
Детали токарного станка – основные узлы и назначение, фото, видео
основные узлы и назначение, фото, видео
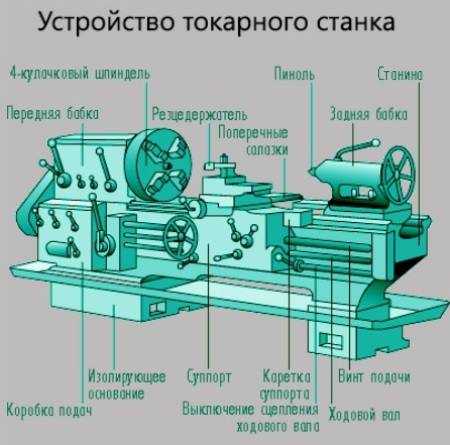
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
 Общий вид токарного станка по металлу
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
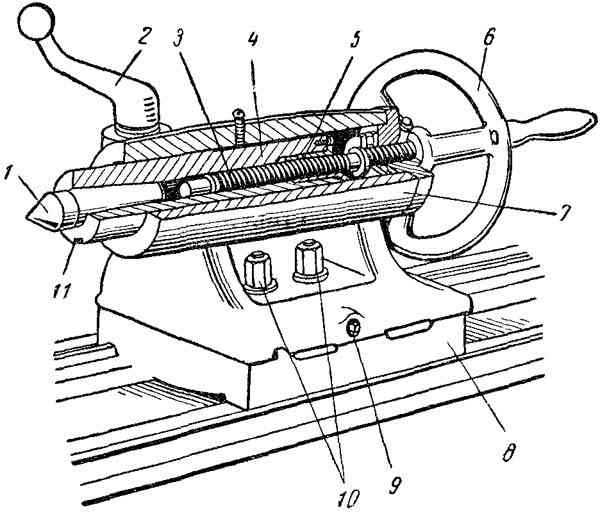
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Основные части токарного станка
Pereosnastka.ru
Основные части и узлы токарного станка
Категория:
Токарное дело
Основные части и узлы токарного станкаТокарный станок, оснащенный специальным устройством для нарезания резьбы, называется токарно-винторезным.
На рис. 1 изображен общий вид токарно-винторезного станка 1К62.
Станина — массивное чугунное основание, на котором смонтированы основные механизмы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка. Станина установлена на двух тумбах. Передняя бабка — чугунная коробка, внутри которой расположены главный рабочий орган станка — шпиндель и коробка скоростей. Шпиндель представляет собой полый вал. На правом конце шпинделя крепятся приспособления, зажимающие заготовку. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через клиноременную передачу и систему зубчатых колес и муфт, размещенных внутри передней бабки. Этот механизм называется коробкой скоростей и позволяет изменять частоту вращения (число оборотов в минуту) шпинделя.
Суппорт — устройство для закрепления резца и обеспечения движения подачи, т. е. перемещения резца в различных направлениях. Движение подачи может осуществляться вручную или механически. Механическое движение подачи суппорт получает от ходового вала или ходового винта (при нарезании резьбы).
Суппорт состоит из каретки, которая перемещается по направляющим станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя.
Коробк а подач представляет собой механизм, передающий вращение от шпинделя к ходовому валу или ходовому винту. Она позволяет изменять скорость движения подачи суппорта (величину подачи). Вращательное движение в коробке подач передается от шпинделя через реверсивный механизм и гитару со сменными зубчатыми колесами. Гитара предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес. Задняя бабка предназначается для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток).
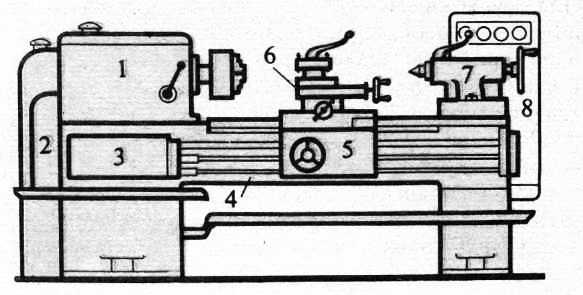
1. ОБЩИЙ ВИД ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА 1К62: 1 — передняя бабка с коробкой скоростей, 2 — гитара сменных колес, 3 — коробка подач, 4 — станина, 5 — фартук, 6 — суппорт, 7 — задняя бабка, 8 — шкаф с электрооборудованием
Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками). Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. Для контроля точности обработки деталей токарь использует штангенциркули, микрометры, калибры, шаблоны, угломеры и другие измерительные инструменты.
Читать далее:
Понятие о процессе образования стружкиСтатьи по теме:
pereosnastka.ru
Основные узлы металлорежущего токарного станка
В токарном станке по металлу движение от электродвигателя к режущему инструменту и заготовке передается через определенные узлы и механизмы. На изображении универсального токарного станка показаны его основные части, отвечающие за точность и производительность токарной обработки.
| Позиция рисунка | Узел токарного станка | Функции |
| 1 | Станина | Соединяет в один агрегат все узлы станка, на ней жестко установлена передняя бабка, а также коробка подач. Станина имеет направляющие для перемещения задней бабки, суппорта с фартуком. |
| 2 | Передняя бабка | В ней расположен шпиндельный подшипниковый узел, отвечающий за фиксацию и вращение обрабатываемой заготовки. |
| 3 | Задняя бабка | Ее функция — в дополнительной поддержке консольной части обрабатываемой заготовки, в ее пиноль может устанавливаться режущий инструмент. Задняя бабка перемещается вдоль оси токарного станка по высокоточным направляющим станины. Также она передвигается и в поперечном направлении, позволяя обтачивать конические поверхности. |
| 4 | Суппорт | На нем установлен резцедержатель в котором крепится режущий инструмент. Суппорт также передвигается по направляющим жесткой станины при сообщении ему движения подачи. Каретка суппорта перемещается в поперечном направлении. |
| 5 | Коробка подач | Служит для передачи движения вращения от шпинделя к ходовым винту или валу. С помощью гитары зубчатых колес, находящейся внутри коробки, скорость вращательного движения может меняться, а это, в свою очередь, меняет величину подачи. |
| 6 | Ходовой вал | Сообщает суппорту поступательное движение при всех видах токарной обработки. |
| 7 | Ходовой винт | Используется при нарезании питчевой, модульной, трапецеидальной, конической, дюймовой, а также многозаходной резьбы. |
| 8 | Фартук | С его помощью вращение ходового винта/вала преобразуется в поступательное движение суппорта. |
Рассмотрим подробнее элементы универсального токарного станка.
Станина
Выполнена из серого чугуна (СЧ21-40, СЧ 32-52 и т.п.) или представляет собой стальную конструкцию, обеспечивает необходимую жесткость, виброустойчивость, прочность и несущую способность токарного станка. Станина оснащена призматическими направляющими, расположенными в горизонтальной плоскости. Размеры и форма их сечения разные и зависят от модели и мощности оборудования. Направляющие проходят термическую обработку и шлифовку, от их состояния зависит точность обработки деталей. Две тумбы корпуса станка включают в себя двигатель главного привода токарного агрегата (передняя тумба) и бак с СОЖ с насосной станцией для подачи охлаждающей жидкости в зону обработки резанием (задняя тумба).
Передняя бабка

В ней расположены:
- Сам шпиндель — полый цилиндр, установленный в подшипниках качения узла передней бабки. Основную радиальную нагрузку несет передний роликовый двухрядный подшипник, правильная регулировка которого (устранение излишнего люфта в опоре) — один из параметров, отвечающих за точность станка. Задние радиально-упорные подшипники шпинделя воспринимают осевые нагрузки. В шпиндель проходят длинные заготовки или прокат различного (круглого, квадратного, шестиг
i-perf.ru
1. Устройство токарного станка
ЛАБОРАТОРНАЯ РАБОТА № 8ИЗУЧЕНИЕ КОНСТРУКЦИИ ТОКАРНО -ВИНТОРЕЗНОГО СТАНКА
1К62
Цель работы:
изучить конструкцию токарного станка на примере токарно-винторезного станка 1К62, научиться пользоваться кинематическими схемами и рассчитывать кинематические цепи движения.
Приборы, материалы, инструмент:
5.Методические пособия.
6.Плакаты.
7.Калькуляторы.
Задание:
1.Изучить конструкцию токарно-винторезного станка 1К62 по кинематическим схемам.
2.Рассчитать один из вариантов цепи главного движения (по заданию преподавателя).
3.Рассчитать один из вариантов цепи подач (по заданию преподавателя).
4.Оформить отчет о проделанной работе.
Основной деталью токарного станка является станина (рис.8.1), которая представляет собой массивную чугунную отливку коробчатого сечения, на которой монтируются все узлы станка.
Станина имеет две ножки (тумбы), которые прикрепляются к массивному бетонному фундаменту. На верхней части станка имеются направляющие, по которым перемещаются суппорт и задняя бабка.
Передняя часть станка называют передней бабкой – она представляет собой неподвижно закрепленную коробку скоростей со шпинделем, в котором закрепляют обрабатываемые детали.
Задняя бабка служит для поддержания правого конца длинных заготовок при помощи центра. В пиноли задней бабки можно закреплять также инструменты для обработки отверстий – сверла, зенкера, развертки. Пиноль может перемещаться в осевом направлении при помощи маховичка и винта, имеется стопорный механизм, фиксирующий пиноль. Заднюю бабку перемещают по направляющим вручную и закрепляют болтовым соединением.
105
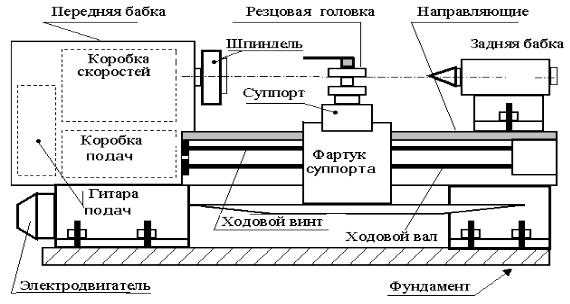
Рис. 8. 1. Схема расположения основных узлов токарного станка.
Коробка подач получает движение от вала шпинделя через гитару подач. От нее получают движение или ходовой винт или ходовой вал, которые в свою очередь передают движение на суппорт станка.
Суппорт предназначен для закрепления и подачи режущего инструмента. Он обеспечивает перемещение инструмента вдоль направляющих станка и поперек направляющих. Кроме того, среднюю часть суппорта можно поворачивать на угол 450 и закреплять в требуемом положении. Верхнюю часть суппорта вместе с инструментом можно перемещать вручную. Продольное и поперечное движение можно осуществлять механически или вручную.
Рассмотрим далее подробно устройство токарного станка на примере наиболее массового станка 1К62.
Токарно-винторезный станок 1К62
Станок предназначен для выполнения разнообразных токарных работ и нарезания различных резьб.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали – 400 мм. Расстояние между центрами – 710, 100, 1400 мм. Диаметр отверстия шпинделя – 47 мм.
Частота вращения шпинделя – 12,5 – 2000 об/мин. Число ступеней коробки скоростей – 23.
Число подач – 42. Подачи на 1 оборот в мм:
продольные – 0,07 — 4,16, поперечные – 0,035 – 2,08.
106

Шаг нарезаемой метрической резьбы в мм – 1 — 192. Мощность электродвигателя – 10 кВт.
На рис.8.2 показана полная кинематическая схема станка. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя, расположенного в передней тумбе станины. Движение от электродвигателя передается посредством клиноременной передачи на первичный вал коробки скоростей (рис.8. 3
– более подробно).
На первичном валу — 2 установлена двухсторонняя многодисковая фрикционная муфта М1. Для получения прямого вращения шпинделя муфту смещают влево и тогда привод на шпиндель осуществляется по следующей цепи зубчатых колес: с вала 2 на вал 3 с 4 5 или 6 7. С вала 3 на вал 4 с 8 9, или 10 11, или 12 13. С вала 4 на вал 5 (шпинделя) с 14 15 или через перебор, состоящий из группы передач с двухвенцовыми блоками 16-17 и 18-19 и зубчатых колес 20-21.
Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче непосредственно с вала 4 на вал 5 и 24 варианта при передаче вращения через перебор.
Структурную формулу рассматриваемой кинематической цепи
сокращенно можно выразить: |
|
| |||
nш | = nдв | d1 | i к.с. , об/мин. | /8.1/ | |
d 2 | |||||
|
|
|
| ||
d1 = 254 мм – диаметр ведущего шкива ременной передачи, d2 = 142 мм – диаметр ведомого шкива,
nдв = 1450 об/мин – скорость вращения вала электродвигателя, nш – скорость вращения шпинделя,
iк.с. – передаточное число коробки скоростей.
107
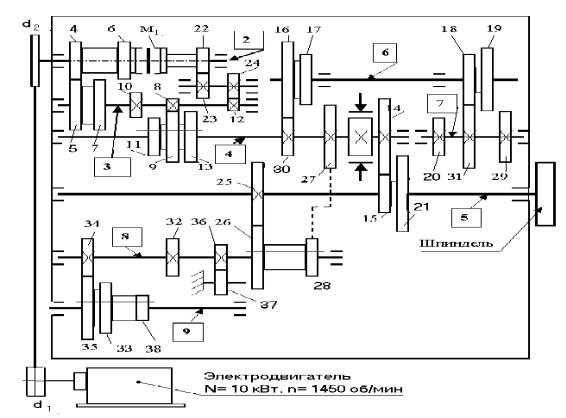
Рисунок 8.2. Кинематическая схема коробки скоростей станка 1К62.
Рис. 8.3.Кинематическая схема коробки скоростей.
При положении зубчатых колес, изображенных на рис. 8.3 передаточное отношение главной цепи движения равно:
iк.с. = | 4 |
| 8 |
| 14 | = | 56 |
| 21 |
| 65 | = 0,99. | ||
|
|
|
|
|
|
|
| |||||||
5 | 9 | 15 | 34 | 55 |
| 43 | ||||||||
|
|
|
|
|
|
|
| |||||||
Аналогично можно рассчитать передаточные отношения коробки скоростей для всех вариантов главного движения. Значения чисел зубьев приведены в таблице 8.1.
Таблица 8.1 Числа зубьев зубчатых колес коробки скоростей станка 1К62
Номер | Число | Номер |
| Число | Номер | Число |
по схеме | зубьев | по схеме |
| зубьев | по схеме | зубьев |
4 | 56 | 16 |
| 88 | 28 | 45 |
5 | 34 | 17 |
| 45 | 29 | 45 |
6 | 51 | 18 |
| 22 | 30 | 22 |
7 | 39 | 19 |
| 45 | 31 | 88 |
8 | 21 | 20 |
| 27 | 32 | 28 |
|
|
| 108 |
|
| |
9 | 55 | 21 | 54 | 33 | 56 |
10 | 29 | 22 | 50 | 34 | 42 |
11 | 47 | 23 | 24 | 35 | 42 |
12 | 38 | 24 | 36 | 36 | 35 |
13 | 38 | 25 | 60 | 37 | 28 |
14 | 65 | 26 | 60 | 38 | 35 |
15 | 43 | 27 | 45 |
|
|
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной подачи, поперечной подачи, ускоренного перемещения суппорта.
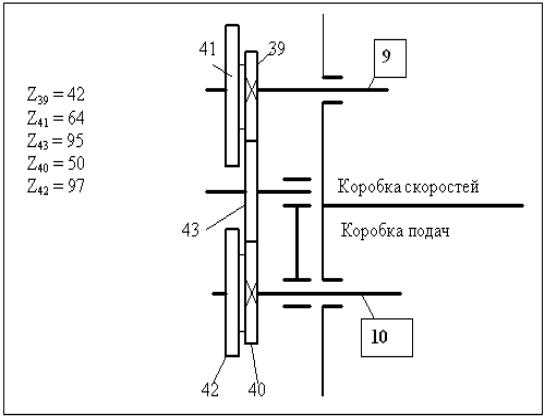
Вращение валу 8 передается от вала шпинделя 5 через зубчатые колеса 25 26 или при нарезании резьбы с увеличенным шагом – через колеса 27 28. С вала 8 на вал 9 движение передается через зубчатые колеса с 34 35 или с 32 33. Реверсирование ходового винта производится включением колес 363738. Далее движение подач из коробки скоростей передается на гитару подач (рис.12. 4). Зубчатые колеса 39 и 40 гитары подач жестко крепятся на валу 9 коробки скоростей, а блок 40-42 на валу 10 коробки подач. Изменение передаточного отношения гитары подач производится при переустановке зубчатого колеса 43. При точении и нарезании
метрических и дюймовых резьб в зацеплении находятся 39 43 40, а при нарезании модульных и питчевых резьб – 41 43 42.
109
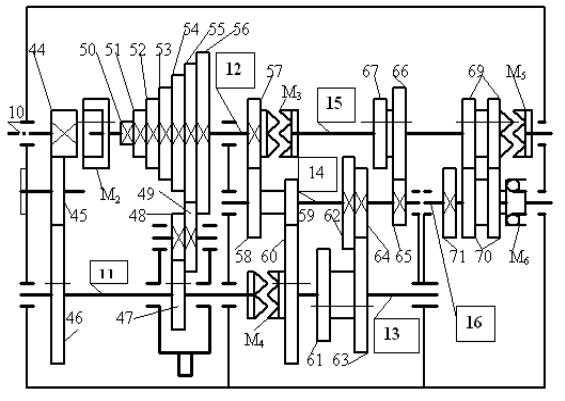
Рис. 8.4. Кинематическая схема гитары подач.
При перенастройке гитары подач блоки 41-39 и 40-42 снимаются и переворачиваются. В случае нарезания точных резьб со специальным шагом настройка гитары осуществляется подбором чисел зубьев сменных колес из имеющегося набора.
Коробка подач (рис. 8.5) имеет механизм с конусным блоком зубчатых колес 50-56 и четырехступенчатый множительный механизм.
Механизм с конусным блоком состоит из семи зубчатых колес, жестко закрепленных на валу 12 и накидного механизма с шестернями 47, 48, 49, который может перемещаться вдоль вала 11 по шлицам. Перемещая этот механизм вдоль вала 11 и, сцепляя накидную шестерню с одним из колес конусного блока, можно получить семь различных чисел оборотов.
Множительный механизм имеет два двойных блока зубчатых колес – 66-67 и 61-63, переключая которые, можно получить четыре различных числа оборотов.
Путем переключения муфт М2, М3, М4, М5 можно передавать вращение по различным кинематическим цепям.
При включении муфт М2, М3, М5 вращение с вала 10 передается непосредственно на ходовой винт. Такая настройка применяется при нарезании точных резьб со специальным шагом.
Рис. 8.5. Кинематическая схема коробки подач.
110
При включении муфт М2, М4 вращение с вала 10 передается через конусный механизм на вал 11, вал 12, затем через зубчатые колеса 61 64 или 63 67 на вал 14 и далее через 64 67 или 6567 на вал 15 и далее на ходовой винт при правом положении блока 69 или на ходовой вал при левом положении блока 69 (69 70) и через обгонную муфту М6 или 69 71, минуя обгонную муфту. При этом зубчатое колесо 46 выведено из зацепления.
При выключенной второй муфте и включенной четвертой движение на вал 13 может передаваться через 44 45, затем с 45 на 46 и далее как в предыдущем варианте.
При включенной муфте М2 и выключенной муфте М4 движение с вала 10 через муфту М2 передается на вал 12, затем через 57 58 и 5960 на вал 13 и далее по кинематической цепи с вала 13 на ходовой вал или винт.
В таблице 8.2 приведены числа зубьев зубчатых колес коробки подач, соответствующие их номерам по кинематической схеме.
111
Таблица 8.2 Числа зубьев зубчатых колес, соответствующие их номерам по
кинематической схеме
Номер | Число | Номер | Число | Номер | Число |
колеса | зубьев | колеса | зубьев | колеса | зубьев |
44 | 35 | 53 | 36 | 62 | 45 |
45 | 37 | 54 | 40 | 63 | 28 |
46 | 35 | 55 | 44 | 64 | 35 |
47 | 28 | 56 | 48 | 65 | 15 |
48 | 25 | 57 | 35 | 66 | 48 |
49 | 36 | 58 | 28 | 67 | 28 |
50 | 26 | 59 | 28 | 69 | 28 |
51 | 28 | 60 | 35 | 70 | 56 |
52 | 32 | 61 | 18 | 71 | 56 |
Механизм фартука суппорта расположен в корпусе, привернутом к каретке суппорта. Движение на суппорт передается через ходовой вал или ходовой винт, т.е. по винторезной цепи или цепи продольной и поперечной подач.
Винторезная кинематическая цепь включается от ходового винта маточной гайкой 68, которая закреплена в фартуке.
Для передачи движения от ходового вала используется механизм фартука (рис.8.6). По ходовому валу 16, вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала через пару зубчатых колес 73 74 и червячную пару 75 76 валу 17. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт М7 или М8. Тогда вращение от вала 17 передается зубчатыми колесами 777879 или 80 81 валу 18 и далее парой 82 83 на вал 20 к реечному колесу 84. Рейка 85 неподвижно закреплена на станине станка, поэтому реечное колесо, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт М9 и М10. В этом случае через передачи 77 78 86
или 80 87 вращение передается валу 19 и далее через зубчатые колеса 88 8990 на винт 91, который сообщает поперечное движение суппорту.
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу сообщается быстрое вращение от электродвигателя, установленного в правом конце станины, через клиноременную передачу. При этом механизм подачи не отключается, т.к. муфта М6 обеспечивает разъединение ходового вала с коробкой подач.
112
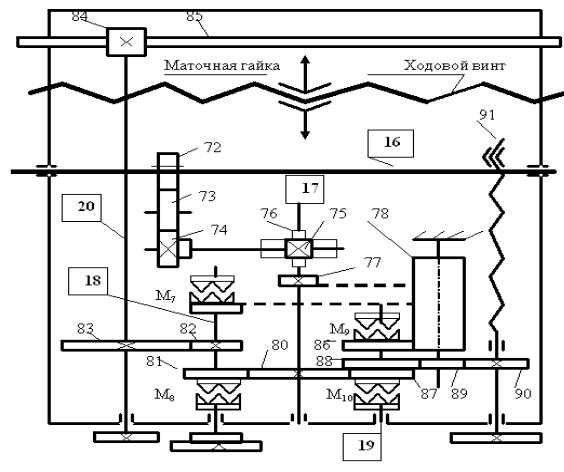
Рис.8. 6. Кинематическая схема механизма фартука.
В таблице 8.3 приведены числа зубьев зубчатых колес механизма фартука, соответствующие их номерам в кинематической схеме.
Таблица 8.3
Числа зубьев зубчатых колес механизма фартука, соответствующие их номерам в кинематической схеме
Номер | Число | Номер | Число | Номер | Число |
по схеме | зубьев | по схеме | зубьев | по схеме | зубьев |
72 | 27 | 78 | 45 | 84 | 10 |
73 | 20 | 79 | 37 | 85 | m = 3 |
74 | 28 | 80 | 40 | 86 | 37 |
75 | Z = 4 | 81 | 37 | 87 | 37 |
76 | 20 | 82 | 14 | 88 | 40 |
77 | 40 | 83 | 66 | 90 | 20 |
113
studfiles.net
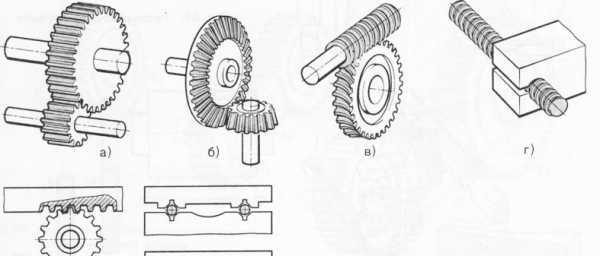
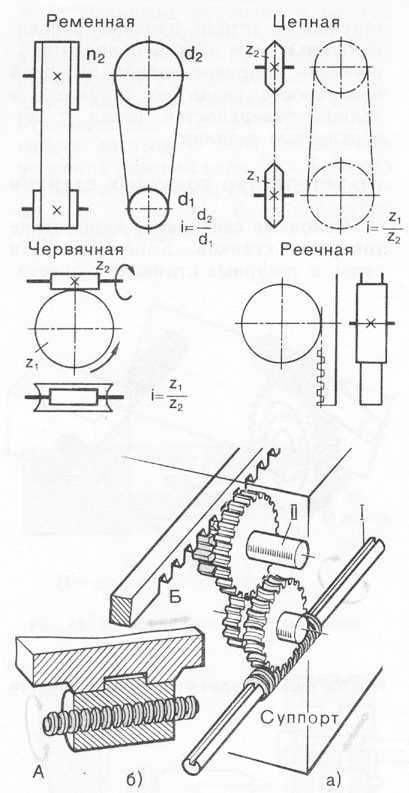
Устройство токарных станков Категория: Токарное дело Устройство токарных станковОсновные сведения о кинематике токарных станков. Кинематическая связь в токарных станках осуществляется посредством передач, с помощью которых вращательное движение с одного вала (рис. 49) передается другому II или вращательное движение преобразуется в поступательное. Наиболее простая передача — ременная, которая может быть плоскоременной (рис. 49, а) или клиноременной (рис. 49, б), кроме того, передача может быть зубчатой (рис. 49, в) и цепной (рис. 49,г). В коробках скоростей в основном применяют зубчатые передачи: цилиндрические (рис. 50, а), конические (рис. 50,6), червячные (рис. 50, в), винтовые (рис. 50, г), реечные (рис. 50) и шарикороли-ковые (рис. 50, е) в направляющих узлах. Применение передач в токарном станке показано на рис. 51.
Рис. 50. Виды передач в коробках сноростей
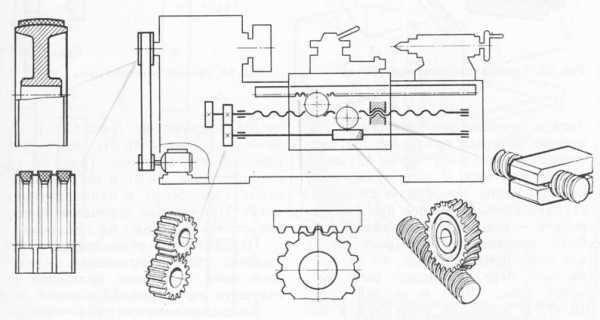
Рис. 51. Передачи, используемые в тонарном станне
Рис. 52. Различные виды передач
Рис. 53. Кинематичесная пара Кинематическая пара — соединение двух соприкасающихся звеньев, допускающее их относительное движение, например переда |

i-perf.ru
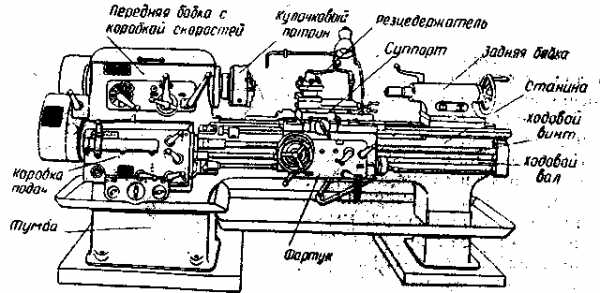
Рассмотрим устройство токарного станка. В качестве примера возьмем распространенный на производстве токарно-винторезный станок модели 1К62. На рисунке представлена схема устройства токарно-винторезного станка. Рис.1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.Для изучения устройства токарного станка рассмотрим основные элементы согласно схеме: Передняя бабка 1 — чугунная коробка, основной рабочий орган шпиндель и коробка скоростей. Она служит для закрепления обрабатываемой детали и передачи ей главного движения — вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имееться коническое отверстие, в которое можно вставлять передний центр. Гитара 2 — необходима для регулировки подачи или шага нарезаемой резьбы станка путем установки соответствующих сменных зубчатых колес. В современных станках преимущественно не используется. Коробка подач 3 — это узел станка, который передает вращение от шпинделя к ходовому винту или ходовому валу. С помощью нее происходит изменение скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях Станина 4 — чугунное основание, где расположены основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах. Фартук 5 — используется для преобразования вращательного движения ходового вала в продольное или поперечное движение суппорта. Суппорт 6 — предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную. Суппорт состоит из каретки, которая перемещается по направляющим станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя. Задняя бабка 7 — необходима для установки конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток). Шкаф с электрооборудованием 8 — Запуск электродвигателя, пуск и остановка станка, контроль работы коробки скоростей и коробки подач, контроль за механизмом фартука и т. д. проводится соответствующими органами управления (рукоятками, кнопками, маховичками). Также дополнительно на станке могут использоваться токарном станке: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки (для закрепления заготовок). Дополнительная информация на нашем сайте: Ознакомиться с основными моделями станков Устройство фрезерного станка Токарный станок 16К20 Паспорта станков Основные типы станков Дипломы и рефераты по станкам Учебники по станкам Каталог станков скачать На главную Другие металлорежущие станки: универсальный токарно-винторезный станок купить; токарный станок по металлу купить; токарный станок с ЧПУ, фрезерный станок с ЧПУ купить; настольный токарный станок, токарный мини станок купить; фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить; вертикальный обрабатывающий центр с ЧПУ купить; сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить; гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить; многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить; гидравлический пресс (дорновой пресс) купить; шлифовальный станок купить; ленточнопильный станок купить; деревообрабатывающий станок купить; справочная информация по станкам |
 Токарный станок
Токарный станок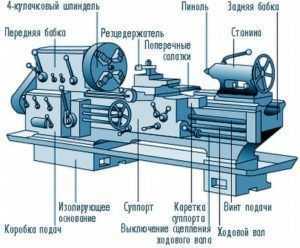 Наименование элементов токарного станка
Наименование элементов токарного станка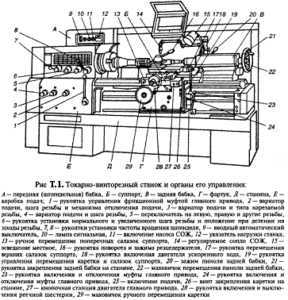 Описание элементов токарного станка
Описание элементов токарного станкаi-perf.ru
Основные детали и узлы токарно-винторезного станка
Обратная связь
ПОЗНАВАТЕЛЬНОЕ
Сила воли ведет к действию, а позитивные действия формируют позитивное отношение
Как определить диапазон голоса — ваш вокал
Как цель узнает о ваших желаниях прежде, чем вы начнете действовать. Как компании прогнозируют привычки и манипулируют ими
Целительная привычка
Как самому избавиться от обидчивости
Противоречивые взгляды на качества, присущие мужчинам
Тренинг уверенности в себе
Вкуснейший «Салат из свеклы с чесноком»
Натюрморт и его изобразительные возможности
Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д.
Как научиться брать на себя ответственность
Зачем нужны границы в отношениях с детьми?
Световозвращающие элементы на детской одежде
Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия
Как слышать голос Бога
Классификация ожирения по ИМТ (ВОЗ)
Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека — Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
Отёска стен и прирубка косяков — Когда на доме не достаёт окон и дверей, красивое высокое крыльцо ещё только в воображении, приходится подниматься с улицы в дом по трапу.
Дифференциальные уравнения второго порядка (модель рынка с прогнозируемыми ценами) — В простых моделях рынка спрос и предложение обычно полагают зависящими только от текущей цены на товар.
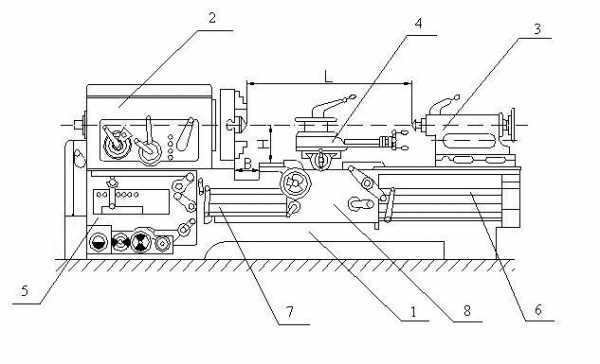
Несмотря на разнообразие типов, конструкций и размерив станков токарной группы, они имеют общие узлы, и детали которые рассмотрим на примере современного токарно-винторезного станка, изображенного на рис.
Основными узлами токарно-винторезного станка являются станина, передняя
бабка, задняя бабка, коробка подач, фартук и суппорт.
Станина служит для монтажа на нее основных узлов станка, причем суппорт и задняя бабка могут перемещаться вдоль станины по направлению.
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей
вращения. В передней бабке смонтирована коробка скоростей и шпиндель.
Задняя бабка служит для поддержания другого конца обрабатываемой детали; используется также для установки сверла, зенкера, развертки и других инструментов.
 Коробка подач станка предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов.
Коробка подач станка предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов.
Фартук служит для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Суппорт предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном направлениях.
Изображенный на рис. станок имеет ходовой вал и ходовой винт и называется токарно-винторезным. Свое название он получил потому, что на нем, помимо всех обычных токарных работ, можно нарезать резьбу резцом.
Станок без ходового винта называется просто токарным. На токарном станке можно производить различные токарные работы, кроме нарезания резьбы резцом.
СТАНИНА
Станина изготовляется из чугуна и состоит из двух продольных стенок соединенных для большей жесткости поперечными ребрами. На одном конце станины закрепляют переднюю бабку, а на другом устанавливают заднюю бабку. Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении. По направляющим станины перемещается также нижняя плита суппорте, называемая кареткой. Крайние направляющие станины , по которым перемещается каретка, обычно имеют призматическую форму. Одна из внутренних направляющих, по которой передвигают заднюю бабку имеет плоскую поверхность. Направляющие станины должны быть точно обработаны и строго прямолинейны и параллельны, так как от этого зависит точность обработки деталей.
ПЕРЕДНЯЯ БАБКА
Назначение передней бабки — закреплять обрабатываемую деталь и передавать ей вращательное движение.
Наиболее ответственной частью передней бабки является шпиндель. Шпинделем называется основной вал коробки скоростей. Шпиндель передает вращение обрабатываемой детали при помощи кулачкового или поводкового патрона, навертываемого на правый нарезанный конец шпинделя. Для приведения шпинделя во вращение, а также для изменения числа его оборотов в минуту в корпусе передней бабки имеется особый механизм.
В современных токарных станках таким механизмом является коробка скоростей. Она расположена внутри чугунного корпуса передней бабки и состоит из ряда
зубчатых колес, валов и других деталей.
От электродвигателя при помощи ремня вращение передается на приводной шкив. Шкив свободно сидит на валу коробки скоростей. Внутри шкива находится муфта включения. Если посредством пусковой рукоятки включить муфту, то шкив соединится с валом коробки скоростей и приведет его во вращение.
На валу сидит блок зубчатых колес, который может перемещаться по шпонке вдоль вала при помощи рукоятки. В правом положении блока колесо сцепляется с колесом; в среднем положении — колесо с колесом и в левом положении — колесо с колесом. Колеса, сидящие на валу, жестко скреплены с этим валом. Заметим, что числа зубьев сцепляемых зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то, что вал имеет постоянное число оборотов, валу можно сообщить три различных числа оборотов в минуту в зависимости от того, какая пара зубчатых колес находится в сцеплении.
Колеса оцеплены соответственно с колесами , свободно сидящими на шпинделе. Чтобы шпиндель получил вращение, нужно сцепить находящуюся на нем двустороннюю зубчатую муфту с одним из зубчатых колес, для чего торцы их снабжены зубьями (кулачками). Муфта, перемещаемая рукояткой по шпонке шпинделя всегда соединена со шпинделем. Следовательно, соединение муфты с любым из двух колес вызывает соединение этого колеса со шпинделем.
Допустим, что муфта включена вправо. Это значит, что, вращение шпинделю передается через зубчатые колеса. При этом в соответствии с тремя положениями рукоятки шпиндель получает три различных числа оборотов. Если муфта включена влево, то передача происходит через другие колеса. В соответствии с теми же тремя положениями рукоятки шпиндель получает три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток, расположенных на наружной стенке передней бабки.
Как надо повернуть рукоятки для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной, к стенке передней бабки.
ЗАДНЯЯ БАБКА
Корпус задней бабки расположен на плите, передвигаемой по направляющим станины. В отверстии корпуса может продольно перемещаться пиноль с закрепленной в ней гайкой. С переднего конца пиноль снабжена коническим отверстием, в которое вставляется центр, а иногда хвостовая часть сверла или развертки. Перемещение пиноли производится посредством маховичка, вращающего винт; винт при вращении перемещает гайку, а вместе с ней и пиноль.
Чтобы при вращении маховичка пиноль не проворачивалась, она имеет (внизу) шпоночную канавку, в которую входит шпонка, заложенная в корпус задней бабки. Рукоятка служит для закрепления пиноли в корпусе бабки. Оси шпинделя станка и пиноли задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт. (Посредством винта можно смещать корпус относительно плиты в поперечном направлении, к чему прибегают иногда при точении пологих конусов.
Для обтачивания в центрах деталей разной длины перемещают плиту вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении зажимными болтами или с помощью эксцентрикового зажима и скобы. Рукояткой поворачивают эксцентриковый валик и отпускают или затягивают скобу, Отпустив скобу, передвигают заднюю бабку и, установив её в нужном положении, снова затягивают скобу.
Чтобы удалить задний центр из конического отверстия пиноли, вращают
маховичок таким образом, чтобы втягивать пиноль в корпус задней бабки до
отказа. В крайнем положении конец винта выталкивает центр.
МЕХАНИЗМ ПОДАЧИ
Движение подачи сообщается режущему инструменту с целью распространить
постепенно процесс резания на всю обрабатываемую поверхность детали.
Продольная подача направлена вдоль оси шпинделя станка; поперечная —перпендикулярно этой оси. Величиной подачи называется длина перемещения резца за один оборот шпинделя; измеряется она в миллиметрах.
Механическое движение подачи суппорт получает от ходового винта или ходового вала. Они, в свою очередь, приводятся в движение от шпинделя станка через ряд зубчатых колес.
На конце шпинделя закреплено зубчатое колесо, с которым посредством рычага можно сцеплять либо зубчатое колесо, либо зубчатое колесо. Зубчатое колесо находится постоянно в зацеплении с колесом и с колесом. Если, повернув рычаг вниз, сцепить с зубчатым колесом колесо, то вращение колесу будет передаваться через два промежуточных колеса. Повернув рычаг вверх, сцепляют колес непосредственно с колесом. В этом случае колесо 4 получит вращение только через одно промежуточное зубчатое колесо, следовательно, оно будет вращаться в ином направлении, чем в первом случае.
Рассмотренный механизм носит название трензеля. Он широко распространен в токарных станках старых типов и предназначен для изменения направления подачи. Если рычаг закрепить в среднем положении, то зубчатые колеса не сцепляются с колесом, и механизм подачи будет выключен.
Трензель обычно помещается внутри корпуса передней бабки. Конец вала, на котором сидит зубчатое колесо, выступает наружу. На него можно насадить колесо другое колесо, от которого вращение передается колесам иным колесам. От колеса получает вращение ходовой, винт или ходовой вал. Эти четыре зубчатых колеса являются сменными, т. е. их можно снимать со станка и заменять другими с иными числами зубьев.
Подбивая соответственным образом числа зубьев этих колес, можно получить требуемую скорость вращения ходового вала или ходового винта. Чтобы установленные зубчатые колеса могли сцепляться между собой, сначала передвигают ось колес вдоль прямого паза приклона гитары, пока колесо не войдет в зацепление с колесом. Затем закрепляют эту ось в пазу болтом и, поворачивая приклон, сцепляют колеса. Наконец, закрепляют гитару болтом. При установке сменных колес нужно оставлять возможно малый, но ясно ощущаемый при покачивании зазор между их зубьями. Плотное соединение может привести к поломке зубьев.
В станках, не имеющих коробки подач, зубчатое колесо обычно расположено на ходовом винте, сообщающем подачу суппорту. В более совершенных станках это колесо устанавливают на первом валике коробки подач.
Коробка подач служит для изменения скорости вращения ходового винта и ходового вала, т. е. для изменения величины подачи. Если станок не имеет коробки подач, то изменение величины подачи производят только сменой зубчатых колес на гитаре. Это весьма неудобно, так как отнимает много времени, но применяется этот способ и в современных токарных станках при нарезании точных резьб, помимо коробки подач.
Первый валик коробки подач получает вращение от сменных зубчатых колес гитары. Этот валик имеет длинную шпоночную канавку, в которой скользит шпонка зубчатого колеса, расположенного в рычаге. Рычаг несет ось, на которой свободно вращается зубчатое колесо, постоянно сцепленное с колесом (Посредством рычага колесо вместе с колесом можно перемещать вдоль валика; поворачивая рычаг, можно сцепить колесо с любым из десяти зубчатых колес, закрепленных на валике. Рычаг может занимать десять различных положений по числу зубчатых колес. В каждом из этих положений рычаг удерживается штифтом, входящим в одно из отверстий передней стенки
коробки подач.
При каждом положении рычага 4, благодаря сцеплению колеса 6 с каким-либо колесом из комплекта, получает другую скорость вращения валик. На правом конце этого валика, на шпонке, расположено передвижное зубчатое колесо имеющее на правом торце ряд выступов. В левом положении колесо сцеплено с колесом, закрепленным на ходовом валу. Если колесо сместить вправо вдоль валика, то оно выйдет из зацепления с колесом и торцовыми выступами сцепится с кулачковой муфтой, жестко сидящей на ходовом винте. При этом валик будет непосредственно соединен с ходовым винтом. При включении ходового винта ходовой вал остается неподвижным; наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какая подача или какой шаг резьбы получается при каждом из десяти положений рычага при определенном подборе зубчатых сменных колес гитары
СУППОРТ
Нижняя плита суппорта, называемая кареткой, или продольными салазками, может перемещаться по направляющим станины механически или вручную и дает резцу движение в продольном направлении. На верхней поверхности каретки имеются направляющие в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. По направляющим каретки могут перемещаться механически или вручную поперечные салазки, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок расположена поворотная часть суппорта. Отвинтив гайки, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины и затем снова затянуть гайки. На верхней поверхности поворотной части имеются направляющие в форме ласточкина хвоста, по которым при вращении рукоятки могут перемещаться верхние салазки суппорта.
Резцедержатели. На верхних салазках суппорта установлен резцедержатель или резцовая головка, в которой винтами можно закрепить резец.
Резцедержатели бывают различных конструкций. На легких станках применяется одноместный резцедержатель. Он представляет собой цилиндрический корпус, в прорезь которого вставляется резец и закрепляется болтом. Резец опирается на подкладку, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно; поэтому его применяют главным образом для мелких работ. Более прочно закрепляют резец в резцедержателе. Резцедержатель, снабженный Т-образным сухарем, закрепляют на верхней части суппорта гайкой. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами. Резцедержатель этого типа применяется как на малых, так и на крупных станках.
На средних токарных станках применяют преимущественно четырехгранную поворотную резцовую головку, позволяющую закрепить сразу четыре резца, которыми можно работать поочередно. Для этого нужно повернуть резцовую головку и поставить требуемый резец в рабочее положение. Перед поворотом резцовой головки необходимо ее открепить, повернув рукоятку, связанную с гайкой, сидящей на винте. После каждого поворота резцовую головку снова нужно зажать с помощью той же рукоятки.
На крупных токарных станках применяют одноместные резцедержатели. В этом случае резец устанавливают на плоскость верхней части суппорта и закрепляют планкой, затягивая гайку. Для предохранения винта от изгиба планка поддерживается винтом, опирающимся на башмак. При отвертывании гайки пружина приподнимает планку.
ФАРТУК
К нижней поверхности каретки прикреплен фартук, в котором находятся механизмы для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.
Поперечная подача резца производится перемещением поперечных салазок суппор-
та. Для этого рукояткой вращают винт, гайка которого скреплена с поперечными салазками. Маховичок служит для сообщения суппорту продольной подачи (вручную) по направляющим станины. Для более точного механического продольного перемещения суппорта пользуются ходовым винтом, с которым связана маточная гайка, установленная в фартуке суппорта. При нарезании резьбы обе половины гайки сближают при помощи рукоятки они захватывают нарезку винта, при вращении которого фартук, а вместе с ним и суппорт получают продольное перемещение.
Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки закреплен диск с двумя спиральными прорезями, в которые входят пальцы нижней и верхней половин гайки. При повороте диска прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться, Обе половины гайки скользят по направляющим фартука, имеющим форму ласточкина хвоста. Ходовой винт и маточную гайку используют только при нарезании резьбы
При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке. Реечное колесо может получать вращение либо вручную, либо от ходового вала. В длинную шпоночную канавку вала входит шпонка сидящего на нем червяка. Вращаясь, червяк приводит в движение червячное колесо. Для включения механической продольной подачи нужно рукояткой соединить (с помощью муфты) червячное колесо с колесом. Последнее сообщит вращение сцепленному с ним колесу, а вместе с ним будет вращаться сидящее на том же валике реечное колесо. Это колесо катится по неподвижной рейке, приводя в движение фартук и супорт вдоль станины.
Рядом с червяком на ходовом валу, сидит коническое зубчатое колесо, шпонка которого также скользит в длинной шпоночной канавке ходового вала. Вращаясь вместе с валом, колесо приводит во вращение другое коническое колесо и цилиндрические колеса. Посредством кнопки можно колесо сцепить с колесом. Вместе с колесам приходам во вращение винта, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо выводят из зацепления с колесом, пользуясь той же кнопкой.
Ручная поперечная подача производится рукояткой, а ручная продольная — рукояткой через колеса и рейку.
Если включить механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте, то произойдет поломка механизма фартука или коробки подач. Чтобы предотвратить возможность такого неправильного включения, в станке имеется специальный механизм, называемый механизмом блокировки. Он исключает возможность поворота рукоятки и замыкания гайки, когда включена подача от ходового вала, или поворота рукоятки включения механической продольной подачи от
вала, если замкнута маточная гайка на ходовом винте.
megapredmet.ru
Фрезерное приспособление для токарного станка – общая информация + Видео
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.

Токарный станок с оснасткой
Рекомендуем ознакомиться
Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.

Фрезерное приспособление
Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.

Кулачковый патрон на токарном агрегате
Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.

Самоцентрирующееся приспособление с четырьмя кулачкам
Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.

Упорный центр для фиксации деталей
Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.

Вращающиеся центры особого вида
Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
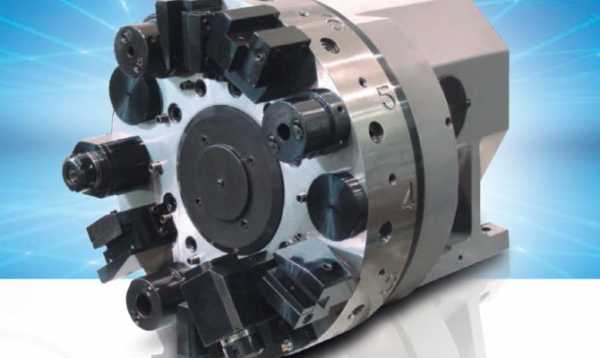
Револьверная головка
ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.

Неподвижный люнет для токарной установки
Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
tutmet.ru