
Фрезы для фрезерного станка по металлу: Фреза по металлу – все виды фрез для фрезерного станка
Фрезы по металлу для фрезерного станка: виды, характеристики
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлуБольшое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлуЧто касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
Концевые фрезы по металлу
Именитые производители фрез для обработки металла
Заточки по металлу производятся в разных уголках мира.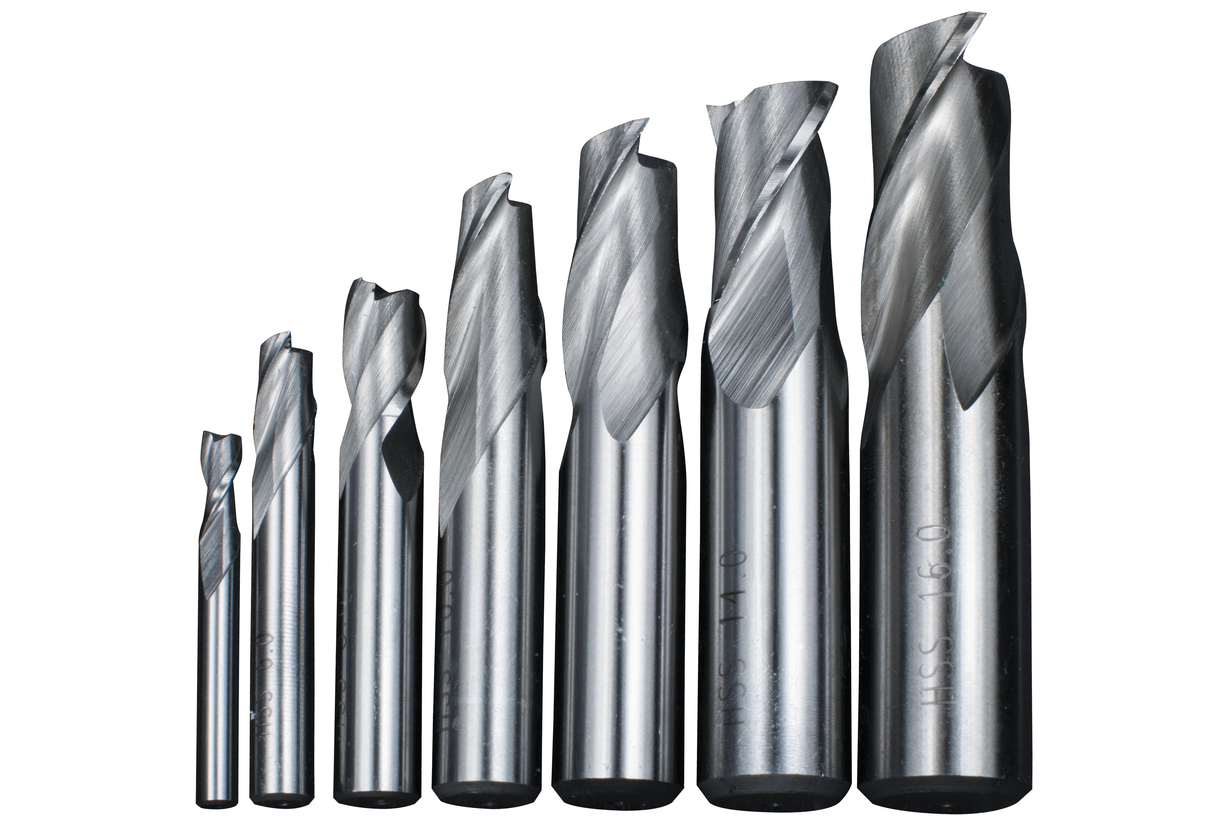 Поэтому все разнообразие условно можно разделить на несколько регионов производства:
Поэтому все разнообразие условно можно разделить на несколько регионов производства:
- Российские заточки производятся по устаревшей технологии, однако, они отличаются качеством используемых материалов (ресурсная база России позволяет не использовать низкокачественные добавки). Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
институт инструмента, расположенный в Москве на ул. Семеновской, 49 и Волгоградский инструментальный завод, расположенный в Волгограде;
- Европа – лидер по производству фрез для фрезерного станка. На современном этапе европейские технологии ушли далеко вперед благодаря неоценимому вкладу германской компании BOSCH. На счету компании находится 5422 патента по всему миру и около 6,3 млрд долларов инвестиций. Компания гордоФрезы JET-POWER
носит титул лучшего мирового бренда по производству инструментов по металлу и расходных материалов к ним;
- Фрезы американского происхождения по качеству приравниваются к европейским, однако, сильно уступают по популярности из-за дороговизны транспортировки. Следует отметить компанию JET, производящую фрезы по металлу. Ее резцы изготавливаются исключительно из высокопрочных материалов – алмаза, титана или легированной стали. Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
Критерии выбора инструмента
При выборе заточки для станка внимание следует обращать на разные факторы. Опытные работники сформировали правила выбора фрез:
- Производитель. Рекомендуется остановить свой выбор на проверенных временем брендах. Фрез по металлу, купленный у именитого производителя, гарантирует качественную обработку, долгий срок службы и точность резьбы. Именитыми считаются следующие компании: Bosh, JET, Stayer, Metabo, Глобус, Корвет, Инструмент–сервис;
Фрезы концевые, фрезы шпоночные, фрезы трехсторонни, фрезы торцевые, фрезы червячные, фрезы отрезные, фрезы радиусные - Принцип работы станка.
 На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные;
На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные; - Внутреннее крепление. Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон;
Диаметр фрез - Диаметр. Этот параметр подбирается индивидуально: кому-то удобнее работать с большим инструментом, а кому-то, наоборот – с миниатюрной моделью;
- Качество заточки – один из важнейших параметров. Качественно заточенная фреза по металлу позволяет увеличить эффективность обработки металлических изделий и сократить время на работу с заготовкой. Заметим, что производители часто экспериментируют, создавая уникальные заточки. Практика показала, что для домашнего станка лучше подбирать «классические» варианты фрез, а не уникальные авторскиеВиды твердосплавных фрез
работы;
- Материал. Срок службы инструмента по металлу зависит от используемого материала. Крайне не рекомендуется выбирать фрезы из мягких сплавов, предпочтение лучше отдать твердосплавным конструкциям или закаленной стали. Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
 На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные;
На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные;Стоит отметить, что для домашних работ можно выбирать фрезы по металлу из низкокачественных материалов, поскольку покупка титанового или чугунного товара выльется в круглую сумму, если инструмент нужен всего лишь для одного использования.
Самостоятельная заточка фрез
Отечественные и зарубежные производители выпускают сотни тысяч фрез, классифицирующихся по типу резки и формам. Сложная технология изготовления вносит немало неудобств в самостоятельную заточку фрез по металлу. Рассмотрим разные способы заточки.
Заточка фрезВ зависимости от материала, из которого изготавливается объект заточки, подбирается круг из эльбора, зеленого кремния, алмаза или электрокорунда. Алмазные и кремневые круги применяются для заточки резцов из твердых сплавов. Электрокорундовые способы обработки применяются к фрезам по дереву и металлу. Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Алмазные и кремневые круги применяются для заточки резцов из твердых сплавов. Электрокорундовые способы обработки применяются к фрезам по дереву и металлу. Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Использование абразивных кругов требует охлаждения рабочей поверхности станка и самого материала. Поэтому под рукой всегда должно стоять ведро с холодной водой. Накал до 1000 градусов уменьшает эффективность заточки в 3 раза. Дальнейшее накаливание приводит к ухудшению качества обработки детали в геометрической прогрессии. Добавьте немного мыла в воду, чтобы холодная жидкость не провоцировала развитие коррозии и ржавчины.
Заточка инструмента с применением наждачного-тарельчатого кругаСвою первую заточку делать рекомендуется под присмотром опытного мастера. В противном случае следует отказаться от затеи самостоятельно наточить инструмент. Если же вы решились на заточку своими руками, то вам необходимо усвоить несколько правил:
- Окружная скорость круга должна быть около 10–18 м/с. Это означает, что станок для заточки должен развивать мощность до 1500–2500 об/мин. Стоит отметить, что заточка инструмента из мягких сплавов производится на заниженных оборотах. Этим советом также рекомендуется воспользоваться и приСтанок для заточки инструмент
заточке инструмента из твердосплавных материалов. Высокие обороты могут привести к образованию микротрещин и выцветанию режущих кромок, что значительно ускорит скорость изнашивания круга;
- Для заточки рекомендуется использовать обычный фрезерный станок. Что же касается техники обработки, то для цилиндрической поверхности рекомендуется соблюдать чашечную или тарельчатую форму. Для переднего угла – плоскую или тарельчатую.
Лучшим решением для заточки инструмента по металлу будет специализированный станок. Рассмотрим модель E-90 DAREX. Фреза устанавливается в станок исходным положением, при котором игла располагается возле хвостовика. На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
Станок включается в электрическую сеть и вводится в эксплуатацию. Оператор должен медленно подвигать фрез к рабочей поверхности станка. Дальше регулируется уровень снимаемого металла, обычно, этот параметр составляет 25–50 мкм.
Каждый зуб рекомендуется протянуть по металлу от начала до конца, пока он полностью не спрыгнет с иглы. Оператор не должен забывать следить за тем, чтобы инструмент во время заточки находился на игле в нужном месте. Обработанный инструмент очищается от опилок и охлаждается в воде.
Видео: Уроки фрезерования или как идеально заточить донышко фрезы
Фрезы по металлу для фрезерного станка — виды и назначение
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Классификация фрез
Фреза является металлорежущим инструментом, предназначенным для обработки заготовок путем поступательно-вращательного движения. Обработка осуществляется благодаря контакту с рабочими кромками-резцами, изготовленными из особо твердых марок стали и других материалов – керамика, алмаз и т. д.
Классификация фрез по металлу осуществляется по следующим основным характеристикам:
- Месторасположение режущих частей
- Направление режущих частей – винтовое, наклонное и т. д.
- Крепление режущих частей.
- Конструкция фрезы – сборная, монолитная или составная.
- Заточка фрезы.
- Материал режущей части.

Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы применяются для съёма металла на наклонных поверхностях и в угловых пазах с конической поверхностью. Подразделяются на одно- и двухугловые, различающиеся расположением режущих элементов, соответственно на одной или двух смежных конических поверхностях. Такая конструкция позволяет нарезать стружечные канавки в инструментах различной формы.
Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Прочие виды фрез
Также применяются следующие виды фрез по металлу:
- Шпоночные – разновидность концевых фрез выполненные в форме двузубого инструмента. Способны углубляться в поверхность при осевой подаче (наподобие сверла) и далее производить нарезку вдоль канавки.
- Фасонные – предназначены для обработки фасонных поверхностей, деталей с большим соотношением длины к ширине. Подразделяются на фрезы с остроконечными и затылованными зубьями.
- Червячные – производят обработку поверхности обкатом путем точечного касания. Подразделяются на правые и левые, цельные и сборные, одно- и многозаходные, а также со шлифованными и нешлифованными зубьями.
- Кольцевые фрезы также называются корончатыми сверлами. Применяются для нарезания отверстий, примерно в 4 раза более производительные, чем спиральные сверла.
Как для профессионального, так и для бытового применения оптимально приобретать фрезы комплектом, в котором подготовлены наиболее необходимые виды инструмента. Все виды и размеры фрез продаются и отдельно, что позволяет максимально укомплектовать станок необходимой оснасткой для решения стоящих перед вами задач.
Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.
Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.
Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.
Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.
Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.
Отрезные
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Фрезы по металлу для фрезерного станка: дисковые, концевые, торцевые
Содержание статьи:
Фреза — это инструмент для обработки металлических деталей на станках. Процесс называется фрезерованием, по эффективности и производительности он превосходит другие способы обработки изделий из металла.
Принцип работы и конструкция
конструкция фрезы
Инструмент на большой скорости двигается вокруг собственной оси и на малой — вперед, обрабатывая заготовку из металла. Формы поверхностей получаются различные: канавки, цилиндр, пазы или гладкие плоскости, зависит от характера прямолинейного движения.
Вращающаяся поверхность заготовки обрабатывается вращательным, подающим движением. Для создания винтовых углублений используется вращательное движение.
Фреза состоит из корпуса, к которому крепятся рабочие выступы — зубья. Весь корпус делится на рабочую часть, хвостовик и переходную — шейку. Конечная форма заготовки зависит от положения инструмента и исходной формы.
Виды фрез
Существует множество видов, предназначенных для выполнения различных работ:
- торцевые;
- цилиндрические;
- угловые;
- дисковые;
- концевые;
- фасонные;
- шпоночные;
- для выполнения Т-образных углублений;
- насадные (составные и цельные).
Составные насадные применяют для создания сложных форм.
 С помощью цельных выполняют особо точные операции, они отлично уравновешены.
С помощью цельных выполняют особо точные операции, они отлично уравновешены.различные виды фрез
Цилиндрические фрезы
Устанавливаются на фрезерные станки горизонтального типа. Рабочие зубья могут иметь винтовую или прямую форму. Винтовые удобны для работы на узких участках, когда свойства винтовых зубов значительно не влияют на процесс резания. Чтобы уменьшить осевые усилия используются сдвоенные цилиндрические фрезы с различным наклоном режущих поверхностей. Такая форма выравнивает осевые усилия, влияющие на инструмент во время работы по металлу. Инструменты выполняются из быстрорежущих металлов с твердосплавными включениями на рабочих поверхностях.
Торцевые фрезы
Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.
В связи с тем, что профилирующими являются только верхушки кромок, формы кромок отличаются разнообразием. Наиболее удобны инструменты с рабочими кромками в виде окружности или ломаной. С помощью торцового инструмента работа выполняется плавно при минимальном размере припуска. В данном случае величина припуска никак не влияет на угол соприкосновения с деталью, важны лишь диаметр инструмента и ширина фрезерования. По сравнению с другими видами торцовый может обладать большими габаритами и жесткостью, поэтому режущие зубья крепятся надежно и дополнены пластинами из твердых сплавов. Этот инструмент обладает большей производительностью, нежели цилиндрический.
Угловые фрезы
Используют для фрезеровки наклонных металлических плоскостей и угловых выемок на станках. Делятся на одноугловые и двухугловые. У первых активные зубья покрывают всю рабочую часть корпуса, у вторых — лишь конус.
В металлообработке применяются для выполнения стружечных углублений. Двухугловые фрезы работают сравнительно плавно. Чтобы верхушка инструмента не стачивалась слишком быстро, ее делают закругленной.
Двухугловые фрезы работают сравнительно плавно. Чтобы верхушка инструмента не стачивалась слишком быстро, ее делают закругленной.
Концевая фреза
Вырабатывает глубокие выемки и пазы на металлических деталях. Хвостовик для крепления в станке у концевой фрезы отличается своей формой — конус или цилиндр. Торцевые кромки несут вспомогательную функцию, основная нагрузка лежит на зубьях, расположенных в цилиндрической части. Их выполняют наклонными или винтовыми. Во втором случае необходимо выдержать наклон не более 45 градусов.
Шпоночные фрезы
Используются в основном для выполнения отверстий в металле. Работают только торцовые кромки. При затачивании затрагиваются задние рабочие кромки, поэтому диаметр инструмента со временем не уменьшается.
Для выполнения Т-образных выемок
Т-образные выемки на металлических деталях не редкость, для их исполнения разработан специальный вид фрез. В процессе работы стружка выводится плохо, поэтому они быстро ломаются. За один оборот инструмента зуб работает дважды. Зубья разнонаправлены, затачиваются поочередно — то с одной, то с другой стороны.
Дисковые фрезы
дисковая фреза
Может быть двухсторонней, пазовой или трехсторонней, вырезает выемки и углубления различной формы. Пазовые дисковые инструменты оснащены зубьями на цилиндре, с их помощью можно выполнить неглубокие пазы. Чтобы снизить трение в торцах, инструмент затачивают под углом, уменьшающим толщину к центру. Толщина инструмента предусматривает допуск до 0,05 миллиметров, которая постепенно уменьшается в процессе стачивания.
Двухсторонние и трехсторонние фрезы оснащены рабочими зубцами, в том числе на торцах. Рабочие зубья в торцах имеют вспомогательное значение, основную нагрузку на металл несут зубцы на цилиндре.
Зубья дисковых инструментов могут быть наклонными или располагаться прямо. Первые повышают производительность инструмента. Для этого на трехсторонних фрезах делают разнонаправленные зубья. Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность.
Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность.
Фасонные фрезы
Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Сборные фрезы
Представляют собой корпус, в который вставляются рейки или зубья нужного размера из твердых сплавов. Форма рабочих кромок таких инструментов простая, обработка сложных деталей обеспечивается за счет особых профилей корпуса, в которые вставляются зубья.
Видео о дисковых и циркулярных фрезах по металлу:
особенности, типы, конструкция, принцип работы
Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы. Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания. На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.

Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им.
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.

По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.
Цилиндрические
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.
Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Одна из типичных представителей этого типа – так называемая «кукуруза», внешне очень напоминающая одноименный южный овощ.
Червячные
При использовании этого инструмента для нарезки зубчатых колес обработка осуществляется методом обката и точечного касания фрезеруемых плоскостей. Червячные фрезы делятся:
- на цельные и сборные;
- много- или однозаходные;
- с нешлифованными или специальными шлифованными зубьями.
Рассмотрим каждую из представленных разновидностей подробнее.
Одно- и многозаходные
По сравнению с образцами, посредством которых делается только один заход, многозаходные инструменты отличаются большей производительностью. С другой стороны при увеличении числа заходов снижается точность, что вынуждает применять эту разновидность лишь для черновой обработки.
Такие фрезы обеспечивают высокую точность шага нарезания, поскольку по одному и тому же месту делается несколько проходов.
Шлифовальные и нешлифовальные зубья
Изделия с высоким классом обработки (как одно-, так и многозаходные) применяются для шлифовки нарезаемых поверхностей. Все остальные виды инструмента, не обладающие нужной точностью, можно отнести ко второй разновидности.
Цельные и сборные фрезы
Первая из этих модификаций представлена в виде цельной заготовки из монолита инструментального материала. В то время как составная фрезерная оснастка делается из двух частей. Одна из них – режущая (из сверхпрочного материала), к которой приварен хвостовик, сделанный из конструкционной стали.
Дисковые
Данный вид инструмента используется с целью фрезерования небольших канавок и пазов. По своей конструкции фрезерная оснастка этого типа делится на пазовые образцы, а также на двусторонние и трехсторонние разновидности.
Двухсторонние
Особенностью двусторонней дисковой модификации является двойное размещение рядов зубьев. Помимо режущих элементов, располагающихся на торцевой части, она имеет резцы, размещенные непосредственно на поверхности.
Трехсторонние
У трехстороннего инструмента (в отличие от двухстороннего исполнения) режущие зубцы находятся сразу в трех местах. Они размещаются на каждом из торцов, а также на поверхности инструментального основания.
Они размещаются на каждом из торцов, а также на поверхности инструментального основания.
Пазовые
У этой разновидности инструмента зубья располагаются лишь на рабочей поверхности. Они в основном применяются при выборке не очень глубоких пазов. Одна из модификаций этого инструмента называется ласточкин хвост.
Отрезные
Данный тип фрезерных насадок выполняется в виде отрезного диска различного диаметра и толщины. Зубья дисков изготавливаются из твердосплавных материалов. Основная область их применения – работа в составе автоматов ЧПУ.
Концевые и угловые
Фрезы под названием «концевые» востребованы при необходимости фрезерования заготовок не только на станочном оборудовании, но и с применением ручного инструмента. Особенность концевых модификаций заключается в следующем:
- Они выполняются заодно с поводком в виде хвостовика выбранной формы.
- Для них не требуется дополнительная оснастка.
По своей конструкции они могут быть цельнометаллическими и с режущими вставками.
Отличительная черта угловых фрез состоит в том, что кромки резания на торце у них выполняются с наклоном. Они очень удобны для снятия прямоугольных фасок, а также для работы с наклонными поверхностями и угловыми пазами.
Монолитные
Цельнометаллические концевые фрезерные оснастки изготавливаются обычно из конструкционной стали. Они оснащены отводящими материал кольцевыми канавками, навитыми по спирали в ту или иную сторону.
С напаянными коронками
Фрезы с напаянными вставками подразделяются в свою очередь по типу наконечника из твердосплавных зубьев, который может иметь множество различных исполнений. Одно из самых распространенных – корончатый наконечник.
Для предварительной обработки
Отдельно выделяются концевые и угловые инструменты, востребованные при предварительном фрезеровании материала. Они, как правило, не отличаются точностью обработки, которая реализуется чистовыми фрезами.
Для финишной обработки
Для окончательной «зачистки» отдельной заготовки используется особый тип инструмента. Одна из известных разновидностей такой оснастки носит название «радиусные» фрезы.
С хвостовиком цилиндрического типа
Фрезерная оснастка этого типа востребована при обработке простых плоских поверхностей. Область ее применения крайне ограничена.
С хвостовиком конического типа
Указанная модификация более распространена в производстве, чем ее аналог с хвостовиком в форме цилиндра. Все его отличие от рассмотренного выше многообразия типов фрез состоит в форме рабочей части (хвостовика).
Фреза под Т-образные выемки
Инструмент для выемки материала указанной в названии формы – оптимальный вариант для обустройства специальных шлицев. Он присутствует в инструментальном комплекте большинства специалистов, которые на специальном жаргоне называют его фрезой грибкового типа.
Шпоночные
Данная разновидность оснастки по своему внешнему виду напоминает типовой стальной стержень с витковыми рабочими кромками на концевой части, которые делаются под небольшим углом к оси. Также на ней расположены неглубокие выемки, обеспечивающие формирование режущих кромок и позволяющие отводить стружки при фрезеровании. Его рабочая часть, углубляющаяся в обрабатываемый материал, может иметь различную длину.
Фасонные
Из названия этого инструмента следует, что он подойдет для обработки так называемых «фасонных» заготовок. Он также подходит для формирования фасочных кромок непропорциональных изделий, изготавливаемых методом протягивания.
Острая заточка
В соответствие с формой рабочей зоны фасонные фрезы бывают не только остроконечными, но и затылованными. Первые из них отличаются острой заточкой своих зубьев и легко поддаются корректировке.
Затылованные фрезы
В отличие от рассмотренных образцов такой инструмент востребован при обработке внутренних (скрытых) кромок. Его особенность – в том, что он с трудом поддается заточке и коррекции.
Его особенность – в том, что он с трудом поддается заточке и коррекции.
Сборные фрезы
Данный вид фрезерной оснастки состоит из частей, объединенных в единый инструментальный комплект. При необходимости ее рабочая часть заменяется новой вставкой или режущим наконечником.
Конические фрезы
Инструмент этого типа (его еще называют конусным) характеризуется наличием рабочей головки конической формы. Он встречается в исполнениях, отличающихся формой насадки. Многим специалистам хорошо знакома разновидность, известная под названием пальчиковая.
Сферические фрезы
Это тип фрез выполняется из монолита твердосплавного материала круглой формы. Их основное назначение – однопроходная обработка. Высокого качества фрезерования в этом случае удается достичь за счет специально обустроенных режущих кромок, находящихся на рабочей части и по бокам. Применение такой конструкции обеспечивает получение контурных выемок особой формы, достаточно глубоких пазов, а также фигурных уступов.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента.
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
виды для фрезерного станка и для ручного фрезера, набор фрез на дрель, Т-образная и отрезная, круглая и другие фрезы
Фрезерные устройства активно используются в ходе осуществления ремонтных и строительных работ. При этом для того чтобы данный агрегат эффективно выполнял свое назначение, он должен быть оснащен качественными рабочими инструментами – фрезами. Сегодня мы подробнее поговорим об этих функциональных деталях.
Особенности
Прежде чем изучать особенности и отличительные характеристики данного рабочего элемента, важно определиться с исходным термином. Так, фреза по металлу для фрезерного станка – это режущий инструмент, в конструкцию которого входит большое количество лезвий. Обработку металлического материала фреза осуществляет посредством постоянного вращения вокруг своей оси.
К основным конструкционным элементам фрезы стоит отнести рабочую часть, хвостовик, который обычно закрепляется в шпинделе или цанге, и шейку. Существующие на современном строительном рынке фрезы для обработки металла классифицируются в зависимости от ключевых параметров (например, размера, материала изготовления, типа крепления и других).
Традиционно фрезы по металлу изготавливаются из стальных материалов углеродистого, легированного или быстрорежущего типа.
Виды
В связи с высоким уровнем востребованности фрез по металлу, на рынке присутствует большое разнообразие таких элементов: пользователи могут приобрести насадные, проходные, шлицевые, магнитные, грибковые, отрезные, круглые, металлические элементы, детали со сменными пластинами или типа «балеринка», фасочная, фрезы с разной скоростью вращения, разного размера (например, 2 мм, 3 мм, 5 мм, 10 мм, 60 мм, 20 мм, 50 мм), с разным углом наклона (например, 45 градусов). Рассмотрим, какими бывают фрезы по металлу.
Дисковые
К важнейшей отличительной характеристике дисковых фрез можно в первую очередь отнести то, что их диаметр обычно превышает показатель толщины в несколько раз. В ходе производства фрез их изготавливают цельными, при этом в качестве исходного материала используют специальную инструментальную сталь, которая проходит предварительную процедуру упрочнения и нормализации.
Дисковые фрезы подразделяются на два отдельных вида: отрезные и прорезные. Первый вариант является более распространенным и востребованным среди пользователей. Так, если говорить о конструкции дисковых фрез отрезного типа, то важно отметить тот факт, что в своем составе они имеют наклонный зуб. Причем этот зуб обязательно является закаленным – процесс его закалки обычно осуществляется перед заточкой. Помимо зуба, в конструкции обязательно присутствуют паз и отверстия под болты (их можно обнаружить непосредственно в теле диска). Если говорить о сферах использования устройств, то отрезные дисковые фрезы диаметром от 120 мм обычно применяются для осуществления резки горячего металла на прокатных станах. С другой стороны, прорезные фрезы характеризуются наличием прямого зуба с контуром, который по форме совпадает с прорезаемой канавкой.
Помимо зуба, в конструкции обязательно присутствуют паз и отверстия под болты (их можно обнаружить непосредственно в теле диска). Если говорить о сферах использования устройств, то отрезные дисковые фрезы диаметром от 120 мм обычно применяются для осуществления резки горячего металла на прокатных станах. С другой стороны, прорезные фрезы характеризуются наличием прямого зуба с контуром, который по форме совпадает с прорезаемой канавкой.
Торцевые
Описывая торцевые фрезы, следует сказать о том, что они чаще всего используются для осуществления предварительной обработки заготовки какого-либо изделия. При этом детали характеризуются довольно высоким уровнем производительности.
Этот эффект возможен благодаря наличию двух специально предназначенных режущих кромок: одна из них является торцевой, а другая – боковой.
Цилиндрические
Как можно догадаться по названию, данный вид фрез имеет форму цилиндра, соответственно, их высота превышает диаметр. Расположение режущих кромок цилиндрических устройств довольно необычно – они расположены по спирали. В качестве материала изготовления традиционно используют инструментальную сталь (особенно это касается именно рабочей части детали). Заточка изготавливается затыловкой, а крепление осуществляется на оправку. При помощи данной детали обычно осуществляют чистовую обработку.
Угловые
По форме угловые фрезы представляют собой усеченный конус с широким основанием и вершиной в сторону хвостовика. Такие детали используют для того, чтобы снимать фаски и осуществлять обработку краев. Режущая кромка, которая является важнейшей деталью, находится на боковой части.
Такие детали используют для того, чтобы снимать фаски и осуществлять обработку краев. Режущая кромка, которая является важнейшей деталью, находится на боковой части.
Что касается типа сборки, то данная деталь может быть как цельной, так и сборной.
Концевые
Как и некоторые другие виды фрез, детали концевого типа по своей форме являются цилиндрическими. Причем в конструкцию элемента также входит основная режущая плоскость. Она структурно является торцевой частью цилиндра и поддерживается боковыми сторонами, которые функционально являются вспомогательными. Концевые устройства обычно используют для того, чтобы осуществлять процедуру зачистки поверхности в выборках и пазах. Важно иметь в виду, что угол заточки концевых фрез имеет важное значение в процессе удаления стружки с зоны реза. При этом наклон режущей кромки увеличивается вместе с диаметром инструмента начиная с 30 градусов.
Фасонные
Фасонные фрезы представляют собой детали, которые обладают режущими кромками фигурного типа.
Они обязательно должны повторять форму паза.
Червячные (или «летучка»)
Элементы червячного типа являются составными по своей конструкции. Чаще всего детали используются в процессе нарезки зубчатых колес и шестерен. Что касается конструкции и строения данного элемента, то важно отметить тот факт, что сам корпус является цилиндрическим. При этом на нем расположены фигурные пластины (они стоят рядами). Форма таких пластин должна соответствовать форме выемки между зубьями детали. Чаще всего червячные фрезы устанавливают на зубофрезерные станки.
Чаще всего детали используются в процессе нарезки зубчатых колес и шестерен. Что касается конструкции и строения данного элемента, то важно отметить тот факт, что сам корпус является цилиндрическим. При этом на нем расположены фигурные пластины (они стоят рядами). Форма таких пластин должна соответствовать форме выемки между зубьями детали. Чаще всего червячные фрезы устанавливают на зубофрезерные станки.
Корончатые
Корончатые фрезы также часто называют кольцевыми. Они являются полыми и имеют цилиндрическую форму. Процедура заточки осуществляется по торцу, при этом применяются нити спиральных режущих кромок.
Шпоночные
У шпоночных фрез заточены боковые режущие кромки. При этом их заточка должна осуществляться таким образом, чтобы соответствовать размеру ширины выборки.
Фреза может использоваться как сверло, при этом углубляясь на необходимую глубину (особенно это актуально в начале работы).
Конические (или «кукуруза»)
По своему строению элементы конического типа могут быть цельными и наборными. При этом угол наклона режущей кромки может быть как положительным (с вершиной конуса в сторону хвостовика), так и отрицательным (при обратной направленности).
Сферические
Фрезы сферической формы активно применяют в процессе создания канавок полукруглой формы. Такие детали могут быть как цельными, так и составными.
При этом непосредственная заточка элемента осуществляется по контуру.
Под Т-образные выемки
Если говорить о строении таких фрез, то важно отметить, что режущие кромки данного элемента располагаются по бокам и на торцах нижней широкой части инструмента. При этом в обязательном порядке радиус фрезы под Т-образную выемку должен совпадать с шириной паза.
Сборные (или наборные)
Такие фрезы отличаются высоким уровнем практичности и пользуются востребованностью среди пользователей.
Таким образом, благодаря такому широкому разнообразию, каждый пользователь сможет выбрать для себя такой элемент, который будет максимально соответствовать его потребностям и нуждам.
Типы по числу заходов
В зависимости от числа заходов фрезы подразделяются на несколько разновидностей:
-
однозаходные;
-
двухзаходные;
-
четырехзаходные;
-
другие (3, 5 или 6 режущих элементов).
На этот параметр важно обращать свое внимание в ходе выбора и покупки изделий, так как он является одним из решающих.
Классификация по способу удаления стружки
В зависимости от способа удаления стружки различают два типа фрез: верхний и нижний.
-
Верхний тип удаления стружки характерен для фрез концевого типа. При этом данные рабочие элементы являются завитыми. В процессе вращения фрезы разрезают рабочую кромку снизу вверх, соответственно, и стружка выходит в направлении вверх. К негативным характеристикам данного типа устройства можно отнести тот факт, что пользователю приходится регулярно убирать стружку, так как она накапливается на поверхности детали и мешает обзору.
- Нижний тип фрез также называют компрессионным. Это связано с тем, что деталь обладает обратным типом завивки. Соответственно, в ходе производственного процесса рабочая кромка разрезает материал сверху вниз, прижимая заготовку основания. Стружка из зоны резания направляется вниз. К положительным характеристикам данного типа элемента можно отнести тот факт, что стружка удаляется сразу под деталь и не попадает в непосредственную зону резания. Кроме того, отходный материал довольно просто убирать, приводя в порядок рабочее место.
Производители
Производством фрез по металлу занимается большое количество как отечественных, так и зарубежных компаний. Рассмотрим несколько популярных производителей.
-
В Российской Федерации лидером рынка по производству фрез, предназначенных для работы по металлу, является Всероссийский научно-исследовательский институт инструмента, который располагается в Москве.
Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.
 Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.
Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.- Bosch – это европейская компания, которая занимается производством не только фрез, но и большого количества других изделий. Бренд является одним из мировых лидеров и использует исключительно новые технологические и научные разработки.
-
На американском рынке особенного уважения и внимания заслуживает бренд JET. Эта компания является одной из старейших и производит свои товары исключительно из высококачественных материалов.
Приобретая фрезы по металлу, следует ориентироваться именно на производителей, которые были описаны выше.
Таким образом вы можете быть уверены в том, что купите изделия, которые будут соответствовать всем международным и государственными стандартам, а также обладать высоким качеством и длительным сроком службы.
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
-
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
-
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
-
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
-
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
-
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
-
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.

При учете всех вышеописанных характеристик вы сможете приобрести фрезу, которая будет отличаться высоким качеством, отличной функциональностью, а также прослужит вам длительный промежуток времени.

Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов.
-
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
-
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
-
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
-
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
-
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
-
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.

Фрезы по металлу – это устройства, которые являются незаменимыми в процессе осуществления большого разнообразия строительных и ремонтных работ.
Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.
Фрезерная обработка корпусными фрезами больших диаметров
За каждым решением руководства металлообрабатывающих предприятий о том, чтобы фрезу по металлу купить, стоит набор требований, основанных исключительно на решении конкретной задачи. Имеет ли приобретаемая фреза по металлу диаметр 40мм или даже 250мм — это не меняет порядок рассмотрения. В общем масштабе все факторы имеют большое значение: шпиндельная и зажимная станочная оснастка, материал обрабатываемой заготовки, металлорежущее оборудование. Много преимуществ, в том числе и качественное выполнение операции фрезерования, могут быть получены после принятия правильных решений при подробном рассмотрении всех вышеуказанных факторов. Выбор фрезы по металлу с нужным диаметром начинается с того момента, когда определяется, насколько широк будет её проход. Ширина поверхности обрабатываемой заготовки должна находиться в пределах между 2/3 и 3/4 от диаметра корпусной фрезы. Это означает, например, что если нужно отфрезеровать площадку шириной 180мм, то для этого потребуется фреза по металлу диаметром 250мм. Как только решение о ширине и диаметре будет принято, нужно будет разобраться в правильных углах врезания фрезы в обрабатываемую заготовку. Под этим углом на фрезе по металлу расположены режущие кромки или сменные твердосплавные пластины. При использовании фрез по металлу большого диаметра необходимо обязательно принять во внимание угол врезания, так как большое количество зубьев фрезы может одновременно быть в контакте с обрабатываемым материалом, что приводит к значительному выделению тепла в зоне фрезерования. Это тепло нужно как можно скорее убрать из зоны резания, и лучший способ сделать это — вывести его через образующуюся металлическую стружку. Правильное образование
металлической стружки всегда важно при каждой резке металла, в том числе и при операции фрезерования. А главным правилом при этом является надёжная эвакуация металлической стружки из зоны резания и вывод вместе с ней тепла, которое образуется в самом процессе фрезерования. Образование стружки, а следовательно, и средняя толщина стружки меняются по мере изменения угла врезания фрезы по металлу в обрабатываемый материал. Например, если этот
угол врезания изменяется с 90 градусов до 45 градусов, то толщина стружки фактически распределяется по более длинной области. Выбирая правильный угол врезания, можно оказывать влияние на среднюю толщину металлической стружки. Понимание важности средней толщины стружки — это то, что сейчас активно пропагандируется при процессе фрезерования. Нужно обязательно выполнять эти расчёты, потому что этот фактор значительно повышает производительность и увеличивает срок службы такого дорого инструмента, как большая фреза по металлу. Поддерживая правильную среднюю толщину стружки при нужных режимах резания, которые можно использовать, получают самые высокие скорости удаления металла с обрабатываемой заготовки. В цехах, где очень высок уровень производства и нужно ещё увеличить пропускную способность или производительность, это абсолютно первое, на что нужно смотреть при фрезеровании большой фрезой по стали.
Под этим углом на фрезе по металлу расположены режущие кромки или сменные твердосплавные пластины. При использовании фрез по металлу большого диаметра необходимо обязательно принять во внимание угол врезания, так как большое количество зубьев фрезы может одновременно быть в контакте с обрабатываемым материалом, что приводит к значительному выделению тепла в зоне фрезерования. Это тепло нужно как можно скорее убрать из зоны резания, и лучший способ сделать это — вывести его через образующуюся металлическую стружку. Правильное образование
металлической стружки всегда важно при каждой резке металла, в том числе и при операции фрезерования. А главным правилом при этом является надёжная эвакуация металлической стружки из зоны резания и вывод вместе с ней тепла, которое образуется в самом процессе фрезерования. Образование стружки, а следовательно, и средняя толщина стружки меняются по мере изменения угла врезания фрезы по металлу в обрабатываемый материал. Например, если этот
угол врезания изменяется с 90 градусов до 45 градусов, то толщина стружки фактически распределяется по более длинной области. Выбирая правильный угол врезания, можно оказывать влияние на среднюю толщину металлической стружки. Понимание важности средней толщины стружки — это то, что сейчас активно пропагандируется при процессе фрезерования. Нужно обязательно выполнять эти расчёты, потому что этот фактор значительно повышает производительность и увеличивает срок службы такого дорого инструмента, как большая фреза по металлу. Поддерживая правильную среднюю толщину стружки при нужных режимах резания, которые можно использовать, получают самые высокие скорости удаления металла с обрабатываемой заготовки. В цехах, где очень высок уровень производства и нужно ещё увеличить пропускную способность или производительность, это абсолютно первое, на что нужно смотреть при фрезеровании большой фрезой по стали.
Защита режущей кромки фрезы
Защита режущей кромки фрезы для ЧПУ всегда важна, но на неё стоит обратить ещё больше внимания при фрезеровании фрезой большого диаметра. Для защиты разных краёв режущих кромок фрезы по металлу требуется образование металлической стружки различной толщины чипа, поэтому необходимо понимать систему оснастки в целом, чтобы определить, какая именно защита подходит для данного типа фрезерования. Можно получить большие преимущества, если настроить всю систему фрезерования правильно, а это имеет огромное значение при правильном
применении. Однако, наоборот, если не настроить все параметры правильно, то срок службы фрезы по металлу значительно снизится. Ещё одним фактором, влияющим на стойкость фрезы по металлу, является выбор фрезерования при работе с использованием смазочно-охлаждающей жидкости (СОЖ) или без использования СОЖ. Некоторые инструменты, например, как фреза твердосплавная маленького диаметра обычно имеют способность к сквозной подаче СОЖ по внутренним каналам, но и некоторые фрезы по металлу большего диаметра также имеют такую же способность. Однако, в зависимости от типа обрабатываемого материала может быть достигнут более длительный срок службы фрезы по металлу при применении метода сухого торцевого фрезерования без подачи СОЖ. Если работать этим методом сухого фрезерования, то, как правило, советуют его использовать, когда нужно фрезеровать подкалённые и закалённые стали и чугун с использованием корпусной фрезы по стали большого диаметра, и при этом будет генерироваться много тепла. Если не увеличить величину подачи, базируемую на основе принципа средней толщины металлической стружки, то вся генерация тепла произойдёт прямо на краю режущей кромки. Подбирая различную конфигурацию фрезы по металлу и форму её пластин, можно изменять угол врезания в обрабатываемый материал. Тем самым можно изменять толщину формируемой металлической стружки, а выделяемое тепло будет уходить вверх в сменную твердосплавную пластину, где основная масса её твёрдого сплава позволяет ему лучше рассеиваться. Кроме того, не будет создаваться износ прямо на переднем крае режущей кромки. Каналы для внутреннего подвода СОЖ, если они присутствуют в качестве дополнения, могут быть очень полезны в сочетании с подачей СОЖ под
высоким давлением.
Для защиты разных краёв режущих кромок фрезы по металлу требуется образование металлической стружки различной толщины чипа, поэтому необходимо понимать систему оснастки в целом, чтобы определить, какая именно защита подходит для данного типа фрезерования. Можно получить большие преимущества, если настроить всю систему фрезерования правильно, а это имеет огромное значение при правильном
применении. Однако, наоборот, если не настроить все параметры правильно, то срок службы фрезы по металлу значительно снизится. Ещё одним фактором, влияющим на стойкость фрезы по металлу, является выбор фрезерования при работе с использованием смазочно-охлаждающей жидкости (СОЖ) или без использования СОЖ. Некоторые инструменты, например, как фреза твердосплавная маленького диаметра обычно имеют способность к сквозной подаче СОЖ по внутренним каналам, но и некоторые фрезы по металлу большего диаметра также имеют такую же способность. Однако, в зависимости от типа обрабатываемого материала может быть достигнут более длительный срок службы фрезы по металлу при применении метода сухого торцевого фрезерования без подачи СОЖ. Если работать этим методом сухого фрезерования, то, как правило, советуют его использовать, когда нужно фрезеровать подкалённые и закалённые стали и чугун с использованием корпусной фрезы по стали большого диаметра, и при этом будет генерироваться много тепла. Если не увеличить величину подачи, базируемую на основе принципа средней толщины металлической стружки, то вся генерация тепла произойдёт прямо на краю режущей кромки. Подбирая различную конфигурацию фрезы по металлу и форму её пластин, можно изменять угол врезания в обрабатываемый материал. Тем самым можно изменять толщину формируемой металлической стружки, а выделяемое тепло будет уходить вверх в сменную твердосплавную пластину, где основная масса её твёрдого сплава позволяет ему лучше рассеиваться. Кроме того, не будет создаваться износ прямо на переднем крае режущей кромки. Каналы для внутреннего подвода СОЖ, если они присутствуют в качестве дополнения, могут быть очень полезны в сочетании с подачей СОЖ под
высоким давлением. Эвакуация стружки из зоны резания может быть облегчена при сухом фрезеровании, но с помощью использования охлаждения воздушным потоком. Это очень шумный вариант, и не каждый металлообрабатывающий фрезерный станок имеет такую возможность. При фрезеровании на горизонтально-фрезерном обрабатывающем станке эвакуация металлической стружки обычно не является большой проблемой. А при вертикальном процессе фрезерования или во время механической обработки в полости необходимо обязательно подводить воздушный поток, чтобы не перерезать повторно уже образовавшуюся металлическую стружку.
Эвакуация стружки из зоны резания может быть облегчена при сухом фрезеровании, но с помощью использования охлаждения воздушным потоком. Это очень шумный вариант, и не каждый металлообрабатывающий фрезерный станок имеет такую возможность. При фрезеровании на горизонтально-фрезерном обрабатывающем станке эвакуация металлической стружки обычно не является большой проблемой. А при вертикальном процессе фрезерования или во время механической обработки в полости необходимо обязательно подводить воздушный поток, чтобы не перерезать повторно уже образовавшуюся металлическую стружку.
Количество зубьев фрезы
Фреза по металлу должна обладать количеством зубьев, необходимых для успешного фрезерования данного конкретного материала. Ещё их выбор должен быть основан на способе формирования металлической стружки. Например, при фрезеровании чугуна у корпусной фрезы должен быть очень мелкий шаг зубьев, потому что стружка у чугуна мелкая и сыпучая. Это позволяет удалять большие объёмы чугуна без проблем с эвакуацией стружки из зоны резания. Чем больше зубьев будет на фрезе по металлу, тем выше будет подача на один её оборот, а это приводит к повышению производительности. Угла наклона режущих зубьев могут быть переменными, в стружечные канавки между ними могут быть расположены неравномерно, что в общем плане помогает снизить или практически убрать любую вибрацию и резонанс. Неравное пространство между зубьями фрезы по металлу помогает демпфировать вибрацию, возникающую во время процесса фрезерования. Если все режущие кромки имеют одинаковый угол наклона, а также и все зубья равномерно разнесены по диаметру фрезы, то при её работе возникают некоторые резонансные колебания, и, как правило, они всё больше и больше усиливаются с течением времени. При фрезеровании фрезой по металлу с переменными углами наклона режущих кромок сразу заметна большая разница в качестве обрабатываемой поверхности, а нечётное количество зубьев помогает держать возникающие вибрации на нуле. Чем большее количество зубьев фрезы будет находится в контакте с обрабатываемой заготовкой, тем труднее может стать эвакуация стружки из зоны резания. Если происходит фрезерная обработка большой торцевой корпусной фрезой по металлу диаметром 250мм площадки шириной 200мм, то обязательно в зацеплении с обрабатываемым материалом будет много зубьев, а их точное количество будет зависеть от шага. В этих ситуациях становится чуть сложнее создавать идеальную стружку.
Что можно сделать в ситуациях, когда эвакуация металлической стружки из зоны резания является большой проблемой? Попробовать пройти фрезой по металлу в два прохода, то есть снять необходимые припуск с обрабатываемой заготовки за два раза. Иногда лучше использовать фрезу CNC меньшего диаметра и пройти два прохода по заготовке, чтобы создать идеальное образование стружки и её удаление из зоны фрезерования. Правда, многое зависит и от фрезеруемого материала. Например, существует большая разница между стружкой, образующейся при фрезеровании легкообрабатываемого алюминия, и стружкой, полученной при фрезеровании труднообрабатываемой стали.
Если происходит фрезерная обработка большой торцевой корпусной фрезой по металлу диаметром 250мм площадки шириной 200мм, то обязательно в зацеплении с обрабатываемым материалом будет много зубьев, а их точное количество будет зависеть от шага. В этих ситуациях становится чуть сложнее создавать идеальную стружку.
Что можно сделать в ситуациях, когда эвакуация металлической стружки из зоны резания является большой проблемой? Попробовать пройти фрезой по металлу в два прохода, то есть снять необходимые припуск с обрабатываемой заготовки за два раза. Иногда лучше использовать фрезу CNC меньшего диаметра и пройти два прохода по заготовке, чтобы создать идеальное образование стружки и её удаление из зоны фрезерования. Правда, многое зависит и от фрезеруемого материала. Например, существует большая разница между стружкой, образующейся при фрезеровании легкообрабатываемого алюминия, и стружкой, полученной при фрезеровании труднообрабатываемой стали.
Другие параметры фрезы
При торцевом фрезеровании наиболее часто используется фреза по металлу с углом наклона пластин 45 градусов. Однако, если станок не является достаточно жёстким или не имеет достаточной мощности шпинделя для идеального удаления металла, можно использовать высокоскоростное фрезерование с низкой загрузкой. Небольшая глубина резания при ускоренных величинах подачи являются отличительной чертой такого типа фрезерования. В то время, как качество обрабатываемой поверхности при нагруженном фрезеровании может получиться неудовлетворительным, потому что при нехватке мощности шпинделя станка будут оставаться заметные линии траектории, то при высокоскоростном фрезеровании не будет такой проблемы, и может быть использован станок с меньшей мощностью шпинделя. Например, если у есть фрезерный станок с конусом шпинделя BT40, но на нём нужно удалить большой объём материала, то фрезерование на высокой подаче может быть лучшим вариантом. При этом типе фрезерования силы резания направляются в большей степени в осевом направлении вверх по оси шпинделя, что облегчает нагрузку на станок, поскольку именно в таком случае жёсткость системы снижается немного. Это подходящий вариант для металлообрабатывающих производств, у которых есть только маленькие фрезерные станки с невысокой мощностью шпинделя. Зная максимальную глубину резания, которую нужно удалить, и мощность шпинделя фрезерного станка, можно создать правильную стратегию фрезерования, основанную на том, сколько проходов нужно пройти в итоге. Корпусная фреза большего диаметра требует большой мощности из-за высоких сил резания при одновременном врезании своих зубьев в обрабатываемый материал. Применение таких фрез на ЧПУ металлорежущих станках с низкой мощностью шпинделя может привести к потере производительности из-за того, что фреза по металлу должна работать на пониженных режимах резания. Если мощность станка или его жёсткость слишком мала, то также возможно значительное снижение стойкости фрезы по металлу.
Это подходящий вариант для металлообрабатывающих производств, у которых есть только маленькие фрезерные станки с невысокой мощностью шпинделя. Зная максимальную глубину резания, которую нужно удалить, и мощность шпинделя фрезерного станка, можно создать правильную стратегию фрезерования, основанную на том, сколько проходов нужно пройти в итоге. Корпусная фреза большего диаметра требует большой мощности из-за высоких сил резания при одновременном врезании своих зубьев в обрабатываемый материал. Применение таких фрез на ЧПУ металлорежущих станках с низкой мощностью шпинделя может привести к потере производительности из-за того, что фреза по металлу должна работать на пониженных режимах резания. Если мощность станка или его жёсткость слишком мала, то также возможно значительное снижение стойкости фрезы по металлу.
Тип шпинделя является другим параметром. Чем больше шпиндель, тем легче ему справиться с силами резания, создаваемыми в процессе фрезерования. Жёсткость всей системы и стабильность процесса также является ключевым фактором. И, чем выше скорость удаления металла с поверхности обрабатываемой заготовки, тем более важным становится её стабильное закрепление. Вибрации, вызванные недостаточным закреплением заготовки или шпиндельной зажимной оснастки, а также нежёстким станком, не создадут ничего, кроме лишних проблем. Использование более крупногабаритных фрез со сменными твердосплавными пластинами, как правило, означает их большее зацепление с заготовкой, так что возникают более высокие силы резания и потребляется более высокая мощность оборудования. Это может привести к нежелательному появлению вибраций, которые могут повлечь за собой ухудшению срока службы фрезы по стали, сколам на режущих кромках и даже поломке заготовки до состояния неисправимого брака. Обычно советуют использовать надёжную систему закрепления с достаточно надёжной затяжкой крепёжных болтов для обеспечения должной устойчивости корпусной фрезы. Плотная посадка отверстия фрезы на вал оправки также важна из-за возникающих сил, которые могут негативно воздействовать в процессе фрезерования. Основное внимание при работе корпусными фрезами большого диаметра уделяется защите их посадочных площадок за счёт использования картриджей, клиньев или упоров. Это обеспечивает возможность замены картриджа в случае поломки сменной твердосплавной пластины вместо замены всего повреждённого корпуса фрезы. При высокой цене подобных корпусных фрез больших диаметров это является критически важным. Обычно фреза по металлу со средним шагом достигает оптимальной производительности на высоких режимах резания, позволяя снимать большой объём металлической стружки даже на фрезерных станках с невысокой мощностью шпинделя.
Основное внимание при работе корпусными фрезами большого диаметра уделяется защите их посадочных площадок за счёт использования картриджей, клиньев или упоров. Это обеспечивает возможность замены картриджа в случае поломки сменной твердосплавной пластины вместо замены всего повреждённого корпуса фрезы. При высокой цене подобных корпусных фрез больших диаметров это является критически важным. Обычно фреза по металлу со средним шагом достигает оптимальной производительности на высоких режимах резания, позволяя снимать большой объём металлической стружки даже на фрезерных станках с невысокой мощностью шпинделя.
Дополнительную техническую информацию можно прочитать в разделе «Статьи».
Фрезы и инструменты — типы и их назначение (с изображениями)
Обработка с ЧПУ — это широко применяемая субтрактивная технология производства. Системы числового программного управления обеспечивают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
Одним из таких автоматизированных методов изготовления является фрезерование с ЧПУ. Это процесс, при котором роторные фрезы удаляют материал, что делает его противоположным токарным станкам с ЧПУ.
Фрезерные центры не только автоматически выполняют резку, но и меняют инструменты.В среднем процессе создания готового изделия, например, из металлической глыбы, используются различные инструменты.
Итак, давайте посмотрим, какие фрезерные инструменты используются на станках и для чего они предназначены.
Какие бывают фрезы?
Наиболее распространенные типы фрез:
- Концевая фреза
- Торцевая фреза
- Шарорез
- Слябовый стан
- Фреза боковая
- Эвольвентный зуборез
- Мухорезка
- Полый стан
- Ракушечная мельница
- Концевая фреза для черновой обработки
- Фреза
- Нож для ершей по дереву
Во-первых, мы должны начать с одного из основных вопросов.
В чем разница между концевым фрезерованием и торцевым фрезерованием?
Это две наиболее распространенные операции фрезерования, в каждой из которых используются разные типы фрез — фреза и торцевая фреза. Разница между концевым фрезерованием и торцевым фрезерованием заключается в том, что концевая фреза использует как конец, так и стороны фрезы, тогда как торцевое фрезерование используется для горизонтального фрезерования.
Концевая фреза
У этих инструментов обычно плоское дно, но не всегда.Также доступны круглые и закругленные фрезы. Концевые фрезы похожи на сверла в том смысле, что они могут резать в осевом направлении. Но преимущество фрезерования заключается в возможности поперечной резки.
Торцевая фреза
Торцевое фрезерование
Торцевые фрезы не режут в осевом направлении. Вместо этого режущие кромки всегда расположены по бокам режущей головки. Режущие зубья представляют собой сменные твердосплавные пластины.
Это увеличивает срок службы инструмента при сохранении хорошего качества резки.
Шарорез
Шаровые фрезы, также известные как шаровые мельницы, имеют полусферический режущий наконечник. Цель состоит в том, чтобы поддерживать радиус угла для перпендикулярных граней.
Слябовый стан
Слябовые фрезы не так уж часто используются в современных обрабатывающих центрах. Скорее, они все еще используются с ручными фрезерными станками для быстрой обработки больших поверхностей. Вот почему фрезерование слябов часто называют фрезерованием поверхности.
Сама плита вращается в горизонтальном положении между шпинделем и опорой.
Фреза боковая
Предшественник концевой фрезы. Бокорезы имеют зубья по окружности и с одной стороны. Это делает функциональность очень похожей на концевые фрезы, но их популярность с годами пошла на убыль с развитием других технологий.
Эвольвентная зуборезка
Есть специальный режущий инструмент для фрезерования эвольвентных шестерен. Существуют различные фрезы для изготовления шестерен с определенным количеством зубьев.
Мухорезка
Эти инструменты выполняют ту же функцию, что и торцевые фрезы. Они состоят из центрального корпуса, вмещающего одну или две насадки (двусторонние фрезы).
Торцевые фрезы лучше подходят для качественной резки. Фрезы для мух просто дешевле, и режущие насадки часто изготавливаются в магазине машинистом, а не покупаются в магазинах.
Полая мельница
Полое фрезерование
Пустотные фрезы в основном противоположны торцевым фрезам. Здесь заготовка подается во внутреннюю часть фрезы для получения цилиндрической формы.
Здесь заготовка подается во внутреннюю часть фрезы для получения цилиндрической формы.
Концевая фреза для черновой обработки
Как следует из названия, это в значительной степени концевые фрезы с небольшой разницей. Концевая фреза для черновой обработки имеет зазубрины. Это ускоряет процесс резки по сравнению с обычной концевой фрезой.
Обрезанные кусочки металла меньше обычных, поэтому их легче очистить. С заготовкой одновременно контактируют несколько зубцов. Это снижает стук и вибрацию, которые в противном случае могли бы быть больше из-за неровностей зубьев.
Резак по дереву
Woodruff или фрезы для шпоночных пазов и пазов используются для разрезания пазов на детали, например валы. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для шлифовальных шпонок.
Резьбовая фреза
Название этого инструмента говорит все, что вам нужно знать о его назначении. Для изготовления резьбовых отверстий используются резьбовые фрезы.
Нарезание резьбы обычно выполняется на буровом оборудовании.Однако использование резьбовой фрезы более стабильно и имеет меньше ограничений для окружающей среды.
Какие материалы используются для режущих инструментов?
Как видите, существует множество различных станков для самых разных целей. То же самое и с материалами, из которых изготовлены эти инструменты.
Давайте копнем глубже и рассмотрим наиболее распространенные материалы для фрезерных бит.
Углеродистая сталь
Самый дешевый из всех. И именно поэтому он до сих пор находит применение.Поскольку углеродистая сталь не очень долговечна, она подходит только для низкоскоростных операций.
Углеродистая стальтеряет твердость при 200 ° C. Это является причиной более низких скоростей — для сохранения низкого теплового эффекта.
быстрорежущая сталь
Быстрорежущая сталь, марка инструментальной стали, содержит несколько легирующих элементов, которые обеспечивают лучшую реакцию на нагрев и износ, чем обычная углеродистая сталь. По мере того, как жизненный цикл такого инструмента увеличивается, увеличивается и его стоимость.
По мере того, как жизненный цикл такого инструмента увеличивается, увеличивается и его стоимость.
Теряет твердость при 600 ° С.Поэтому для этих инструментальных сталей подходят более высокие скорости фрезерования.
Твердые сплавы
Этот материал тверже, чем быстрорежущая сталь, но его прочность не так впечатляет. Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни вязкости делают его немного более восприимчивым к растрескиванию и выкрашиванию.
Верхняя температура использования составляет 900 ° C.
Резка керамики
Режущая керамика даже тверже, чем твердый сплав, но проигрывает в отношении прочности.И оксид алюминия, и нитрид кремния используются для производства этих инструментов с различными свойствами.
Режущие керамические инструменты склонны к растрескиванию при работе с твердыми материалами и при высоких температурах. Поэтому, например, они не подходят для обработки стали. В противном случае следует ожидать короткого срока службы инструмента.
Выбор подходящего станка
Как правило, в производстве выбор метода или инструмента сводится к достижению баланса между скоростью, стоимостью и качеством.Стоимость зависит как от цены инструмента, результата механической обработки износа, так и от времени, необходимого (скорости) для изготовления деталей.
Выбор материала инструмента
Обычные углеродистые стали обычно исключаются из списка опций из-за их ограниченных возможностей. Поэтому HSS (быстрорежущая сталь) является наиболее дешевым материалом для выполнения работы. В то же время скорость его износа означает, что в долгосрочной перспективе есть варианты получше.
Кобальтосодержащая быстрорежущая сталь, например, подходит для еще более быстрого фрезерования.Это делает их достаточно подходящими для большинства работ.
Твердый сплав — это еще один шаг к высокопроизводительному фрезерованию благодаря вышеупомянутым свойствам таких фрезерных станков. В конечном итоге они являются более экономичным выбором, в то время как первоначальные затраты выше.
В конечном итоге они являются более экономичным выбором, в то время как первоначальные затраты выше.
Диаметр
Это довольно просто. Инструмент большого диаметра может быстрее фрезеровать деталь. Ограничения применяются в зависимости от геометрии конечной детали.
Например, если необходимы определенные внутренние радиусы, инструмент не может отклоняться от них.В то же время вы можете использовать большой инструмент для фрезерования основной части и применить меньший инструмент для обработки внутренних углов.
Покрытие инструмента
Существуют различные покрытия для защиты инструментов от износа. Например, покрытие из нитрида титана увеличивает срок службы инструмента, но также увеличивает его стоимость.
Такое покрытие снижает липкость режущего материала, что может быть проблемой для алюминия. Следовательно, во время резки требуется меньше смазки.
Количество канавок
Канавки — это каналы на фрезерной коронке. Чем больше канавок, тем выше скорость подачи, потому что удаляется меньше материала.
В то же время это увеличивает общий диаметр фрезы. Это оставляет меньше места для стружки.
Угол наклона спирали
Угол наклона спирали вместе со скоростью вращения шпинделя определяет скорость резания или скорость подачи. Более крутой угол подходит для более мягких материалов и металлов.
Чтобы выбрать подходящие фрезы для вашей работы, необходимо понимание материалов, параметров и определенно некоторый опыт.Конечный результат зависит от этого выбора, и машинист должен понимать, какие фрезы подходят для резки различных материалов.
Хороший выбор приводит к высокой подаче и, следовательно, к сокращению времени резки, а также к снижению затрат.
При выборе службы обработки с ЧПУ убедитесь, что у них есть все необходимые инструменты для изготовления ваших деталей.
Фрезерование | Walter Tools
Объединенный опыт — в трех продуктовых линейках
Чтобы вы могли еще больше оптимизировать ваши приложения для обработки металлов при фрезеровании и спроектировать их для еще большей эффективности, мы разрабатываем фрезы, которые обеспечивают высокую производительность и первоклассные идеальные результаты. Заготовка за заготовкой. На любой машине. Например, при фрезеровании торца и уступа, фрезеровании пазов и копировальном фрезеровании. Линии продуктов Water’s Perform, Advance и Supreme предлагают гибкие инструменты, изготовленные по индивидуальному заказу. Фрезы этих линий созданы для достижения высококачественных результатов при минимальных затратах. Фрезы линейки Perform впечатляют при обработке малых и средних партий, потому что эти фрезы подходят для широкого спектра применений и совместимы с различными материалами, такими как сталь, нержавеющая сталь и алюминий.Фрезы линейки Advance сочетают в себе низкую стоимость с превосходными характеристиками и широким ассортиментом продукции, и эти фрезы рекомендуются для обработки средних партий. Высококачественные фрезы линейки Supreme — лучший выбор там, где требуются высокие скорости резания и длительный срок службы инструмента для обработки больших объемов.
Заготовка за заготовкой. На любой машине. Например, при фрезеровании торца и уступа, фрезеровании пазов и копировальном фрезеровании. Линии продуктов Water’s Perform, Advance и Supreme предлагают гибкие инструменты, изготовленные по индивидуальному заказу. Фрезы этих линий созданы для достижения высококачественных результатов при минимальных затратах. Фрезы линейки Perform впечатляют при обработке малых и средних партий, потому что эти фрезы подходят для широкого спектра применений и совместимы с различными материалами, такими как сталь, нержавеющая сталь и алюминий.Фрезы линейки Advance сочетают в себе низкую стоимость с превосходными характеристиками и широким ассортиментом продукции, и эти фрезы рекомендуются для обработки средних партий. Высококачественные фрезы линейки Supreme — лучший выбор там, где требуются высокие скорости резания и длительный срок службы инструмента для обработки больших объемов.Полная система
От концевых фрез из твердого сплава или быстрорежущей стали (HSS) до специальных решений со сменными пластинами. Чтобы предоставить вам лучшую фрезу для любого станка, любой задачи обработки и любого материала, используются различные сплавы материалов режущего инструмента и специальные покрытия поверхности, адаптированные к обрабатываемому материалу.В результате получаются инструменты для фрезерования, которые идеально сочетают в себе высокую прочность материала режущего инструмента с высокой износостойкостью поверхности. Оптимизированная форма и геометрия наших инструментов — это свойства, которые гарантируют значительные преимущества и максимальную точность при производстве ваших фрезерованных деталей. От хвостовика до режущей кромки — до последней детали. Для вас это означает: как опытный партнер по обработке ваших фрезерованных деталей, Walter предоставляет вам инновационные прецизионные инструменты практически для любых задач и приложений.От твердосплавных мини-фрез диаметром 0,1 мм до торцевых фрез с твердосплавными пластинами диаметром 315 мм. Благодаря большому выбору фрезерных инструментов и форм вы всегда найдете идеальное решение для вашей заготовки и требований к материалам. Вы получаете выгоду от длительного срока службы инструмента, большого объема обработки, низкого износа, сокращения времени обработки и высокого качества обработки поверхности. Для всех обычно используемых материалов: таких как сталь, нержавеющая сталь, чугун, цветных металлов, таких как алюминий, до жаропрочных сплавов или пластмасс.Кусочек за кусочком. Независимо от того, обрабатываете ли вы очень сложные трехмерные отдельные детали или выполняете торцевое фрезерование плоских поверхностей.
Благодаря большому выбору фрезерных инструментов и форм вы всегда найдете идеальное решение для вашей заготовки и требований к материалам. Вы получаете выгоду от длительного срока службы инструмента, большого объема обработки, низкого износа, сокращения времени обработки и высокого качества обработки поверхности. Для всех обычно используемых материалов: таких как сталь, нержавеющая сталь, чугун, цветных металлов, таких как алюминий, до жаропрочных сплавов или пластмасс.Кусочек за кусочком. Независимо от того, обрабатываете ли вы очень сложные трехмерные отдельные детали или выполняете торцевое фрезерование плоских поверхностей.
8 лучших фрезерных инструментов для резки с ЧПУ
В режущих инструментах с ЧПУ нет ничего нового. С незапамятных времен люди создавали и совершенствовали инструменты — от первых каменных топоров до самых передовых концевых фрез. В этой статье мы рассмотрим 8 основных фрезерных инструментов, которые составляют основу любой профессиональной обработки. Прежде чем вы даже начнете думать о каналах и скоростях, вам нужно разобраться в этих основах.Конечно, мы не можем охватить все в одном коротком блоге, поэтому воспринимайте это как фундаментальные знания, которые можно использовать, когда вы сталкиваетесь с различными или специальными инструментами.
Материалы фрезерного инструмента с ЧПУПрежде чем переходить к каждому инструменту, давайте сосредоточимся на том, что у них общего — материале инструмента и основных операциях. Наиболее распространенные материалы, с которыми вы столкнетесь в фрезерных инструментах с ЧПУ, включают:
Углеродистая стальЭто самый недорогой материал из всех, всего 0 штук.6-1,5% углерода с небольшими количествами марганца и кремния. Обычно этот материал используется для низкоскоростных операций в спиральных сверлах, формовочных инструментах, фрезах и токарных станках.
Быстрорежущая сталь (HSS) Этот материал сочетает в себе хром, вольфрам и молибден, что обеспечивает улучшенную твердость, ударную вязкость и износостойкость HSS по сравнению с углеродистой сталью. Инструменты из быстрорежущей стали обычно дороже других, но они долговечны и обеспечивают высокую производительность съема как черных, так и цветных металлов.
Инструменты из быстрорежущей стали обычно дороже других, но они долговечны и обеспечивают высокую производительность съема как черных, так и цветных металлов.
Этот материал более устойчив к износу, чем HSS, и склонен к сколам вместо равномерного износа с течением времени. По этой причине твердый сплав используется в основном для чистовой обработки на новых фрезерных станках или станках с меньшим износом шпинделя. Обычно твердосплавные инструменты изготавливаются путем спекания карбида с другим металлом, таким как вольфрам, титан или тантал, что придает этим инструментам высокую термостойкость и делает их идеальными для высококачественной обработки поверхности.
КерамикаКерамика устойчива к коррозии и изготовлена из оксида алюминия и нитрида кремния. Их термостойкость и износостойкость означают, что они могут работать в условиях высокотемпературной резки, в отличие от других инструментов. Эти инструменты обычно идеально подходят для обработки чугуна, твердых сталей и жаропрочных сплавов.
Основы фрезерного и режущего инструмента с ЧПУНезависимо от того, используете ли вы концевую фрезу из быстрорежущей стали или углеродистой стали, все ваши инструменты будут работать одинаково.Принципы направления вращения, стружкообразования, нагрузки стружки и ориентации фрезерования будут сопровождать вас на протяжении всей вашей карьеры машиниста.
Направление вращенияКаждый инструмент, за исключением тех, которые обозначены как левый, например, метчик для левой руки, будет вращаться по часовой стрелке, если смотреть вниз на деталь со шпинделя станка.
Образование стружкиРежущие инструменты удаляют металл из блока материала посредством резки по вызову процесса.Это приведет к выталкиванию металла вверх через канавки инструмента, когда он движется через материал.
Чип нагрузка Толщина материала, выбрасываемого из инструмента, называется нагрузкой на стружку. Многие приложения CAM показывают расчетную нагрузку на стружку на основе выбранных параметров инструмента, скорости шпинделя и линейной скорости подачи. Они также могут программировать подачи и скорости на основе желаемой загрузки стружки в качестве входных данных. Наблюдение за размером, формой и цветом стружки может помочь опытному станочнику регулировать скорость резания на лету.
Многие приложения CAM показывают расчетную нагрузку на стружку на основе выбранных параметров инструмента, скорости шпинделя и линейной скорости подачи. Они также могут программировать подачи и скорости на основе желаемой загрузки стружки в качестве входных данных. Наблюдение за размером, формой и цветом стружки может помочь опытному станочнику регулировать скорость резания на лету.
Обычное фрезерование традиционно используется на ручных станках, где важно минимизировать люфт. В этом направлении резания инструмент режет от небольшого количества материала до большей толщины, трясь о материал через разрез.
Станкис ЧПУ, которые имеют более высокую жесткость и значительно менее подвержены люфту, будут использовать процесс фрезерования с подъемом, когда инструмент продвигается через материал от максимальной до минимальной толщины.Этот процесс резания позволяет теплу покидать резку вместе со стружкой, уменьшая тепловыделение и износ инструмента, обеспечивая при этом лучшее качество поверхности, чем при обычном фрезеровании.
8 лучших инструментов с ЧПУ # 1 — Концевые фрезыНужно начать отрезать много материала? Концевые фрезы — ваш ответ. Хотя концевые фрезы могут иметь разные формы, они обычно имеют острые режущие канавки на концах и сторонах и могут использоваться в различных областях резки:
| Боковое фрезерование Используется для обработки кромочной поверхности детали. | Изображение любезно предоставлено компанией Trulife Engineered Solutions. |
| Торцевое фрезерование Используется для обработки верхней грани детали. | Изображение любезно предоставлено блогом «Машиностроение». |
| Фрезерование пазов Используется для обработки между двумя краевыми поверхностями. | Изображение любезно предоставлено Custom Part Net. |
| Плунжерное фрезерование Используется для обработки по оси Z, требует концевую фрезу с центрированием. | Изображение любезно предоставлено Journal of Materials Processing Technology. |
| Разгон Используется для одновременной обработки в радиальном и осевом направлении, что приводит к угловой траектории. Траектории движения инструмента могут быть круговыми или линейными. | Изображение любезно предоставлено компанией Harvey Performance. |

Все концевые фрезы имеют одинаковую базовую анатомию. Общую длину инструмента можно разрезать на две части: хвостовик и отрезок.Хвостовик зажимается в держателе инструмента, а длина резки включает такие элементы, как канавки и режущие кромки.
Изображение предоставлено Makezine.
Покрытия на концевых фрезах повышают твердость, увеличивают срок службы инструмента и позволяют увеличить скорость резания. К наиболее популярным покрытиям относятся:
- Нитрид титана (TiN) . Стандартная отделка используется для легированной стали, алюминия и пластика.
- Карбонитрид титана (TiCN) . Обеспечивает лучшую износостойкость, чем TiN.
- Нитрид титана Super-Life (Al-TiN) . Лучшее покрытие для высоких скоростей подачи и высоких температур.
Плоские концевые фрезы из быстрорежущей стали с титановым покрытием. Изображение любезно предоставлено Champion Cutting Tool.
Центральное и нецентровое резание Концевые фрезы бывают либо с центрированием, либо без центров. По сути, это способность инструмента резать прямо в материале без предварительного просверливания отверстия. Концевая фреза с центрированием имеет режущие кромки, которые проходят в центр инструмента, что позволяет ему врезаться в материал. Концевая фреза с нецентровой режущей кромкой имеет режущие кромки только сбоку, и для врезания прямо вниз требуется либо пилотное отверстие, либо наклонное движение, либо спиральное движение.
Концевая фреза с нецентровой режущей кромкой имеет режущие кромки только сбоку, и для врезания прямо вниз требуется либо пилотное отверстие, либо наклонное движение, либо спиральное движение.
Каждая концевая фреза включает несколько режущих кромок, которые врезаны в боковую часть инструмента. Они обеспечивают легкий путь для выброшенной стружки, когда ваш инструмент срезает блок материала.
Существуют конфигурации канавок от одной до 8 или более канавок.Какой из них лучше? Это зависит от материала, который вы хотите разрезать, и от того, с чем может справиться ваша машина. Например, при резке чего-то вроде алюминия образуются большие стружки. Использование фрезы со слишком большим количеством канавок может помешать эффективному удалению стружки, что приведет к засорению инструмента и нагреванию инструмента.
Изображение любезно предоставлено Шапоко.
Вот хорошее практическое правило: чем тверже материал, тем больше канавок вы захотите использовать. Это снизит нагрузку на стружку и улучшит чистоту поверхности.Помните об этих соображениях при выборе между наиболее распространенными флейтами — двумя, тремя и четырьмя:
- Две флейты . Эта конфигурация обеспечивает наибольшее пространство для выброса стружки и идеально подходит для резки более мягких материалов, таких как алюминий.
- Три флейты . Эта конфигурация может работать как с черными, так и с цветными металлами и обеспечивает лучшую отделку деталей и общую прочность.
- Четыре флейты . Дополнительная канавка в этой конфигурации обеспечивает более высокую скорость подачи и более высокое качество обработки, чем установка с двумя или тремя канавками.Однако вы также рискуете уменьшить пространство для удаления стружки и заедать.
| Шаровой нос Конец этой концевой фрезы имеет форму шара, что делает ее идеальной для обработки трехмерных контуров. | Изображение любезно предоставлено Kennametal. |
| Бычий нос У этого инструмента скругленный угол, но плоское дно, и он может создавать скругление на дне стены.Угловой радиус менее подвержен поломке, чем острые углы на плоских концевых фрезах, поэтому концевые фрезы с выпуклым носом часто используются для черновой обработки. | Изображение любезно предоставлено компанией Ingersoll. |
| V-образная насадка (фаска) Эти концевые фрезы достигают острого края и обычно используются для снятия фаски или ломки острых кромок на деталях. Обычно они бывают под углом 90 и 60 градусов, а кончик может быть острым или отшлифованным. | |
| Плоский Это концевые фрезы общего назначения, обычно используемые для фрезерования призматических 2D элементов. | Изображение любезно предоставлено Kennametal. |
| Черновая Зубцы на наконечнике для черновой обработки позволяют быстро удалить большое количество материала, оставляя шероховатую поверхность. | Изображение любезно предоставлено Kennametal. |
 Их закругленные концы образуют высококачественные изогнутые поверхности.
Их закругленные концы образуют высококачественные изогнутые поверхности.Вы воспользуетесь этим инструментом, чтобы создать плоскую область на блоке материала. Обычно это делается на верхней части заготовки, чтобы расплющить ее перед использованием других фрезерных инструментов.Торцевая фреза состоит из одного твердого тела с несколькими режущими пластинами, которые можно менять местами при необходимости. Чем больше фрез, тем быстрее можно удалить металл.
Изображение предоставлено MSC Direct.
# 3 — Фрезы для мух Вам нужно добиться великолепной отделки поверхности? Мухорезы могут сделать это возможным. Эти режущие инструменты движутся по поверхности материала по часовой стрелке, создавая сверхчистый блеск.
Эти режущие инструменты движутся по поверхности материала по часовой стрелке, создавая сверхчистый блеск.
Изображение любезно предоставлено Шерлин.
# 4 — спиральные сверлаСверла имеют коническую режущую кромку с валом с одной или несколькими канавками, как у концевой фрезы.Чаще всего спиральные сверла изготавливаются из быстрорежущей стали (HSS) или твердого сплава. Покрытия золотого цвета, такие как TiN, обычно используются для увеличения твердости сверла, уменьшения износа и увеличения срока службы инструмента.
Изображение любезно предоставлено RS Components.
# 5 — Центровочные сверлаЭти короткие инструменты используются для создания точного конического отверстия перед сверлением, что помогает предотвратить «хождение» бурового долота во время работы или сверление отверстия в неточном месте.Существуют также комбинированные сверла для зенковки и зенковки, с помощью которых можно за одну операцию создать отверстие для винта и зенковку.
Изображение любезно предоставлено Unicorn Tool.
Чертеж сверла, входящего в конусообразное направляющее отверстие, проделанное центрирующим сверлом — изображение любезно предоставлено компанией American Machine Tools.
# 6 — Метчики и резьбовые фрезыМетчики используются для нарезания внутренней резьбы в материале. Однако не все резьбы получаются методом нарезания.Метчики Roll Form вдавливаются в отверстие, после чего материал формируется вокруг метчика. Это отлично подходит для более мягких материалов, таких как алюминий, медь, латунь и пластик. Фрезы аналогичны, но могут нарезать как внутреннюю, так и внешнюю резьбу.
Изображение любезно предоставлено Pixabay.
# 7 — развертки Развертки могут расширять существующие отверстия до определенного допуска, а также улучшать качество поверхности. Вы будете использовать их, чтобы обеспечить точную округлость и диаметр отверстия. Для разверток требуется предварительно просверленное отверстие достаточно близкого размера, чтобы удалить лишь небольшое количество материала.
Для разверток требуется предварительно просверленное отверстие достаточно близкого размера, чтобы удалить лишь небольшое количество материала.
Изображение любезно предоставлено компанией Carbide and Diamond Tooling.
# 8 — Держатели инструмента| Держатели цельных концевых фрез Концевые фрезы с фаской Weldon фиксируются установочным винтом, который обеспечивает надежный захват и минимальную потерю соосности. | Изображение любезно предоставлено Glacern. |
| Держатель цанги ER Цанги ER могут вмещать инструменты самых разных размеров и типов.Несмотря на то, что они известны своей универсальностью, они менее надежны, чем держатели гидравлических, термоусадочных и концевых фрез. | Изображение любезно предоставлено Micro Machine Shop. |
| Цанговые патроны Они обладают большей силой захвата, чем цанговые патроны, и более жесткие и точные. Вы обнаружите, что они используются в высокоскоростных приложениях с более крупными инструментами. | Изображение любезно предоставлено Glacern. |
| Патроны для сверл Сверлильные патроны представляют собой удобный держатель для обычных работ по сверлению отверстий, что упрощает переключение между сверлами.Вы также можете использовать цанговый патрон в качестве замены патронам для сверл. | Изображение любезно предоставлено Amazon. |
| Гидравлические держатели и держатели горячей посадки В этих специальных держателях используется жидкое или тепловое расширение для центрирования и сжатия инструмента. Оба обеспечивают отличную соосность инструмента. | Изображение предоставлено Machinery Market. |
Правильный выбор инструмента с ЧПУ для работы настроит вас на успех обработки. Хотя существует множество других инструментов, с которыми вы столкнетесь в процессе своей карьеры в области механической обработки, этот список послужит основой для дальнейшего развития. Ознакомьтесь с тем, как работает каждый из них, убедитесь, что выяснили, какие инструменты важны для приложений вашего конкретного магазина, и со временем вы будете знать, как выполнять любую работу, которая встречается на вашем пути.
Хотя существует множество других инструментов, с которыми вы столкнетесь в процессе своей карьеры в области механической обработки, этот список послужит основой для дальнейшего развития. Ознакомьтесь с тем, как работает каждый из них, убедитесь, что выяснили, какие инструменты важны для приложений вашего конкретного магазина, и со временем вы будете знать, как выполнять любую работу, которая встречается на вашем пути.
Требуется сгенерировать некоторые траектории для будущей детали? Попробуйте Fusion 360 бесплатно сегодня!
Глава 12: Фрезы и операции | Применение режущего инструмента
В металлообработке используются два основных типа режущего инструмента: одноточечный и многоточечный.По сути, они похожи. Фрезу можно создать, сгруппировав несколько одноточечных инструментов в круглом держателе.
Фрезерование — это процесс создания обработанных поверхностей путем постепенного удаления заданного количества материала с заготовки, который продвигается с относительно низкой скоростью подачи к фрезу, вращающейся со сравнительно высокой скоростью. Характерной особенностью процесса фрезерования является то, что каждый зуб фрезы снимает свою долю припуска в виде мелких отдельных стружек.
Типы фрез
Разнообразие доступных фрез делает фрезерование универсальным процессом обработки. Фрезы производятся в большом размере. Фрезы изготавливаются из быстрорежущей стали (HSS), другие имеют твердосплавные пластины, а многие из них являются сменными или индексируемыми пластинами.
Периферийные фрезы — Периферийные фрезы обычно устанавливаются на оправку для выполнения различных операций. Обычные фрезы из быстрорежущей стали включают в себя фрезу со ступенчатым зубом, боковую фрезу, плоскую фрезу, одноугловую фрезу, двухугловую фрезу, выпуклую фрезу, вогнутую фрезу и фрезу с закругленными углами.
Плоская фреза для легких режимов работы — Фреза общего назначения для периферийного фрезерования. Узкие фрезы имеют прямые зубья, а широкие — винтовые.
Плоская фреза для тяжелых условий эксплуатации — Подобна фрезу для легких режимов работы, за исключением того, что она используется для более высоких скоростей съема металла. Чтобы помочь ему в этой функции, зубцы расположены шире, а угол наклона спирали увеличен примерно до 45 градусов.
Боковая фреза — Имеет режущую кромку по бокам и по периферии.Это позволяет фрезу фрезеровать пазы.
Фреза с половинной стороной — То же, что и описанная ранее, за исключением того, что режущие кромки имеются с одной стороны. Используется для фрезерования уступов. Две фрезы этого типа часто устанавливаются на одной оправке для двухкоординатного фрезерования.
Боковая фреза со смещенными зубьями — То же, что и боковая фреза, за исключением того, что зубья расположены со смещением, так что каждый второй зуб режет на заданной стороне паза. Это позволяет выполнять глубокие и тяжелые пропилы.
Угловые фрезы — Периферийные режущие кромки лежат на конусе, а не на цилиндре. Может быть предусмотрен одинарный или двойной угол.
Концевая фреза — Имеет периферийные режущие кромки плюс торцевые режущие кромки на одном конце. В нем есть отверстие для болта, чтобы прикрепить его к шпинделю.
Формовочная фреза — Периферийная фреза, кромка которой имеет форму, позволяющую создавать особую конфигурацию на поверхности. Одним из примеров является фреза для зубьев шестерни.На поверхности заготовки воспроизводится точный контур режущей кромки формовочной фрезы.
Концевые фрезы — Концевые фрезы могут использоваться на вертикальных и горизонтальных фрезерных станках для выполнения различных операций торцевания, обработки пазов и профилирования. Цельнотянутые концевые фрезы изготавливаются из быстрорежущей стали или спеченного карбида. Другие типы, такие как концевые фрезы и фрезы, состоят из режущих инструментов, которые прикручены болтами или иным образом прикреплены к адаптерам.
Цельнокроеные концевые фрезы — Цельные концевые фрезы имеют две, три, четыре или более канавок и режущие кромки на торце и периферии.Две концевые фрезы с канавками можно подавать прямо вдоль их продольной оси в твердый материал, поскольку режущие поверхности на концах встречаются. Фрезы с тремя и четырьмя канавками с одной торцевой режущей кромкой, выступающей за центр фрезы, также можно подавать непосредственно в твердый материал.
Цельнокроеные концевые фрезы бывают односторонние или двусторонние, с прямым или коническим хвостовиком. Концевая фреза может быть короткой с короткими режущими канавками или очень длинной для проникновения в глубокие полости. На концевых фрезах, предназначенных для эффективной резки алюминия, угол наклона спирали увеличен для улучшения режущего действия и удаления стружки, а канавки можно полировать.
Специальные концевые фрезы — Шаровые концевые фрезы доступны в диаметрах от 1/32 до 2-1 / 2 дюйма, одностороннего и двустороннего типов. Одноцелевые концевые фрезы, такие как фрезы Woodruff со шпоночным шлицем, фрезы для закругления углов и фрезы «ласточкин хвост», используются как на вертикальных, так и на горизонтальных фрезерных станках. Обычно они изготавливаются из быстрорежущей стали и могут иметь прямой или конический хвостовик.
Номенклатура фрезы — Что касается режущего действия по металлу, подходящие углы на зубе — это те, которые определяют конфигурацию режущей кромки, ориентацию поверхности зуба и рельеф для предотвращения трения о землю .
Внешний диаметр — Диаметр окружности, проходящей через периферийные режущие кромки. Это размер, используемый вместе со скоростью шпинделя для определения скорости резания (SFPM).
Диаметр корня — Этот диаметр измеряется по окружности, проходящей через нижнюю часть галтели зуба.
Зуб — Зуб — это часть фрезы, начинающаяся от корпуса и заканчивающаяся периферийной режущей кромкой. Сменные зубы называют вкладышами.
Лицевая поверхность зуба — Лицевая поверхность зуба — это поверхность между галтелем и режущей кромкой, по которой стружка скользит во время ее формирования.
Земля — Область за режущей кромкой на зубе, которая очищена во избежание столкновения, называется площадкой.
Канавка — Канавка — это пространство, предназначенное для прохождения стружки между зубьями.
Угол зазора — Угол зазора измеряется между лицевой стороной зуба и задней частью зуба непосредственно впереди.
Скругление — Скругление — это радиус в нижней части канавки, предназначенный для обеспечения стекания стружки и ее скручивания.
Вышеуказанные термины применимы в первую очередь к фрезам, в частности к гладким фрезам. При определении конфигурации зубьев фрезы важны следующие термины.
Периферийная режущая кромка — Режущая кромка, выровненная в основном в направлении оси фрезы, называется периферийной режущей кромкой.При периферийном фрезеровании именно эта кромка удаляет металл.
Торцевая режущая кромка — Лицевая режущая кромка — это кромка для удаления металла, ориентированная в основном в радиальном направлении. При боковом и торцевом фрезеровании эта кромка фактически образует новую поверхность, хотя периферийная режущая кромка все еще может снимать большую часть металла. Это соответствует торцевой режущей кромке одноточечных инструментов.
Угол спуска — Этот угол измеряется между площадкой и касательной к режущей кромке на периферии.
Свободный угол — Предназначен для освобождения места для стружки и образования канавки.
Радиальный передний угол — Угол между поверхностью зуба и радиусом фрезы, измеренный в плоскости, перпендикулярной оси фрезы.
Осевой передний угол — Измеряется между периферийной режущей кромкой и осью фрезы, если смотреть радиально на точку пересечения.
Угол установки лезвия — Когда в корпусе резака имеется прорезь для лезвия, угол между основанием прорези и осью резака называется углом установки лезвия.
Сменные фрезы
Существует множество зажимных систем для сменных пластин в корпусах фрез.
Клиновой зажим — Фрезерные пластины уже много лет зажимаются с помощью клиньев в индустрии режущего инструмента. Этот принцип обычно применяется одним из следующих способов: либо клин спроектирован и ориентирован так, чтобы поддерживать пластину во время зажима, либо клин зажимает режущую поверхность пластины, прижимая пластину к корпусу фрезы.Когда клин используется для поддержки пластины, он должен поглощать всю силу, возникающую во время резания. Вот почему предпочтение отдается клиновому зажиму на режущей поверхности пластины, поскольку этот метод передает нагрузки, возникающие при прорезании пластины, на корпус резца.
Однако система клинового зажима имеет два явных недостатка. Во-первых, клин покрывает почти половину режущей поверхности пластины, препятствуя нормальному потоку стружки и вызывая преждевременный износ корпуса фрезы, а во-вторых, высокие зажимные усилия, вызывающие деформацию зажимного элемента и корпуса фрезы, могут и часто будут результатом.Чрезмерное усилие зажима может вызвать достаточную деформацию корпуса фрезы, так что в некоторых случаях при загрузке пластин в корпус фрезы последний паз пластины будет сужен до точки, в которой последняя пластина не войдет в корпус. Когда это происходит, несколько уже загруженных пластин удаляются и сбрасываются. Клиновой зажим можно использовать для зажима отдельных пластин или сменных сменных картриджей фрез.
Винтовой зажим — Этот метод зажима используется в сочетании со вставкой с запрессованной зенковкой или зенковкой.Динамометрический винт часто используется для эксцентрической установки и прижатия пластины к стенкам гнезда для пластины.
Винтовой зажим отлично подходит для концевых фрез малого диаметра, где пространство ограничено. Это также обеспечивает свободный беспрепятственный путь для стружки без клиньев или любого другого препятствующего оборудования. Винтовой зажим обеспечивает меньшее зажимное усилие, чем при использовании клиновой зажимной системы. Однако, когда температура режущей кромки значительно повышается, пластина часто расширяется и вызывает нежелательный эффект повторной затяжки, увеличивая крутящий момент, необходимый для разблокировки винта пластины.Метод винтового зажима может использоваться на шаровых фрезах со сменными пластинами или на фрезах со сменными пластинами и торцевых фрезах.
Винтовой зажим обеспечивает меньшее зажимное усилие, чем при использовании клиновой зажимной системы. Однако, когда температура режущей кромки значительно повышается, пластина часто расширяется и вызывает нежелательный эффект повторной затяжки, увеличивая крутящий момент, необходимый для разблокировки винта пластины.Метод винтового зажима может использоваться на шаровых фрезах со сменными пластинами или на фрезах со сменными пластинами и торцевых фрезах.
Геометрия фрезы
Существует три стандартных геометрии фрезы: двойное отрицательное, двойное положительное и положительное / отрицательное. Каждый из них имеет определенные преимущества и недостатки, которые необходимо учитывать при выборе правильной фрезы для работы.
Двойная отрицательная геометрия — Двойная отрицательная фреза использует только отрицательные пластины, удерживаемые в отрицательном кармане.Это обеспечивает прочность режущей кромки для черновой обработки и прерывистого резания. При определении геометрии фрезы важно помнить, что отрицательная пластина имеет тенденцию отталкивать фрезу, оказывая значительное усилие на заготовку. Это может быть проблемой при обработке слегка удерживаемых деталей или при использовании легких станков. Однако эта тенденция толкать обрабатываемую деталь или отталкивать фрезу от обрабатываемой детали может быть полезной в некоторых случаях, поскольку сила прекращается, чтобы «нагружать» систему, что часто снижает вибрацию.
Двойная положительная геометрия — Двойные положительные резцы используют положительные пластины, удерживаемые в положительных карманах. Это необходимо для обеспечения необходимого зазора для резки. Двойная положительная геометрия фрезы обеспечивает резку с низким усилием, но пластины контактируют с заготовкой в их самом слабом месте — режущей кромке. При фрезеровании с положительным передним углом силы резания стремятся поднять заготовку или втягивать фрезу в работу. Самым большим преимуществом двойного положительного фрезерования является свободное резание. К заготовке прилагается меньшее усилие, поэтому требуется меньшая мощность.
К заготовке прилагается меньшее усилие, поэтому требуется меньшая мощность.
Положительная / отрицательная геометрия — Положительная / отрицательная геометрия фрезы объединяет положительные пластины, удерживаемые в отрицательных карманах. Это обеспечивает положительный осевой прием и отрицательный радиальный передний угол, а также, как и в случае с двойными положительными пластинами, необходимый зазор для резания. В случае фрез с положительным / отрицательным наклоном заготовка контактирует с режущей кромкой в радиальном направлении и с режущей кромкой в осевом направлении. Резак положительного / отрицательного типа может считаться резаком с низким усилием.При положительном / отрицательном фрезеровании доступны некоторые из преимуществ как положительного, так и отрицательного фрезерования.
Угол подъема — Угол подъема — это угол между пластиной и осью фрезы. Чтобы определить, какой угол подъема лучше всего подходит для конкретной операции, необходимо учитывать несколько факторов. Во-первых, угол подъема должен быть достаточно малым, чтобы покрывать глубину резания. Чем больше угол подъема, тем меньшую глубину резания можно выполнить для пластины данного размера. Кроме того, для обрабатываемой детали может потребоваться небольшой угол подъема, чтобы очистить часть или сформировать определенную форму на детали.
Угол подъема также определяет толщину стружки. Чем больше угол подъема для одинаковой скорости подачи или нагрузки стружки на зуб, тем тоньше стружка становится. Как и в одноточечной оснастке, глубина резания распределяется по более длинной поверхности контакта. Следовательно, рекомендуется использовать фрезы с углом подъема, когда целью является максимальное удаление материала. Утончение стружки позволяет увеличить скорость подачи.
Углы подъема могут составлять от нуля до 85 градусов. Наиболее распространенные углы подъема, доступные для стандартных фрез, составляют 0, 15, 30 и 45 градусов.Углы подъема более 45 градусов обычно считаются особыми.
Фрезы с большим углом в плане также обладают большей теплоотдачей. Однако, если при резке можно использовать больше инструмента, как в случае с большими углами подъема, способность инструмента рассеивать тепло будет улучшена. Кроме того, увеличивается осевая сила и уменьшается радиальная сила, что является важным фактором в борьбе с вибрацией.
Геометрия углов фрезерной пластины
Форма и размер индексируемых пластин обсуждались в главе 2.Выбор правильной угловой геометрии, вероятно, является наиболее сложным элементом выбора пластины. Доступны самые разные стили углов. Выбранный стиль углов существенно повлияет на качество поверхности и стоимость вставки.
Радиус при вершине — Пластина с радиусом при вершине обычно дешевле, чем аналогичная пластина с любой другой угловой геометрией. Радиус при вершине также является самой сильной угловой геометрией, потому что у него нет острых углов на стыке двух плоскостей.Только по этим двум причинам пластина с радиусом при вершине должна быть лучшим выбором для любого применения, где ее можно использовать.
Пластины с радиусом при вершине могут повысить стойкость инструмента при их использовании в фрезах с углом упора от 0 до 15 градусов.
Фаска — Существует два основных способа применения пластин с угловой фаской. В зависимости от угла фаски и угла подъема корпуса фрезы, в которой используется пластина, площадка фаски будет либо параллельной, либо угловой (наклонной) по отношению к направлению подачи.
Пластины, на которые нанесена фаска под углом к направлению подачи, обычно имеют только одну фаску. Эти пластины обычно не такие прочные, и их стоимость обычно выше, чем у пластин с большим радиусом при вершине. Пластины для снятия фаски с угловой фаской часто используются для обработки общего назначения с использованием двойных отрицательных фрез.
Пластины, предназначенные для использования с фаской, параллельной направлению подачи, могут иметь одинарную фаску, одинарную фаску и угловой разрыв, двойную фаску или двойную фаску и угловой разрыв. Более крупные участки называются первичными гранями, а участки меньшего размера — вторичными гранями. Стоимость фасок по сравнению с другими типами углов геометрии зависит от количества фасок. Однофасетная пластина является наименее дорогой, а многогранная пластина стоит дороже из-за дополнительных затрат на шлифование.
Более крупные участки называются первичными гранями, а участки меньшего размера — вторичными гранями. Стоимость фасок по сравнению с другими типами углов геометрии зависит от количества фасок. Однофасетная пластина является наименее дорогой, а многогранная пластина стоит дороже из-за дополнительных затрат на шлифование.
Самым большим преимуществом использования пластин с фаской, параллельной направлению подачи, является то, что при правильном использовании они обеспечивают отличное качество поверхности.Когда ширина площадки больше, чем продвижение на оборот, одна пластина образует поверхность. Это означает, что обычно достигается отличное качество поверхности независимо от биения торца пластины.
Стеклоочистители — Стеклоочистители уникальны как по внешнему виду, так и по применению. Эти пластины имеют только одну или две очень длинные чистящие площадки. В корпусе фрезы, заполненной другими пластинами (обычно пластинами для черновой обработки), используется одинарный очиститель, который устанавливается приблизительно от 0,003 до 0.На 005 дюймов выше, чем у других пластин, так что только очиститель образует готовую поверхность.
Чистовая обработка, полученная с помощью протирочной машины, даже лучше, чем превосходная чистовая обработка, достигаемая с помощью пластины для снятия фаски с параллельной фаской.
Основные операции фрезерования Перед тем, как будет предпринята какая-либо операция по фрезерованию, необходимо принять несколько решений. Помимо выбора наилучших средств удержания работы и наиболее подходящих фрез, необходимо установить скорость резания и скорость подачи, чтобы обеспечить хороший баланс между быстрым съемом металла и длительным сроком службы инструмента.
Правильное определение скорости резания и скорости подачи возможно только в том случае, если известны следующие шесть факторов:
• Тип обрабатываемого материала стяжки
• Жесткость установки
• Физическая прочность фрезы
• Режущий инструмент материал
• Мощность, доступная на шпинделе
• Требуемый тип отделки
Направление подачи фрезерования Применение фрезерного инструмента с точки зрения направления его обработки имеет решающее значение для производительности и срока службы инструмента в течение всей операции. Два варианта направления фрезерования описываются как обычное фрезерование или фрезерование с подъемом. Обычное и наклонное фрезерование также влияет на стружкообразование и стойкость инструмента.
Два варианта направления фрезерования описываются как обычное фрезерование или фрезерование с подъемом. Обычное и наклонное фрезерование также влияет на стружкообразование и стойкость инструмента.
Обычное фрезерование — Термин, часто ассоциируемый с этой техникой фрезерования, — это фрезерование под углом. Фреза вращается против направления подачи, когда заготовка продвигается к ней со стороны, где зубья движутся вверх. Разделительные силы, возникающие между резцом и заготовкой, препятствуют движению заготовки.Толщина стружки в начале реза минимальна, постепенно увеличиваясь до максимальной в конце реза.
Фрезерование с уступом — Термин, часто связанный с этой техникой фрезерования, — это фрезерование «снизу». Фреза вращается в направлении подачи и заготовки, поэтому продвигается к фрезу со стороны, где зубья движутся вниз. Когда зубья фрезы начинают резать, возникают значительные силы, которые способствуют движению заготовки и стремятся втягивать ее под резец.Стружка имеет максимальную толщину в начале реза, уменьшаясь до минимума на выходе. Как правило, рекомендуется везде, где это возможно, фрезерование с подъемом. Подъемное фрезерование обеспечивает лучшее качество обработки и продлевает срок службы фрезы.
Преимущества и недостатки — Если обрабатываемая деталь имеет сильно абразивную поверхность, обычное фрезерование обычно обеспечивает более длительный срок службы резца, поскольку режущая кромка входит в контакт с обрабатываемой поверхностью ниже абразивной поверхности. Обычное фрезерование также защищает кромку за счет скалывания поверхности перед режущей кромкой.
Ограничения на использование подъемного фрезерования в основном связаны с состоянием станка и жесткостью, с которой заготовка закреплена и поддерживается. Поскольку резец имеет тенденцию взбираться на работу, оправка фрезерного станка и опора оправки должны быть достаточно жесткими, чтобы преодолеть эту тенденцию. Подача должна быть равномерной, и если на станке нет привода глушителя люфта, необходимо подтянуть упоры стола, чтобы предотвратить втягивание заготовки в резак. Большинство современных машин построено достаточно жестко. Старые станки обычно можно подтянуть, чтобы можно было использовать подъемное фрезерование.
Большинство современных машин построено достаточно жестко. Старые станки обычно можно подтянуть, чтобы можно было использовать подъемное фрезерование.
Давление вниз, вызванное подъемным фрезерованием, имеет неотъемлемое преимущество в том, что оно имеет тенденцию удерживать изделие и приспособление напротив стола, а стол — напротив путей. При обычном фрезеровании происходит обратное, и заготовка имеет тенденцию подниматься со стола.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков.Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.Глава 13: Методы и станки фрезерования | Применение режущего инструмента
Современные фрезерные станки выглядят почти так же, как 30 лет назад. Однако теперь они должны резать жаропрочные сплавы, титан и высокопрочные стали с более жесткими допусками и более быстрыми темпами, чем раньше. Чтобы соответствовать этим требованиям, новые фрезерные станки обеспечивают более высокую мощность, большую жесткость и более широкий диапазон скорости и подачи, чем раньше.Кроме того, более точное выравнивание ходовых винтов, числовое программное управление (ЧПУ) и числовое программное управление (ЧПУ) — все это приводит к более быстрой работе с лучшей отделкой и большей точностью, чем когда-либо ранее.
Типы фрезерных станков
Многие типы фрезерных станков, используемых в производстве, сгруппированы в три общих класса:
— Станки с колонной и коленом,
— Фрезерные станки с станиной
— Станки специального назначения
Коленные станки — Коленные и колонно-фрезерные станки производятся как вертикального, так и горизонтального типа.На схематических схемах ниже показаны оба типа машин. Универсальность — главная особенность коленно-фрезерных станков. На базовой машине этого типа стол, седло и колено можно перемещать. Многие аксессуары, такие как универсальные тиски, поворотные столы и делительные головки, еще больше увеличивают универсальность этого типа машин.
Многие аксессуары, такие как универсальные тиски, поворотные столы и делительные головки, еще больше увеличивают универсальность этого типа машин.
Независимо от того, является ли станок вертикальным или горизонтальным, некоторые компоненты на всех фрезерных станках с колонной и коленом схожи, за исключением размера и незначительных отличий по желанию производителя.Эти сходства описываются с точки зрения общей формы, геометрического отношения к остальной части машины, функций и материала, из которого изготовлены компоненты.
Колонна — Колонна, которая обычно объединяется с основанием в виде единой отливки, изготавливается из серого или высокопрочного чугуна. В колонне находятся шпиндель и подшипники, а также необходимые шестерни, муфты, валы, насосы и механизмы переключения для передачи мощности от электродвигателя на шпиндель с выбранной скоростью.Шестерни обычно работают в масле и изготовлены из науглероженной легированной стали для длительного срока службы. Некоторые из необходимых элементов управления обычно устанавливаются сбоку колонны.
Основание обычно пустотелое и во многих случаях служит резервуаром для СОЖ. В основании можно установить насос и систему фильтрации. В отверстии в центре основания находится опора для винта, который поднимает и опускает колено.
Обработанные вертикальные салазки на передней части колонны могут быть квадратными или ласточкин хвост.Колено движется вверх и вниз на этом слайде. Салазки необходимо обработать под углом 90 градусов к лицевой стороне колонны как в боковой, так и в вертикальной плоскостях. Допуски очень близки и обычно выражаются в угловых минутах или секундах. Большое отверстие в лицевой части колонны предназначено для шпинделя. Отверстие очень точно просверливается перпендикулярно переднему суппорту в двух плоскостях и параллельно верхнему суппорту.
Шпиндель — На горизонтальном фрезерном станке шпиндель является одной из наиболее ответственных частей. Обычно его изготавливают из поковки из легированной стали и подвергают термообработке, чтобы противостоять износу, вибрации, осевым и изгибающим нагрузкам. Шпиндель обычно поддерживается комбинацией шариковых и прямых роликовых подшипников или коническими роликоподшипниками, которые поглощают как радиальные нагрузки, так и торцевые осевые нагрузки. Шпиндели полые, так что дышло можно использовать для надежного удержания беседки на месте.
Обычно его изготавливают из поковки из легированной стали и подвергают термообработке, чтобы противостоять износу, вибрации, осевым и изгибающим нагрузкам. Шпиндель обычно поддерживается комбинацией шариковых и прямых роликовых подшипников или коническими роликоподшипниками, которые поглощают как радиальные нагрузки, так и торцевые осевые нагрузки. Шпиндели полые, так что дышло можно использовать для надежного удержания беседки на месте.
Передняя часть шпинделя обработана для установки стандартных оправок. Два ключа, которые вставляются в соответствующие прорези в оправке, фактически приводят в движение оправку.Внутренний конус, который точно отшлифован до соосности шпинделю, устанавливает оправку.
Колено — Колено представляет собой отливку, которая перемещается вверх или вниз по направляющей на передней части колонны с помощью подъемного винта. Две направляющие типа ласточкин хвост или квадрат обрабатываются под углом 90 градусов друг к другу. Вертикальный суппорт соединяется с суппортом в передней части колонны, а горизонтальный суппорт несет седло. Он содержит необходимые шестерни, винты и другие механизмы для подачи энергии во всех направлениях.Оператор может выбирать различные скорости подачи с помощью органов управления, установленных на колене.
Седло — Седло для плоского фрезерного станка представляет собой отливку с двумя салазками, обработанными под точным углом 90 градусов друг к другу. Нижний слайд подходит для слайда в верхней части колена, а верхний слайд принимает слайд в нижней части стола. Поверхности направляющих, соприкасающиеся с коленом и столом, параллельны друг другу. Замки для поперечных суппортов и стола прикреплены к седлу вместе с гайками, которые входят в зацепление с винтами поперечной подачи и подачи стола.
На универсальном фрезерном станке опора состоит из двух частей и является более сложной, поскольку она должна обеспечивать возможность поворота стола по ограниченной дуге.
Стол — Столы фрезерного станка сильно различаются по размеру, но обычно имеют одинаковые физические характеристики. Внизу стола есть направляющая типа «ласточкин хвост», которая вставляется в направляющую в верхней части седла. Он также имеет подшипники на каждом конце, чтобы нести винт подачи стола. Верхняя часть стола обработана параллельно направляющей внизу и имеет несколько Т-образных пазов полной длины для монтажных тисков или других зажимных приспособлений.
Циферблат с градуировкой в тысячных долях дюйма обеспечивает точное перемещение и размещение стола. Винт подачи стола обычно имеет резьбу Acme.
Фрезерные станки с вертикальными шпинделями доступны в большом количестве типов и размеров. Головка, в которой находятся шпиндель, двигатель и органы управления подачей, является полностью универсальной и может быть размещена под определенным углом к поверхности стола. Ползун, к которому прикреплена голова, можно двигать вперед и назад и фиксировать в любом положении.Револьвер в верхней части колонны позволяет головке и гидроцилиндру поворачиваться вбок, увеличивая радиус действия головки машины.
Некоторые ползуно-фрезерные станки могут использоваться как для вертикального, так и для горизонтального фрезерования. На вертикальных мельницах ползунового типа с двигателем в колонне мощность передается на шпиндель с помощью шестерен и шлицевых валов.
Фрезерные станки со станиной — Высокая производительность требует тяжелых резов, а жесткости фрезерного станка с коленом и стойкой может быть недостаточно, чтобы выдерживать большие усилия.Фрезерный станок станины часто идеально подходит для такого рода работ. В этой машине стол поддерживается непосредственно на тяжелой станине, а колонна размещается за станиной.
У станка со станиной есть несколько преимуществ, особенно при серийном производстве. Возможна гидравлическая подача стола; гидравлические компоненты размещены в отливке станины. Это обеспечивает очень высокие усилия подачи; переменная скорость подачи во время любого резания и автоматическая смена стола. Шпиндель можно поднимать или опускать с помощью кулачка и шаблона для получения специальных контуров.
Шпиндель можно поднимать или опускать с помощью кулачка и шаблона для получения специальных контуров.
В основном более тяжелая конструкция позволяет передавать на шпиндель большую мощность, что обеспечивает более высокую производительность за счет более быстрого съема металла. Фрезерные станки с дуплексной станиной имеют две стойки и шпиндели для одновременного фрезерования двух поверхностей детали.
Главный недостаток фрезерного станка со станиной по сравнению с фрезерным станком с коленом и стойкой заключается в том, что он менее универсален для обработки мелких деталей. Его преимущества заключаются в более высокой производительности, возможности адаптации к крупногабаритным машинам и простоте модификации для специальных применений.
Фрезерные станки специального назначения — По мере усложнения промышленных продуктов были разработаны новые и необычные варианты более распространенных фрезерных станков. Целью является выполнение более крупной работы, изготовление множества дублирующих деталей, точное определение местоположения отверстий и поверхностей или выполнение других необычных операций по механической обработке.
Строгальные фрезерные станки — Общая компоновка этих типов станков аналогична устройству строгальных станков, за исключением того, что вместо отдельных насадок устанавливаются фрезерные головки.Станки строгального типа используются в основном для обработки деталей, таких как станины для больших станков, и других длинных заготовок, для которых требуются точные плоские и угловые поверхности или канавки.
Профильные станки — Двумерное профилирование может быть выполнено с использованием шаблона или вертикального фрезерного станка с числовым программным управлением. Некоторые профилировщики имеют несколько шпинделей, и в каждом цикле можно изготавливать несколько дублирующих деталей. Профилировщики гидравлического типа имеют щуп, который приводится в контакт с шаблоном, чтобы начать операцию. Затем оператор перемещает иглу по шаблону, заставляя гидравлическую жидкость под давлением течь к соответствующим приводным цилиндрам. Стол перемещает изделие мимо резака, дублируя форму шаблона.
Затем оператор перемещает иглу по шаблону, заставляя гидравлическую жидкость под давлением течь к соответствующим приводным цилиндрам. Стол перемещает изделие мимо резака, дублируя форму шаблона.
Заточка штампа и другие процессы, связанные с обработкой полостей, могут выполняться на 3D-профилировщиках. Четкий узор полости делается из дерева, гипса или мягкого металла. Щуп следует по контуру рисунка, направляя резак при обработке полости. Для этого вида работ также используются фрезерные станки с числовым программным управлением.
Системы обработки с компьютерным управлением Некоторые стандартные станки, описанные в предыдущих главах этого текста, способны выполнять несколько операций. Например, токарный станок может выполнять токарную обработку, торцевание, сверление, нарезание резьбы и т. Д. Сверлильный станок может выполнять сверление, развёртывание, зенкование, нарезание резьбы и т. Д. Однако, когда увеличение производительности требует приобретения дополнительных возможностей обработки, почти всегда более экономично и целесообразно приобретать многофункциональные станки, способные выполнять быструю замену, одновременную обработку и автоматическую обработку.
Обрабатывающие центры — Обрабатывающие центры спроектированы и изготовлены для обеспечения гибкости производства. Их можно использовать для обработки всего нескольких деталей или больших производственных партий. Программирование может быть относительно простым, а использование «постоянных» циклов обеспечивает большую гибкость. Обрабатывающий центр с ЧПУ по определению может выполнять фрезерование, сверление и растачивание и имеет либо державки револьверной головки, либо автоматическую смену инструмента.
Обрабатывающие центры имеют горизонтальную или вертикальную конфигурацию.Относительные достоинства каждого из них будут кратко обсуждены.
Горизонтальные фрезерные станки — Горизонтальные станки, как правило, лучше всего подходят для обработки тяжелых коробчатых деталей, таких как корпуса редукторов, у которых есть много деталей, которые необходимо обработать на боковых поверхностях. Горизонтальный станок легко поддерживает тяжелые заготовки этого типа. Если добавить поворотный индексируемый рабочий стол, четыре стороны заготовки можно обрабатывать без повторной фиксации.
Горизонтальный станок легко поддерживает тяжелые заготовки этого типа. Если добавить поворотный индексируемый рабочий стол, четыре стороны заготовки можно обрабатывать без повторной фиксации.
Системы поддонов, используемые для перемещения деталей на рабочую станцию и из нее, как правило, легче проектировать для горизонтальных машин, где все перед главной колонной открыто и доступно.Ниже показан горизонтальный обрабатывающий центр с системой перемещения поддонов.
Вертикальные фрезерные станки — Вертикальные обрабатывающие центры часто предпочтительны для плоских деталей, которые должны иметь сквозные отверстия. Крепления для этих деталей проще спроектировать и изготовить для вертикального шпинделя. Кроме того, усилие резания, возникающее при сверлении или фрезеровании карманов, может поглощаться непосредственно станиной станка.
Вертикальный станок предпочтителен, когда 3-осевая работа выполняется на одной поверхности, как при работе с пресс-формой и штампом.Вес головки вертикальной машины по мере ее удаления от колонны, особенно на больших машинах, может быть фактором поддержания точности, поскольку может иметь место некоторая тенденция к ее падению и потере точности и возникновению вибрации.
Гибкие системы обработки — Гибкие системы обработки используют один или несколько обрабатывающих центров, обычно вместе с другим оборудованием, для производства деталей среднего объема. Требуется система обработки деталей, а центральный компьютер обычно управляет всем устройством.
Погрузочно-разгрузочные работы — Детали перемещаются со склада и между элементами машины с помощью одного из нескольких различных типов систем. Выбранная система транспортировки материалов должна быть способна направлять любую деталь к любой машине в любом порядке, а также обеспечивать набор деталей перед каждой машиной для достижения максимальной производительности. Детали обычно загружаются и выгружаются вручную.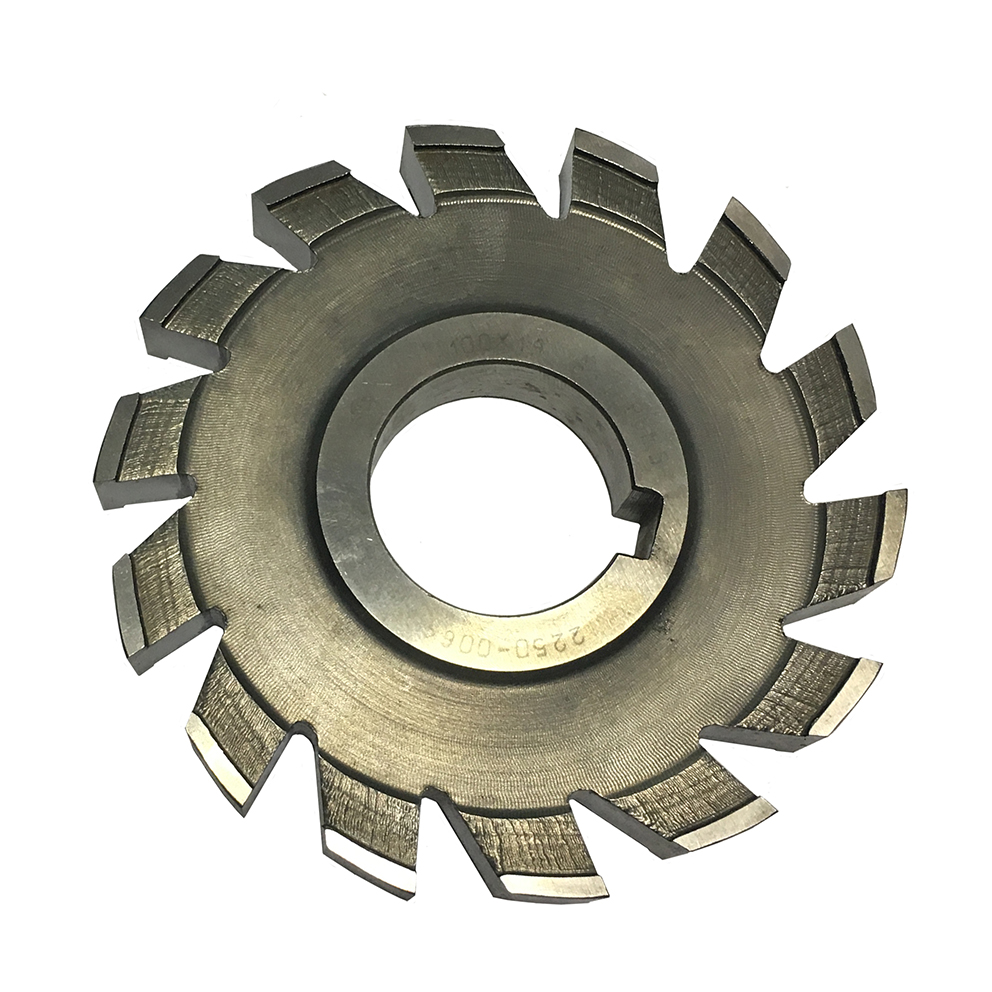 К различным типам используемых систем транспортировки материалов относятся: автоматизированные транспортные средства, системы буксирных тросов, системы роликовых конвейеров, системы подвесных конвейеров, монорельсовые дороги, краны и роботы.
К различным типам используемых систем транспортировки материалов относятся: автоматизированные транспортные средства, системы буксирных тросов, системы роликовых конвейеров, системы подвесных конвейеров, монорельсовые дороги, краны и роботы.
Системы управления — Компьютерное управление гибкими системами обработки имеет три функциональных уровня:
Главный контроль. Главный блок управления контролирует и управляет всей системой, включая направление заготовок на соответствующие станки, планирование работ и мониторинг функций станка.
Прямое числовое управление. Компьютер DNC распределяет соответствующие программы на отдельные станки с ЧПУ, а также контролирует и контролирует их работу.
Элемент управления. Третий и самый низкий уровень управления — компьютерное управление циклами обработки отдельных станков.
Приспособления и принадлежности для фрезерных станков — Для фрезерных станков было разработано множество принадлежностей. Некоторые из них являются специализированными и могут использоваться только для нескольких операций. Другие, такие как тиски, оправки и цанги, используются почти во всех фрезерных операциях.
Специальные фрезерные головки — Несколько типов специальных головок были разработаны для использования на горизонтальных или вертикальных фрезерных станках.Эти аксессуары увеличивают универсальность машины. Например, вертикальная головка может быть прикреплена к обычному горизонтально-фрезерному станку с колонной и коленом, что значительно увеличивает ее полезность, особенно в небольших магазинах с ограниченным количеством станков.
Тиски и приспособления — Во всех фрезерных операциях работа удерживается приспособлениями, тисками или зажимными приспособлениями. В большинстве случаев работа остается неподвижной по отношению к столу во время обработки, но работа, удерживаемая в делительных головках и поворотных столах, может перемещаться в двух плоскостях во время обработки.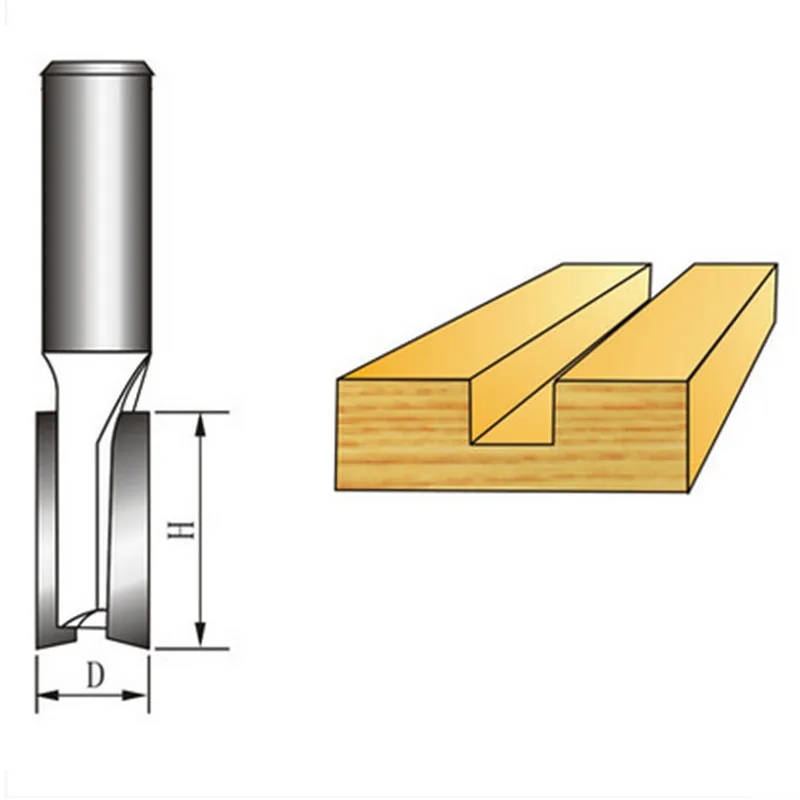
оправки, цанги и державки — Несколько основных типов оправок и цанг используются для удержания фрез и для передачи мощности от шпинделя к фрезу. Независимо от типа, они обычно изготавливаются именно из легированной стали и подвергаются термообработке для обеспечения износостойкости и прочности.
Втулки — Втулки для горизонтальных фрезерных станков доступны трех основных типов: стиль A, стиль B и стиль C. Натяжной болт, который проходит через шпиндель станка, ввинчивается в малый конец конуса и тянет Плотно вставьте оправку в коническое отверстие шпинделя фрезерного станка.Мощность передается от шпинделя к оправке двумя короткими ключами, которые входят в паз на фланце оправки.
Цанги — На некоторых вертикальных фрезерных станках шпиндель просверливается для установки цанги с частично прямым и частично коническим хвостовиком. Цанга фиксируется дышлом, которое ввинчивается в резьбовое отверстие в задней части цанги и затягивается сверху шпинделя. Некоторые производители фрезерных станков предлагают цанговые патроны, для которых не требуется дышло.Цанги этого типа может быть закрыты с помощью рычага управления кулачком или с большой стопорной гайкой.
Державки — Стандартные держатели инструмента доступны для концевых и гильз. Для некоторых операций, требующих использования инструментов с нестандартными размерами хвостовика, можно использовать патроны для удержания инструмента. Эти патроны доступны с конусом Морзе или прямым хвостовиком. Любой из этих типов может использоваться на фрезерных станках при наличии соответствующих переходников или цанг.
Типы фрезерных операций
Фрезы используются по отдельности или в комбинации для обработки различных поверхностей, как описано ниже и показано выше.
Плоское фрезерование — Плоское фрезерование — это процесс фрезерования поверхности, параллельной оси фрезы и в основном плоской. Это делается на простых или универсальных горизонтальных фрезерных станках с фрезами разной ширины, имеющими зубцы только по периферии.
Боковое фрезерование — Для бокового фрезерования используется фреза с зубьями на периферии и с одной или обеих сторон. Когда используется одна фреза, зубья на периферии и по бокам могут резать.Обработанные поверхности обычно либо перпендикулярны, либо параллельны шпинделю. Угловые фрезы могут использоваться для изготовления поверхностей, находящихся под углом к шпинделю, для таких операций, как изготовление внешних ласточкин хвост или канавок в развертках.
Поворотное фрезерование — В стандартной установке двухстороннего фрезерования используются двусторонние фрезы. Фрезы представляют собой фрезы с полукруглой или плоской стороной и имеют прямые или винтовые зубья. Также можно использовать боковые фрезы со ступенчатыми зубьями.
Групповое фрезерование — При групповом фрезеровании три или более фрезы устанавливаются на оправку, и за один проход обрабатываются несколько горизонтальных, вертикальных или угловых поверхностей. При создании установки для группового фрезерования можно использовать несколько различных типов фрез, в зависимости от выполняемой работы. Фрезы, применяемые для изготовления вертикальных или угловых поверхностей, должны быть боковыми; для горизонтальных поверхностей можно использовать плоские фрезы соответствующей ширины. В некоторых случаях торцевые фрезы с зубьями, обращенными внутрь, могут использоваться на одном или обоих концах установки для группового фрезерования.
Фрезерование формы — Количество параллельных поверхностей и угловых соотношений, которые могут быть обработаны периферийным фрезерованием, ограничено почти только конструкцией фрезы. Фрезы дорогие, но часто нет других удовлетворительных средств для создания сложных контуров.
Обработка пазов и продольной резки — Фрезы плоского или бокового типа используются для обработки пазов и продольной резки. Долбление и продольная резка обычно выполняются на горизонтальных фрезерных станках, но также могут выполняться на вертикальных фрезах с использованием соответствующих адаптеров и принадлежностей.
Торцевое фрезерование — Торцевое фрезерование может выполняться на вертикальных и горизонтальных фрезерных станках. Получается плоская поверхность, перпендикулярная шпинделю, на котором установлена фреза. Фрезы варьируются по размеру и сложности от простой мухорезы с одним инструментом до фрезы со вставными зубьями и множеством режущих кромок. Крупные торцевые фрезы обычно жестко крепятся к носовой части шпинделя. Они очень эффективны для удаления большого количества металла, а заготовку необходимо надежно удерживать на фрезерном столе.
Концевое фрезерование — Концевое фрезерование, вероятно, является наиболее универсальной операцией фрезерования. Многие типы концевых фрез могут использоваться как на вертикальных, так и на горизонтальных фрезерных станках. Концевые фрезы доступны в размерах от 1/32 дюйма. до 6 дюймов (для концевых фрез с корпусом) и практически любой необходимой формы.
Токарно-фрезерная обработка
Токарно-фрезерная обработка состоит из нескольких различных методов обработки, при которых фреза обрабатывает вращающуюся деталь. Эти методы в основном используются для обработки различных деталей эксцентрической формы; плоскости, конические и цилиндрические поверхности; канавки и внутренние отверстия.
Для токарно-фрезерной обработки требуется станок с определенными функциями и несколькими осями. Используются обрабатывающие центры, токарные центры, специально адаптированные токарные, фрезерные, расточные и специальные станки. Когда другие операции токарной обработки и фрезерования комбинируются в станках, обработка за одну установку дает преимущества в виде быстрого времени выполнения и гибкости производства.
Преимущества, связанные с токарным фрезерованием: возможность обработки больших и неуравновешенных деталей, которые не могут вращаться на высоких скоростях; сложные формы поверхностей, эксцентричные детали и детали с дополнительными выступающими элементами; бревно, неустойчивые валы или тонкостенные детали.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Фрезерование канавок или пазов
Расчет подачи на зуб
Критическим фактором при периферийном фрезеровании с использованием боковых и торцевых фрез является достижение подходящей подачи на зуб, f z .Недостаточные значения вызывают серьезные неудобства, поэтому при расчетах всегда следует проявлять особую осторожность.
Подача на зуб, f z , должна быть уменьшена для более глубоких пазов и увеличена для более мелких, чтобы сохранить рекомендованную максимальную толщину стружки. Например, при полном прорезании пазов с геометрией M30 начальное значение максимальной толщины стружки должно быть 0,12 мм (0,005 дюйма).
Примечание: Поскольку две пластины работают вместе, чтобы вырезать всю ширину паза, подача рассчитывается с использованием половины количества пластин z n .
| a e / D крышка (%) | f z (мм / зуб) | h ex (мм) | | 25 | 0,14 | (0,006 дюйма) 0,12 | (0,005 дюйма) 10 | 0,20 | (0,008 дюйма) 0,12 | (0,005 дюйма) 5 | 0,28 | (0,011 дюйма) 0.12 | (0,005 дюйма) |
Глубина резания
Для более глубоких пазов можно заказать специальный резак. Если необходимо обработать более глубокие пазы, следует уменьшить подачу на зуб. Если прорезь более мелкая, увеличьте подачу.
Примечание: Глубина паза может быть ограничена диаметром выступа оправки, силой деформации приводных ключей и вместимостью карманов для стружки.
Маховик — на горизонтальных станках
При боковом и торцевом фрезеровании одновременно задействовано только несколько зубьев, что может вызвать сильные крутильные колебания из-за прерывистой обработки.Это отрицательно сказывается на результате обработки и производительности.
- Использование маховика часто является хорошим решением для уменьшения этих вибраций. Проблемы, вызванные недостаточной мощностью, крутящим моментом и стабильностью в машине, часто решаются за счет правильного использования маховиков.
- Маховик больше требуется для небольшой машины с малой мощностью или для машины с большим износом, чем для более крупной машины. , более стабильный и мощный станок
- Расположите маховик как можно ближе к инструменту.
- Использование маховика обеспечивает более плавную обработку, что, в свою очередь, приводит к снижению шума и вибрации, а также увеличению срока службы инструмента
- Помимо предварительного фрезерования, на оправку, на которой установлена фреза, можно установить маховик вверх
- Чтобы еще больше повысить стабильность при боковом и торцевом фрезеровании, используйте маховик максимального размера, допускаемый приложением.
- Комбинирование нескольких круглых дисков из углеродистой стали, каждый с центральным отверстием и шпоночной канавкой, подходящей для оправки, остается лучший метод изготовления маховика.
Фрезерование грядки с использованием фрез, установленных в шахматном порядке.
Фрезы с креплением в отверстии с двумя шпоночными пазами могут быть расположены в шахматном порядке для одновременного фрезерования более одного паза.Смещение ножей друг относительно друга помогает избежать вибрации. Это также снижает потребность в маховиках.
Фрезерование узких и неглубоких пазов и канавок
Универсальные фрезы имеют несколько режущих пластин, форма которых подходит для большинства типов небольших канавок. Общие области применения включают обработку внутренних канавок для стопорных колец и уплотнительных колец, а также небольших прямых или круглых наружных канавок, особенно на компонентах, которые не могут вращаться.
Общие области применения включают обработку внутренних канавок для стопорных колец и уплотнительных колец, а также небольших прямых или круглых наружных канавок, особенно на компонентах, которые не могут вращаться.
Обработка внутренних канавок
- При круговом фрезеровании следует запрограммировать плавный вход.
- Рассмотрим соотношение между диаметром фрезы и диаметром отверстия: D c / D w . Чем меньше отношения, тем больше будет взаимодействие.
Фрезы | Cutwel — специалист по фрезерным инструментам Cutwel Ltd
Что такое фреза?
Фрезерный станок — это инструмент, который можно использовать в фрезерном станке с ЧПУ или ручном фрезерном станке, а также в токарном станке с ЧПУ с возможностью обработки под током.При фрезеровании инструмент будет вращаться, и работа будет перемещаться вместе с фрезерной станиной; движение в горизонтальном или поперечном направлении, но не вертикально. Главный шпиндель движется вертикально, где инструмент удерживается в фиксированном положении, и использует канавки фрез (режущие кромки) для резки материала. Различная геометрия инструментов поможет определить, где и когда лучше всего подходит каждый отдельный инструмент.
Что такое концевая фреза?
Концевая фреза — это фреза, которая может выполнять множество задач, включая профилирование, врезание, зенкование, прорезание канавок, контурную обработку и запрессовку.Концевые фрезы режут в направлении вращения в поперечной плоскости, перемещаясь по горизонтали, горизонтали и вертикали. Это делает их универсальными и позволяет выполнять множество различных приложений. Концевые фрезы варьируются от 2 до 6 канавок, но мы не классифицируем канавки 2 как концевые фрезы, а как пазовые сверла.
Что такое щелевое сверло?
Slot Drill — это фреза с 2 канавками. Геометрия с двумя канавками позволяет лучше отводить стружку, что лучше всего подходит для резки пазов без забивания канавок.Пазовые сверла будут иметь 1 канавку, расположенную к центру (резка по центру), позволяющую шлицевому сверлу врезаться (врезаться). Может быть полезно открыть паз с помощью сверла, а затем использовать концевую фрезу с 3–4 канавками, чтобы ускорить процесс. Однако наличие только двух канавок может помешать достижению более высоких скоростей подачи по сравнению с концевыми фрезами с более высокими канавками.
Геометрия с двумя канавками позволяет лучше отводить стружку, что лучше всего подходит для резки пазов без забивания канавок.Пазовые сверла будут иметь 1 канавку, расположенную к центру (резка по центру), позволяющую шлицевому сверлу врезаться (врезаться). Может быть полезно открыть паз с помощью сверла, а затем использовать концевую фрезу с 3–4 канавками, чтобы ускорить процесс. Однако наличие только двух канавок может помешать достижению более высоких скоростей подачи по сравнению с концевыми фрезами с более высокими канавками.
В чем разница между сверлом для пазов и концевой фрезой?
Пазовое сверло представляет собой смесь сверла и концевой фрезы, что означает, что оно может врезаться, как сверло, а затем продвигаться, как концевая фреза.И наоборот, концевая фреза будет в основном резать по горизонтали и по горизонтали. Пазовые сверла будут иметь канавку, которая доходит до середины, а концевая фреза будет иметь зазор в центре. У перфоратора одна канавка немного длиннее другой, что позволяет инструменту погружаться.
Как количество канавок влияет на фрезу?
Количество канавок может повлиять на технические характеристики и области применения фрезы. Например, для цветных металлов часто требуется режущий инструмент с двумя зубьями, чтобы помочь с эвакуацией стружки.Однако при резке более твердых материалов, таких как нержавеющая сталь, может быть более подходящим использовать инструмент с 3 или 4 зубьями для повышения прочности. Чем больше количество канавок, тем мельче будет каждая канавка, тем самым создавая более прочный стержень (центр инструмента).
В чем разница между резаками общего назначения и высокопроизводительными фрезами?
Инструмент общего назначения можно найти в ассортименте фрез из быстрорежущей стали, порошкового металла и твердосплавных фрез. Эти диапазоны хорошо подходят для стали с низкой и средней твердостью, нержавеющей стали и чугуна.
(HPC) предназначены для гораздо более высокой скорости съема металла (иногда сверхвысокой). Инструменты HPC поставляются с широким спектром различных геометрических форм для обеспечения высокой скорости удаления стружки.
Сюда входят переменная спираль, которая нарушает гармоники инструмента; в свою очередь помогает предотвратить вибрацию и увеличить срок службы инструмента. Неравномерно расположенные канавки помогут улучшить качество поверхности, поскольку они действуют как чистящая кромка и могут значительно улучшить требования к чистоте поверхности.Двойной сердечник, входящий в нашу линейку Titanox Power для обработки экзотической и нержавеющей стали, укрепляет ваш инструмент при достижении предельной скорости съема металла.
В чем разница между HSS, порошковым металлом и твердым сплавом?
HSS — быстрорежущая сталь лучше всего подходит для ручной или полуавтоматической обработки с нестабильными настройками. Благодаря прочности и долговечности HSS, он не сколачивается легко и не подвержен вибрации, как карбид. Кроме того, стоимость HSS обычно намного более экономична, чем стоимость порошкового металла и карбида при общей обработке.
Powder Metal — порошковый металл — это мост между HSS и карбидом. Он идеально подходит для использования на ручных станках или станках с ЧПУ, где есть вибрации или определенные ограничения, такие как нестабильная установка. Атомарная структура порошкового металла означает, что он прочен и прочен, как HSS (помогает минимизировать влияние вибрации), но обладает износостойкостью и стойкостью инструмента, как карбид.
Карбид — Карбидные подложки могут быть разных «зерен», которые указывают уровни производительности, которые включают микрозернистость, ультрамелкую микрозернистость и нанозернистость (самый мелкий и самый высокопроизводительный тип карбида).Все это повлияет на производительность, поскольку чем меньше зернистость, тем плотнее атомная структура, что, в свою очередь, увеличивает производительность.