
Трубогиб для профильной трубы чертежи: Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Трубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Содержание:
- Что такое трубогиб?
- Как изготовить станок из подручных материалов?
- Гидравлический станок своими руками
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.
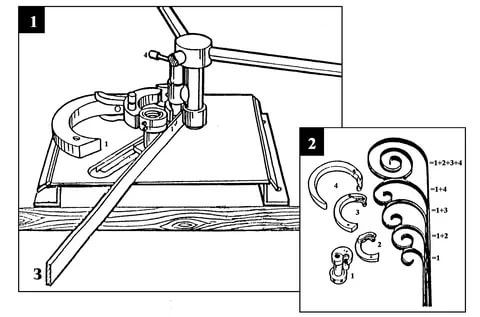
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
 Прокатный трубогиб оснащен несколькими роликами.
Прокатный трубогиб оснащен несколькими роликами.Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой. Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок.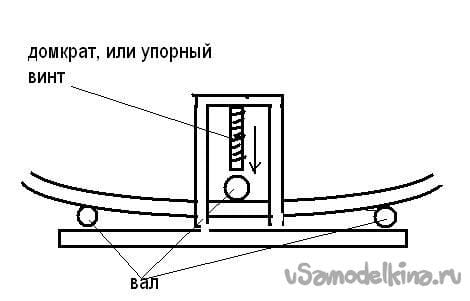 Схема его устройства является довольно простой.
Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Как сделать трубогиб своими руками для профильной трубы чертежи
Как сделать трубогиб своими руками для профильной трубы, чертежи, схемы и порядок сборки.
• диапазон угла сгибания труб от 0° до 180°
• размерный ряд профильной стальной трубы: 10 х 10; 15 х 15; 20 х 20; 25 х 25 (мм)
• размерный ряд водогазопроводных стальных труб: 13,5; 17; 21,3; 26,8 (мм)
Это может пригодиться: А = απ(R+dн/2)/180
где:
А – длина изогнутого участка трубы в миллиметрах
α – угол изгиба в градусах
π – 3,142
R – радиус изгиба в миллиметрах
dн – наружный диаметр трубы в миллиметрах
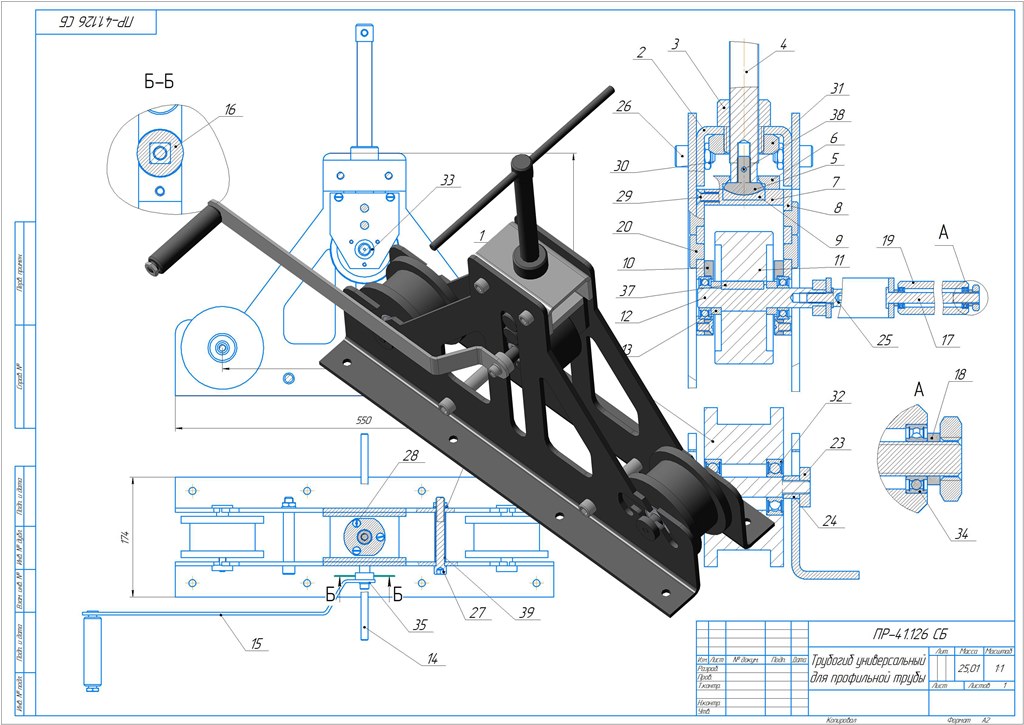
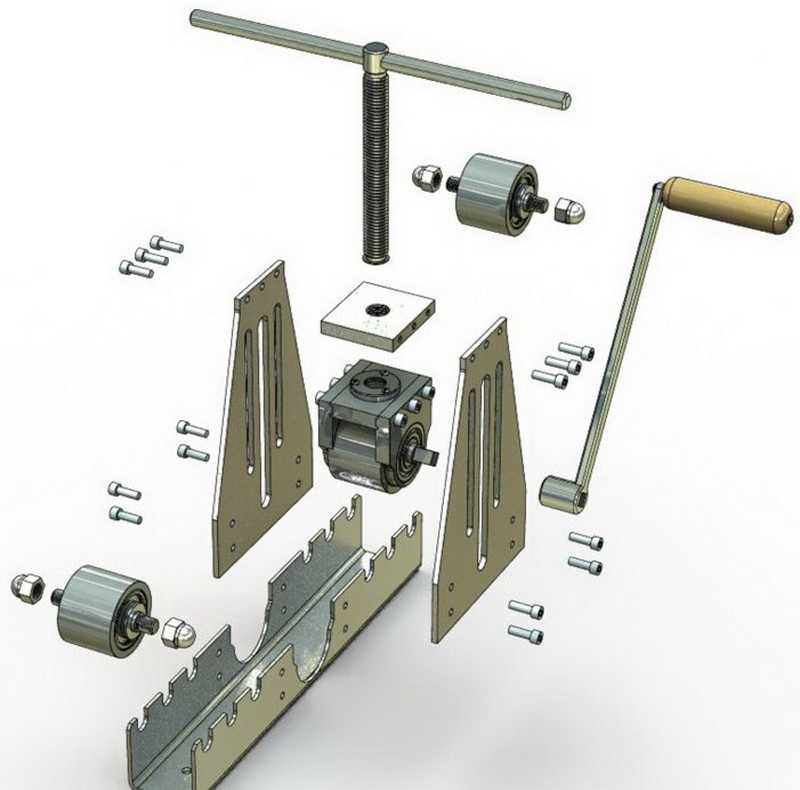
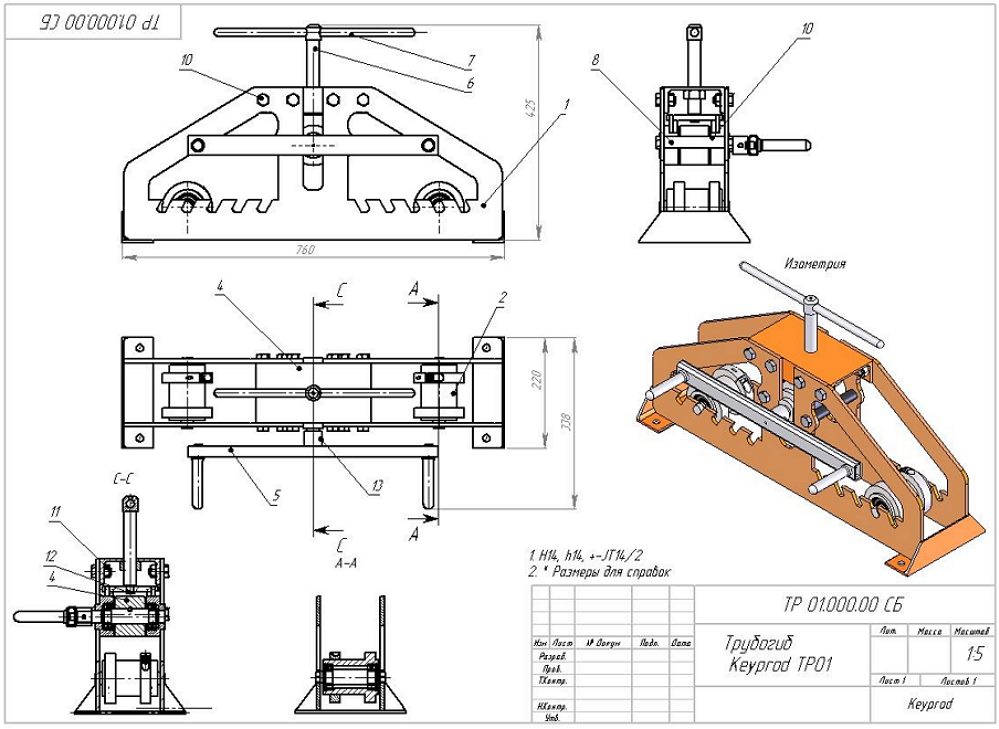
Посмотрим на рисунок в разрезе, на котором показана деталировка изделия:
- Крепежная планка.
- Ручка.
- Большой ролик.
- Ось роликов.
- Малый ролик.
- Шайба С.16 ГОСТ 6958-78.
- Гайка М 16 ГОСТ 11860-85.
- Труба стальная квадратная 25 х 25 х 1 (мм) ГОСТ 8639-82.
КРЕПЕЖНАЯ ПЛАНКА
РУЧКА
Две пластины приварены к трубе квадратной стальной 36 х 36 х 4 (мм). Необходимо помнить, чем больший профиль гнем, тем большее усилие необходимо приложить к ручке. Чтобы увеличить приложенную силу, нужно удлинить плечо. В трубу можно вставить металлический лом.
Необходимо помнить, чем больший профиль гнем, тем большее усилие необходимо приложить к ручке. Чтобы увеличить приложенную силу, нужно удлинить плечо. В трубу можно вставить металлический лом.
БОЛЬШОЙ РОЛИК
МАЛЫЙ РОЛИК
ОСЬ РОЛИКОВ
КРЕПЕЖНЫЕ ПЛАСТИНЫ
Информации предостаточно о том, как сделать трубогиб своими руками для профильной трубы, чертежи в наличии. Изготовим все детали и приступаем к сборке.
Для этого:
- Закрепим крепежную планку на слесарном верстаке болтами М 8 ГОСТ 7798-70. Помните, что усилие, прилагаемое к трубогибу немалое, поэтому верстак, должен быть хорошо прикреплен к полу помещения, в котором находится.
- Кладем на планку ролики.
- Устанавливаем ручку (роликами между пластинами).
- Вставляем снизу ручки ось большого ролика.
- На ось одеваем шайбу.
- Собранные детали зажимаем гайкой.
- Повторяем операции п.
 п. 4-6 с осью малого ролика.
п. 4-6 с осью малого ролика. - Между роликами вставляем квадратную металлическую трубу.
- Под конец трубы ложем планку, соответствующую толщины стенки используемого ролика, и фиксируем все крепежными пластинами.
- Крепежные пластины зажимаем гайками М 6.
- Поворачиваем ручку на нужный угол.
Ну вот — труба согнута.
Чтобы гнуть трубы разных диаметров и сортамента, необходимо поменять ширину и глубину паза на большом и малом роликах.
Размеры пазов для квадратных труб
Размеры пазов для круглых труб
Ну что, как сделать трубогиб своими руками для профильной трубы – мы уже знаем. Осталось опробовать изделие в действии. Перед гибкой, обязательно смажьте трубу тонким слоем масла.
Заказать чертеж
Поделитесь с друзьями!
Самоделка своими руками, чертежи ручного станка для гибки круглой трубы
Трубогиб — специальное устройство ручного типа или производственный станок, предназначенный для гибки трубы из различных материалов под определенным углом. Серийные устройства различаются по принципу работы и могут иметь разные типы приводов, но для работы на любом из этих устройств требуется некоторый опыт.
Серийные устройства различаются по принципу работы и могут иметь разные типы приводов, но для работы на любом из этих устройств требуется некоторый опыт.
Можно использовать алюминиевую, хромированную, медную, обычную и нержавеющую стальную или пластиковую трубу диаметром от 5 до 1220 мм или профиль с другим сечением. Угол изгиба – до 180 градусов.
Устройство и назначение
Прямоугольные, овальные и квадратные в сечении трубы называются профильными. Этот станок можно сделать своими руками, приобрести в магазине или на рынке стройматериалов. В этой статье мы рассмотрим, как сделать такое устройство своими руками.
При изготовлении навеса, каркаса теплицы, навеса, металлической мебели и других конструкций предпочтительнее использовать гнутоклееные трубы, так как такие трубы имеют плоские поверхности, благодаря чему удобно монтировать кровельный материал.
В бытовых условиях согнуть трубу без деформаций и заломов непросто.
Поэтому используется трубогиб. В большинстве случаев это устройство оснащено гидромеханическим или электромеханическим приводом. С его помощью можно согнуть трубу под любым углом. Для изготовления деталей можно гнуть трубы на специальных производственных механизмах. Но учитывая их дороговизну, трубогибочный станок лучше собрать своими руками в домашних условиях. Сборка производится из доступных и часто доступных материалов. Легкая конструкция не займет много места в гараже или во дворе.
Основными деталями такой машины являются валы (ролики), рычаг (домкрат), приводная цепь, гидроцилиндр, ось вращения, рама для устройства. Рамка может быть закрытой и открытой. Основным компонентом такого устройства считается гидроцилиндр, выполняющий силовую роль. Принцип работы самодельного трубогиба всегда одинаков – заготовка ставится на роликовые упоры, а посередине стопорный ролик, который оказывает давление на трубу, изгибая ее до нужного радиуса.
Ролики устанавливают цилиндрические или желобчатые, что зависит от размера и формы заготовки. Для широкого и плоского профиля удобны в использовании гладкие ролики, для высоких и узких необходимы ролики с пазовой направляющей. Более востребованы универсальные ролики. При необходимости к трубчатому основанию крепятся направляющие. Этот механизм требует затрат физической силы. В целях облегчения работы машин, оборудованных гидроприводами. Кроме того, они оснащены электродвигателем с редуктором (одночервячный червяк). Выбор типа редуктора зависит от диаметра трубы. Такие дополнительные установки позволяют выполнять гибку труб большого диаметра.
Принцип действия
Изгиб профильной трубы происходит по принципу прокатки или прокатки. Для гибки труб небольшого сечения можно применять простые подручные методы, не требующие создания сложного механизма.
К ним относятся:
- Заполнение песком. Внутрь подготовленной трубы засыпается мелкий песок, предварительно высушенный и просеянный. Отверстия с обеих сторон закрыты пробками. Далее труба сгибается по шаблону нужной формы. При необходимости место сгиба прогревают паяльной лампой или газовой горелкой до покраснения. Этот метод трудоемок, имеет низкое качество и низкую точность.
- Заполнение водой. Чтобы согнуть профиль с помощью воды, его необходимо предварительно заморозить. Трубу закрывают с одного конца пробкой, заливают водой и ставят на холод. Ни в коем случае нельзя закрывать оба конца трубы пробкой, чтобы при расширении льда он не разорвал трубу. Далее застывший профиль сгибается с помощью шаблона. Эта технология хорошо подходит для тонкостенных медных и алюминиевых труб.
- Пружина.
 Заранее из металлической проволоки скручивается спираль, размеры которой на 3-5% меньше внутреннего сечения профиля. Пружина помещается внутрь, а после трубу можно согнуть простым способом с помощью шаблона. После завершения работы пружина вынимается, выравнивается, и есть возможность ее повторного использования.
Заранее из металлической проволоки скручивается спираль, размеры которой на 3-5% меньше внутреннего сечения профиля. Пружина помещается внутрь, а после трубу можно согнуть простым способом с помощью шаблона. После завершения работы пружина вынимается, выравнивается, и есть возможность ее повторного использования. - Сварка, резка. Этот метод используется, если радиус изгиба минимальный, а труба толстостенная. С внутренней стороны предполагаемого изгиба по предварительно произведенным геометрическим расчетам с помощью болгарки вырезаются отрезки. Трубу наклоняют до нужного радиуса, а соединяемые стороны вырезов сваривают с помощью сварочного аппарата. В эстетических целях сварные швы шлифуют болгаркой.
- Самая простая конструкция – гибка трубы по шаблону. Этот метод предназначен для изготовления однотипных заготовок в больших количествах. Для изготовления таких шаблонов используют деревянные доски толщиной не менее 2-3 см.
 По краям готового образца устанавливаются ограничители (бортики) из любого материала, чтобы профиль не соскальзывал в процессе работы. Закрепив систему к полу или любой плоскости, определите упор для металлического профиля. Встроив ее между наковальней и шаблоном, слегка надавите на противоположный конец, обеспечив равномерное давление по всей плоскости. Для того чтобы облегчить вдавливание трубы, используется дополнительный рычаг, лебедка. Этот способ подходит для профиля диаметром не более 1 дюйма. При использовании более крупного профиля вместо деревянного шаблона применяют арматурные заготовки, выдерживая нужный радиус, их закрепляют в бетонном основании.
По краям готового образца устанавливаются ограничители (бортики) из любого материала, чтобы профиль не соскальзывал в процессе работы. Закрепив систему к полу или любой плоскости, определите упор для металлического профиля. Встроив ее между наковальней и шаблоном, слегка надавите на противоположный конец, обеспечив равномерное давление по всей плоскости. Для того чтобы облегчить вдавливание трубы, используется дополнительный рычаг, лебедка. Этот способ подходит для профиля диаметром не более 1 дюйма. При использовании более крупного профиля вместо деревянного шаблона применяют арматурные заготовки, выдерживая нужный радиус, их закрепляют в бетонном основании.
Преимуществом этого метода является его дешевизна и простота в работе, но точность и качество заготовок при обработке будут иметь невысокие показатели. Кроме того, вам нужно будет создавать новый шаблон каждый раз, когда вам нужно согнуть другой радиус. Этот вариант хорошо применим для гибки алюминиевых и медных труб.
Кроме того, вам нужно будет создавать новый шаблон каждый раз, когда вам нужно согнуть другой радиус. Этот вариант хорошо применим для гибки алюминиевых и медных труб.
Приведенные выше методы действуют с помощью мышечной силы; поэтому их применяют только для тонкостенных профилей малой прочности. Для труб большего сечения нужны специальные станки с электрическим механизмом. Но это не значит, что нужно в обязательном порядке покупать серийную машину. Ручной редуктор легко собрать самостоятельно.
Типы машин
По требованиям эксплуатации различают стационарные (стационарные) и ручные машины. Стационарные конструкции в большей степени применяются на производствах. Самодельное устройство, сделанное своими руками, больше подходит для домашних работ.
В зависимости от привода существует несколько типов трубогибочных устройств:
- Гидравлический (применяется гидравлический домкрат).
 Бывают стационарные и ручные. Изгиб труб диаметром до 3 дюймов. Такие машины используются в специальных производствах и могут выполнять внушительный объем работ.
Бывают стационарные и ручные. Изгиб труб диаметром до 3 дюймов. Такие машины используются в специальных производствах и могут выполнять внушительный объем работ. - Механический. Давление формируется вручную с помощью главного винта или рычага.
- Электрический. Гибка происходит за счет электродвигателя), подходит для гибки любых труб — как с тонкими, так и с толстыми стенками. Благодаря электронике производятся точные расчеты угла изгиба. Такие трубы не имеют деформаций.
- Электрогидравлический. Гидравлический цилиндр приводится в действие электродвигателем.
Трубогибочные станки по способности гибки труб подразделяются на механизмы, работающие с трубами диаметром до 16 мм, 20 мм, 32 мм, 50 мм, 76 мм.
Изгиб трубы различными способами.
В связи с этим гибочные станки по способу гибки делятся на:
- Сегментные. Они снабжены специальным устройством, которое одновременно протягивает и изгибает заготовку под нужным углом вокруг сегмента.

- Вид на машинный арбалет. Оснащен специальным механизмом, состоящим из гибочного элемента.
- Пружинные устройства. Оснащен пружинами. На таких станках можно обрабатывать металлические детали.
- Сод. Состоит из направляющей, которая размещается внутри трубы перед началом работы. Такой элемент с оправкой предохраняет деталь от деформации и сплющивания. Этот станок используется при производстве автомобильных труб и для гибки алюминиевых труб.
- Безворсовый Гибка производится путем наматывания детали на гибочный ролик.
Длина заготовки, которую необходимо согнуть, используют приспособления двух типов:
- рычажные станки;
- прокатные устройства.
Наиболее распространенными считаются устройства рычажного типа. Также выпускаются в промышленном производстве торфяные и арбалетные трубогибы. Принцип работы таких машин состоит из двух направляющих роликов и манометра (оправки). Такой механизм позволяет производить холодную обработку круглых металлических труб на небольших площадях. Из-за небольших размеров арбалет-гибщик считается более распространенным устройством среди профессиональных монтажников технических коммуникаций. Устройство получило свое название из-за того, что по конструкции похоже на арбалет.
Также выпускаются в промышленном производстве торфяные и арбалетные трубогибы. Принцип работы таких машин состоит из двух направляющих роликов и манометра (оправки). Такой механизм позволяет производить холодную обработку круглых металлических труб на небольших площадях. Из-за небольших размеров арбалет-гибщик считается более распространенным устройством среди профессиональных монтажников технических коммуникаций. Устройство получило свое название из-за того, что по конструкции похоже на арбалет.
Но такой метод приводит к изрядной вытяжке трубы по внешнему радиусу изгиба, что влияет на уменьшение толщины стенки и ее разрыв. В частности, арбалетный метод не подходит для гибки тонкостенных труб.
Для изготовления значительного количества однотипных деталей малого радиуса изгиба возможно использование трубогиба-улитки. Этот узел состоит из двух шкивов (колес) разного диаметра, закрепленных на валах. Закрепив один конец трубы на колесе, ролик наименьшего диаметра (основное колесо) оказывает давление на заготовку, одновременно прокатывая ролик по обрабатываемой детали. Из-за чего труба изгибается по поверхности большого шкива, приобретая его форму. Единственным недостатком этого метода является невозможность выделения кривых большего радиуса.
Практичными и универсальными в работе являются вальцовочные (гибочные) станки ручной работы, в которых можно регулировать угол деформации металлической трубы. Простейшая система прокатной машины состоит из основания и закрепленного на нем приводного вала, расположенных на определенном расстоянии друг от друга. Давление на трубу оказывает подвижный ролик, а ее протягивание осуществляется вращением основных валов. При создании изгибов малого радиуса потребуется выполнить 50-100 проходов. Во избежание деформации следует прокатывать изделие с одинаковой скоростью. Самостоятельно собрать роликовый механизм в бытовых условиях будет сложно, так как потребуется токарная обработка и сварка.
Самостоятельно собрать роликовый механизм в бытовых условиях будет сложно, так как потребуется токарная обработка и сварка.
Необходимые инструменты и материалы
Для начала необходимо разработать правильную схему (чертеж) с точными размерами и необходимыми материалами. Перед тем, как собрать станок, определяемся, какой радиус изгиба профиля будет больше необходим. Исходя из этого выбирают размер крыльчатки.
При составлении чертежа самодельного станка необходимо придерживаться главного правила – прочности и легкости конструкции. Также понадобятся следующие электроинструменты: сварочный аппарат, шуруповерт, болгарка, отрезной и шлифовальный круги, молоток, тиски, дрель.
Схема конструкции
Можно сконструировать гидравлическую машину для точечной гибки из 2-х частей швеллера, 4-х уголков и 2-х частей пальцев от гусеницы трактора. Прогиб трубы обеспечивает обычный гидравлический рычаг (домкрат) усилием не менее 5 тонн. На него крепится металлический «башмак». Его можно заказать и приобрести у токаря или максимально использовать старый шкив. Ширина «ручейка» должна соответствовать широте профиля. Отрезав половину шкива и просверлив в нем гнездо для штока домкрата, получаем систему гидромеханического привода. Основа самодельного станка – 4 уголка (полка 60-80 мм), которые крепятся к металлической пластине. К верхним углам синхронно приварены два швеллера. В стенках канала симметрично просверлены отверстия для регулирования угла изгиба заготовки.
Прогиб трубы обеспечивает обычный гидравлический рычаг (домкрат) усилием не менее 5 тонн. На него крепится металлический «башмак». Его можно заказать и приобрести у токаря или максимально использовать старый шкив. Ширина «ручейка» должна соответствовать широте профиля. Отрезав половину шкива и просверлив в нем гнездо для штока домкрата, получаем систему гидромеханического привода. Основа самодельного станка – 4 уголка (полка 60-80 мм), которые крепятся к металлической пластине. К верхним углам синхронно приварены два швеллера. В стенках канала симметрично просверлены отверстия для регулирования угла изгиба заготовки.
Такая машина очень проста в использовании. В отверстия канала помещаются 2 металлических пальца и надеваются на них упоры роликов. Домкрат с башмаком поднимают таким образом, чтобы между ним и упорами помещался профиль. После установки трубы воздействуют на рукоятку домкрата, формируя нужный изгиб.
Трубогиб тоже можно сконструировать своими руками.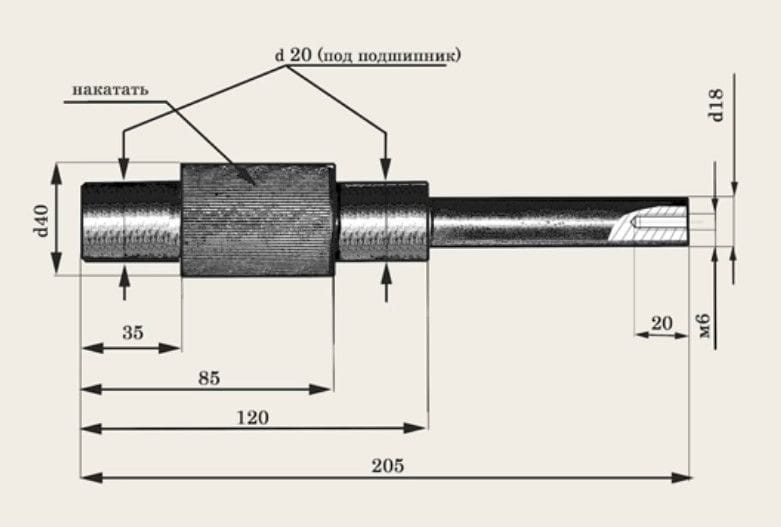 Для его возведения потребуется два погонных метра швеллера (уровень стены 15-20 см), который будет стойкой и основанием. Для роликов можно использовать 6 небольших отрезков металлической трубы, которые будут служить держателем для подшипников. По этой причине внутренний размер трубы должен соответствовать внешнему значению подшипника. После того, как токарь сделает валы для гибки валков, приступайте к сборке станины.
Для его возведения потребуется два погонных метра швеллера (уровень стены 15-20 см), который будет стойкой и основанием. Для роликов можно использовать 6 небольших отрезков металлической трубы, которые будут служить держателем для подшипников. По этой причине внутренний размер трубы должен соответствовать внешнему значению подшипника. После того, как токарь сделает валы для гибки валков, приступайте к сборке станины.
За счет вращения рукоятки, прикрепленной к валу промежуточного упора, производится изгиб профильной трубы. Задать радиус изгиба профиля можно с помощью наклона поворотного канала и роликов, расположенных по краям. Для этого валки к раме не приваривают, а делают раздвижными. Гидравлический домкрат можно заменить автомобилем.
Для самого простого станка потребуются следующие элементы:
- домкрат;
- прочные пружины;
- стальные профили для сборки каркаса;
- ролики (валы) — три штуки;
- приводная цепь.

Далее собираем устройство. Устанавливаем прочный каркас, части которого соединяются сваркой или болтами. По чертежу устанавливают ось вращения и ролики. Валы закрепляют таким образом, чтобы два крайних вала располагались над средним, образуя дугу. Расстояние между роликами определяет радиус изгиба профильной трубы. Для работы такого механизма используется цепная передача, состоящая из трех шестерен и старой цепи (запчасти от автомобиля, мотоцикла или другой техники). Для приведения всей собранной системы в действие потребуется ручка, которая крепится к одному из роликов (валов) и создает необходимое вращательное усилие.
Станок для гибки профильной трубы можно создать и своими руками. Для этого механизма кровать состоит из канала длиной 77 и высотой 10 см.
Собираем конструкцию по инструкции:
- Из металлической полосы шириной 5 миллиметров вырезаются 4 основные стойки для небольших валов, по ним будет двигаться профиль.
 В верхнем концевом лепестке вырезаны отверстия для оси вращения катков. Размер стоек — 5*10 см.
В верхнем концевом лепестке вырезаны отверстия для оси вращения катков. Размер стоек — 5*10 см. - Стойки крепятся к швеллеру с помощью сварочного аппарата, соблюдая расстояние 30 см. Ролики для валов можно найти на рынке строительных материалов.
- Далее из металлического листа толщиной 8 мм вырезается пластина под станок. Размер плиты 25*25 см. На плиту ставится центральный ролик, при вращении которого профиль будет двигаться.
- На торцах пластины размещаются планки из дерева шириной 10 миллиметров, которые крепятся суперклеем. Чтобы при повороте валик не зацепил пластину, нам нужны вот эти опоры.
- Для установки ролика понадобятся 2 подшипника, в глубине которых будет вращаться ось вала. Подшипники фиксируются с помощью болтов в отверстиях, просверленных с внутренней стороны опор.
- Затем необходимо изготовить 4 стойки длиной 40 см, используя 50-й уголок, и закрепить их по краям плиты с основным валом сваркой, закрепив ее на станочной станции (швеллере).
 Плиту размещают в центральной части стоек, соблюдая расстояние между осями роликов, равное размеру профиля, с которым планируется работать.
Плиту размещают в центральной части стоек, соблюдая расстояние между осями роликов, равное размеру профиля, с которым планируется работать. - Заглушки вырезаются из металлического листа толщиной 8 мм, их привариваются к верхнему фрагменту стоек. Затем нужно сделать пластину под крышкой машинки, в которую устанавливается регулировочный винт. С внутренней стороны пластины просверливается отверстие, соответствующее диаметру используемого винта.
- В заглушках просверливаются отверстия под болты (диаметром 10 мм) и накладка фиксируется в стойках.
- В отверстие в крышке нарезается резьба и вкручивается пятка, в середине которой вращается прижимной винт.
- К пластине приварен уголок 15 мм, являющийся наружным винтовым упором. В углу под винт просверливается отверстие, синхронное с осью пятки.
 В отверстии нарезана правильная резьба.
В отверстии нарезана правильная резьба. - Осталось приделать ручку для главного вала и закрепить на оси ролика. Ручку можно сделать из клапана от ставней или куска арматуры нужной длины.
Технология сборки
Чтобы защитить собранную конструкцию от влаги, ее покрывают специальным раствором, который защитит от ржавчины, а затем красят. В гидравлических машинах можно осуществлять гибку профильной трубы из различных материалов и толстостенных изделий. Провести аналогичную процедуру можно холодным и горячим (предварительный нагрев трубы) способом. Назначение горячего метода — трубу нагревают снаружи или пропускают внутрь трубы горячий воздух, что повышает ее пластичность, соответственно повышаются показатели качества гибки. Холодный – этот способ простой, его применяют для пластиковых труб.
Перед гибкой такие трубы заполняют солью, маслом, песком, водой, что позволяет произвести максимально качественную гибку без значительных повреждений трубы.
Полезные советы
- Съемные валики различных типов дадут возможность работать как с профильной трубой, так и с круглой.
- Чтобы механизм гибки был максимально многофункциональным, упорные ролики желательно сделать подвижными. За счет этого возможно изменение радиуса разрыва трубы.
- Если гибку производить с помощью шаблона, то для того, чтобы труба плотно прилегала к образцу, можно использовать для упора железные крюки.
- Если профильную трубу необходимо согнуть под наибольший радиус, то правильнее использовать трехроликовый трубогиб.
- Следует помнить, что в месте изгиба профиль теряет свою прочность.
 По этой причине, если используются углы ближе к 90 градусам, правильнее разрезать трубу и с помощью сварки придать ей нужный угол изгиба.
По этой причине, если используются углы ближе к 90 градусам, правильнее разрезать трубу и с помощью сварки придать ей нужный угол изгиба.
- К каждой заводской машине прилагается подробная инструкция по эксплуатации, в которой указаны все характеристики и технические данные устройства. Чтобы машина служила долго и без поломок, перед началом работы необходимо ознакомиться с инструкцией.
- Не забывайте о средствах индивидуальной защиты. При работе с болгаркой необходимо использовать очки или защитный щиток, а сварные случаи выполнять в специальной одежде, перчатках и сварочной маске.
В следующем видео вы найдете полную инструкцию по сборке трубогиба в домашних условиях.
| Какой тип гибочного станка мне подходит? При гибке труб, труб, уголков, профилей и т. д. существует четыре основных категории гибочных станков, каждая из которых имеет свои преимущества и ограничения. Эти категории:
Компания J&S Machine предлагает машины трех из этих категорий (за исключением формовки с вытягиванием). Ротационные гибочные станки обычно используются для гибки в основном труб и труб. В случае наших ротационно-вытяжных гибочных станков YLM оправки и зачистные матрицы могут использоваться для получения очень тугих гибов при сохранении чистого внешнего вида. Инструмент может быть разработан для выполнения нескольких изгибов с минимальными прямыми участками между изгибами на множественной плоскости изгиба. Ротационно-вытяжной станок с толкающим роликом Гибочные станки , возможно, являются наиболее универсальным типом гибочного станка. Многие из станков с ЧПУ YLM, которые мы предлагаем, способны совмещать ротационно-вытяжные и профилированные гибки за одну операцию. Компрессионно-гибочные станки обычно используются с толстостенным материалом или материалом, который изгибается до радиуса, более чем в 2,5 раза превышающего наружный диаметр трубы. В случае наших двуголовых компрессионных гибочных станков YLM инструменты могут быть изготовлены для одновременного производства двух гибов на нескольких трубах. Профилегибочные станки обычно используются для гибки уголков, нестандартных профилей и рулонов. При принятии решения о том, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
Позвоните нам – мы здесь, чтобы помочь вам принять решение. |

 Что касается наших гибочных станков TreC, то валки могут быть изготовлены по индивидуальному заказу, чтобы соответствовать большинству специальных профилей, и доступны различные приспособления для гибки уголков и двутавровых балок. Многие из имеющихся у нас станков TreC способны производить детали с несколькими радиусами, например овалы, за одну операцию.
Что касается наших гибочных станков TreC, то валки могут быть изготовлены по индивидуальному заказу, чтобы соответствовать большинству специальных профилей, и доступны различные приспособления для гибки уголков и двутавровых балок. Многие из имеющихся у нас станков TreC способны производить детали с несколькими радиусами, например овалы, за одну операцию.