
Трубогиб своими руками чертежи: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 834 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками. Требования безопасности при работе с металлом
- Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали. Да и сделать идеальный радиус вручную практически невозможно.
- При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход.
 Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения. - Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться. Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.
- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.

Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя.
 Желательно проводить эти работы вдвоем.
Желательно проводить эти работы вдвоем. - Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта.
 Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно. - Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
- Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью. Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.

Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
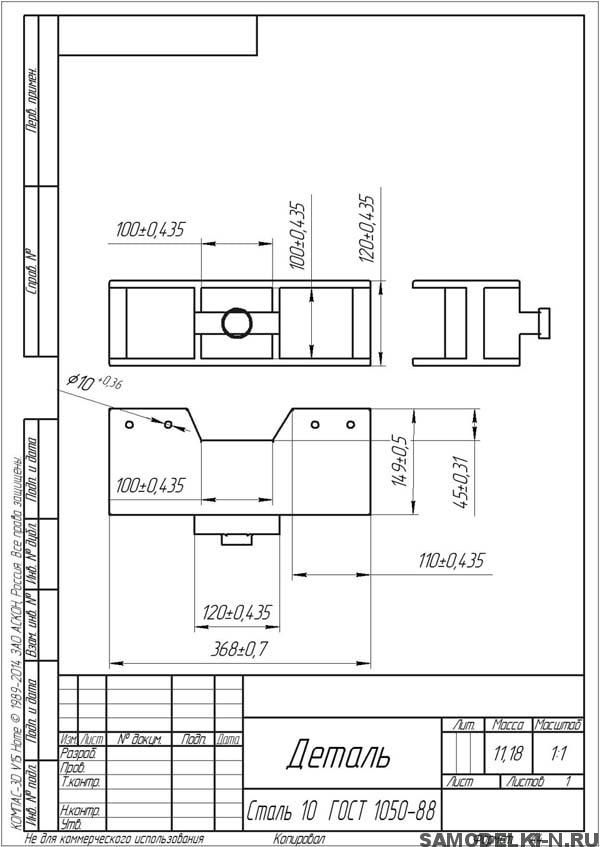
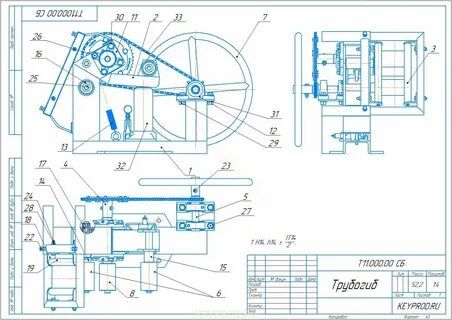
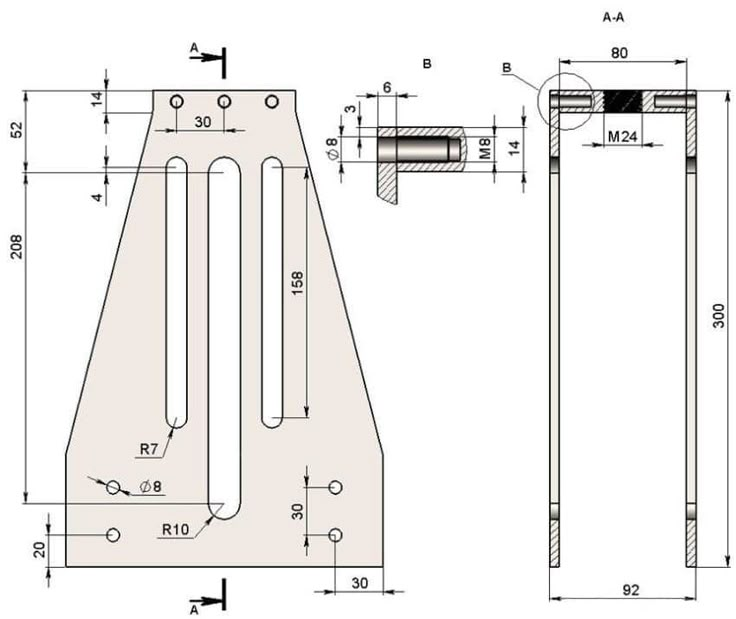
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
три способа, чертежи, устройство (видео)
Опубликовано:
24.09.2013
Ручной трубогиб – очень полезный инструмент для владельцев частного хозяйства. Он может помочь в сборке теплицы, прокладки трубопровода и других подобных работ. Можно, конечно, приобрести такое устройство в магазине, но оно стоит не дешево. Поэтому экономнее сделать трубогиб своими руками, используя простые материалы и ваши руки. Как это сделать, расписано в данной статье. Рассмотрим три основных способа.
Устройство ручного трубогиба.
Нам понадобятся навыки и некоторые инструменты для самостоятельной сборки устройства, способного согнуть металл. Если сделать такое устройство правильно, оно будет ничуть не хуже заводских аналогов, может, даже лучше. Так как же изготовить ручной трубогиб своими руками, работающий по принципу домкрата?
Способ № 1
Первый способ сделать такое устройство очень прост. Для начала понадобится изготовить полусферу из дерева. Подберите несколько плотных досок и ручной пилой вырежьте сферический шаблон нужного радиуса. Желательно распиливать доски так, чтобы они имели уклон к основанию. Распиленные доски надо будет закрепить на прочном основании, например, на стене или столешнице. Доски должны быть толще диаметра трубы, чтобы она не смогла выскользнуть из нашего шаблона и не повредила держащую ее руку.
Пример ручного трубогиба из дерева. Трубогиб изготавливается как полусфера из дерева.
Далее на одном конце полусферы закрепите деревянный брусок – упор. Труба должна спокойно помещаться между шаблоном и упором. Приспособление, способное согнуть металл, готово. Как его использовать? Поместите трубу между шаблоном и упором и, не торопясь, давите на противоположный конец, как на рычаг домкрата, до тех пор, пока не получите необходимый угол изгиба. Этот способ отлично подходит для того, чтобы согнуть материал из стали и алюминия. Сделать такой самодельный прибор очень легко, плюс ко всему он не требует больших денежных затрат. Если вы планируете работу с материалами разного диаметра, легко можно сделать несколько шаблонов под разные размеры трубы.
Труба должна спокойно помещаться между шаблоном и упором. Приспособление, способное согнуть металл, готово. Как его использовать? Поместите трубу между шаблоном и упором и, не торопясь, давите на противоположный конец, как на рычаг домкрата, до тех пор, пока не получите необходимый угол изгиба. Этот способ отлично подходит для того, чтобы согнуть материал из стали и алюминия. Сделать такой самодельный прибор очень легко, плюс ко всему он не требует больших денежных затрат. Если вы планируете работу с материалами разного диаметра, легко можно сделать несколько шаблонов под разные размеры трубы.
Вернуться к оглавлению
Способ № 2
Следующий способ тоже экономен в финансовом плане и легок в изготовлении.
Купите металлические крючки, они должны обладать высокой степенью прочности. Закрепите их на прочном основании, расстояние между каждым крючком должно составлять не более 5 см, хотя все зависит от диаметра материала, который требуется согнуть. В итоге из закрепленных крючков должен получиться полукруг. Как и в предыдущем способе, на конце полусферы закрепите упор, удобный для руки. Такой метод более универсален и позволяет работать с разными диаметрами. Если увеличить или уменьшить расстояние между крючками, станет доступна работа с трубами большей или меньшей толщины. Перейдем к более сложной и трудоемкой конструкции, способной без особых усилий оказать на трубу мощное давление по принципу домкрата.
Как и в предыдущем способе, на конце полусферы закрепите упор, удобный для руки. Такой метод более универсален и позволяет работать с разными диаметрами. Если увеличить или уменьшить расстояние между крючками, станет доступна работа с трубами большей или меньшей толщины. Перейдем к более сложной и трудоемкой конструкции, способной без особых усилий оказать на трубу мощное давление по принципу домкрата.
Вернуться к оглавлению
Способ № 3
Схема турбогиба в разрезе: (1,3- заглушки; 2- гибочный шаблон; 4- трубка для подачи жидкости; 5- домкрат)
Давайте изготовим трубогиб профильной трубы своими руками, с помощью которого можно согнуть металл на 360 градусов. Он не хуже, чем гидравлический аналог. Хотя с его помощью можно выбрать любой угол изгиба. Процесс загиба осуществляют вращающийся цилиндр и ролики для фиксации используемого материала. Благодаря рабочему цилиндру, изменяем угол трубы до нужного нам. Цилиндр должен иметь возможность свободно двигаться. Для изготовления такого приспособления нам понадобится:
- Две стальных пластины, толщина которых может варьироваться от 5 до 10 мм, длина пластин может достигать 30 см.

- Стальные уголки 5х5 см – 4 шт.
Как и в первых двух способах, нам понадобится самодельный деревянный шаблон, используйте для этого доски толщиной не более 3 см. Закрепите на нижней стороне шаблона стальную пластину. На основании конструкции закрепите для прочности несколько уголков длиной до 30 см. На верхнюю часть нашей конструкции надо приварить вторую стальную пластину. Просверлите в ней или вырежьте сваркой отверстие. Диаметр отверстия должен быть больше диаметра винта, который устанавливается в него. Функция этого болта – опора для материала, над которым будет производиться сгибание. К верхней пластине закрепите уголки и направляющие ролики, ориентированные внутрь конструкции. Такое приспособление способно изменять угол практически любой профильной трубы. Благодаря этим трем несложным приспособлениям, вы с легкостью согнете любую трубу. Какой самодельный трубогиб сделать, выбирать и решать вам – все зависит от желания и возможностей.
Похожие статьи:
Основы гибки труб | PRO-TOOLS
Чтобы приступить к гибке труб в вашей мастерской, компания Pro-Tools собрала воедино эти основные термины по изготовлению металлоконструкций, чтобы сделать ваш первый опыт гибки максимально простым. Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате изгиба. CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый внешний вид. Все трубогибы и трубогибы Pro-Tools способны сгибать CLR диаметром до 7 дюймов; самый плотный CLR, который вы можете сгибать, составляет 2 дюйма (в зависимости от вашего материала) с использованием трубогибов Pro-Tools 105 Standard Duty или Heavy Duty.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке штампом. На штампах Pro-Tools есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе.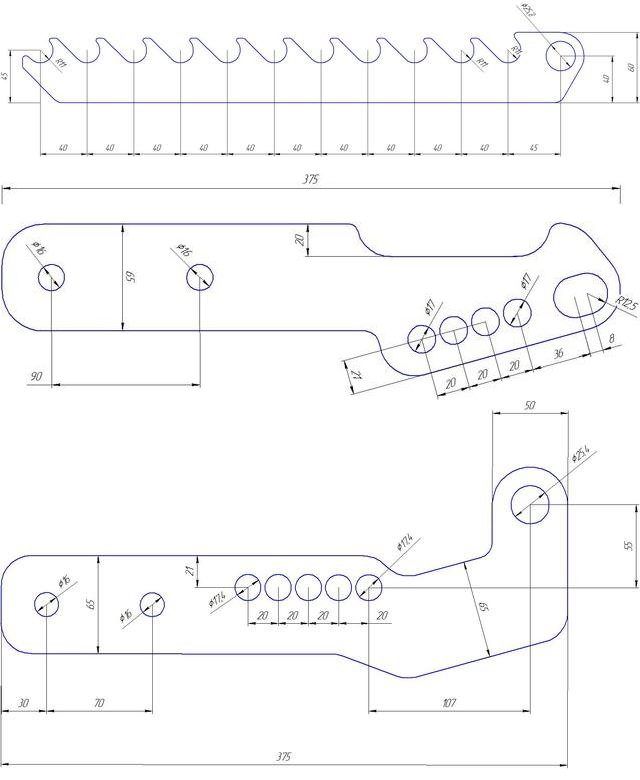 Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба. Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба. Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Внешний диаметр (OD):
Внешний диаметр (OD) – это расстояние по крайним внешним размерам трубы или трубы. Вы можете купить на веб-сайте Pro-Tools гибочные станки и штампы, которые гнут наружный диаметр до 2-1/2 дюйма. звоните по телефону +1 (813) 986-9000.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между внешним и внутренним диаметрами трубы, измеренное в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа. В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа. В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон.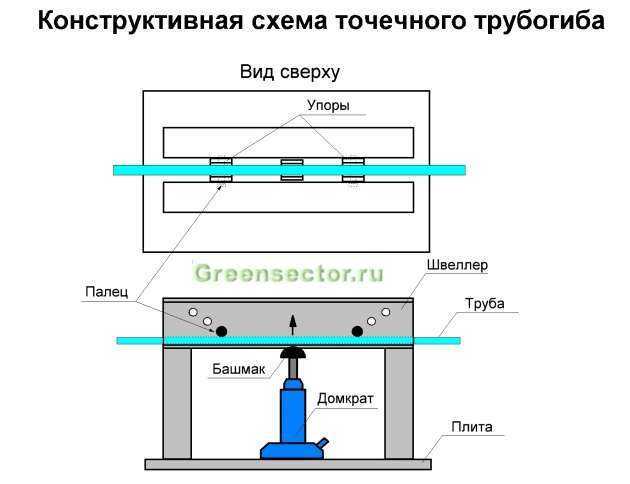 Эффект заметен, когда материал вынимается из гибочного станка.
Эффект заметен, когда материал вынимается из гибочного станка.
Упругость необходимо компенсировать путем добавления коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубы до 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы получить желаемый изгиб на 90 градусов, когда вы снимаете трубку с трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма — это не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
| Номинальный размер трубы (NPS) | Внешний диаметр | Внутренний диаметр | Номинальная толщина стенки |
| 1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
| 1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
| 3/8 | 0,675 дюйма | 0,493 дюйма | 0,091 дюйма |
| 1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
| 3/4 | 1,050 дюйма | 0,824 дюйма | 0,113 дюйма |
| 1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
| 1-1/4 | 1,660 дюйма | 1,380” | 0,140” |
| 1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
| 2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
| 2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
| 3 | 3. 500” 500” | 3,068” | 0,216 дюйма |
| 3-1/2 | 4000” | 3,548 дюйма | 0,226 дюйма |
| 4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
| 5 | 5,563 дюйма | 5,047” | 0,258 дюйма |
| 6 | 6,625 дюйма | 6,065 дюйма | 0,280 дюйма |
| 8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
| 10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
| 12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
| 14 | 14 000 дюймов | 13,125 дюйма | 0,437 дюйма |
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: a номинальный размер трубы (NPS) для диаметра, основанного на дюймах и спецификации (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т. е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стен. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стен. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
трубогиб ремесленника
В своей статье о трубах и трубопроводах я описал трубогибочный станок, который использую в своей мастерской. После публикации статьи я получил запрос на более подробную информацию об устройстве, и наш редактор предложил мне написать некоторые заметки о его конструкции и конструкции.
Дизайн
Сразу скажу, что дизайн не мой! Моя собственная машина была построена по проекту, опубликованному в журнале много лет назад. К сожалению, я не помню названия соответствующего журнала и потерял свой оригинальный экземпляр. Я думал, что это Model Engineer, но не могу найти записи о дизайне в архивах этого журнала. Если первоначальный разработчик машины прочитает эти заметки, я буду очень рад, если он заявит о себе и возьмет на себя ответственность за свои идеи!
Основные принципы работы станка хорошо известны и используются во многих полноразмерных трубогибочных станках. Прилагаемые чертежи были подготовлены с моей собственной машины и включают одно очень важное изменение по сравнению с первоначальным проектом. Как было первоначально опубликовано, в конструкции использовался прижимной ролик с канавками, такими же, как и в шпангоутах, и опирающийся непосредственно на трубу.
В то время как эта компоновка работает, прижимной ролик с канавками недостаточно хорошо ограничивает круглое сечение трубы, чтобы избежать некоторого искажения сечения трубы на «жестких» изгибах и неприглядного «перегиба» на внешней стороне готового конца трубы. сгибать. Использование прижимной пластины с канавками намного эффективнее ограничивает секцию трубы и приводит к очень плавному изгибу без деформации секции трубы даже при очень крутых изгибах. Сказав это, я столкнулся с одной или двумя ситуациями, когда требуемая конфигурация изгиба не позволяла использовать прижимную пластину, и я прибегнул к оригинальной концепции прижимного ролика с канавками.
сгибать. Использование прижимной пластины с канавками намного эффективнее ограничивает секцию трубы и приводит к очень плавному изгибу без деформации секции трубы даже при очень крутых изгибах. Сказав это, я столкнулся с одной или двумя ситуациями, когда требуемая конфигурация изгиба не позволяла использовать прижимную пластину, и я прибегнул к оригинальной концепции прижимного ролика с канавками.
Прежде чем покинуть тему рисунков, пожалуй, я должен извиниться за то, что не перенесся в двадцать первый (или даже двадцатый, как кто-то скажет) век. Все мои рисунки выполнены по старинке на чертежной доске с помощью карандаша и бумаги. Мой компьютер не поддерживает программное обеспечение САПР, и в любом случае я могу рисовать карандашом быстрее, чем на компьютере. Когда я работал в промышленности, я всегда разрабатывал новые идеи и проекты на бумаге, прежде чем перейти к компьютеру. Поэтому представленные здесь рисунки отсканированы с моих нарисованных от руки изображений.
Моя собственная машина была сделана с формовочными трубами для труб диаметром 1/8”, 5/32”, 3/16”, 1/4” и 5/16”. Это удовлетворило большинство моих потребностей в строительстве 5” локомотивов и некоторых стационарных двигателей. Каркасы были изготовлены для диапазона радиусов изгиба с минимальным радиусом, равным удвоенному диаметру трубы.
Это удовлетворило большинство моих потребностей в строительстве 5” локомотивов и некоторых стационарных двигателей. Каркасы были изготовлены для диапазона радиусов изгиба с минимальным радиусом, равным удвоенному диаметру трубы.
Конструкция
доступный материал, и если вы конвертируете метрические единицы, вы можете легко внести коррективы в соответствии с вашими предпочтениями. Конструкция проста. Большинство компонентов включают только простую токарную обработку, сверление и напильник и не требуют особых комментариев.
Исключение составляют формирователи труб и прижимные пластины. Это ключевые компоненты для достижения удовлетворительных результатов. Заготовки для профилей представляют собой простые токарные работы с диаметром заготовки, равным удвоенному радиусу центральной линии необходимого изгиба трубы.
Канавка может быть сформирована одним из двух способов. Наиболее очевидным является использование формообразующего инструмента на токарном станке,
, либо до отрезки шаблона, либо с заготовкой, установленной на настоящей ходовой оправке. Если используется этот метод, важно, чтобы формовочный инструмент был заточен до точного радиуса, чтобы обеспечить плотное прилегание трубы к канавке.
Если используется этот метод, важно, чтобы формовочный инструмент был заточен до точного радиуса, чтобы обеспечить плотное прилегание трубы к канавке.
Для труб большего диаметра может быть трудно избежать вибрации с помощью этого метода, особенно при использовании профилей большого диаметра, что приводит к неудовлетворительному результату. Метод
, который я принял и который был предложен первоначальным разработчиком станка, заключался в том, чтобы установить заготовку на оправку в делительной головке фрезерного станка и медленно вращать ее, подавая на сторону концевой фрезы диаметром, равным к тому из трубы, котор нужно манипулировать.
Создание канавки таким образом обеспечивает точную форму с хорошей отделкой. Если заготовка имеет большой диаметр
по отношению к размеру канавки (т.е. большой радиус изгиба для небольшой трубы), возможно, потребуется использовать концевую фрезу длинной серии, но мне не пришлось делать этого ни для одного из профилей I сделал.
Вы можете либо изготовить ряд формирователей для труб разных размеров и радиусов изгиба, когда будете делать остальную часть машины, либо сделать их по мере необходимости. Я сделал ряд формирователей, когда делал машину — это немного скучно, когда приходится останавливаться посреди сантехнических работ и настраивать, чтобы сделать формирователь.
Также важно, чтобы канавка в прижимной пластине плотно прилегала к формируемой трубе. Этого легко добиться, просверлив отверстие соответствующего размера в центре стального листа квадратного сечения ½ дюйма, удерживаемого в четырехкулачковом патроне, а затем отфрезеровав половину сечения.
Закончив свою машину, у вас будет довольно много бит. Стоит сделать подходящую коробку для хранения, чтобы хранить их все вместе, как
, как показано на рис. 1.
Эксплуатация
Я не создал общий вид или сборочный чертеж, поскольку на практике компоненты собираются в соответствии с конфигурацией обрабатываемой трубы. Первоначальная конструкция включала зажимные винты, прикрепленные к краю опорной плиты, как показано на рис.2. Хотя я приспособил устройство к своему собственному трубогибу, я обнаружил, что это больше проблем, чем пользы, и я неизменно использую инструментальный зажим, как показано на рис. 3.
Первоначальная конструкция включала зажимные винты, прикрепленные к краю опорной плиты, как показано на рис.2. Хотя я приспособил устройство к своему собственному трубогибу, я обнаружил, что это больше проблем, чем пользы, и я неизменно использую инструментальный зажим, как показано на рис. 3.
можно использовать для закрепления работы на ограждении в подходящем положении, но при необходимости могут быть изготовлены довольно сложные конструкции. На рис. 4 показана партия труб, изготовленных для моего последнего проекта, а на рис. 5 некоторые из этих труб показаны на месте на локомотиве.
Прежде чем сгибать любую трубу, я всегда делаю шаблон из проволоки – старые проволочные плечики для одежды являются хорошим источником подходящего материала. Выбор типичных шаблонов показан на рис. 6. Медная труба стоит дорого, а ошибки очень трудно аккуратно исправить. Лучше потратить время (и вешалки), чтобы сделать все правильно с первого раза. Первоначальный проект предусматривал два угла забора.