
Трубогиб своими: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
Устройство самодельного трубогиба
Самодельный трубогиб для профильных труб
Гидравлический трубогиб с электроприводом
Сгибание труб без применения трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.
В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.

Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра.
Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.

Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления».
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка. Читайте также: «Как выполняется прокатка профильной трубы – оборудование, технология».
Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации.
 Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».
Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».
Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. Читайте также: «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя.

- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.
Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
Трубогиб для профильной трубы своими руками
Содержание
- Как сделать самодельный трубогиб для профильной трубы
- Настоящий трубогиб для профильной трубы своими руками
- Собираем станину и приводной механизм трубогиба
- Роликово-рычажный вариант трубогиба
- Наиболее удачные конструкции трубогибов
- Заключение
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба.
 Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
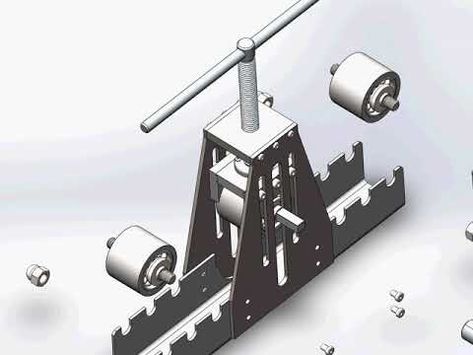
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.

Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты.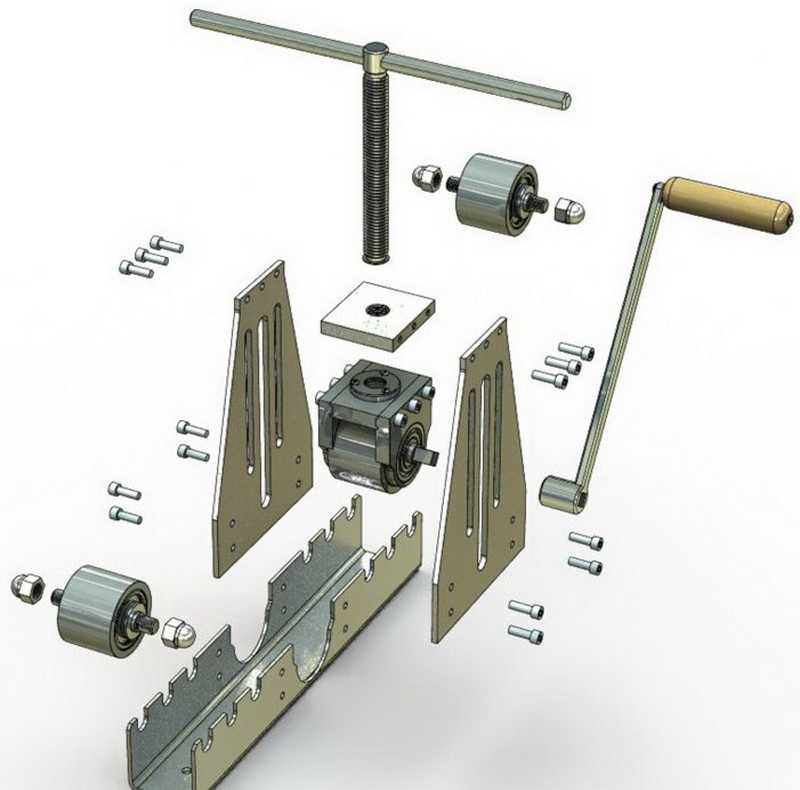 Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
Металлический трубогиб M600 + 1 матрица — сталь | Углерод | Алюминий | Chromoly
Rated 5.00 из 5 на основе 57 рейтингов клиентов
(57 отзывов клиентов)
$ 925,00 — $ 1 410,00
- M601 Metal Pipe Bender Bender Can Do Do 94 Degre On One Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot -Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot -Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot Shot.
 ) и пройти 180 градусов
) и пройти 180 градусов - Сгибает различные металлы — низкоуглеродистую/углеродистую сталь, хроммолибден, нержавеющую сталь, алюминий и другие!
- Чрезвычайно точный и простой в использовании
- Сделано в США
- Патент заявлен
| Размер матрицы | Выберите вариант5X Combo (выберите для подробностей) x 2,5 CLR5X Combo (выберите для подробностей) x 3,5 CLR.50 Круглые/Квадратные x 2,5 CLR Набор матриц.50 Круглые/Квадратные x 3,5 CLR Набор матриц.625 Круглые/Квадратные x 2,5 CLR Матрицы Набор 625 (5/8″) круглых/квадратных x 3,5 набор матриц CLR. 2,50 Набор матриц CLR 1,00 x 3,5 Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3) /8″) x 4,5 CLR Набор матриц1,375 (1 3/8″) x 6,00 CLR Набор матриц1,50 x 4,5CLR Набор матриц1,50 x 6,00CLR Набор матриц1,625 (1 5/8″) x 4,5CLR Матрица Набор 1. 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR |
|---|---|
| Сборка | Выберите вариант Комплект для сварки сварных швов/порошковое покрытие |
| Роликовая матрица | Выберите вариантНет, используйте стандартные прижимные матрица(и)Да, обновите до прижимного ролика(ов)Очистить |
Артикул: Н/Д Категория: Трубогибы
- Описание
- Отзывы (57)
Трубогиб RogueFab модели 601 — лучшее предложение на рынке. По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! В настоящее время время выполнения заказа составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (включая комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! В настоящее время время выполнения заказа составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (включая комплекты, содержащие трубогибочные станки и принадлежности). Этот продукт защищен патентом США № 11529.663.
Гидравлический цилиндр (или система, варианты ЗДЕСЬ) продаются отдельно (как написано на фото выше и далее в этом описании).
Не знаете, что такое прижимной ролик? Нужна помощь с вариантами? Узнайте все, что вам нужно, менее чем за 4 минуты:
Возможности металлического трубогиба M601
У нас самые доступные матрицы в отрасли, и все они изгибаются на 180+ градусов. Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один раз (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают работу и проходят 180 градусов. Бендер был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении оправкой Rogue Fab.
Вы можете забыть о бендерах «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один раз (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают работу и проходят 180 градусов. Бендер был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении оправкой Rogue Fab.
Другие поддерживаемые материалы
Наш M601 также может выполнять S-образные изгибы, что показано в нашем разделе видео. Кроме того, он может гнуть:
- латунь
- медь
- алюминий (круглая/квадратная труба и труба)
- тонкостенный титан для работы с турбонаддувом и трубчатые титановые рамы (при обновлении до модели 605 и использовании нашей насадки для оправки)
Хотя этот металлический трубогиб может сгибать сверхтолстые трубы DOM, он также может сгибать тонкие хромомолибденовые трубы 4130 для каркасов безопасности и по-прежнему может легко выполнять точные трехмерные изгибы любого материала.
Вы все еще смотрите на ручные трубогибы?
Эта современная машина была разработана для работы с пневматическим/гидравлическим приводом (цилиндр продается отдельно, 99–249 долларов США). Перед покупкой сравните нашу максимальную вместимость с конкурентами, потому что ничто другое не может сравниться с ними.
Размеры машины:Трубогиб M6xx: (собран, готов к изгибу): площадь основания 12 x 30 дюймов. Габаритные размеры 12”x47”x32” (ДхШхВ). Вес 140-200 фунтов.
Гибочный станок M6xx на тележке: Площадь пола 22 x 34 дюйма. Габаритные размеры 22”x47”x68” (ДхШхВ). Вес 210+ фунтов (зависит от содержимого корзины).
Гибкая конструкция
Преимущество нашей линейки трубогибов в том, что они легко расширяются вместе с вашим цехом. Вы можете получить станок прямо сейчас как базовый M601 или сверхмощный M625, и приступить к работе, не тратя весь свой инструментальный бюджет.
В дальнейшем нет необходимости продавать этот станок для модернизации:
- Вы можете добавить оправку для гибки очень тонких трубок.

- Вы можете перейти на прижимные роликовые матрицы для более сложной геометрии гибки и гибки алюминия
- Вы можете модернизировать электрическую/гидравлическую силовую систему со скоростью 9,5 градусов в секунду с автоматическими остановками для повторяющихся деталей.
- Вы даже можете добавить ограничитель обратного хода и датчики поворота, чтобы отслеживать расстояние между изгибами и поворот между изгибами на 3D-деталях.
Нужно место для хранения? Мы продаем комплекты тележек и полные тележки для наших машин. Хотите стать продвинутым? Мы продаем лучшее в отрасли программное обеспечение для гибки, уже настроенное для наших станков.
Этот трубогиб не является ловушкой. В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
- Нужна помощь в выборе матрицы? – НАЖМИТЕ ЗДЕСЬ
- Хотите узнать емкость каждого кубика? – НАЖМИТЕ ЗДЕСЬ
Вы беспокоитесь о том, как научиться гнуть трубу? Или изучать новую машину? Наш самый простой в использовании и способный делать самые сложные изгибы. Позвольте нам показать вам менее чем за 7 минут:
Хотите увидеть весь проект от начала до конца и еще больше трюков с изгибом, которые на 100% уникальны для нашего дизайна? Посмотрите это видео:
Сколько работы нужно, чтобы сварить это вместе? Очень мало, это так легко может сделать начинающий сварщик:
Насколько сложно менять штампы? Супер легко! Вот видео смены набора штампов;
*при соответствующей комплектации. Полную информацию см. в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
Вам также может понравиться…
Пакет Bender/Notcher ELITE – (время выполнения от 0 до 2 недель)**
Рейтинг 5,00 из 5
9 846,35 долл. США – 23 873,00 долл. США Выберите вариантыПлатежи от
223 $/месяц
Нажмите, чтобы применить
- Распродажа!
Трубогиб Tradesman Pkg. M605/625
Рейтинг 4,83 из 5
2 250,00 долларов США – 3 500,00 долларов США Выберите опцииПлатежи от
$59/мес
Нажмите, чтобы применить
Пневматический/гидравлический цилиндр для гибочного станка M601-M625 (ESD: 20.04.23)
Эти бараны в настоящее время находятся в стадии ожидания. Ожидаемая дата отгрузки 20.04.23. У нас будет более чем достаточно запасов, чтобы выполнить все заказы. Заказы будут отправлены в порядке поступления
Заказы будут отправлены в порядке поступления
Это самый дешевый из двух способов питания трубогиба модели 600. Это воздушно-гидравлический поршень (он всасывает сжатый воздух и использует небольшой насос для преобразования этой энергии в гидравлический поток высокого давления для питания цилиндра). Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ возвратные пружины из оцинкованной стали ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем уровень масла и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу ручку разблокировки, обработанную на станке с ЧПУ, к гидравлическому клапану. . Все детали, которые мы делаем, которые крепятся к этому цилиндру, сделаны здесь, в США.
У нас есть 3 поставщика этих баллонов. Вы получите один из них. Они следующие:
- Northern Tool , PN 46200 (КРАСНЫЙ) Эти цилиндры в сложенном виде имеют диаметр 24,95″ друг к другу. Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), а это больше, чем необходимо.
- Harbour Freight PN 56215 **ПРИМЕЧАНИЕ: ПО СООБЩЕНИЮ, В НАЛИЧИИ НЕТ В НАЛИЧИИ** (КРАСНЫЙ) или 94562 (ОРАНЖЕВЫЙ, снят с производства, идентичен 56215, кроме упаковки и цвета окраски). На нашем фото оранжевый. Эти цилиндры претерпели несколько незначительных изменений за эти годы и были доступны с небольшими перерывами в течение более десяти лет. Эти цилиндры имеют длину 24 3/4″ в сложенном виде (от глаз к глазам) и 19Ход 0,25″ идеально подходит для нашей техники.
- Rogue Fab импортный PN 1194 (ЧЕРНЫЙ или КРАСНЫЙ). По состоянию на 2023 год это единственный баллон, который мы поставляем с нашими машинами (только благодаря цепочкам поставок, с остальными баллонами проблем нет).
 Эта компания не продает населению. Они сделаны для нас за границей. Мы всегда будем иметь их в нашей цепочке поставок, хотя практика импорта может привести к перебоям в уровне запасов (задержки заказов). Длина и ход этих цилиндров соответствуют цилиндрам Harbour Freight. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
Эта компания не продает населению. Они сделаны для нас за границей. Мы всегда будем иметь их в нашей цепочке поставок, хотя практика импорта может привести к перебоям в уровне запасов (задержки заказов). Длина и ход этих цилиндров соответствуют цилиндрам Harbour Freight. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
Важное примечание. Это единственный крупный импортный компонент гибочного станка серии M600. Если вам нужно высококачественное индивидуальное гидравлическое решение для вашего трубогиба, мы предлагаем (2) различные электрические/гидравлические силовые системы, которые превосходны (обе имеют цилиндры, произведенные в США). Если вы хотите купить гидравлический цилиндр самостоятельно, чтобы сэкономить деньги, мы настоятельно рекомендуем вам покупать перечисленные здесь цилиндры непосредственно у дистрибьюторов, у которых мы их покупаем (именно поэтому мы указали вам, кто их продает, и правильный номер детали). Если вы покупаете цилиндр, не указанный выше, имейте в виду, что монтажные отверстия на нашей машине имеют диаметр 5/8 дюйма. Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Если вы покупаете цилиндр, не указанный выше, имейте в виду, что монтажные отверстия на нашей машине имеют диаметр 5/8 дюйма. Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Требования к воздуху. Все эти цилиндры потребляют около 6 кубических футов в минуту сжатого воздуха при давлении 110 фунтов на квадратный дюйм во время работы. Они будут работать при более низком давлении и создавать меньшее усилие, и они будут работать при более низком CFM и работать медленнее. Мы рекомендуем воздушный компрессор 6+ CFM, который может создавать 125 фунтов на квадратный дюйм (установлен на 115-120). Рекомендуется бак на 30+ галлонов, но опять же, подойдет и меньший (он просто будет работать намного дольше). Мы также рекомендуем «железный фронт» и смазанный маслом компрессор.