соответственно, от мощности этого механизма зависит мощность всей конструкции. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Если вы планируете работать на станке с мелкими деталями, для этого вполне подойдет мотор с мощностью до 1 кВт. Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
При сборке по готовым чертежам самодельного токарного станка по металлу учитывайте, что все электрические части конструкции должны быть надежно изолированы. Если у вас нет необходимого опыта работы с электрическим оборудованием, лучше обратиться за помощью по подключению к специалисту. Так вы будете уверены в безопасности работы и надежности конструкции.
Асинхронный двигатель является оптимальным вариантом для самодельного токарного станка
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.
В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.
Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Характеристики устройства
Технические характеристики многофункционального токарного станка 1д601 следующие:
Настольный токарный станок 1д601 преимущественно используется для создания единичных заготовок бытового типа. Для массового производства лучше приобретать более громоздкую и промышленную модель. Лимбы устройства регулируют глубину хода главного резца, что улучшает точность.
Даже устаревший токарный станок 1д601, технические характеристики которого остались на первоначальном уровне, не уступает по эффективности обработки заготовок некоторым современным установкам.
Внешний вид токарного станка Внешний вид станка 1д601
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.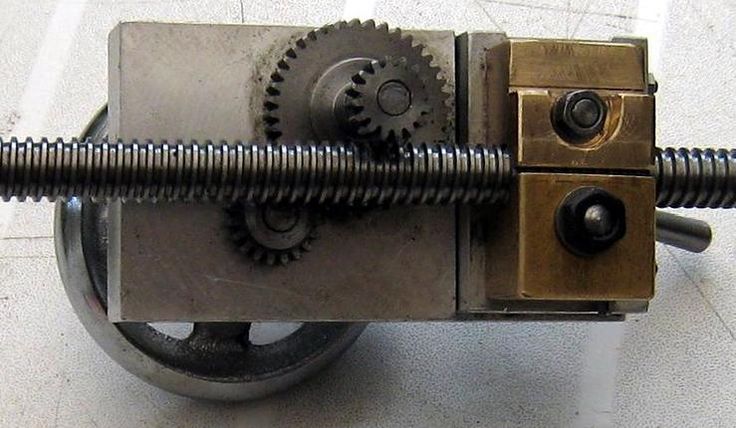
Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных. Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
что это такое, для чего предназначен
Первый механизированный суппорт, установленный в 1770 году голландцами в машине для сверления пушечных стволов. Качественно изменил все машины и подвинул к новым изобретениям в металлообработке. В мире техники началась новая эпоха.
Содержание
Что это такое?
Суппорт (supporto (лат.) – поддерживаю) – механический держатель резцовой головки станка (токарного, шлифовального, строгального и др.), управляющий режущим инструментом в процессе резания и сообщающий величину подачи в пределах точно установленных допусков.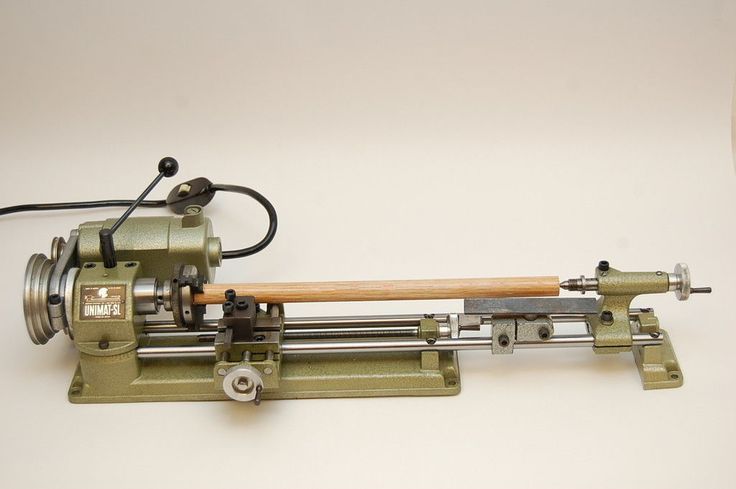
По степени точности механической подачи и жёсткости суппорта судят о качестве станка.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.

Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
– шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Поделиться в социальных сетях
Признаки неисправности тормозного суппорта
Тормозной суппорт является важным компонентом дисковой тормозной системы, который помогает вашему автомобилю останавливаться при нажатии на педаль тормоза. Некоторые признаки того, что ваш автомобиль может иметь неисправный тормозной суппорт, могут включать ненормальный шум, снижение тормозной способности, утечки жидкости или ощущение, что ваш автомобиль тянет в одну сторону. В отличие от тормозных колодок, которые следует заменять последовательно, суппорты должны прослужить вместе с автомобилем. Однако суппорты могут выйти из строя или стать таковыми, что поставит под угрозу безопасность вашего автомобиля. Знание того, что такое тормозной суппорт и каковы симптомы неисправного тормозного суппорта, поможет решить проблему сразу.
Знание того, что такое тормозной суппорт и каковы симптомы неисправного тормозного суппорта, поможет решить проблему сразу.
(artelllliii72 / pixabay)
Что такое тормозной суппорт? Тормозной суппорт является важным компонентом дисковых тормозов, который обычно находится в передних тормозах. В нем находятся тормозные колодки и поршни автомобиля. Его функция заключается в замедлении колес автомобиля. Суппорт надевается на ротор колеса как зажим. Когда вы нажимаете на тормоз, трение между двумя частями замедляет ротор и останавливает вращение колеса.
Внутри суппортов находятся две металлические пластины, называемые тормозными колодками. Когда педаль тормоза нажата, тормозная жидкость оказывает давление на поршни в суппорте, который прижимает колодки к тормозному диску. Эти компоненты работают вместе, чтобы замедлить ваш автомобиль.
Как определить, что ваш тормозной суппорт не работает должным образом:
Может быть трудно заметить, что что-то не так с вашей тормозной системой или что что-то не так с вашим тормозным суппортом, но вот некоторые признаки того, что вы можете заметить, если у вас неисправный тормозной суппорт.
Сигнальная лампа: Если загорается лампа тормозной системы или антиблокировочной тормозной системы (ABS), это явное предупреждение о возможной неисправности тормозной системы.
Утечки жидкости: Вы можете заметить тормозную жидкость в моторном отсеке или вокруг колес. Тормозные суппорты приводятся в действие гидравлической жидкостью, и из-за штуцера для выпуска воздуха или уплотнения поршня могут возникать утечки.
Мягкая, губчатая педаль тормоза: Если ваш тормозной суппорт протекает, это может привести к тому, что педаль тормоза станет губчатой или мягкой. Кроме того, заедание ползунков или заедание поршня в суппорте может создать больше пространства между колодкой и ротором, что приведет к ненормальному ощущению педали.
Снижение тормозной способности: Если тормозной суппорт неисправен, что приводит к размягчению педали тормоза, то ваш автомобиль также не будет тормозить. Вы также можете обнаружить, что постоянно качаете тормоза, чтобы заставить их работать должным образом.
Ощущение затягивания: Вы также можете испытывать ощущение затягивания во время вождения. Это ощущение возникает, когда тормозные колодки прижимаются к роторам во время движения. Затронутые тормоза будут задействованы или частично задействованы постоянно.
Шумное торможение: Если у вас заедает тормозной суппорт, он изнашивает тормозные колодки. В результате вы обнаружите, что ваши тормоза постоянно скрежещут и скрипят.
Рывки или увод в одну сторону: При торможении ваш автомобиль может дергаться или уводить в сторону. Этот симптом может быть результатом заклинивания тормозного суппорта или ползунков суппорта. Хотя это наиболее заметно во время вождения, вы также можете почувствовать это во время вождения.
Неравномерный износ: Вы можете обнаружить, что ваши тормозные колодки изнашиваются неравномерно. Залипание суппорта, поршней или ползунковых пальцев приведет к частичному прилеганию колодок и заставит их тянуться к ротору.
Что делать, если вы считаете, что у вас может быть неисправный тормозной суппорт:
Существует несколько способов устранения неисправности неисправного тормозного суппорта. Вы можете проверить тормозные суппорты на наличие утечек, проверить, нет ли ненормального износа тормозных колодок, или проверить, как работает поршень суппорта. Вы также можете выполнить тест блокировки линии.
Чего вам не следует делать, так это оставлять тормоза без присмотра. Если оставить залипший или заклинивший тормозной суппорт в покое, это может привести к частичной или полной потере тормозной способности, дорогостоящим ремонтным работам или поставить под угрозу ваше вождение. Если вы заметили, что в вашем автомобиле наблюдается какая-либо из вышеперечисленных проблем, вам следует выяснить, не исправен ли в вашем автомобиле тормозной суппорт, и устранить его как можно скорее.
Семейные авторемонтные и шинные мастерские Burt Brothers в штате Юта, расположенные по всему Уосатч-Фронт, от Уэст-Вэлли до Лейтона и Парк-Сити, могут диагностировать и устранять проблемы с тормозами и безопасно доставлять вас в путь.
Инфографика
Тормозной суппорт является важным компонентом дисковой тормозной системы. Любые проблемы в этой части могут снизить эффективность торможения и поставить под угрозу вашу безопасность. Знакомство с тормозным суппортом и его функциями поможет вам заметить симптомы неисправного тормоза. Вот некоторые контрольные признаки, на которые стоит обратить внимание.
Видео
Руководство по ремонту калипера
Ремонт циферблата
краткое руководство «Сделай сам»
Штангенциркули — это одновременно и самый простой, и самый сложный инструмент для ремонта, особенно без соответствующих инструментов. Здесь мы представляем некоторые подсказки, подсказки и инструкции. Мы будем скупы на раскрытие основных «хитростей торговли», потому что это в конечном итоге будет стоить нам и другим ремонтным мастерским столь необходимого бизнеса.
Губки : если челюсти не параллельны или не плоские, их можно отшлифовать и притереть, но это работа для специалиста. Если вы попробуете это сделать сами, вы, вероятно, в конечном итоге так сильно отшлифуете, что у вас останется совершенно бесполезный инструмент. Или челюсти будут в худшем состоянии, чем раньше. В любом случае бесполезный инструмент. Если челюсти нуждаются в работе, то обязательно отправьте суппорты в мастерскую, готовую взяться за работу.
Механика : механизм циферблатного суппорта может быть отремонтирован любым, у кого есть немного времени, несколько обычных инструментов и кто не склонен плакать из-за неудачной попытки.
Совет №1 : никогда не разбирайте больше, чем это абсолютно необходимо.
Общие проблемы включают отсутствие упора ползуна. Это пластиковая деталь на конце балки, которая удерживает скользящие элементы на месте. Может показаться, что задействованы два винта, но в большинстве случаев пластиковая деталь имеет два штифта, которые входят в металлическую балку. Это не проблема, если вы можете уловить правильную остановку ползунка.
Это не проблема, если вы можете уловить правильную остановку ползунка.
Mitutoyo производит довольно много различных версий для всех своих моделей суппортов прошлого и настоящего. Обязательно найдите необходимую деталь в списке деталей, показанном на стр. 188. Простой способ прижать новую деталь к балке — использовать тиски. Совместите отверстия и аккуратно закройте губки тисков, пока они не встанут на место со щелчком.
У Brown & Sharpe нет разнообразия запчастей, но все равно не помешает поискать. Детали между производителями не взаимозаменяемы.
Большинство китайских циферблатных суппортов имеют металлические ползунковые упоры, которые можно закрепить на месте заклепками. На Starrett 1202 они используют винты, чтобы удерживать металлический упор ползунка на месте.
Совет № 2 : отвинтите зажим лицевой панели, прежде чем снимать лицевую панель. Особенно в моделях Mitutoyo, где пластиковый зажим безеля может легко сломаться, если вы забудете это сделать.
Снятие безеля и стекла — шаг номер один при ремонте механического механизма. На более новых моделях Mitutoyo и Starrett безель удерживается на месте резиновым уплотнительным кольцом. Аккуратно подденьте лицевую панель, вставив большую плоскую отвертку под край лицевой панели. Кристаллы вставляются с помощью пресса для кристаллов, а безель можно снова надеть после завершения ремонта.
На китайских суппортах Starrett 1202 безель можно снять с помощью большой плоской отвертки. Опять же, не забудьте сначала снять зажимной винт лицевой панели. Новый кристалл можно прижать большим пальцем снизу, чтобы он образовал купол. Не забудьте белое пластиковое прокладочное кольцо, когда будете прижимать безель обратно к суппортам. Теперь решающий фактор: Starrett не продает новые кристаллы, потому что они поставляются только полностью собранными из Китая.
На Brown & Sharpe (Tesa), безель является частью металлического корпуса и не может быть снят отдельно. Вы подденете металлический корпус, вставив тонкую плоскую отвертку или другой инструмент под четыре угла и осторожно, понемногу, в каждом углу.
- информация о вставке кристаллов, прессе для кристаллов и сменных кристаллах
Совет №3 : если через равные промежутки времени слышны щелчки или небольшие пропуски, проблема заключается в шестернях механизма. Если чистка механизма не решает проблему, то самым простым решением будет замена всего механизма.
Если щелчок или пропуск происходит только в одном месте, скорее всего, в рейке сломан или погнут зуб. Во-первых, проверьте, не застряла ли между зубами грязь или металлическая стружка. Очистите зубья стойки зубной щеткой с жесткой щетиной и используйте тонкую заостренную иглу, чтобы удалить всю грязь. Не отвинчивайте стойку (хотя это может показаться простым способом ее очистки), потому что это разрушит натяжение волосковой пружины в механизме.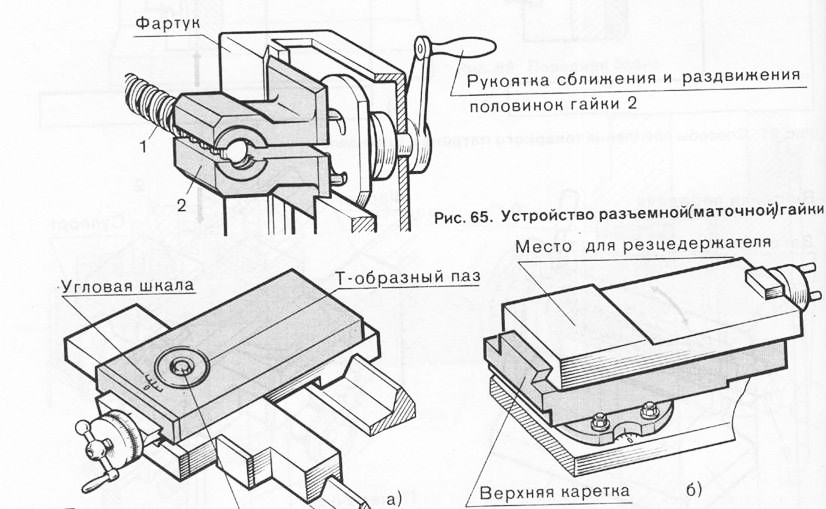
12-дюймовая стойка Starrett состоит из двух отдельных 6-дюймовых стоек. Обратите особое внимание на место, где эти двое соединяются. Если движение щелкает или прыгает в этом месте, значит, стойки слишком близко друг к другу. Просто ослабьте винты на одной из стоек, а затем сдвиньте ее так, чтобы зубья правильно вошли в зацепление с шестернями. Естественно, проверьте калибровку после такой настройки.
Штангенциркули Starrett имеют уникальные, продуманно простые механизмы и люфтовые шестерни. Будьте осторожны, разбирая их, потому что детали имеют тенденцию расшатываться и падать повсюду. Будьте бдительны и помните, что куда идет. Несмотря на обманчивую простоту, если вы думаете, что у вас все хорошо, эта попытка ремонта может доказать это.
Китайские модели Starrett 1202 на самом деле в некоторых отношениях лучше стандартных американских моделей. Более прочный, хорошо сделанный механизм является улучшением по сравнению со старыми суппортами, которые, вероятно, не изменили дизайн с момента их первого изобретения. Но детали для движения отдельно не продаются! Вам придется купить весь механизм в сборе с безелем и стеклом. Это на самом деле облегчает жизнь, предполагая, что движения доступны. У Старретт часто нет акций, и так же часто они не знают, получат ли они когда-нибудь акции. Совет: если вы решите разобрать его, отвинтите только 3 больших винта с крестообразным шлицем (оставьте 5 меньших в покое).
Повторяемость (возврат к нулю при закрытых губках) в основном обусловлена натяжением пружины в движении. Это, вероятно, самая сложная задача в ремонте: правильное натяжение.
Штангенциркули Brown & Sharpe : снимите стекло и стрелку, как описано выше, или с помощью ручного съемника.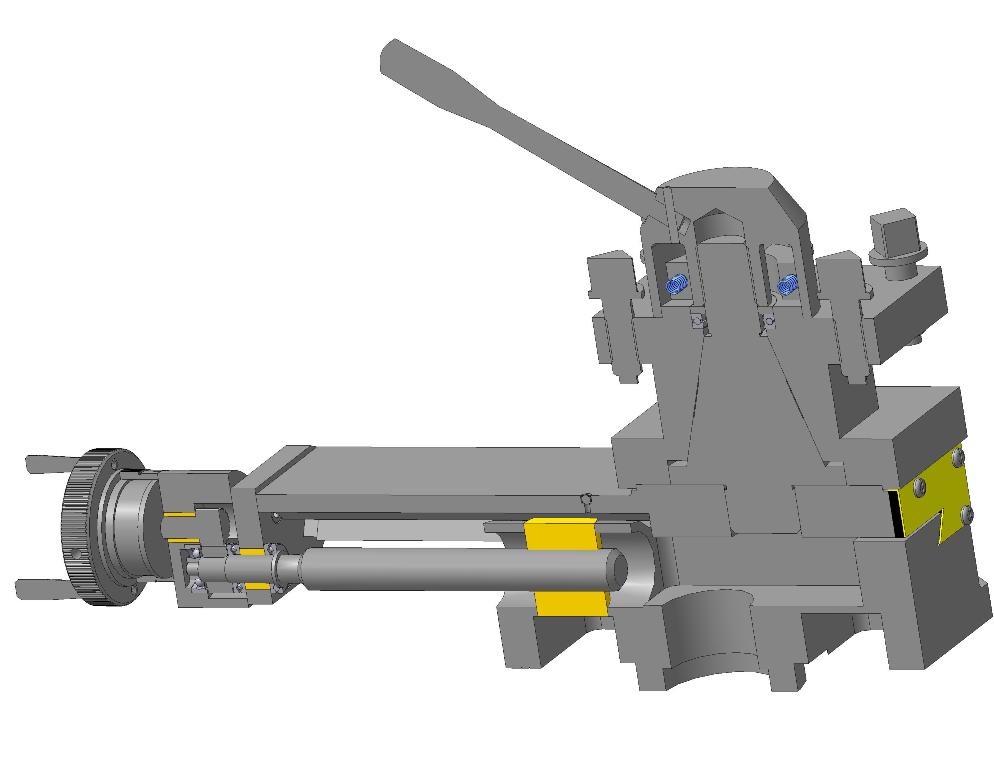 Возможно, вам удастся вынуть кристалл небольшой отверткой вдоль края, но есть вероятность, что вы повредите кристалл. Это то, что вы должны ожидать. Имейте под рукой запасной кристалл. Подденьте весь металлический корпус, вставив плоскую отвертку под все четыре угла. Поддевайте его медленно, понемногу, чтобы не повредить пластиковые гнезда, удерживающие его на месте. Как только он выключится, вы увидите, о чем идет речь. Если розетки повреждены, их следует заменить. Эти гнезда гарантируют, что корпус останется прочно прикрепленным к корпусу штангенциркуля, в противном случае вы также можете заметить колебания показаний.
Возможно, вам удастся вынуть кристалл небольшой отверткой вдоль края, но есть вероятность, что вы повредите кристалл. Это то, что вы должны ожидать. Имейте под рукой запасной кристалл. Подденьте весь металлический корпус, вставив плоскую отвертку под все четыре угла. Поддевайте его медленно, понемногу, чтобы не повредить пластиковые гнезда, удерживающие его на месте. Как только он выключится, вы увидите, о чем идет речь. Если розетки повреждены, их следует заменить. Эти гнезда гарантируют, что корпус останется прочно прикрепленным к корпусу штангенциркуля, в противном случае вы также можете заметить колебания показаний.
Теперь можно снять механизм, удерживаемый тремя винтами. Не разбирайте механизм. Белая пластиковая шестеренка привлечет ваше внимание. Эта шестерня состоит из двух частей: верхней зубчатой шестерни и нижнего пластикового диска. Между ними находится небольшой родник. Держите нижний диск неподвижно и вращайте верхнюю зубчатую шестерню против часовой стрелки, пока два маленьких отверстия не совпадут. Вставьте булавку в два отверстия так, чтобы они оставались на одной линии. Теперь вы можете снова прикрепить механизм, но пока не затягивайте винты. Зубья рейки должны войти в зацепление с зубьями центральной шестерни. Это непростая задача, потому что у вас нет права на ошибку. Если зацепиться слишком плотно, движение будет грубым или вообще не будет двигаться. Если вы отступите слишком далеко, вы рискуете потерять натяжение пружины, над созданием которой вы так усердно работали. Когда вы, наконец, найдете правильное расположение механизма, вы можете затянуть винты и снять этот штифт с шестерен. Если повезет, это сработает, но, скорее всего, потребуется полдюжины попыток, прежде чем вы все сделаете правильно. Это то разочарование, которое заставит вас выпить еще одну чашку кофе, если вы сможете выдержать дрожащие руки.
Вставьте булавку в два отверстия так, чтобы они оставались на одной линии. Теперь вы можете снова прикрепить механизм, но пока не затягивайте винты. Зубья рейки должны войти в зацепление с зубьями центральной шестерни. Это непростая задача, потому что у вас нет права на ошибку. Если зацепиться слишком плотно, движение будет грубым или вообще не будет двигаться. Если вы отступите слишком далеко, вы рискуете потерять натяжение пружины, над созданием которой вы так усердно работали. Когда вы, наконец, найдете правильное расположение механизма, вы можете затянуть винты и снять этот штифт с шестерен. Если повезет, это сработает, но, скорее всего, потребуется полдюжины попыток, прежде чем вы все сделаете правильно. Это то разочарование, которое заставит вас выпить еще одну чашку кофе, если вы сможете выдержать дрожащие руки.
Наденьте металлический корпус обратно на пластиковые гнезда, двигаясь от одного угла к другому, понемногу за раз. Мы находим, что тиски пригодятся на этом этапе, но мы позволим вам найти удобный метод самостоятельно.
Если балка скользит слишком легко или слишком сильно, или если балка имеет люфт, вам придется иметь дело со стержнем и двумя установочными винтами. Удлинитель представляет собой кусок медного металла, который надевается на верхний край балки. Передний винт регулирует величину трения и, следовательно, величину люфта («покачивание»). Никакой игры, конечно, быть не должно. Задний винт аккуратно входит в маленькое отверстие в стреле, и это просто для того, чтобы стрела не выскальзывала при перемещении балки. Этот клин выпадает только тогда, когда вы полностью раздвигаете суппорты или удаляете (или достаточно ослабляете) установочный винт.
- более старые модели имели кусок черного пластика плюс отдельную металлическую полосу. Вы можете легко заменить эти два предмета новым одинарным держателем #034121. См. список деталей .
Старые модели
Brown & Sharpe 599-579-3 был превосходным штангенциркулем, подобных которому, вероятно, больше никогда не увидишь. Запчасти в настоящее время в основном недоступны, но если вам нужно почистить механизм, имейте в виду, что это другой процесс, чем в новых моделях. Чтобы добраться до движения, вам придется удалить кристалл, обычно уничтожив его. После того, как вы поднимите руку (с помощью ручного подъемника — абсолютно необходимого инструмента), вы можете снять прокладку, волнистую шайбу и циферблат. Это показывает три винта, которые удерживают крышку механизма на месте, и вам нужно будет удалить их, чтобы получить доступ к шестерням.
Запчасти в настоящее время в основном недоступны, но если вам нужно почистить механизм, имейте в виду, что это другой процесс, чем в новых моделях. Чтобы добраться до движения, вам придется удалить кристалл, обычно уничтожив его. После того, как вы поднимите руку (с помощью ручного подъемника — абсолютно необходимого инструмента), вы можете снять прокладку, волнистую шайбу и циферблат. Это показывает три винта, которые удерживают крышку механизма на месте, и вам нужно будет удалить их, чтобы получить доступ к шестерням.
Ранние модели Mitutoyo, такие как 505-626-50, имели очень простой механизм без каких-либо люфтовых шестерен или пружин. Он сохранял удивительно жесткие допуски и хорошую повторяемость, а также предлагал очень простой ремонт. При достаточно сильном ударе зубья шестерни могут легко соскочить, что выведет вашу циферблатную стрелку из положения на 12 часов, но именно поэтому Mitutoyo предложил простой метод сброса стрелки с помощью инструмента, который был приложен к оригинальным суппортам. К счастью, зубы почти не пострадали. Только одна шестерня и один зубчатый зажим составляют механизм, и обе части являются заменяемыми. Еще проще заменить весь механизм в сборе. Всего два винта удерживают его на месте. Дайте шестерням достаточный зазор, чтобы все двигалось плавно и все было готово.
К счастью, зубы почти не пострадали. Только одна шестерня и один зубчатый зажим составляют механизм, и обе части являются заменяемыми. Еще проще заменить весь механизм в сборе. Всего два винта удерживают его на месте. Дайте шестерням достаточный зазор, чтобы все двигалось плавно и все было готово.
Замена стрелки циферблата на штангенциркуле Mitutoyo
Стрелка (указатель) многих старых штангенциркулей Mitutoyo заменена на новый стиль. К сожалению, эти стрелки имеют очень маленькие отверстия, и шестерня (обычно диаметром 0,7 мм), вероятно, не подойдет, если вы тщательно не рассверлите отверстие до нужного размера. Для этой цели нужны очень маленькие развертки. Рука должна запрессоваться на месте с помощью инструмента для фиксации. Попытка принудительно надеть его на шестерню, вероятно, приведет к повреждению.
Механизмы Mitutoyo: иногда самый быстрый и надежный способ отремонтировать циферблатные суппорты Mitutoyo — это просто заменить механизм в сборе. На более новых моделях, таких как 505-677, вам придется снять безель, стрелку, циферблат, черную пластиковую основу (3 винта), а затем снять старую латунную сборку (3 винта). Новый механизм поставляется с предварительно натянутой пружиной. Вы увидите булавку с большой белой ручкой, прикрепленной клейкой лентой. Не удаляйте это пока. Тщательно очистите зубья на рейке суппорта, а затем закрутите новый механизм на место, продвинув его до упора вверх, чтобы зацепить зубья шестерни, прежде чем затягивать винты. Теперь можно снять ленту и вытащить штифт. Если все прошло хорошо, ваши суппорты теперь будут работать без сбоев. Если он заедает или не двигается, вам придется подтолкнуть латунный узел вниз (помните, что вы толкнули его вверх до упора). Делайте это осторожно и по минимуму. Если вы зайдете слишком далеко, вы расцепите зубья шестерни и потеряете натяжение пружины, и вам придется сбрасывать ее самостоятельно. При сборке деталей убедитесь, что винты хорошо затянуты.
Новый механизм поставляется с предварительно натянутой пружиной. Вы увидите булавку с большой белой ручкой, прикрепленной клейкой лентой. Не удаляйте это пока. Тщательно очистите зубья на рейке суппорта, а затем закрутите новый механизм на место, продвинув его до упора вверх, чтобы зацепить зубья шестерни, прежде чем затягивать винты. Теперь можно снять ленту и вытащить штифт. Если все прошло хорошо, ваши суппорты теперь будут работать без сбоев. Если он заедает или не двигается, вам придется подтолкнуть латунный узел вниз (помните, что вы толкнули его вверх до упора). Делайте это осторожно и по минимуму. Если вы зайдете слишком далеко, вы расцепите зубья шестерни и потеряете натяжение пружины, и вам придется сбрасывать ее самостоятельно. При сборке деталей убедитесь, что винты хорошо затянуты.
Вопросы?
В: Мой штангенциркуль, когда губки полностью сомкнуты, не показывает на ноль. Как это исправить или это поправимо?
- Отрегулировать положение руки на штангенциркуле непросто, и я предлагаю вам оставить это в покое.
