
Как получают двп – Как делают двп
Как делают двп
Главная→Статьи→ Способы получения ДВП
Способы получения ДВП
Древесноволокнистые плиты(еще ихназывают ДВП) на сегодняшний день широко используют во многих отраслях промышленности. Строительные заводы, мебельные фабрики, автомобильные концерны и многие другие заводы, ДВП применяют в производстве. Это листовые материалы, полученные путем горячего прессования волокон дерева.
Древесноволокнистые плиты изготавливают из отходов деревообработки – опилок и стружки, предварительно переработав их в волокнистую массу. Существуют три способа производства древесных волокон. Самым простым и распространенным является механический способ – исходное сырье просто измельчают на специальных станках до волокон. При термо-механическом способе сырье перерабатывается с использованием дефибраторов и рафинеров. Химико-механический способ предусматривает вываривание исходного сырья в специальных химических растворах, и лишь потом получают волокнистую массу.
Для повышения эксплуатационных характеристик материала в волокнистую массу добавляют разного рода химические вещества, которые повышают в дальнейшем водостойкость, прочность и плотность материала.
Далее полученную массу отправляют на отливочные машины, где происходит повышение влажности материала. Затем листы подвергают горячему прессованию при очень высоких температурах и снова увлажняют до 5-7%. Однако стоит отметить, что пресс используется лишь при производстве твердых древесноволокнистых плит. Если плиты впоследствии будут использоваться для изоляционных целей, то их подвергают сушке в специальных помещениях с пониженным процентом влажности.
При изготовлении ДВП и близкого ему по структуре ДСП применяются два способа – мокрый и сухой. Производство ДВП, ДСП мокрым способом распространено гораздо больше, поскольку при сухом способе из-за добавления дополнительных процентов синтетической склеивающей смолы волокнистую массу необходимо подвергать дополнительной подсушке, что требует больших энергозатрат, чем производство ДВП, ДСП мокрым способом.
Однако технологии по производству древесноволокнистых плит не стоят на месте, и на сегодняшний день производители внедряют множество инновационных разработок на заводы, ДПВ впоследствии получают лучшие эксплуатационные характеристики и эстетичный внешний вид. Готовые листы пропитывают различными химическими веществами во избежание деформации, для повышения водостойкости и увеличения уровня огнеупорности. Также готовые листы обрабатывают специальными красителями, которые улучшают внешний вид материала.
При производстве мебели древесноволокнистые плиты давно получили широкое использование. Такой материал выгодно отличается по своим эксплуатационным характеристикам от обычной древесины – ДВП не усыхают, не разбухают, не деформируются, не прогибаются. Такие характеристики плиты получают за счет использования специальных технологий при их производстве.
Твердость поверхности и плотность структуры древесноволокнистых листов достигается за счет того, что исходное сырье разрубается до отдельных волокон, и лишь потом к полученной волокнистой массе добавляют склеивающие смолы. Потом материал прессуют при горячей температуре, подвергают шлифовке и наносят специальный слой вещества, которое по своей структуре напоминает натуральную древесину.
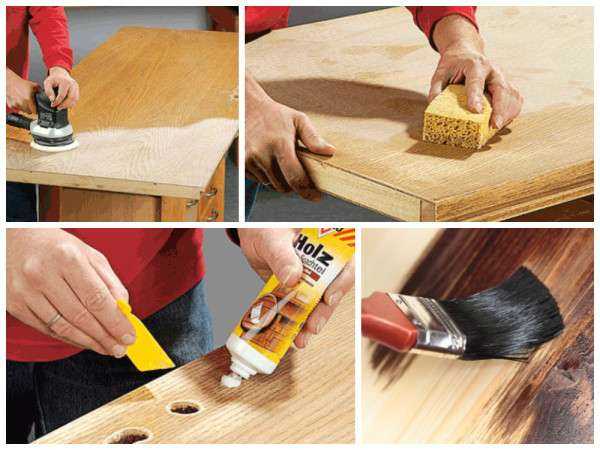
Большим плюсом использования ДПВ является то, что они прекрасно поддаются любой обработке – пилению или фрезерованию. Края плиты получаются очень гладкими и ровными и не требуют никакой дополнительной обработки. За счет очень плотной структуры в древесноволокнистых плитах отлично держатся любые крепежные элементы, такие как гвозди и шурупы.
3462 просмотра.
ДСП и ДВП. Достоинства и недостатки

Во время строительства нового объекта или при проведении ремонта широко используются древесные плиты, но на этом область их применения не ограничивается, а распространяется на другие сферы.
На сегодняшний день существует несколько видов плит из древесины.
О двух их представителях – ДВП и ДСП пойдет речь в нашей статье. Близкое знакомство будет полезно, ведь зачастую их путают, не зная, какими достоинствами обладает каждая из них.
ДСП. Достоинства и недостатки
ДСП – это древесно-стружечная плита, получаемая под воздействием плоского сжатия. Древесные частицы с включением формальдегидных смол, которые служат в качестве связующего вещества, проходят через пресс.
На изготовление ДСП идут опилки и стружка, образующиеся после переработки хвойных и лиственных пород деревьев. От состава отходов, их формы и размера, а также связующего вещества напрямую зависит качество строительного материала.
Абсолютно ровная поверхность древесной плиты создает легкость и прогнозируемость в процессе работы.
Ее геометрическая форма и объем не изменяется, то есть она не коробится, не скручивается и не набухает.
В чем разница между ДВП и ДСП — сравнение характеристик и особенности применения
Материал водостойкий, его обработка легко выполнима. Отличные технические характеристики и цена ДСП обеспечивают ей популярность как строительного материала.
Какими бы весомыми не были бы достоинства древесно-стружечной плиты, существует главный недостаток, из-за которого не желательно ее применение. Как стало известно из вышеописанного, в производстве ДСП используются формальдегиды, очень вредные для человека. Неэкологичность материала — это первый минус.
Кроме того, древесная плита не идет в сравнение с натуральным деревом по прочности и долговечности. Если края ДСП не защищены пленкой ПВХ, то они быстро изнашиваются, крошатся.
ДВП. Плюсы и минусы
Древесноволокнистая плита или оргалит получается путем прессования древесных волокон при наличии высоких температур. В качестве сырья используются отходы деревоперерабатывающей промышленности, лесопилок.
Прочность листового материала обеспечивают различные добавки: синтетические смолы, парафин и т.д. Особенно эффективна пропитка плиты пектолом, которая увеличивает прочность до 25 %.
Защиту от разбухания обеспечивает нефтяной гидрофобизатор. В результате огнеупорной пропитки ДВП получает стойкость к возгоранию.
Если говорить о достоинствах древесноволокнистой плиты, то для каждого вида вырисовываются свои плюсы. Но все из них обладают рядом преимуществ, о которых нельзя не сказать.
- Во-первых, низкая стоимость ДВП ставит ее в разряд самых популярных строительных материалов.
- Во-вторых, правильная эксплуатация обеспечивает прочность и долговечность плиты.
- В-третьих, легко поддается обработке, при этом не меняет своей структуры.
- В-четвертых, после ламинирования ДВП идет на изготовление мебели.
Единственный недостаток древесной плиты – это незначительная толщина ее листа, что ограничивает область применения.
Но и при этом сфера ее использования не ограничивается строительством, а распространяется на мебельное производство, вагоностроение, автомобилестроение, столярное производство.

МДФ

ДСП

ДВП
На сегодняшний день при осуществлении строительства или ремонта используется сразу несколько видов древесных плит, каждый из которых имеет как свои достоинства, так и недостатки. Разобраться с ними подробнее Вам поможет информация, приведенная в этой статье.
Итак, начнем с ДСП — древесно-стружечной плиты.
Данный материал получается из древесных частиц путем их горячего плоского прессования с применением различных связующих веществ, чаще всего – формальдегидных смол. В качестве исходного сырья используются отходы от переработки (стружки и опилки) как хвойных, так лиственных пород. Качество ДСП определяется ее плотностью, которая в свою очередь напрямую зависит как от формы и размеров древесных частиц, так и от типа вяжущего вещества.
Сочетание относительно низкой себестоимости и хороших технических характеристик (водостойкости, простоты обработки и др.) делает ДСП одним из наиболее популярных строительных материалов.
По сравнению с натуральной древесиной она практически не набухает и не коробится, обладает лучшими изоляционными свойствами.
Но есть у ДСП и свои минусы. Самый главный из них – наличие в составе тех самых формальдегидных смол, которые при неправильной обработке материала могут представлять серьезную угрозу здоровью человека.
Понятие ДСП и ДВП и их применение
Кроме того, по сравнению с натуральной древесиной ДСП является более тяжелой и менее прочной.
МДФ (древесноволокнистая плита средней прочности) изготавливается только на основе очень мелких опилок, которые подвергаются особой обработке, называемой на профессиональном языке свойловачением.
После этого материал просушивается и склеивается в плиты при помощи лигнина и парафина. Благодаря этому МДФ считается экологически безопасным материалом, а также может устанавливаться в помещениях с высоким уровнем влажности (до 80%).
Главным достоинством МДФ помимо вышеперечисленных можно назвать идеальное соотношение толщины и твердости.
Листы МДФ прекрасно сохраняют правильную геометрическую форму на протяжении долгого времени, а их поверхность отличается гладкостью и однородностью, что значительно облегчает ее обработку. МДФ хорошо подходит для шпонирования или ламинирования, а потому широко применяется при производстве наличников, дверей, полотен под покраску и тому подобных элементов интерьера.
Единственным, но достаточно существенным недостатком данного материла является то, что он ввозится исключительно из-за рубежа, что значительно повышает стоимость плит МДФ.
Как по способу производства, так и по своим техническим параметрам МДФ напоминает другой материал – ДВП (древесноволокнистая плита).
Его получают методом мокрого прессования мелко размолотой древесной массы с применением синтетических смол и некоторых других добавок (парафина, канифоли, антисептиков и т.п.).
ДВП отличается высокими показателями в области влагостойкости. Обычно она ламинируется и в таком виде широко используется для производства мебели, мало уступая в этом качестве более дорогой фанере.
ДВП значительно выигрывает за счет низкой стоимости, которая сочетается с долговечностью изготовленных из нее изделий.
Однако сама технология производства ДВП приводит к тому, что плиты данного материала могут иметь лишь незначительную толщину. Таким образом, область их применения значительно сужается.
В заключение отметим, что все три материала – ДСП, МДФ и ДВП – имеют лишь незначительные отличия.Общими для них являются высокая устойчивость к перепадам температуры, легкость обработки и дешевизна, которые и обеспечивают высокий уровень популярности этих строительных материалов.
ДВП характеристика и применение
ДВП – это строительный материал, состоящий из прессованного под высоким давлением древесного волокна. Он успешно применяется и в мебельном производстве, и в строительстве, и в ремонтных работах.
Рассмотрим подробнее разновидности и свойства всех видов ДВП.
Основные свойства и технические характеристики ДВП
К свойствам ДВП можно отнести следующее:
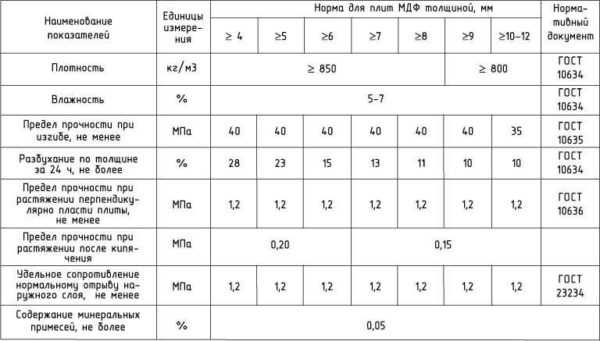
Согласно стандартам ГОСТ, основные технические свойства ДВП следующие:
- Плотность от 100 до 1100 кг/м3;
- Предельная эксплуатационная влажность 3-12 %;
- Теплопроводность 0.046 – 0.093 Вт/мК.
Стоит отметить, что ДВП долгое время не разбухает при влажности воздуха с свыше 50%, а также при длительном погружении в воду.
Разновидности ДВП
Всего можно выделить 5 разновидностей ДВП, различающихся по техническим характеристикам и сфере применения.
Мягкая пористая плита ДВП
В большинстве случаев она используется как утеплитель и звукоизоляционный материал. В данном случае плита используется как подложка под напольные или настенные материалы. Максимальная толщина ДВП не более 25 мм, а плотность – 350 кг/м3.
Древесноволокнистая плита
Главный недостаток – низкая прочность строительного материала. Мягкая ДВП подразделяется на три марки: М1, М2 и М3.
Полутвердая ДВП. Широко используется в мебельном производстве: из нее изготавливаются задние стенки шкафов и дно кухонных ящичков. Плотность – до 850 кг/м3, толщина – до 12 мм. Марка – НТ.
Твердая плита ДВП
Используется для изготовления щитовых дверей. Главная особенность – низкая пористость строительного материала. Плотность – до 800 – 1100 кг/м3, толщина – до 6 мм.
Марки – Т, Т-В, Т-П, Т-С, Т-СП.
Сверхтвердая ДВП повышенной прочности. Она используется для изготовление межномнатных дверей, перегородок, арок. Плотность – от 950 кг/м3, толщина – до 5 мм. Марка – СТ.
Благородная ДВП
Официально она не описана в ГОСТ, компании самостоятельно разрабатывают ее стандарты. Данный строительный материал объединяет лучшие свойства всех четырех разновидностей. Плиты могут быть окрашенными или ламинированными и использоваться как обшивка мебели или декоративная панель.
В заключение стоит отметить основные правила хранения ДВП. Главное из них – плиты должны лежать на ровной поверхности во избежание деформации.
Если ДВП хранится на улице, его необходимо укрыть защитным влагонепроницаемым материалом.
Узнать больше о влагостойкой ДСП можно в нашей следующей статье.
Все статьи
Наиболее востребованным материалом в строительной сфере и мебельной отрасли является древесина. К сожалению, из-за активной вырубки леса, данный ресурс с каждым годом уменьшается. Поэтому ученые начали разрабатывать способы применения непригодной древесины.
Теперь отходы после деревообработки являются пригодными. Так появились на свет древесноволокнистые плиты, применение которых сейчас достаточно обширно. Данный материал представляет собой прямоугольные листы, которые изготавливаются в процессе сушки или горячего прессования древесноволокнистой массы.
Уникальные характеристики обеспечили ДВП использование в различных отраслях. Как правило, это строительство и мебельное производство. Поскольку сырье легко поддается обработке, его высоко ценят специалисты. Разностороннее ДВП применение стало причиной создания различных сортов.
Какими свойствами обладают древесноволокнистые плиты
Отличительные особенности данного стройматериала заключаются в его высокой твердости, прочности, стойкости размеров к деформации, экологичности, влаго- и огнестойкости, способности длительное время сохранять свои первоначальные характеристики.
Но главными преимуществами здесь следует назвать оптимальную звуко- и теплоизоляцию. Поэтому применение ДВП в строительстве является достаточно популярным.
Как и из чего делают ДВП
Древесноволокнистые плиты являются хорошим ресурсом, как для индивидуального, так и для промышленного строительства.
Для обеспечения высокой шумоизоляции, материал используется при выполнении отделочных работ, а также в качестве термозащиты различных конструкций. Область применения ДВП существенно увеличивается за счет декоративных качеств. В панельных сооружениях древесноволокнистые плиты используют для выравнивания основания полов.
Если панели обработать лакокрасочным покрытием, то ими можно облицовывать разные конструкции в помещениях.
Где используется ДВП
В качестве стройматериала ДВП применяется также в таких целях:
- Теплоизоляция технических коробов, вентиляционных труб;
- Возведение опалубки при заливке конструкций из железобетона;
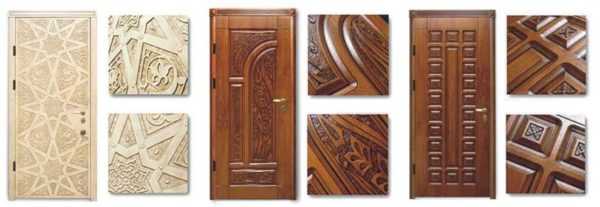
- Создание полотен дверей;
- Изготовление корпусной и встроенной мебели;
- Внутренняя отделка вагонов поездов, трамваев, метро.
Теплоизоляция технических коробов, вентиляционных труб;

Возведение опалубки при заливке конструкций из железобетона;

Создание полотен дверей;
Изготовление корпусной и встроенной мебели;

Внутренняя отделка вагонов поездов, трамваев, метро.
 Область применения ДВП листа мягкого определяется его эластичной структурой.
Область применения ДВП листа мягкого определяется его эластичной структурой.
Панели можно эксплуатировать при изготовлении стенок и перегородок мебельных предметов. Полутвердые сорта древесноволокнистых плит отличаются более плотной структурой, но, не смотря на это, ДВП область применения заключается только в производстве задних панелей мебельных шкафов. Касательно твердых и сверхтвердых сортов, то они имеют более широкую эксплуатационную сферу. Прежде всего, нашли панели ДВП применение в строительстве, а именно они служат кладочным материалом для пола, облицовки стен.
Ламинированные листы используются для декорирования стен и поверхностей конструкций.
Размеры листа, толщина и цена ДВП: что это такое за материал, характеристики и цены
stroitel12.ru
что это, производство, свойства, применение, размеры
Древесина в чистом виде в последнее время используется все реже. Даже для нас материал становится слишком дорог, да и обработка — дело сложное. Все больше на стройке применяют древесные материалы. Один из них — ДВП (древесно-волокнистые плиты). Они используется в строительстве, в отделке, при изготовлении мебели.
Что такое ДВП, область применения
Содержание статьи
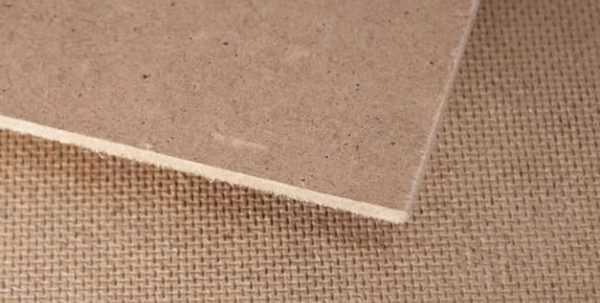
ДВП — аббревиатура от названия «Древесно-Волокнистые Плиты». Представляет собой листовой строительный или отделочный материал. Имеет относительно невысокую цену, может быть разной плотности — мягкие, твердые и сверхтвердые. Толщина листа — от 2-3 мм до 12-15 мм, некоторые виды могут быть до 40 мм.

Древесно-волокнистые плиты могут быть разной толщины и плотности
Листовые ДВП отличаются высокой плотностью и прочностью, имеет относительно невысокую цену. Тонкие листы отлично гнутся, что позволяет их применять для обшивки криволинейных поверхностей. Используется ДВП в строительстве, в качестве обшивки при каркасном домостроении, для выравнивания пола, стен. Также из этого материала делают перегородки в железнодорожных пассажирских вагонах.
ДВП малой плотности используется в качестве звукоизоляционного материала. Хаотичное расположение волокон древесины способствует тому, что звуки «вязнут» в материале. Это самый недорогой и удобный в монтаже тип звукоизоляционных материалов. Более эффективные есть, но вот более дешевые надо еще поискать.
Некоторые виды древесно-волокнистых плит могут использоваться как отделочные материалы — для отделки стен в помещениях нормальной влажности. Для этих целей применяют ДВП, одна из сторон листа которой покрашена, покрыта декоративной пленкой, заламинирована.

Это варианты для декоративной отделки
Еще одна область применения ДВП — производство мебели. Обычно этот материл используют как вспомогательный — делают заднюю стенку корпусной мебели, подшивают днище в креслах и стульях, днища в ящиках и т.п. В общем, область применения обширная. Недостаток, по сути, один — без гидрофобных добавок материал плохо себя ведет при повышенной влажности. Он разбухает, увеличиваясь в размерах. Листовой материал при этом «идет волнами». При высыхании он остается деформированным. Так что в неотапливаемых или влажных помещениях возможно использование ДВП только определенных марок.
Технология производства
Исходным сырьем для производства ДВП являются отходы деревообрабатывающей отрасли: щепа, опилки, костра (одревесневшие части стеблей прядильных растений). Сырье промывается, из него удаляются посторонние включения, затем сушится. Высушенный материал, дробится в специальных машинах (дефибраторах и рафинаторах) на мельчайшие частицы — волокна. Степень помола может быть от грубой до мельчайшей. Далее процесс отличается для разных способов производства.
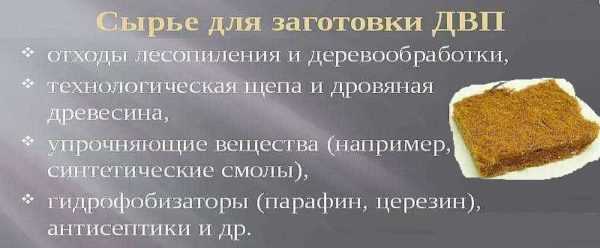
Исходное сырье для производства ДВП
Прессование идет под высоким давлением — 3-5 МПа и высокой температуре — выше 300°С. За счет этого и происходит скрепление и уплотнение материала. Перед прессованием, в исходный материал добавляются дополнительные компоненты, изменяющие свойства материала — связующие (синтетические смолы), гидрофобизаторы, антипирены и т.д.
Способы формования
Есть два способа производства ДВП — мокрое и сухое прессование. «Мокрый» метод более экологичен. При мокром прессовании используется меньшее количество связующих (иногда, вообще без синтетических добавок), но материал получается более дорогим, так как процесс более энергоемкий. На сушку одного листа уходит до 15 минут, что ограничивает производительность прессов, следовательно, повышает цену материала. При таком методе, в измельченный материал вводятся необходимые добавки, вода. Жижа поступает в дозатор, который выкладывает ее ровным слоем на ленту. Для более быстрого удаления воды, лента имеет сетчатую структуру. После прохождения пресса тыльная сторона такого ДВП имеет отпечаток этой мелкой сетки.
При мокром прессовании некоторые сорта ДВП могут быть сделаны без добавления постороннего связующего. Под давлением и при высокой температуре, из древесных волокон выделяется лигнин (вещество, характеризующее одеревеневшие стенки растительных клеток). Он является натуральным связующим. Лигнин в значительных количествах содержится в древесине хвойных пород. Но не для всех сортов ДВП природного связующего достаточно. В этом случае добавляется от 4 до 7% синтетического связующего.
Тип формования легко отличить по тыльной стороне плиты
При сухом прессовании, обычно в массу добавляют синтетические смолы, которые связывают волокна. Именно этот метод позволяет получить ДВП большой толщины — до 12-15 мм, некоторые завод могут выпускать питы толщиной до 40 мм. На уплотнение и прессование сухой массы уходит намного меньше времени – 3-5 минут в зависимости от класса и толщины. Производительность пресса возрастает в разы. К тому же в сухую массу кладут меньшее количество добавок — они не вымываются водой. Все это ведет к снижению стоимости материала. Но дешевые связующие содержат формальдегид, а его содержание необходимо контролировать, так как в больших количествах он вреден для здоровья.
Для производства мебели и отделочных работ в помещениях, должен использоваться материал с классом эмиссии формальдегида Е0,5 или Е1. Это, как правило, ДВП мокрого прессования. Отличить ДВП, сделанное мокрым способом, можно по отпечатку сетки на тыльной стороне листа (смотрите фото выше).
Завершающие процессы
При высокотемпературном прессовании происходит склеивание частиц между собой. Времени нахождения под прессом не всегда достаточно, поэтому уже сформованные листы переносят в специальную камеру, где при высокой температуре происходит «дозревание» материала. ДВП держат тут несколько часов. За это время волокна спекаются, склеиваются, материал становится однородным и прочным.

Древесноволокнистые плиты имеют разную толщину
Из камеры плиты выходят, практически с нулевой влажность и начинают активно впитывать влагу из воздуха. В результате этого процесса, края листов разбухают. Чтобы избежать данного недостатка, материал переносят в другую камеру, где его доводят до нормальной влажности. И только после этого, листовой ДВП может идти в продажу или на другие станки — для покраски, ламинирования.
Что хорошо, так это то, что технология производства древесно-волокнистых плит пластична. Пресс может иметь любую форму, что позволяет делать не только листовой материал, но и фигурные изделия. Например, плинтуса или мебельные фасады.
Виды и классы
Основная классификация ДВП — по назначению и по плотности. По назначению древесно-волокнистые плиты бывают — общего и специального типа. Специальные — это с какими-то особыми свойствами. Можно выделить три основных группы:
- Влагостойкие (битумированные). При приготовлении смеси в нее добавляется битум, который улучшает устойчивость к влаге.
- Трудносгораемые. В исходный материал добавляются антипирены, которые снижают горючесть готового материала.

Тонкие листы отлично гнутся, толстые имеют высокую жесткость, так что материал может использоваться для разных целей
- Отделочные — с облагороженной одной стороной. Лицевая сторона ДВП может быть окрашена, проклеена полимерной пленкой, имитирующей различные материалы: дерево, камень, кирпич, кафель и т.д.
К материалам специального назначения принято относить и отделочные типы ДВП — с облагороженной одной стороной. Тут очень много подвидов и называться они могут по-разному:
- ДВП с облицованной или окрашенной поверхностью, гладкий с тыльной стороны (произведен методом сухого прессования). В разговорной речи такой материал принято называть «оргалит». Обычно это материал средней плотности.
- То же самое, но с негладкой тыльной поверхностью называется «мазонит» (мокрое прессование).

Обшить дачу ДВП — распространенное решение
- Если лицевая сторона материала проклеена пленкой — заламинирована — называют такой материал ламинированный ДВП, иногда встречается аббревиатура ЛДВП.
ДВП общего назначения называют еще строительным. К этому классу могут относить материалы как сухого (с двумя гладкими поверхностями), так и мокрого способа производства.
Цена или качество?
Обычно главный критерий при выборе ДВП общего назначения — невысокая цена. Если использовать его для обшивки каркаса, требуется много материала, поэтому хочется сэкономить. Но не стоит гнаться за дешевизной.

Качество ДВП определяется по отсутствию посторонних вкраплений, расслоения
Более дешевые листы ДВП произведены с большим количеством формальдегида. Это вещество в больших количествах способствует развитию рака. Чтобы дом был безопасным, не стоит использовать для внутренней обшивки материал с классом эмиссии выше Е1. Материалы с классом Е1 абсолютно безопасны. Выделяют формальдегида столько же, сколько натуральная древесина.
Плотность, масса, толщина листов
Технология производства древесно-волокнистых плит позволяет делать их разной плотности. В зависимости от плотности они имеют различные технические характеристики и область применения. Различают такие виды ДВП:
- Малой плотности. Называют еще мягкими, обозначаться могут при помощи приставленной буквы «М» — ДВП-М. Довольно рыхлый материал плотностью 200- 350 кг/м³. Толщина листа может быть 8, 12, 16, 25 мм. При желании можно найти до 40 мм. Используются обычно для звукоизоляции или как отделочные/обшивочные в местах, не подвергающихся нагрузке.
ДВП малой плотности имеет рыхлую структуру, используется как утепление и звукоизоляция
- Средней плотности — до 850 кг/м³, толщина листа может быть 8, 12, 16, 25 мм. По классификации проходят тоже как мягкие.
- Полутвердые — от 860 до 900 кг/м³, толщина листа 6, 8, 12 мм.
- Твердые (ДВП Т) — 950 кг/м³, толщина листа 2.5, 3.2, 4.5 и 6 мм.
- Сверхтвердые (ДВП-СТ) — 960-1000 кг/м³, могут быть толщиной 2.5, 3.2, 4.5 и 6 мм.
Твердые и сверхтвердые марки применяют там, где важна стойкость к механическим воздействиям. В бытовом строительстве и отделке домов/квартир, ДВП-Т кладут на пол, могут обшивать ими стены.
Виды твердых плит
При всем при том, твердые древесно-волокнистые плиты общего назначения бывают нескольких видов — с разными лицевой и тыльной сторонами. Согласно ГОСТу, твердые древесно-волокнистые плиты имеют такую маркировку:
- Т – твердые плиты с необлагороженной лицевой поверхностью. Часто называются еще «техническим» ДВП. Используется для работ, в которых не важен внешний вид.
- Т-П – твердые плиты с подкрашенным лицевым слоем. Это так называемый оргалит. Применяется в мебельной промышленности для задних стенок в шкафах, столах и т.д.
Выбор расцветок широк
- Т-С – твердые плиты с лицевым слоем из тонкодисперсной древесной массы. Одна сторона листа имеет тот же цвет, но гладкая, как покрытая лаком. Может применяться для обшивки каркасных построек изнутри. Требует минимальных отделочных работ. На такую поверхность стразу можно клеить обои, но снимать их будет очень неудобно. А вот шпаклевка на заглаженную поверхность ложится плохо — скатывается.
- Т-СП – твердые плиты с подкрашенным лицевым слоем из мелкоразмолотой древесной массы. Может использоваться как финишный отделочный материал.
Марки твердого ДВП могут быть двух классах — А и B. Их отличают по качеству. Как видите, даже в одном классе есть разные материалы. При одинаковых (или почти одинаковых) технических характеристиках, имеют они различные области применения.
Подвиды сверхтвердых волокнистых плит
Сверхтвердые древесно-волокнистые плиты, в бытовом строительстве и ремонте используются редко — слишком большая цена, а высокие плотность и жесткость могут быть и не востребована. Иногда чрезмерная жесткость может быть неудобной.
По стандарту есть два вида такого материала:
- СТ – «строительная» марка, не слишком привлекательная внешне;
- СТ-С – с гладким лицевым слоем — мелкоразмолотая древесная масса уплотнена до очень гладкого состояния.

Плотные и гладкие плиты
Ламинированных или декоративных видов практически не бывает — слишком тяжелый и жесткий для отделки материал тоже не нужен.
Названия в зависимости от плотности
Еще древесно-волокнистые плиты имеют разные названия в зависимости от плотности. Обычно это калька (транслитерация) английских/международных названий. Хотя, под тем же названием, в других странах зачастую подразумевается другой материал.
- ЛДФ — от английского low density fiberboard — LDF. В переводе — ДВП низкой плотности. В действительности, так называют материал средней плотности, просто имеющий характеристики на нижней границе зоны. К мягким древесным плитам никакого отношения не имеет.
Характеристики МДФ
- MДФ — от английского medium density fiberboard — MDF. В переводе — средней плотности древесно-волокнистая плита. Если говорить о стандартах, то этот материал соответствует ГОСТовским определениям ДВП средней плотности.
- ХДФ — hight density fiberboard — HDF. По характеристикам можно поставить в соответствие марку ДВП-Т (твердые).

Плиты ХДФ имеют обычно небольшую толщину и используются для фрезерования узоров
Как видите, четкого разграничения нет. Еще путаницы добавляют неправильное применение названий. В общем, каждый раз надо уточнять, что именно говорящий имеет в виду под тем или другим термином.
Размеры
О размерах имеет смысл говорить только относительно стандартных листов или плит. Как уже говорили раньше, толщина листов ДВП может быть от 2 до 40 мм. Остальные размеры определены стандартами:
- ширина 1220 мм и 1700 мм;
- высота 2140 мм, 2440 мм, 2745 мм.
Размеры определяются стандартами
Учтите, что на любом производстве можно найти неформатные листы. После формования в прессе их обрезают, и иногда, из-за сбоев в работе оборудования (которое формирует ковер на ленте), приходится края обрезать больше. Из-за этого и получаются более узкие или более короткие листы. Если вам не важен стандартный размер, всегда можно купить такие. По качеству они вряд ли чем-то отличаются, а вот по цене будут значительно ниже.
Современное использование некоторых видов
Если говорить не о стройке, а об отделочных работах, то все чаще в этой области стало всплывать название «МДФ» — волокнистый материал средней плотности. Из ламинированного листового МДФ делают межкомнатные двери. Каркас из деревянных планок обшивают этим материалом, получая бюджетные изделия, которые выглядят очень неплохо. Звукоизоляционные характеристики зависят от типа заполнения каркаса, а долговечность самого изделия — от качества ламинирования и жесткости пленки.
Из древесно-волокнистой массы можно сформировать любые рельефы
Технология производства позволяет создавать не только листовые древесно-волокнистые изделия. Форма пресса, теоретически, может быть любой. Поэтому из МДФ стали делать различного рода погонаж — наличники для отделки все той же дверной коробки, плинтуса и другие подобные изделия. Их можно подобрать в цвет дверей и похожие по форме.

Такие плавные линии можно сделать только с использованием дерева или МДФ
Из МДФ стали делать фасады корпусной мебели. Например, кухонные. Причем если мебель из ДСП имеет линейное строение, из размолотых древесных волокон формуют изогнутые, плавные, скругленные формы. Все это позволяет создать большее видовое разнообразие. Используя ту же технологию, делают стеновые панели МДФ. Это не только ровные гладкие листы, но и с рисунком разного вида/типа.
Жесткие волокнистые материалы
В некоторых областях находит применение ХДФ — материал высокой плотности. В частности, за счет жесткости, с ним удобно работать при формировании ажура. Используя лазерные резаки, на тонких ламинированных или крашеных плитах ХДФ формируют прорезной ажур. Из ажурных плит делают различные декоративные элементы, в частности — экраны на радиаторы.

Перфорированный ХДФ хорош для декора
Из ХДФ формируют некоторые виды отделочных материалов. Плиту покрывают слоем пленки или красят. Поверхность может быть гладкокрашеной, имитировать древесину, каменную поверхность и т.д. Если материал сформован в виде планок с замками, получается тот самый ламинат. Если материал сделан в виде листов — ими можно обшивать стены, потолок, использовать для отделки рабочей зоны на кухне — кухонного фартука.
Наверняка есть и другие области применения ДВП разной плотности. И, скорее всего, будет и другое применение. Технология гибкая, позволяет получать различные по свойствам материалы.
stroychik.ru
Способы получения ДВП
Главная → Статьи → Способы получения ДВПДревесноволокнистые плиты (еще их называют ДВП) на сегодняшний день широко используют во многих отраслях промышленности. Строительные заводы, мебельные фабрики, автомобильные концерны и многие другие заводы, ДВП применяют в производстве. Это листовые материалы, полученные путем горячего прессования волокон дерева.
Древесноволокнистые плиты изготавливают из отходов деревообработки – опилок и стружки, предварительно переработав их в волокнистую массу. Существуют три способа производства древесных волокон. Самым простым и распространенным является механический способ – исходное сырье просто измельчают на специальных станках до волокон. При термо-механическом способе сырье перерабатывается с использованием дефибраторов и рафинеров. Химико-механический способ предусматривает вываривание исходного сырья в специальных химических растворах, и лишь потом получают волокнистую массу.
Для повышения эксплуатационных характеристик материала в волокнистую массу добавляют разного рода химические вещества, которые повышают в дальнейшем водостойкость, прочность и плотность материала.
Далее полученную массу отправляют на отливочные машины, где происходит повышение влажности материала. Затем листы подвергают горячему прессованию при очень высоких температурах и снова увлажняют до 5-7%. Однако стоит отметить, что пресс используется лишь при производстве твердых древесноволокнистых плит. Если плиты впоследствии будут использоваться для изоляционных целей, то их подвергают сушке в специальных помещениях с пониженным процентом влажности.
При изготовлении ДВП и близкого ему по структуре ДСП применяются два способа – мокрый и сухой. Производство ДВП, ДСП мокрым способом распространено гораздо больше, поскольку при сухом способе из-за добавления дополнительных процентов синтетической склеивающей смолы волокнистую массу необходимо подвергать дополнительной подсушке, что требует больших энергозатрат, чем производство ДВП, ДСП мокрым способом.
Однако технологии по производству древесноволокнистых плит не стоят на месте, и на сегодняшний день производители внедряют множество инновационных разработок на заводы, ДПВ впоследствии получают лучшие эксплуатационные характеристики и эстетичный внешний вид. Готовые листы пропитывают различными химическими веществами во избежание деформации, для повышения водостойкости и увеличения уровня огнеупорности. Также готовые листы обрабатывают специальными красителями, которые улучшают внешний вид материала.
При производстве мебели древесноволокнистые плиты давно получили широкое использование. Такой материал выгодно отличается по своим эксплуатационным характеристикам от обычной древесины – ДВП не усыхают, не разбухают, не деформируются, не прогибаются. Такие характеристики плиты получают за счет использования специальных технологий при их производстве.
Твердость поверхности и плотность структуры древесноволокнистых листов достигается за счет того, что исходное сырье разрубается до отдельных волокон, и лишь потом к полученной волокнистой массе добавляют склеивающие смолы. Потом материал прессуют при горячей температуре, подвергают шлифовке и наносят специальный слой вещества, которое по своей структуре напоминает натуральную древесину.
Большим плюсом использования ДПВ является то, что они прекрасно поддаются любой обработке – пилению или фрезерованию. Края плиты получаются очень гладкими и ровными и не требуют никакой дополнительной обработки. За счет очень плотной структуры в древесноволокнистых плитах отлично держатся любые крепежные элементы, такие как гвозди и шурупы.
4192 просмотра.
xn--b1aeby5b0a.xn--p1ai
Как и из чего делают ДВП
Дерево — это универсальный материал, качество которого было оценено много столетий назад. Несмотря на развитие технологий, лес широко используется в разных видах производства. Его свойства, прочность и безупречный «природный» внешний вид не идут в сравнении ни с каким другим материалом. Каждый вид дерева имеет свои особенности. Поэтому прежде чем купить дерево, четко определитесь, на что именно пойдет этот материал.
Деревянные бревна сегодня широко используются как пиломатериал. По сути, пиломатериалы, это предметы из древесины, которые получают путем распиливания цельного бревна вдоль волокна, поэтому размеры пиломатериалов могут быть как заводскими, так и индивидуальными. ДВП — это плиточный пиломатериал, широко используемый в строительстве и при проведении отделочных работ.
Изготавливают листы ДВП горячим методом путем прессования волокон древесины в виде полотна. Изначально сырье пропаривают и размалывают. В качестве сырья используют отходы с лесопилки и деревообработки, щепки и дровяную древесину. В качестве связующего вещества в смесь добавляют синтетические компоненты, зачастую смолу.
Поверхность плит ДВП определяется технологией производства:
- мокрый способ производства выдает листы, в которых только одна сторона будет гладкой;
- сухой способ позволяет добиться гладкой поверхности с обеих сторон плиты.
Технология производства плиты ДВП выглядит следующим образом. В волокнистую древесную массу добавляется жидкость в виде эмульсий. После этого масса обрабатывается в отливочных машинах. Сейчас плиты содержат до 70 % влаги. В зависимости от будущего вида плиточного пиломатериала дальше сушка, если идет производство изоляционных плит либо же на горячий пресс. Под воздействием пресса, где температура варьируется в пределах 135-180 градусов, плиты обретают твердость. После это плиты ДВП твердого и сверхтвердого типа закаливаются, достигая уровня влажности не более 5–7 %.
В итоге мягкие плиты, которые не подвергаются обжигу, по большей части используются как материал для изоляции. Такой материал хорошо держит тепло, но за счет высокой пористости не прочный. Твердые плиты ДВП используются при производстве дверей, задних частей мебели, в виде панелей для стен. Для улучшения внешнего вида лицевую сторону плиты ДВП покрывают декоративной пленкой или пластиком (оргалит).
doska-vsem.ru
Древесноволокнистые плиты изготавливают из неделовой древесины, отходов лесопильной и деревообрабатывающей промышленности. Древесноволокнистые плиты для увеличения прочности, долговечности и огнестойкости применяют специальные добавки: водные эмульсии синтетических смол; эмульсии из парафина; канифоли; битума; антисептики и антипирены; а также асбест, глинозем, гипс и др; Описание: растительное сырье измельчают в различных агрегатах в присутствии большого количества воды, облегчающей разделение древесины на отдельные волокна, и смешивают со специальными добавками; далее жидкотекучую волокнистую массу передают на отливочную машину, состоящую из бесконечной металлической сетки и вакуумной установки; здесь масса обезвоживается, уплотняется и разрезается на отдельные плиты заданного размера, которые затем подпрессовывают и сушат; Техническая характеристика: плотность древесноволокнистых изоляционных и изоляционно-отделочных плит 850…1100 кг/куб.м; теплопроводность 0,046…0,093 Вт/мК; прочность при изгибе не менее 0,4…2,0 Мпа; Размер: 2745х1700х3,2 мм; 2745х1220х3,2 мм; 2500х1220х3,2 мм; 2440х1220х3,2 мм и т.д. Влажность %, нижняя граница 4 верхняя граница 10; Водопоглощение лицевой поверхности за 24 часа, верхняя граница: 11; Технология производства ДВП (древесно-волокнистых плит) Древесноволокнистая плита (ДВП) – листовой материал, изготовляемый в процессе горячего прессования массы из древесных волокон, сформированных в виде ковра. Эти волокна получают путем пропарки и размола древесного сырья. Они представляют собой отдельные клетки тканей, их обрывки или группы клеток древесины (древесная пыль) Сырьем служат отходы лесопиления и деревообработки, технологическая щепа и дровяная древесина. Для улучшения эксплуатационных свойств в массу добавляют упрочняющие вещества (например, синтетические смолы), гидрофобизаторы (парафин, церезин), антисептики и др. Формирование ковра может осуществляться в водной среде с получением плит односторонней гладкости (мокрый способ производства) или в воздушной среде с получением плит двусторонней гладкости (сухой способ). При изготовлении плит способом мокрого прессования «изнанка» ДВП фактурой напоминает поверхность творога с «сеточкой», как от влажной марли. И поэтому же плиты ДВП не бывают толстыми – технология не позволяет. Обычно одна сторона ДВП такой и остается, а другую иногда покрывают пленкой (ламинируют или кашируют) Промышленное производство ДВП было начато впервые в США в 1922 году. В 1931 году шведским патентом Асплундра было положено начало внедрению новой технологии производства древесно-волокнистых плит. Оборудование для нее поставлялось фирмой «Defibrator». Эта технология изготовления ДВП получила в мире наибольшее распространение. По ней и в настоящее время работает значительное число заводов во многих странах. Общий объем производства древесноволокнистых плит (твердых, полутвердых, мягких) составляет, без учета МДФ, порядка 20 млн м куб в год, причем наметилась тенденция к сокращению. Доля твердых плит составляет примерно 4 млрд м кв (их считают по площади на кв м и толщину 3.2 мм) В мебельном производстве используют твердые ДВП толщиной 3.2-5.0 мм с плотностью 800-1000 кг/м куб. Из ДВП изготовляют конструкционные элементы мебели, задние стенки и полки шкафов и тумб, нижние полки у диванов, выдвижные ящики, спинки кроватей, перегородки. Их также используют при изготовлении гнутоклеенных деталей с внешними слоями из строганого шпона ценных пород. В практике твердые ДВП иногда называют оргалитом (т.е. «органическим камнем»), но вряд ли такой термин приемлем, учитывая способность твердых ДВП при погружении в воду разбухать и поглощать за сутки до 20-30% воды Отдельную группу составляют мягкие плиты плотностью 100-400 кг/м куб, изготовляемые путем сушки ковра без горячего прессования. Они характеризуются высокой пористостью, малой теплопроводностью, но низкая прочность ограничивает область их использования – они применяются только в строительстве в качестве теплоизоляционного материала Отходы лесопиления являются исходным сырьем для производства древесноволокнистых плит (ДВП). ДВП пользуется большим спросом, как на российском рынке, так и за рубежом. Древесноволокнистая плита (оргалит), производимая на предприятии мокрым способом, является экологически чистым продуктом. Помимо обычной древесноволокнистой плиты выпускаются ламинированные плиты. Ламинированную древесноволокнистую плиту получают путем нанесения бумажно-смоляных и синтетических пленок на двп (оргалит) горячим прессованием с использованием клея на основе карбамидоформальдегидных смол. ДВП (Древесноволокнистая плита) — это листовой материал, который изготавливается путем горячего прессования или сушки древесных волокон с добавлением связующих веществ и специальных добавок, в зависимости от требуемых параметров. Существуют два способа производства древесноволокнистых плит: — мокрый — без добавки связующего вещества; — сухой, требующий введения в измельченную древесину синтетической смолы. Древесноволокнистые плиты применяют в строительстве для тепло и звуко изоляции, изготовления междуэтажных перекрытий, стен, для отделки помещений и т.д.. Широкое распространение ДВП получило в в стандартном домостроении, и производстве мебели и тары. Изготовление древесноволокнистые плиты — один из самых перспективных способов использования древесных отходов. ДВП мокрого способа производства. Плотность древесноволокнистых плит (ДВП) 850…1000 кг/куб.м, теплопроводность 35-40(м*С). Прочность на изгибе не менее 0,13…0,15Вт/мПа. Достоинство ДВП плит являются их большие размеры (длина до 5,5 метров) так как это способствует упрощению и удешевлению строительно-монтажных работ. Физико-механические свойства ДВП соответствуют ГОСТ 4598-86 Плиты ДВП позволяют использовать их для тепло и звукоизоляции стен, потолков, перегородок и межэтажных перекрытий, утепления крыш (особенно в деревянном домостроении), акустической отделки специальных помещений (радиостудий, концертных залов и т.п.) Стандартные изоляционные плиты ДВП применяют для дополнительного утепления стен, потолков и полов. Они могут быть применены для внутреннего покрытия стен, полов и потолков перед окончательной отделкой. Плиты применяются для «плавающей» подстилки пола под паркет и ламинат. ДВП выравнивает неровную поверхность под паркетом. ДВП сухого непрерывного способа производства ТСН 40. Предел прочности ДВП при изгибе — 40 мПа, плотность — 850-950 кг/м3 Плиты предназанчены для использования в мебельных и строительных конструкциях, защищенных от увлажнения. Декорированое (кашированное) ДВП ТСН 40. Плиты ДВП предназначены для производства мебели, стеновых панелей, дверных панелей Не так давно на потребительском рынке появился новый материал, который объединяет свойства дерева и плит ДСП. Это плиты ДВП особой плотности. В мебельной промышленности они уже используются. Полезным этот материал может стать и для домашнего мастера. Плиты мягкие ДВП — результат усилий по преодолению отрицательных свойств древесины, которая разбухает и усыхает, искривляется и коробится, Как результат противодействия этому можно считать появление фанеры, столярной и плиты ДСП, то есть материалов, которые ведут себя более «мирно», чем дерево. Но у них есть и отрицательные свойства, которые нужно принимать во внимание. В новых плитах ДВП исходный материал — дерево — не только обработан резанием, но он буквально «размочален» до отдельных волокон. Так, после прохождения резаной древесной массы через размалывающие диски появляются волокна толщиной всего 0,1 мм. Они смешиваются с клеем, потом прессуются и закаливаются при высокой температуре. В конце поверхность плит шлифуется или, в случае их особого применения, на поверхность наносится покрытие, имитирующее текстуру дерева. ДВП мягкая особой плотности выпускаются той же толщины, что и многослойные ДСП, а именно от 16 до 29 мм. Необрезанные плиты имеют длину 262, 366, 410 и 524 см и ширину от 183 до 207 см. Если посмотреть на срез плиты ДСП, то можно увидеть, что сцепление стружки в поверхностном слое достаточно плотное. В середине же структура очень рыхлая. Плиты ДВП, напротив, имеют равномерно плотную структуру. Если пилу с тонким полотном и мелкими зубьями вести размеренными неторопливыми движениями, получится ровный срез, который остается только отшлифовать. Поэтому видимые участки срезов на заготовках не требуют дополнительной трудоемкой обработки. Можно забыть о накладке, которую надо еще постараться правильно вырезать или оформить фрезой. При покрытии волокнистых плит лаком не надо шпаклевать ни поверхность, ни края. Уменьшите только всасывающую способность волокнистого материала подходящей грунтовкой, чтобы лак высыхал равномерно. Равномерно плотная структура по всей толщине плиты: даже вставленный с торца гвоздь и шуруп держится крепко. Плотная структура плит ДВП имеет определенные конструктивные преимущества: они крепко держат гвозди, шурупы, чего не скажешь о плитах ДСП. Еще одно весьма ценное свойство: плиты ДВП поддаются фрезерованию так же хорошо, как и массив дерева. Например, края плит можно сделать профильными. И это будет безупречно гладкий и четкий профиль. Следующие статьи: Предыдущие статьи: |
zaopodryad.ru
4.2 Технология изготовления двп
Читатель знает, что в настоящее время изготовляются плиты из измельченной древесины разных типов, наибольшее значение из которых имеют древесностружечные и древесноволокнистые плиты. Древесноволокнистые плиты выпускают нескольких видов: твердые и сверхтвердые мокрым способом, твердые сухим способом, мягкие. У них есть общие операции, но имеются и принципиальные различия в технологии, которые автор будет отмечать.
Как правило, сырьем для древесноволокнистых плит служит щепа, которую можно изготовлять непосредственно в цехе или привозить со стороны. До подачи в производство щепу промывают для удаления минеральных «примесей (песка, камней, глины), а также производят магнитную сепарацию для извлечения из нее металла. Щепу хранят в бункерах, откуда она поступает в машины для размола на волокно. Известны и применяются машины для первой, грубой) ступени размола, так называемые дефибраторы, и для второй ступени, где производится более тонкий помол, рафинаторы.
Волокнистая масса при необходимости более тонкого измельчения непосредственно из дефибратора или из бассейна поступает в рафинатор, у которого в отличие от дефибратора нет камеры прогрева. Размольная его часть примерно такая же, как у дефибратора. Часто при размоле в волокно вводят добавки: парафин для увеличения водостойкости плит, синтетические смолы для получения нужной их прочности. Введение смолы практикуется при производстве древесноволокнистых плит сухим способом. Здесь нужно обратить внимание на то, что далее процессы производства плит сухим и мокрым способом расходятся.
При мокром способе волокнистая масса низкой концентрации поступает в бассейн, где создается запас массы и происходит ее проклеивание водоотталкивающими веществами. Из бассейна масса подается на отлив ковра. Это важнейшая операция. Главная функция операции отлива — формирование ковра равномерной плотности. Для ее выполнения необходимо подавать на отлив волокнистую массу равномерной концентрации (это делается с помощью специальных регуляторов). Количество подаваемой массы в единицу времени должно быть постоянным. Для этого имеются специальные напорные баки. В современном производстве древесноволокнистых плит на большинстве предприятий применяются отливные машины непрерывного действия (рис. 32).
Рис. 32. Схема отливной машины:
I — напускной ящик; II — регистровая часть; III —отсасывающая часть; IV — прессовая часть; V — обрезка ковра; 1 — сетки; 2 — пила; 3 — направляющие ролики; 4 — приводные барабаны; 5 — древесноволокнистый ковер
Окончательное формирование плиты происходит при прессовании. Пресс — сложная, громоздкая и дорогостоящая машина. В производстве древесноволокнистых плит используются, как правило, многоэтажные прессы периодического действия. Обогреваются плиты горячей водой (температурой до 230°С), приготовляемой в аккумуляторе. Высота его до 10 м и диаметр до 2,5 м. Современные прессы с усилием 70000—75000 кН имеют до 10 плунжеров диаметром по 700—800 мм каждый. В прессах имеется 20—30 рабочих промежутков, в которые заталкиваются поддоны с мокрыми коврами (рис. 33). Прессование происходит при давлении 3—5 МПа и температуре 210—230° С. Продолжительность цикла прессования 8—11 мин (в зависимости от толщины плиты, влажности ковра, наличия в ковре смолы и т. п.).
Ввиду того, что производительность пресса определяет производительность завода, а стоимость его доходит до 20% стоимости всего оборудования, были проведены разработки с целью резкого сокращения продолжительности прессования и тем самым увеличения производительности пресса. Так появился сухой способ производства древесноволокнистых плит. Он во многом отличен от мокрого способа. При сухом способе волокно после размола не разбавляется водой, а наоборот, высушивается и настилается в сухом виде тоже на сетку. Отсасывается не вода, а воздух, благодаря чему ковер уплотняется. Затем он подпрессовывается, обрезается, раскраивается на отдельные форматы, которые поступают в пресс. Для повышения качества плит в волокно вводится смола (как правило, фенольная), а также водостойкие и другие добавки.
Здесь это выгодно делать, потому что смола и добавки водой не вымываются, и это относится к достоинствам сухого способа. Благодаря тому, что волокно сухое, продолжительность прессования уменьшается в 2—3 раза, соответственно увеличивается и производительность завода в целом. Максимальная производительность заводов, работающих по мокрому способу, достигает 15 млн. м2 плит в год, а по сухому способу — 25 и даже 30 млн. м2 в год. При сухом способе можно делать плиты толщиной даже 12— 15 мм, а также изменять плотность плит. При мокром способе плотность твердых плит равна 1000—1100 кг/м3, при сухом 900—1100 кг/м3 и меньше указанной величины, а при необходимости и больше.
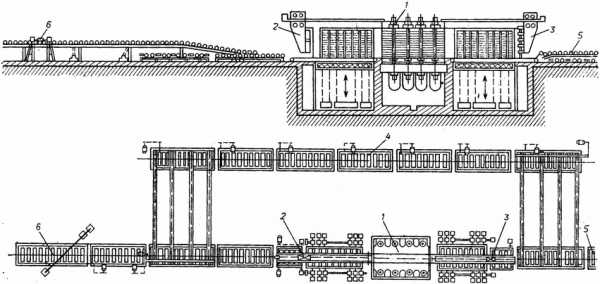
Рис. 33. Общий вид гидравлического пресса с околопрессовой механизацией:
1 — пресс; 2 — загрузчик; 3 — разгрузчик; 4 — конвейер возврата транспортных листов с сетками; S — конвейер для готовых плит; 6 — пила для резки ковра
Читателю будет, очевидно, интересно узнать, что сухим способом можно делать древесноволокнистые плиты толщиной до 20—30 мм средней плотности (700—800 кг/м3). Это крупное достижение технологии деревообработки: такие плиты, изготовленные из волокна, имеют очень хорошую поверхность, высокую прочность, легко обрабатываются и поэтому из них можно изготавливать высококачественную мебель.
Сухой способ имеет два крупных недостатка, ограничивающие его распространение, — повышенную запыленность окружающей среды и высокую пожарную опасность. Для улавливания пыли, образующейся при производстве плит, приходится строить дорогостоящие установки, которые сложней и дороже сооружений для очистки сточных вод в производстве плит мокрым способом. Для предотвращения возгорания волокна необходимы специальные сложные автоматически действующие устройства.
Итак, после прессования (обоими способами — мокрым и сухим) получаются твердые плиты, которые обрезают с четырех сторон. При этом легко узнать, каким способом изготовлена плита. При сухом способе обе стороны плиты гладкие, при мокром способе на одной стороне плиты остается отпечаток сетки. Это и понятно, поскольку при прессовании сухого ковра нет нужды в сетке, через которую отжимается вода при прессовании мокрого ковра.
После обрезки твердые древесноволокнистые плиты проходят операцию закалки. Назначение ее в завершении начатых в прессе процессов термохимических превращений компонентов древесного волокна. Закалка повышает прочность плит и уменьшает водопоглощение. Температура закалки 160—170° С. Скорость воздуха, омывающего плиты, 4—5 м/с, продолжительность закалки — до 4 ч. Проводят закалку в специальных камерах.
Из камеры закалки плиты выходят практически с нулевой влажностью. Они активно впитывают влагу из воздуха. При укладке в пакет края плит поглощают намного больше влаги, чем середина, что приводит к их короблению.
Что такое двп и где применяется этот материал. Чем двп отличается от дсп
Поэтому проводится специальная операция увлажнения плит в камерах непрерывного действия или барабанного типа. Плиты в камерах находятся 6— 7 ч при 65°С и влажности воздуха 95%.
В заключение — несколько цифр. В СССР действуют, заводы по производству древесноволокнистых плит мокрым способом в основном мощностью 10 и 15 млн. м2 плит в год, или 30 и 50 тыс. т в год. На 1 т плит (примерно 300—350 м2) расходуется до 3 м3 древесины и до 20 т воды. На одном заводе работает до 500 человек разных профессий. Сложность оборудования диктует необходимость в рабочих высокой квалификации. Выделяются рабочие, обслуживающие рубительные машины, размольное оборудование, отливную машину, пресс, камеры закалки, а также рабочие по техническому надзору за оборудованием и его ремонту.
kvartal-sobitii.ru
Технология производства ДВП (древесноволокнистых плит)
Читатель знает, что в настоящее время изготовляются плиты из измельченной древесины разных типов, наибольшее значение из которых имеют древесностружечные и древесноволокнистые плиты. Древесноволокнистые плиты выпускают нескольких видов: твердые и сверхтвердые мокрым способом, твердые сухим способом, мягкие. У них есть общие операции, но имеются и принципиальные различия в технологии, которые автор будет отмечать.
Как правило, сырьем для древесноволокнистых плит служит щепа, которую можно изготовлять непосредственно в цехе или привозить со стороны. До подачи в производство щепу промывают для удаления минеральных «примесей (песка, камней, глины), а также производят магнитную сепарацию для извлечения из нее металла. Щепу хранят в бункерах, откуда она поступает в машины для размола на волокно. Известны и применяются машины для первой, грубой) ступени размола, так называемые дефибраторы, и для второй ступени, где производится более тонкий помол, рафинаторы.
Волокнистая масса при необходимости более тонкого измельчения непосредственно из дефибратора или из бассейна поступает в рафинатор, у которого в отличие от дефибратора нет камеры прогрева. Размольная его часть примерно такая же, как у дефибратора. Часто при размоле в волокно вводят добавки: парафин для увеличения водостойкости плит, синтетические смолы для получения нужной их прочности. Введение смолы практикуется при производстве древесноволокнистых плит сухим способом. Здесь нужно обратить внимание на то, что далее процессы производства плит сухим и мокрым способом расходятся.
При мокром способе волокнистая масса низкой концентрации поступает в бассейн, где создается запас массы и происходит ее проклеивание водоотталкивающими веществами. Из бассейна масса подается на отлив ковра. Это важнейшая операция. Главная функция операции отлива — формирование ковра равномерной плотности. Для ее выполнения необходимо подавать на отлив волокнистую массу равномерной концентрации (это делается с помощью специальных регуляторов). Количество подаваемой массы в единицу времени должно быть постоянным. Для этого имеются специальные напорные баки. В современном производстве древесноволокнистых плит на большинстве предприятий применяются отливные машины непрерывного действия (рис. 32).
Рис. 32. Схема отливной машины:
I — напускной ящик; II — регистровая часть; III —отсасывающая часть; IV — прессовая часть; V — обрезка ковра; 1 — сетки; 2 — пила; 3 — направляющие ролики; 4 — приводные барабаны; 5 — древесноволокнистый ковер
Окончательное формирование плиты происходит при прессовании. Пресс — сложная, громоздкая и дорогостоящая машина. В производстве древесноволокнистых плит используются, как правило, многоэтажные прессы периодического действия. Обогреваются плиты горячей водой (температурой до 230°С), приготовляемой в аккумуляторе. Высота его до 10 м и диаметр до 2,5 м. Современные прессы с усилием 70000—75000 кН имеют до 10 плунжеров диаметром по 700—800 мм каждый. В прессах имеется 20—30 рабочих промежутков, в которые заталкиваются поддоны с мокрыми коврами (рис. 33). Прессование происходит при давлении 3—5 МПа и температуре 210—230° С. Продолжительность цикла прессования 8—11 мин (в зависимости от толщины плиты, влажности ковра, наличия в ковре смолы и т. п.).
Ввиду того, что производительность пресса определяет производительность завода, а стоимость его доходит до 20% стоимости всего оборудования, были проведены разработки с целью резкого сокращения продолжительности прессования и тем самым увеличения производительности пресса. Так появился сухой способ производства древесноволокнистых плит. Он во многом отличен от мокрого способа. При сухом способе волокно после размола не разбавляется водой, а наоборот, высушивается и настилается в сухом виде тоже на сетку. Отсасывается не вода, а воздух, благодаря чему ковер уплотняется. Затем он подпрессовывается, обрезается, раскраивается на отдельные форматы, которые поступают в пресс. Для повышения качества плит в волокно вводится смола (как правило, фенольная), а также водостойкие и другие добавки. Здесь это выгодно делать, потому что смола и добавки водой не вымываются, и это относится к достоинствам сухого способа. Благодаря тому, что волокно сухое, продолжительность прессования уменьшается в 2—3 раза, соответственно увеличивается и производительность завода в целом. Максимальная производительность заводов, работающих по мокрому способу, достигает 15 млн. м2 плит в год, а по сухому способу — 25 и даже 30 млн. м2 в год. При сухом способе можно делать плиты толщиной даже 12— 15 мм, а также изменять плотность плит. При мокром способе плотность твердых плит равна 1000—1100 кг/м3, при сухом 900—1100 кг/м3 и меньше указанной величины, а при необходимости и больше.
Рис. 33. Общий вид гидравлического пресса с околопрессовой механизацией:
1 — пресс; 2 — загрузчик; 3 — разгрузчик; 4 — конвейер возврата транспортных листов с сетками; S — конвейер для готовых плит; 6 — пила для резки ковра
Читателю будет, очевидно, интересно узнать, что сухим способом можно делать древесноволокнистые плиты толщиной до 20—30 мм средней плотности (700—800 кг/м3). Это крупное достижение технологии деревообработки: такие плиты, изготовленные из волокна, имеют очень хорошую поверхность, высокую прочность, легко обрабатываются и поэтому из них можно изготавливать высококачественную мебель.
Сухой способ имеет два крупных недостатка, ограничивающие его распространение, — повышенную запыленность окружающей среды и высокую пожарную опасность. Для улавливания пыли, образующейся при производстве плит, приходится строить дорогостоящие установки, которые сложней и дороже сооружений для очистки сточных вод в производстве плит мокрым способом. Для предотвращения возгорания волокна необходимы специальные сложные автоматически действующие устройства.
Итак, после прессования (обоими способами — мокрым и сухим) получаются твердые плиты, которые обрезают с четырех сторон. При этом легко узнать, каким способом изготовлена плита. При сухом способе обе стороны плиты гладкие, при мокром способе на одной стороне плиты остается отпечаток сетки. Это и понятно, поскольку при прессовании сухого ковра нет нужды в сетке, через которую отжимается вода при прессовании мокрого ковра.
После обрезки твердые древесноволокнистые плиты проходят операцию закалки. Назначение ее в завершении начатых в прессе процессов термохимических превращений компонентов древесного волокна. Закалка повышает прочность плит и уменьшает водопоглощение. Температура закалки 160—170° С. Скорость воздуха, омывающего плиты, 4—5 м/с, продолжительность закалки — до 4 ч. Проводят закалку в специальных камерах.
Из камеры закалки плиты выходят практически с нулевой влажностью. Они активно впитывают влагу из воздуха. При укладке в пакет края плит поглощают намного больше влаги, чем середина, что приводит к их короблению. Поэтому проводится специальная операция увлажнения плит в камерах непрерывного действия или барабанного типа. Плиты в камерах находятся 6— 7 ч при 65°С и влажности воздуха 95%.
В заключение — несколько цифр. В СССР действуют, заводы по производству древесноволокнистых плит мокрым способом в основном мощностью 10 и 15 млн. м2 плит в год, или 30 и 50 тыс. т в год. На 1 т плит (примерно 300—350 м2) расходуется до 3 м3 древесины и до 20 т воды. На одном заводе работает до 500 человек разных профессий. Сложность оборудования диктует необходимость в рабочих высокой квалификации. Выделяются рабочие, обслуживающие рубительные машины, размольное оборудование, отливную машину, пресс, камеры закалки, а также рабочие по техническому надзору за оборудованием и его ремонту.
www.stroitelstvo-new.ru