
Фуговальные станки по дереву – Фуговальный станок по дереву: виды и цены
Фуговальный станок по дереву – приобрести по низким ценам
Официальный сайт АО Белмаш в России
Бренд BELMASH – это собственное видение деревообрабатывающего оборудования. Самая значимая доля продукции бренда – бытовые многофункциональные деревообрабатывающие станки и дополнительные приспособления к ним.
Производство
Деревообрабатывающее оборудование торговой марки BELMASH выпускает СООО «Завод Белмаш» – современное производство полного цикла. Производственный комплекс расположен в городе Могилев, Республика Беларусь. Кадровый состав предприятия – это команда высококвалифицированных специалистов. Уровень технической оснащенности и квалификация персонала позволяет выполнять работы высокой степени сложности.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Распространенность
Центральный офис компании находится в Москве. Представительства фирмы есть в Самаре, Екатеринбурге, Красноярске, Новосибирске. География наших продаж распространяется на территорию Российской Федерации, Казахстана, Армении, Киргизии.
Миссия
Мы стремится к тому, чтобы каждый мог лучшим для себя способом купить деревообрабатывающие станки и дополнительное оборудование для них, а также получить информационную поддержку и качественное сервисное обслуживание. Сотрудники компании объединены одной целью – сделать вашу покупку удобной и приятной, а техническую помощь – высококачественной и своевременной.
belmash.ru
что это такое, настройка и регулировка
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
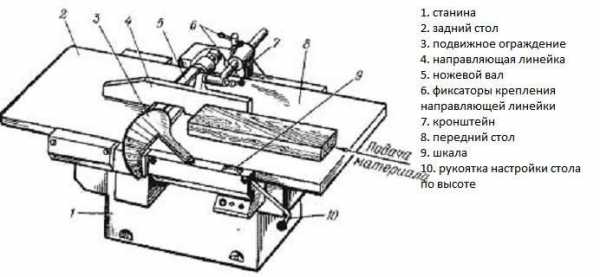
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
 Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
 Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
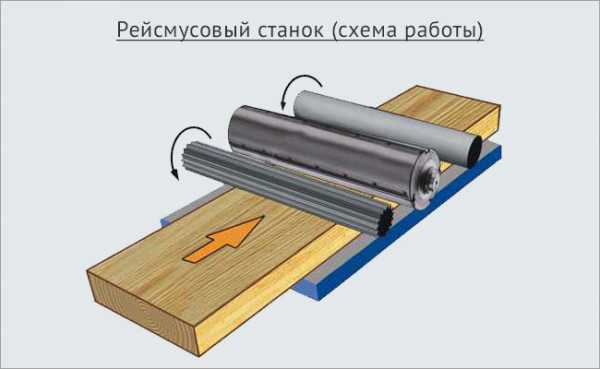
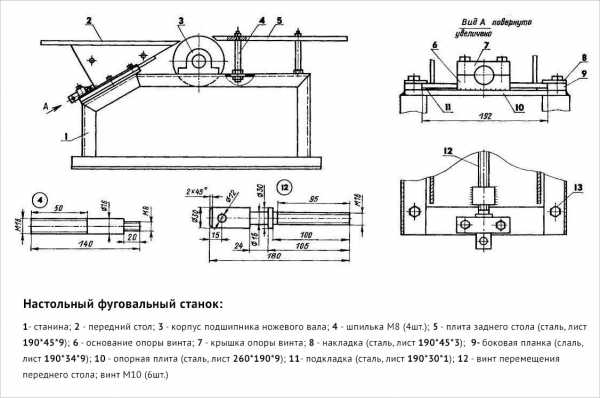
Фуговально-рейсмусовый агрегат
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
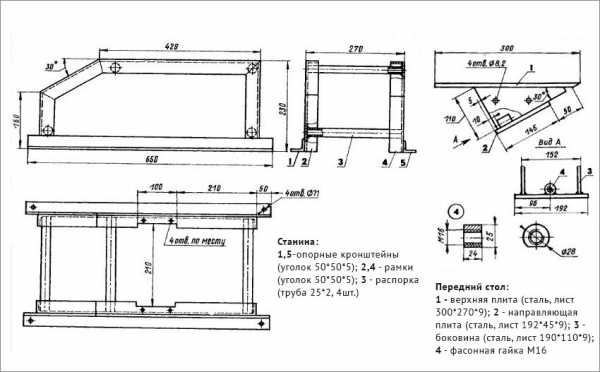
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
- Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
 Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
 Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
 проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
instrument.guru
Фуговальные станки по дереву: видео, фото, СФ
При обработке обрезной доски фуговальный станок находится в начальной стадии создания базовой ровной поверхности. Плоскость формируют на одной или двух, расположенных под углом 90°, сторонах заготовки. Деревянный элемент, проходя этот подготовительный строгальный этап, становится пригоден для дальнейшей обработки уже на рейсмусовых устройствах.
 Фуговальный станок Proma HP-200C
Фуговальный станок Proma HP-200CНазначение фугования
Черновая база доски получается волной при распиловке, подвергается короблению при сушке. На станках другого типа исправить такой дефект не удастся. Во время фугования на станке СФ нажим действует в продольном направлении для получения ровной плоскости. Давление сверху даст временное выравнивание, которое уйдет после снятия нагрузки. Заготовка будет гладкой, но не станет ровной.
Чтобы убрать неровности значительного размера делают несколько проходов до получения нужной геометрии. Усилие прижима распределяют так, чтобы первоначальная форма не менялась, выравнивание происходило строгальным устройством.
От качества базовой стороны зависит точность/искажение других трех сторон.
- Схема фугования
- Рекомендация по фугования
Устройство
Фуганки различают по способу подачи заготовки;
- ручная;
- механическая (толкатель, фрикцион).
Устройства СФ, на которых доска подается на обработку вручную, обладают меньшей производительностью. Самостоятельная работа на них имеет определенные ограничения. Максимальная длина изделия 1,5 м. Увеличение размера приводит к изгибу материала из дерева при свисании с края стола. Ограничения минимального габарита при удерживании рукой:
- длина – 0,4 м;
- толщина – 0,03 м;
- ширина – 0,05 м.
Строгальный процесс древесины меньших размеров выполняют, используя специальные приспособления – толкатели, колодки. Сложные фасонные поверхности на СФ выбирать запрещается!
На крупногабаритном оборудовании, оснащенном приспособлениями с механической подачей, вальцы находятся на самом столе или выполнены в виде приставных автоматов. Регулировка прижима должна исключать выпрямление имеющегося коробления. Мощные стационарные аппараты для фугования по дереву оснащаются конвейерами с системой пружин, пальцев, упоров, вакуумным захватом.
Основные узлы
Любой фуговальный станок состоит из следующих основных частей:
- Станина. Объединяет все детали в одну конструкцию. Основное назначение, не зависимо от материала изготовления, – фуговальный станок должен обладать устойчивостью при работе. В легких фуганках неподвижность достигается ручной регулировкой нескользящих опор. Другой вариант – анкерное крепление к полу.
- Стол. Состоит из передней и задней плиты. Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации фуговального станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей скользящего дерева.
Основные узлы фуговального станка
В малых, самодельных станках ставят цельные стальные плиты со шлифованной поверхностью. Встречаются строгальные устройства ручной работы из толстой фанеры. Вибрации, истирание, малая механическая прочность делают выполнение ручной работы на них низкокачественным и опасным.
- Ножевой вал. Цилиндрическая форма с шипами на торцах для опорных подшипников. В прорези трапециевидного сечения вставляются ножи. Крепление режущего инструмента обеспечивают клиновыми вставками и фиксацией болтами. Разгон центробежных сил создает усилие клина на запирание. Высота выхода из корпуса одинаковая. Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва во включенном состоянии.
- Электродвигатель. Располагают на станине в нижней части для смещения центра тяжести, придания устойчивости. Вращающий момент подводит ременная передача. В действующем СФ все вращающиеся элементы закрыты кожухом. Кнопки управления выносятся в удобное место.
- Направляющая линейка. Крепится болтами над ножевым валом в прорезях плит. Перемещается поперек стола в зависимости от требуемой ширины строгальной заготовки. По вертикали отклоняется до 45° (при ручной обработке не прямоугольных изделий из дерева).
Регулировка
Плоскости фуговальных станков, по которым двигают материал, выставляются с помощью кривошипного механизма. При вращении рукоятки эксцентрик проворачивается в подшипнике, поднимая (опуская) плиту. После установки заданного параметра фиксируется стопором. Находясь в одном горизонте, смещение передней части составляет толщину выбранного слоя. Задняя плоскость – по касательной к поверхности вращения ножей. Ручной регулировкой выставляют разницу в 1,25 – 1,5 мм. В среднем для строгания будет достаточно 2 прохода.
Технические условия эксплуатации СФ требуют устанавливать ножи без перекоса по длине. Выступ равномерный, в пределах от 0,7 мм до 1 мм. Ось вращения совпадает с валом. Выработка по высоте, толщине детали контролируется перед началом работы, превышающая допуски выбраковывается. Подкладка под основную планку запрещена. Для быстроты, точности установки пользуются контрольными приспособлениями (шаблонами-скобами с заданным размером).
Скорость подачи регулируют в прямой зависимости от дефектов дерева. Чем больше, тем медленнее строгание.
От режущей части до кромки стола зазор менее 2 мм приводит к быстрому износу режущей области деталей фуговальных станков, больше 3 мм – к вырыванию кусков дерева.
Варианты оснастки
Некоторые фуганки строгают сразу две перпендикулярные стороны. Для этого у СФ установлена вертикальная ножевая головка. Привод ременной.
С подающей стороны на фуговальный станок для безопасности ставят веерное ограждение. Пружинный механизм зарывает вращающуюся часть до направляющей линейки. Смещается надвигаемой заготовкой.
В комплекте может выпускаться аппарат для фугования и заправки ножей, роликовый конвейер для подачи. Фуганки оснащаются стружкоприемником, местами подключения аспирации.
Скорость вращения у разных моделей фуговальных станков от 2850 до 6000 об/мин.
Мощность двигателя варьируется от 0,3 до 18 КВт.
Ширина ножа в среднем 0,26 м, малые специализированные – 0,15 м, промышленные стационарные 0,6-1 м. Равномерность выработки достирают смещением по столу направляющей планки. Угол резания на валу 50—65°; наклон 10—15°; заточка 40—50°. Ставят 2, 4 и больше шт, в зависимости от средней скорости подачи досок.
Параметры выбора
Основным размером СФ, влияющий на чистоту и скорость строгания, является диаметр ножевого вала. Частота вращения улучшает качество обработки. Наличие сервисных мастерских, качественных расходных материалов, запчастей обеспечат долгосрочную эффективную эксплуатацию устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фуговальный станок по дереву
Фуговальный станок по дереву: принцип работы, вал, направляющие, ножи
Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
станина с прикрепленным валом ножейКонструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой столаПеред началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Принцип работы на фуговальном станке
 направляющая линейка из ДСП
направляющая линейка из ДСПДля работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работ
i-perf.ru
Как сделать фуговальный станок по дереву своими руками: чертежи, видео
Содержание статьи:
Бытовые и промышленные фуганочные станки широко используются для обработки древесины. Так же как и токарные, циркулярные и фрезерные, фуговальные относятся к обязательному оснащению столярных цехов. Они просты в использовании и надежны. Работа с самодельными фуганками требует аккуратности и некоторых навыков.
Сфера применения и назначение
самодельный станок
Промышленное и самодельное строгальное оборудование используется для односторонней обработки плоских поверхностей изделий из дерева. Основная сфера применения станков — мебельное и деревообрабатывающее производство. На них простругивают перпендикулярные поверхности, выбирают фаски под нужным наклоном с боковин. Точность обработки важна при сборке мебели, фуганочное оборудование позволяет получить деталь заданного размера. Часто строгальные механизмы используются дома в бытовых мастерских.
Фуговальный станок не позволяет строгать по толщине в размер, а также выполнять детали с параллельными поверхностями!
Классификация фуговальных станков
По количеству устройств для строгания фуговальные станки могут быть двухсторонними или односторонними. Все строгальные устройства делятся на категории согласно ширине строгальной поверхности, длине рабочего стола и частоте вращения ножевого вала.
Согласно обрабатываемой ширине заготовки различают механизмы:
- на 40 см;
- на 50 — 52 см;
- на 60 — 63 см.
Компактные самодельные агрегаты для дома обладают меньшей шириной обработки.
Согласно длине рабочей поверхности выделяется две группы устройств:
- с длиной меньше 250 см;
- с длиной от 250 до 300 см.
На длинных столах можно обрабатывать более крупные заготовки. Качество фугования также повышается.
Согласно частоте кручения рабочего вала станки делятся на две категории:
- 4700 — 4800 оборотов в минуту;
- 5000 оборотов в минуту.
Промышленные двигатели могут работать с частотой вращения, достигающей 12000 оборотов в минуту.
Устройство фуговального станка
станина с прикрепленным валом ножей
Конструкция состоит из основных элементов:
- рабочая поверхность;
- станина;
- направляющая;
- вал ножей;
- круговое ограждение.
Рабочая поверхность строгального станка состоит из двух плит: задней и передней. Уровень задней плиты совпадает с уровнем верхней точки лезвий резаков. Уровень передней выставляется ниже настолько, сколько материала снимается при обработке. Обычно перепад уровней составляет не более 1,5 миллиметров. Этого достаточно, чтобы качественно обработать поверхность детали в два приема.
Плиты изготавливают из чугуна, а чтобы сделать стол более устойчивым, предусмотрены ребра жесткости. Края плит закрыты стальными накладками, предохраняющими их от разрушения. Они же являются стружколомателями.
Вал ножей находится между двумя плитами, к валу крепятся резаки. Для качественной обработки необходимо подбирать одинаковые резаки. Как правило, используются однокромочные ножи, которые можно затачивать. Двухкромочные резаки после сильного затупления выбрасываются и заменяются новыми, затачивать их невозможно. Как правило, станки для бытовых мастерских оснащаются резаками из инструментальной быстрорежущей стали. Чтобы работать с плотными видами дерева или прессованными плитами используются резаки с твердосплавными напайками.
Направляющая фиксируется при помощи болтов в предусмотренных отверстиях. Линейка может передвигаться в поперечном направлении в зависимости от размера детали.
Круговое ограждение устанавливают на передней части плиты, к направляющей оно плотно прилегает за счет пружины. Ограждение прикрывает ножевой вал. Движение от мотора на вал ножей передается посредством ременной передачи.
Оптимальный размер деталей из дерева для обработки на фуговальном станке от 100 до 150 см. Слишком длинные детали свешиваются и создают неудобство при работе дома, а короткие — опасно.
Настройка и выбор режима
механизм изменения расстояния между валом ножей и кромкой стола
Перед началом работы нужно подсчитать толщину состругиваемого материала и скорость движения заготовки (для оборудования с автоподатчиком). Величина слоя зависит от изначального состояния дерева и определяется опытным путем. Для этого обрабатывается несколько (не более пяти) заготовок. Если на поверхности остаются непроработанные участки, плиту немного опускают. Если заготовка покороблена более чем на 2,5 мм, обработка осуществляется в два этапа.
Когда высота плит выставлена, измеряют промежуток между кромкой резаков и губками плит, который должен быть от 2 до 3 миллиметров. Для определения промежутка используется калиброванная пластинка, которая должна вставляться в щель легко, но без щелей. Если щель превышает 3 мм, деталь покрывается вырывами, при щели менее 2 миллиметров разрушается резак.
Кроме выставления плит по высоте, необходимо также определить место направляющей. При обработке брусков из дерева промежуток между линейкой и левым краем вала ножей должен быть немного больше, чем ширина бруска. Постепенно ножи затупляются и направляющая передвигается направо, вовлекая в работу другие части резаков. Линейка передвигается поперек столешницы на реечном устройстве, запускаемым маховиком. Чтобы выполнить угловую фаску на кромке, направляющую устанавливают с помощью шаблона или угольника и закрепляют винтом.
Автоподатчики регулируют на подачу деталей без стопоров, с малым прижимом. При обработке кромок их размещают параллельно линейке.
Правильность настроек строгального оборудования определяют опытным путем. Разрешенные погрешности составляют:
- по плоскости не более 0,15 миллиметров на каждый метр;
- по перпендикуляру — не более 0,1 миллиметра на 10 см.
Принцип работы на фуговальном станке

направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.
- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
Фуговальный станок своими руками
самодельный станок — вид сбоку
Раму небольшого настольного станка для дома можно сделать из металлической трубы прямоугольного сечения. Более мощная самодельная конструкция получится из уголка 40 мм. Ширина станины зависит от размера ножей и планируемой ширины строгания.
С одного торца к раме привариваются две направляющие, верхние кромки которых совпадают с поверхностью станины. Посередине станины на болты, вкрученные в заранее приготовленные отверстия, прикрепляется вал ножей, установленный на пару шарикоподшипников.
Рабочие поверхности для настольного станка для дома выполняют из толстой фанеры, уложенной на бруски. А чтобы регулировать их уровень, предусматриваются самодельные накладные болтовые соединения. По четыре соединения для каждой плиты: пара спереди и пара сзади. Снизу к каждой части столешницы прикрепляется вертикальный брусок с отверстием. Через брусок и верхнюю горизонталь станины продевается длинный штырь с резьбой, с помощью которого изменяется положение столешницы относительно вала ножей.
Есть другой вариант самодельного крепления рабочей поверхности: в станине проделаны пазы (4 шт.), в подвижной столешнице такое же количество отверстий, в которые вставляются головки шпилек на резьбе. Подкручивая гайки и перемещая в пазах шпильки, изменяют расстояние между валом ножей и кромкой столешницы.
Задняя плита устанавливается неподвижно и по высоте подгоняется под вал ножей. В качестве направляющей линейки может служить доска или ДСП подходящего размера.
При выборе двигателя следует исходить из характера использования будущего станка. Для бытовых нужд достаточно мощности 750 Вт, но с более серьезными задачами справится мотор мощностью не менее 1,5 киловатт.
Еще несколько вариантов самодельных фуганков:
Обзор заводских моделей
| Модель | W0108 | W0106FL | W0103FL | W0100 |
| Двигатель | 0,75 кВт 220В | 0,75 кВт 220 В | 2,2 кВт, 220В | 3,7 кВт 380В |
| Ширина реза | 153 мм | 153 мм | 203 мм | 400 мм |
| Максимальная глубина реза | 3 мм | 3,2 мм | 3,2 мм | 3 мм |
| Число ножей режущего вала | 3 | 3 | 4 | 4 |
| Диаметр режущего вала | 61 мм | 61 мм | 78 мм | 98 мм |
| Длина стола | 1210 мм | 1535 мм | 1800 мм | 2250 мм |
| Длина подающего стола | 700 мм | 760 мм | 880 мм | 1090 мм |
| Длина приемного стола | 590 мм | 755 мм | 880 мм | 1090 мм |
| Ширина стола | 255 мм | 255 мм | 330 мм | 420 мм |
| Высота стола от пола | 820 мм | 850 мм | 795 мм | 820 мм |
| Размеры упора | 740 х 98 мм | 889 х 124 мм | 889 х 124 мм | 1195 х 150 мм |
| Размеры в упаковке | 1245х515х275 мм | 1600х360х250 мм | 1850х450х300 мм | 2300х820х1025 мм |
| Масса брутто | 104 кг | 135 кг | 208 кг | 570 кг |
| Цена | 52000 руб | 68000 руб | 112000 руб | 229000 руб |
- W0108
- W0106FL
- W0103FL
- W0100
stanokgid.ru
Jet, Кратон, Корвет, Scheppach, Metabo
В последнее врем все чаще в домашних условиях или в промышленности устанавливается фуговально-рейсмусовые станки. Существует огромное количество методов обработки древесины, но все они имеют определенные сходства. Отдельными методами обработки можно назвать фугование и рейсмусование, которые имеют огромное количество сходство. Именно поэтому при создании оборудования, на котором проводятся рассматриваемые процессы, многие производители решили объединить фуганок и рейсмус. Результатом стало появление отдельной категории оборудования. Он несколько отличается от более распространенных фуговальных моделей. Главное отличие заключается в установке упоров и калибра, которые позволяют с более высокой точностью проводить срезание слоев древесины с поверхности.
 Фуговально-рейсмуcовый станок Jet
Фуговально-рейсмуcовый станок JetОсобенности процессов фугования и рейсмусования
Фуганок и строгальные станки позволяют обрабатывать древесину. Строгание – процесс изменения характеристик древесины, при котором подаваемый материал или инструмент совершает возвратно-поступательное движение для снятия верхнего слоя материала во время обработки. Ранее для выполнения подобной работы использовались ручные инструменты, но последние десятилетия для повышения показателя производительности используют фуговально-рейсмусовый станок или другие модели. Во время обработки используемое оборудование проводит снятие верхнего слоя древесины по всей длине бруса.
Строгальные инструменты и фуговально-рейсмусовые станки используются для достижения следующих целей:
- уменьшения высоты заготовки путем снятия нескольких слоев древесины;
- для получения поверхности необходимого качества. степень шероховатости зависит от типа ножей, их количества и диаметра барабана;
- удаления дефектов поверхности;
- создания кромок определенного типа. параллельный упор позволяет размещать заготовки под определенным углом к барабану с лезвием;
- некоторые модели, снятия коры путем черновой обработки для получения материала, которые будут пропущены через фуговально-рейсмусовый станок.

Подключение аспирации на станке Jet
Издавна для финишной обработки использовался фуганок. Использовался фуганок в качестве ручного инструмента для снятия поверхностного слоя. Фуганок используется для строгания большого объема древесины. Передвигая фуганок по всей длине заготовки, мастер с высокой периодичностью проводит удаление слоев, от силы нажатия можно регулировать их величину.

Ножи Helical у фуговально-рейсмусного станк а Jet 54 A
Для дома можно использовать ручной инструмент или фуговально-рейсмусовый станок. Стоит учитывать нижеприведенные моменты:
- Фугование – своего рода разновидность строгания. Отличительной особенностью подобного процесса назовем подачу заготовки большой длины. Во время воздействия режущего инструмента и подачи заготовка может прогибаться, что значительно снижает точность обработки. Для предотвращения деформации заготовки во время фугования станина имеет большие размеры, устройство оснащено прижимным механизмом. Фугование проводится исключительно для доведения поверхности до нужного класса шероховатости, толщина материала выдерживается с малой точностью.
- Рейсмусование – несколько иной тип обработки, позволяет получить поверхность более высокого качества. Используется в случае, когда заготовка имеет относительно небольшие размеры. Особенностью станков, которые относятся к этому классу, можно отнести возможность установки калибра. При рейсмусовании устанавливается то, какая будет выдержана толщина получаемой детали. По установленному калибру можно прогонять все заготовки.
Как правило, фуговально-рейсмусовый строгальный станок, который используется для получения древесины с высоким качеством поверхности, объединяет в себе функции фугования и рейсмусования. Фуговально-рейсмусовый станок получил широкое распространение благодаря объединению двух операций.
Особенности конструкции
Строгание по дереву, при совмещении функции рейсмусования и фугования, проводится при использовании специальных станков. Фуговально-рейсмусовый станок по дереву имеет нижеприведенные особенности:
- подобная модель совмещает в себе две самые востребованные технологии обработки дома и в промышленном производстве;
- как правило, при создании используется современный электродвигатель с высокой тяговой силой. Современные электродвигатели обладают малым электропотреблением при высокой производительности, однако очень восприимчивы к перегреву. Для этого снабжаются датчиками температуры, которые при срабатывании проводят отключение системы;
- строгальный стол используется для базирования. Строгание по дереву проводят при ручной или автоматической подаче;
- устройство может снабжаться упорами для установки заготовки под определенным углом. Как правило, обработку по дереву может проводиться при установке угла в диапазоне от 0 до 45°;
- фуговально-рейсмусовый станок для дома или промышленного использования может проводить снятие различного слоя материала, как правило, не больше 5 миллиметров;
- рейсмусование по дереву предусматривает обработку по установленному калибру. Для этого конструкция имеет устройство автоподачи. Для значительно повышения качества поверхности при обработке дома или на промышленном заводе снижается глубина врезания за один проход. Некоторые модели могут за один проход снимать около 2-х миллиметров.
Вышеприведенные особенности характеризуют фуговально-рейсмусовый станок по дереву. Современный бытовой вариант исполнения имеет небольшие габаритные размеры, может устанавливаться на пол без фундаментной плиты. Питание может проходить от стандартной сети с напряжением 220 В. К другим особенностям отнесем интуитивный блок управления, а также малый уровень шума во время выполнения строгания по дереву.
Основные технические характеристики
Строгальный или фуговально-рейсмусовый тип станка можно охарактеризовать по определенным признакам, по которым зачастую проводится выбор модели. К основным характеристикам можно отнести:
- Частота вращения строгального вала. Чем выше скорость вращения режущего инструмента, тем более высокое качество можно получить при проведении фугования или рейсмусования по дереву. При повышении частоты оборотов значительно повышается нагрузка на привод. Именно поэтому при высокой частоте строгания значительно снижается глубина резания за один проход. Современные модели имеют частоту вращения вала около 10 000 об/мин. Высокая скорость вращения вала приводит к повышению нагрузки на элементы крепления, установленные подшипники и другие связанные детали. Именно поэтому с повышение показателя скорости вращения значительно повышается стоимость конструкции.
- Диаметр вала также можно назвать важным показателем. Этот показатель оказывает влияние на то, сколько максимально снимается материала за один проход. С увеличением диаметра повышается нагрузка. Для дома можно приобрести модель, которая имеет вал с диаметром 50 миллиметров или больше. Кроме этого стоит учитывать, что увеличение диаметра вала приводит к значительному увеличению габаритов станков.
- Некоторые модели позволяют проводить обработку сразу с двух сторон. Двусторонние варианты исполнения значительно повышают производительность обработки. Однако этот момент делает конструкцию более дорогой и сложной.
- На строгальном валу размещено определенное количество ножей. Ножи имеют определенные размеры: длину, ширину, толщину. Длина ножа определяет то, какой ширины может быть подана заготовка в зону резания. Фугование и иной тип обработки может проводиться исключительно по ширине заготовки. В противном случае добиться нужного результата довольно сложно. Высота ножа определяет то, насколько глубоко они могут врезаться за один проход. Толщина используемого металла при изготовлении определяет то, как долго барабан с ножами может использоваться без замены. Малая толщина ножа определяет быстрое его истирание. Поэтому при выборе подобного оборудования следует обращать внимание на параметры установленных ножей.
- Мощность электродвигателя – один из основных показателей, которые следует учитывать при выборе фуговально-рейсмусовых станков. Для домашнего использования приобретают модели с мощностью около 2 кВт. Ее зачастую достаточно для решения бытовых задач. Для промышленного применения выбирают модели, на которых устанавливаются электродвигатели мощностью более 3 кВт. Как правило, питание проходит от сети 220В, но есть варианты исполнения, которые питаются от сети 380В. Трехфазные варианты исполнения имеют повышенное энергопотребление.
- Тип привода, который используется для передачи вращения режущему элементу. Практически все фуговально-рейсмусовые станки имеют клиноременную передачу. Особенностью клиноременной передачи является то, что она может передавать всю мощность с минимальными потерями. При этом изменение диаметров шкивов позволит отрегулировать количество оборотов на выходе. Ремень при повышении нагрузки может проскальзывать на шкиве, что защищает выходной вал электродвигателя от деформации. Существуют и более современные методы защиты электродвигателя от перегрузки, но рассматриваемый самый просто и надежный.
- Уровень шума во время работы можно назвать также важным показателем. Применение деталей, изготовленных с высокой точностью, позволяет снизить уровень шума во время работы.
- Количество ножей также определяет производительность модели. На барабане устанавливается два или более ножей. Фуговально-рейсмусовый станок высокой производительности имеет несколько ножей.
- Максимальная ширина подаваемой заготовки – один из наиболее важных показателей. Как правило, показатель ширины подаваемой заготовки приближен к показателю длины устанавливаемых ножей, но чуть меньше.
- Как ранее было отмечено, рейсмусование и фугование проводится для получения чистовой поверхности при правильной фиксации дерева. Деформация заготовки во время подачи не допускается. Поэтому важным показателем является также то, какие габаритные размеры должна иметь заготовка: длина и толщина.
- Габаритные размеры станка по дереву также играют важную роль. Во время установки станка следует обеспечить доступ к нему со всех сторон. При выборе модели следует обращать внимание на ее длину и ширину, высота, как правило, стандартная.
- Тип станины также можно назвать важным параметром. Станина используется для базирования оборудования, а также гашения вибрации. При изготовлении зачастую используется металл. Вид конструкции станины определяет устойчивость фуговально-рейсмусового станка.
- Вес конструкции – следующий критерий выбора. Чем больше вес, тем больше требований к ее установке. Тяжелые фуговально-рейсмусовые станки следует устанавливать на специальные фундаментные плиты. Обычные варианты исполнения для дома имеют вес всего несколько десятков килограмм, что позволяет их устанавливать без создания специального основания.
- Глубина строгания за один проход может быть различной. Этот показатель является важным критерием, так как определяет производительность выбранной конструкции. Большая часть моделей рассматриваемого типа оборудования способны проводить снятие за один проход слой материала толщиной до 5 миллиметров. Однако это не значит, что при чистовом проходе можно выставить подобное значение. С повышением чистоты вращения барабана с лезвиями значительно снижается и глубина строгания.
- Угол наклона параллельного упора. Параллельный упор определяет возможность обработки заготовки под углом. Это зачастую необходимо для образования фасок и наклонных поверхностей.
- Подача может быть ручной и автоматической при помощи упора. При ручной подаче проводится черновое снятие материала, при автоматической – чистовое. Автоматическую подачу можно охарактеризовать скоростью. Как правило, она составляет около 10 м/мин. Некоторые модели позволяют регулировать скорость подачи.
Вышеприведенные моменты можно назвать основными. Практически все современные модели имеют схожие характеристики. Поэтому провести выбор довольно просто.
В заключение отметим, что есть несколько производителей, которые проводят производство фуговально-рейсмусовых станков, используемых для фугования и рейсмусования. Бытовой вариант исполнения может стоить около 500$. Производят оборудование как российские, так и зарубежные компании. Примером можно назвать станки фирмы JET или MAKITA, PARITET и Metado. Популярность некоторых брендов высока, другие менее востребованы. Цена может зависеть не только от функциональности, мощности и других характеристик, но и ценовой политики производителя бренда.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самодельный фуговальный станок: чертеж, основные этапы создания
Чтобы любая работа спорилась, необходимо иметь хорошее оборудование и инструменты. Это же утверждение подходит и для любителей (или профессионалов) «повозиться» с деревом. Мастера по изготовления мебели или других деревянных изделий всегда стараются обзавестись различными инструментами и приспособлениями, которые смогут помочь им в работе.
Например, фуговальный станок. Это устройство существенно повышает производительность и качество работ по дереву. Но вот приобрести его получается не у всех любителей, ведь его цена довольно высокая. А как выйти из такой сложной ситуации? Решение есть, и оно довольно простое – это сделать настольный фуганок своими руками. А о самом процессе изготовления и будет рассказано в статье.
Для чего нужен фуговальный станок
В деревообрабатывающей мастерской могут находиться самые разные станки, но наиболее часто используемые (конечно, кроме циркулярной пилы) можно назвать фуговальные и рейсмусовые устройства. Эти два вида агрегатов немного схожи по своей функции, но отличаются по способу использования.
Если вам необходимо изготовить деревянную заготовку в виде доски, бруса или щита, то лучше воспользоваться рейсмусовым станком. Такое устройство, основным инструментом которого является все тот же нож, способно разрезать исходный материал на две параллельные части. При этом обе они будут подогнаны к определенным размерам.
Рейсмусовые станки выпускаются как одностороннего, так и двустороннего типа. В первом случае за один проход обрабатывается только одна сторона заготовки. Более производительным является двусторонний рейсмусовый станок. Здесь на выходе уже получается практически готовая деталь.
У рейсмусовых станков вал расположен над столешницей. Причем последняя делается массивной, чтобы сгладить большие вибрации. Кроме этого, механизм оснащается специальным кожухом, который предназначен для погашения шумов.
У фуговального станка немного другая задача. Это устройство используется для создания гладкой, без существенных шероховатостей, поверхности на заготовке. Такой станок также как и предыдущий вариант оснащается валом с ножами, только в фуговальном он расположен под столешницей.

Заготовка подается на рабочую поверхность с одной стороны, выход с противоположной уже частично обработанной. Так слоем за слоем достигается нужная ровность. После обработки на фуговальном станке деталь можно подавать на рейсмусовый.
Основные понятия
В подобном оборудовании будут присутствовать многочисленные вращающиеся детали. Отсюда можно сделать вывод, что выполнить такой станок своими руками будет не так уж просто. Поэтому приступая к его изготовлению нужно рассчитать свои силы. Если у вас уже имеется некоторый подобный опыт, то вы справитесь с задачей.
Стоит сразу отметить, что сделать фуговальный станок полностью из деталей собственного изготовления у вас не получится. Конечно, возможно в ваших «закромах» имеется большой ассортимент различных устройств, но такое бывает редко. В первую очередь это касается вала с ножами и подшипников. Их, скорее всего, придется докупать или даже заказывать. Но если все что нужно имеется в наличии, то можно смело приступать к проектированию.

Некоторые детали для фуговального станка: ножевой вал, подшипники ножи, придется покупать или заказывать
В первую очередь стоит понять, какую именно «комплектацию» вы желаете получить. Тут может быть несколько вариантов:
- просто фуговальный станок. Он будет выполнять только одну функцию;
- комплект из фуганка и циркулярной пилы. В этом случае функциональность станка увеличивается в два раза;
- оборудование способное выполнять роль и фуганка, и циркулярной пилы, и шлифовального устройства, и точильного и сверлильного станка. Такое приспособление будет очень полезным для вашей мастерской, но вот выполнить его своими руками будет сложно.
Самый оптимальный и простой в исполнении вариант – это изготовить фуганок и циркулярную пилу на одной станине. Плюс ко всему оба инструмента будут вращаться от одного электродвигателя. Такая особенность существенно облегчить нашу задачу.
Рассмотрим основные составляющие нашего будущего настольного фуговального станка. В него будут входить:
- Станина. Эта конструкция будет удерживать весь станок и установленное на нем оборудование. Для ее изготовления лучше всего использовать прочные швеллеры, с толщиной стенок в пределах 8-10 миллиметров. Станину можно выполнить как разборную, так и капитальную. В первом случае все ее составляющие будут соединяться при помощи болтов и гаек. Если переносной станок вам не нужен, то швеллеры можно закрепить между собой при помощи сварки. Такой вариант будет более надежным. Можно обойтись и без станины, если ее роль будет играть рабочий стол;
- Рабочий инструмент. Это одна из самых главных составляющих станка. Ножи фуганка и сама пила – именно с их помощью вы и будете распиливать, и обрабатывать доски. Ножи прочно крепятся на валу. Они должны быть выполнены из надежной и крепкой стали. Пилу для циркулярки с победитовыми напайками. Такой инструмент прослужит вам гораздо дольше;
- Ротор – именно к нему будут крепиться все инструменты. Без этой детали невозможно выполнить ни один станок, рейсмус или циркулярную пилу. Найти подходящий ротор бывает довольно сложно, поэтому его лучше заказать у профессионального токаря, предварительно снабдив его чертежами;
- Рабочий стол. Для нормально функционирующего станка вам понадобиться три поверхности. Одна будет служить рабочим столом для циркулярной пилы, а две других для фуговального станка. Толщина материала для рабочей поверхности должна быть не менее пяти миллиметров. Для этих целей подойдет многослойная фанера или металлические листы. При этом желательно сделать небольшую разницу по высоте для поверхностей, предназначенных для фугования. Та сторона, по которой будет подаваться заготовка должна быть на пару миллиметров ниже то, на которую перейдет уже обработанная сторона. Такой перепад облегчить работу и существенно снизит вибрацию.
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции:
— в первую очередь приготовьте электродвигатель.

Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
- для передачи вращательного момента от электродвигателя к рабочему валу должно осуществляться при помощи ремней. Лучше всего для этих целей подойдет двухручьевая клинообразная форма. Такие ремни более надежные;
- сам электродвигатель можно монтировать консольно, непосредственно внутри рамы станка. Такой способ поможет решить проблему, связанную с натяжением ремня. Если вы хотите укрепить двигатель более крепко, то нужно добавить в конструкцию салазки, с помощью которых будет проводиться регулировка;
- чтобы увеличить частоту вращения вала, стоит использовать два шкива. Один, большего диаметра, устанавливают на электродвигатель. Шкив с меньшим сечением монтируют на вал.
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Чертеж. Основные этапы создания фуговального станка
Настольный фуговальный станок — чертеж
Настольный фуговальный станок — чертеж (часть2)
Фуговальный станок, самый простой его вариант без дополнительных функций, можно довольно легко изготовить своими руками. Общий ход работ в этом случае будет выглядеть следующим образом:
- вначале приготовьте все необходимые детали, инструменты и материалы;
- создаем чертеж будущего станка. Без этого «документа» нельзя начинать работу. С помощью чертежа вы сможете просчитать все нюансы и подготовиться к ним. Кроме того, наличие такого плана значительно облегчит и упростить задачу;
- далее, переносим все размеры будущих деталей на заготовку и изготавливаем их;
- очень важная деталь – это место для установки подшипников ротора. Его делают из нескольких заготовок.
При скреплении используется клей и прижим. Выемка должна идеально подходить по размерам подшипника;
- далее, проводим установку электродвигателя. Для этого, как уже отмечалось выше, можно использовать консольное крепление, или установить агрегат на салазки;
- следующим этапом будет сборка ротора с подшипником и установка их на свое место. Одновременно проводится подсоединение к электродвигателю при помощи ременной передачи. Проверьте, чтобы ротор свободно вращался в подшипнике;
- далее, проводится сборка и установка рабочей поверхности. Она будет состоять из двух частей – подающей и принимающей. При этом вторая должна быть на пару миллиметров выше первой. Рабочую поверхность можно выполнить из многослойной фанеры, а для большей прочности и увеличения срока службы оббить листовым железом.
После создания системы включение и выключения электродвигателя станок готов к использованию. Но чтобы ваш новый инструмент приносил только пользу и радость работы, стоит его правильно и безопасно эксплуатировать.
Рекомендации по использованию
Роторный станок, как и любой механизм, нуждается в правильной эксплуатации. Если не соблюдать определенные правила, то устройство может быстро выйти из строя. А в худшем случае вы сами получите травму. Поэтому при использовании следует соблюдать рекомендации от специалистов:
- чтобы станок работал надежно необходимо периодически проводить профилактические работы. В такой комплекс включают следующие мероприятия – проверка надежности расположении ножей на валу, шприцевание подшипников, проверка электродвигателя, осмотр ременной передачи на предмет достаточности ее натяжение, проверка всех контактов и так далее;
- вращающиеся детали всегда опасны. А если они еще оснащены острыми лезвиями, то риск получения трав очень велик. Чтобы повысить безопасность эксплуатации вал с ножами лучше закрывать кожухом. Он будет раскрываться при происхождении деревянной заготовки, и снова закрываться при простое;
- при работе на станке соблюдайте все меры безопасности. Особенно это касается качества освещения рабочего места. Над станком повесьте мощную лампу, да и само помещение вашей мастерской должно быть светлым. Также обратите внимание на качество пола. Если он слишком скользкий, то лучше установить деревянный помост или резиновый коврик;
- не стоит прибегать к чрезмерным усилиям во время строгания или резки материала. Лишняя сила не ускорит работу, а только испортить заготовку или приведет к поломкам самого станка;
- не стесняйтесь приглашать помощника при обработке длинных заготовок. Так работа будет выполнена быстрее, качественней и безопасней для вашего здоровья.
Конечно, стоит следить за чистотой рабочего стола. После окончания работы, при выключенном и обесточенном станке, проведите очистку устройства от стружки. То же самое нужно периодически нужно делать для выполнения больших объемов. Выключите станок и удалите все накопившиеся стружки из всех механизмов и поверхностей. Чистота облегчит вашу работу и поможет сохранить работоспособность установки на более длительный срок.
В видео будет подробно рассмотрен один из вариантов самодельного фуговального станка.
Видео: самодельный фуговальный станок
teremizbrusa.ru