
Из каких частей состоит токарный резец – 1.7. Основные части и элементы токарного резца
Основные части и элементы резца — Понятие о геометрии токарного резца — Совершенствование навыков выполнения слесарных и токарных работ
Вам известно, что резец состоит из двух основных частей: головки и стержня.
Токарный резец
Головка — это режущая часть резца. По ее передней поверхности сходит стружка. Головка имеет также задние главную и вспомогательную поверхности, обращенные к обрабатываемой заготовке.
Главная и вспомогательная режущие кромки получаются соответственно от пересечения передней и задних поверхностей. Основную работу резания выполняет главная режущая кромка.
Вершиной резца называется место пересечения главной и вспомогательной режущих кромок. Вершина может быть острой или притуплённой (закругленной).
Вопросы
- Из каких частей состоит резец?
- Как называются элементы головки резца?
Упражнения
- Покажите переднюю поверхность на проходном резце.
- Найдите на резце задние главную и вспомогательную поверхности. Почему их так называют?
- На двух резцах определите острую и притуплённую вершины.
Углы резца
У резца имеются передний, задний и главный углы в плане. Передний угол, обозначаемый γ (гамма), создает хорошие условия для срезания слоя и стружкоотделения.
| Углы резца |
С увеличением переднего угла облегчается врезание резца в металл, улучшается отделение стружки и качество обрабатываемой поверхности. Однако с увеличением переднего угла ослабляется режущая кромка и снижается ее прочность, значительно уменьшается износостойкость резца.
Твердые и хрупкие металлы обрабатывают резцами с передним углом 0 — 5°. Мягкие и вязкие металлы обрабатывают резцами с передним углом 15 — 20°.
Задний угол α (альфа) уменьшает трение между задней поверхностью резца и обрабатываемой заготовкой.
Обычно задний угол равен 6 — 12°.
Главный угол в плане, обозначаемый φ (фи), определяет толщину и ширину среза. Наиболее часто у проходных резцов этот угол равен 45°.
Вопросы
- Какие вы знаете углы резца?
- Для чего служит передний угол?
- Для чего служит задний угол?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
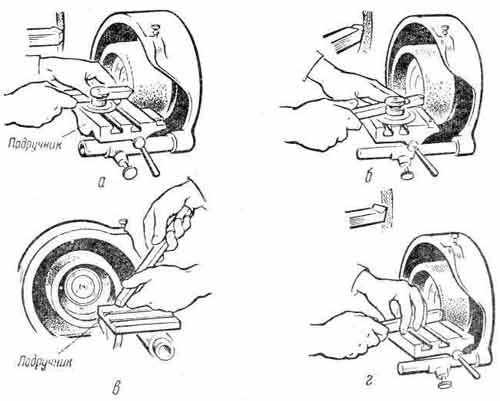
На заводах резцы затачивают на электроточилах или заточных станках специально обученные рабочие — заточники. Однако токарь должен уметь сам правильно заточить резец. Затачиваемый резец устанавливают на подручник. Абразивный круг должен быть огражден кожухом. Порядок заточки следующий: затачивают главную заднюю поверхность, затем вспомогательную заднюю поверхность, переднюю поверхность и закругляют вершину резца. Заточка резца а — главной…
www.ktovdome.ru
Основные части и элементы токарного резца
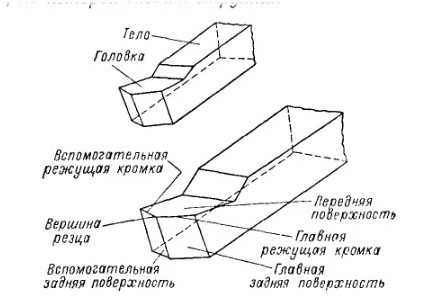
Резец состоит из двух основных частей: головки и тела (стержня) (рис. 46). Головка является рабочей (режущей) частью резца; тело служит для закрепления резца в резцедержателе.

Головка состоит из следующих элементов: передней поверхности, по которой сходит стружка, изадних поверхностей, обращенных к обрабатываемой детали. Одна из задних поверхностей, обращенная к поверхности резания, называется главной; другая, обращенная к обработанной поверхности, — вспомогательной.
Режущие кромки получаются от пересечения передней и задних поверхностей. Различают главнуюи вспомогательную режущие кромки. Основную работу резания выполняет главная режущая кромка.
Пересечение главной и вспомогательной режущих кромок называется вершиной резца.
Поверхности обработки
На обрабатываемой детали различают три вида поверхности (рис. 47): обрабатываемую, обработанную и поверхность резания.

Обрабатываемой поверхностью называется поверхность заготовки, с которой снимается стружка.
Обработанной поверхностью называется поверхность детали, полученная после снятия стружки.
Поверхностью резания называется поверхность, образуемая на обрабатываемой детали главной режущей кромкой резца.
Необходимо также различать плоскость резания и основную плоскость.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной плоскостью называется плоскость, параллельная продольной и поперечной подачам резца. У токарных станков она совпадает с горизонтальной опорной поверхностью резцедержателя.
Углы резца и их назначение
Углы рабочей части резца сильно влияют на протекание процесса резания.
Правильно выбрав углы резца, можно значительно увеличить продолжительность его непрерывной работы до затупления (стойкость) и обработать в единицу времени (в минуту или час) большее количество деталей.
От выбора углов резца зависит также сила резания, действующая на резец, потребная мощность, качество обработанной поверхности и др. Вот почему каждый токарь должен хорошо изучить назначение каждого из углов заточки резца и уметь правильно подбирать их наивыгоднейшую величину.
Углы резца (рис. 48) можно разделить на главные углы, углы резца в плане и угол наклона главной режущей кромки.
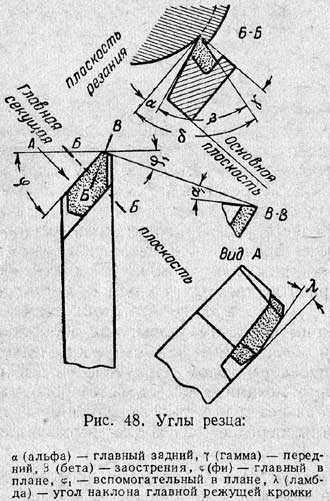
К главным углам относятся: задний угол, передний угол и угол заострения; углы резца в плане включают главный и вспомогательный.
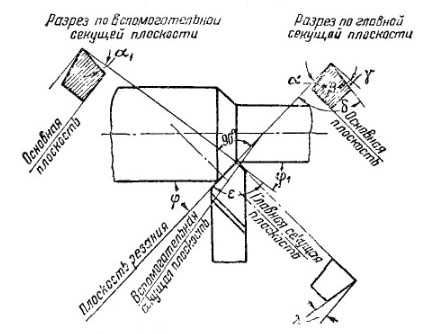
Главные углы резца следует измерять в главной секущей плоскости, которая перпендикулярна к плоскости резания и основной плоскости.
Рабочая часть резца представляет клин (на рис. 48 заштрихован), форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется углом заострения и обозначается греческой буквой β (бета).
Задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается.
В табл. 1 приведены рекомендуемые величины углов (заднего и переднего) для резцов, оснащенных пластинами твердого сплава.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Передний угол γ играет важную роль в процессе образования стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, улучшается сход стружки, уменьшается сила резания и расход мощности, улучшается качество обработанной поверхности. С другой стороны, чрезмерное увеличение переднего угла приводит к ослаблению режущей кромки и понижению ее прочности, к увеличению износа резца вследствие выкрашивания режущей кромки, к ухудшению отвода тепла. Поэтому при обработке твердых и хрупких металлов для повышения прочности инструмента, а также его стойкости следует применять резцы с меньшим передним углом; при обработке мягких и вязких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. Практически выбор переднего угла зависит, помимо механических свойств обрабатываемого материала, от материала резца и формы передней поверхности. Рекомендуемые величины переднего угла для твердосплавных резцов приведены в табл. 1.
Углы в плане. Главным углом в плане φ (фи) называется угол между главной режущей кромкой и направлением подачи.
Угол φ обычно выбирают в пределах 30—90° в зависимости от вида обработки, типа резца, жесткости обрабатываемой детали и резца и способа их крепления. При обработке большинства металлов проходными обдирочными резцами можно брать угол ф = 45°; при обработке тонких длинных деталей в центрах необходимо применять резцы с углом в плане 60, 75 или даже 90°, чтобы детали не прогибались и не дрожали.
Вспомогательным углом в плане φ1 называется угол между вспомогательной режущей кромкой и направлением подачи.
Углом λ (ламбда) наклона главной режущей кромки (рис. 49) называется угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости.
Таблица 1
infopedia.su
Элементы резца | Виды резцов
Плоскости резания
Для определения углов резца устанавливаются исходные плоскости: основная и плоскость резания (рис. 1.6).
Плоскость резания — плоскость, касательная к поверхности резания и проходящая через режущую кромку.
Основная плоскость — плоскость, параллельная направлениям продольной и поперечной подач. У токарных и строгальных резцов призматической прямоугольной формы в качестве этой плоскости можно принять опорную поверхность резца. У долбежных резцов основная плоскость перпендикулярна опорной поверхности.
Рассмотрим части и углы резца в соответствии с ГОСТ 6897 и 6898.
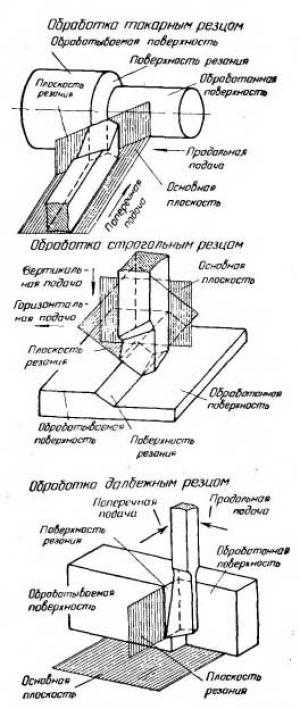
Рисунок 1.6 — Поверхности и исходные плоскости резца при точении, строгании и долблении
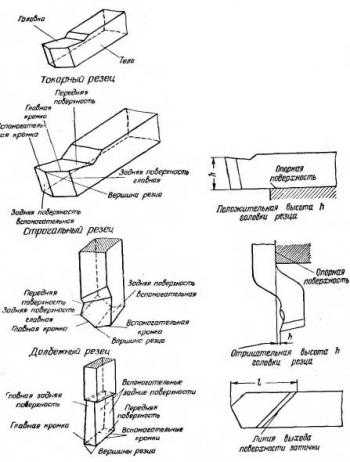
Рисунок 1.7 — Элементы резца. Рисунок 1.8 — Высота и длина головки резца
Элементы резца
Резец (рис. 1. 7) состоит из головки, т. е. рабочей части резца, и тела, или стержня, служащего для закрепления резца в суппорте или державке.
Высота головки резца (рис. 1.8) — расстояние между вершиной резца и опорной поверхностью, измеренное перпендикулярно этой поверхности. Высота головки обозначается буквой h и измеряется в миллиметрах. Высота головки резца может иметь отрицательное значение.
Длина головки резца (см. рис. 1.8) -наибольшее расстояние от вершины резця до линии выхода поверхности заточки, измеренное параллельно продольным граням тела резца. Длина голоики обозначается буквой l и измеряется в миллиметрах.
Различают переднюю и задние поверхностн, режущие кромки и вершину резца (см. рис. 1.7).
Передняя поверхность — поверхность резца, по которой сходит стружка. Задние поверхности — поверхности резца, обращенные к обрабатываемой детали.
Режущая кромка — кромка, образованная пересечением передней н задних поверхностей. Различают главную режущую кромку, выполняющую основную работу резания, и вспомогательную режущую кромку. Резцы могут иметь одну (например проходные) или две (например отрезные; вспомогательные режущие кромки).
Задняя поверхность, примыкающая к главной режущей кромке, называется главной задней поверхностью.
Вершина резца — место сопряжения главной режущей кромки со вспомогательными. Вершина резца может быть н плане острой или закругленной.
Виды резцов
Резцы могут быть правыми и левыми.
Правые резцы (рис. 1.9, б)- резцы, у которых при наложении на них сверху ладони — правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка будет расположена в сторону большого пальца. На токарном станке эти резцы работают при подаче справа налево, т. е. по направлению к передней бабке станка.
Левые резцы (рис. 1.9, а) резцы, у которых при указанном способе наложения левой руки главная режущая кромка будет расположена в сторону большого пальца.
Головка резца может иметь различную форму и различное расположение относительно стержня резца (рис. 1.10).
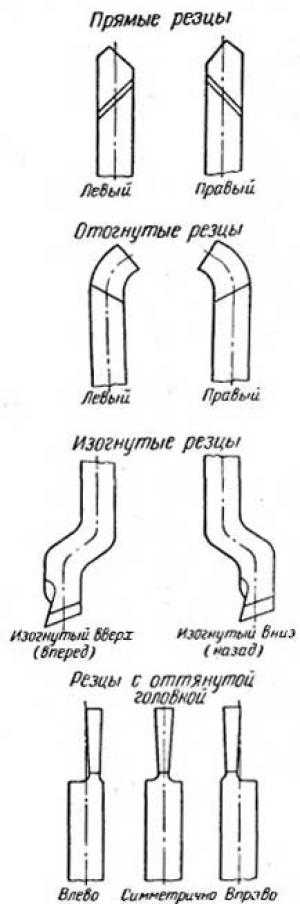
Рисунок 1.10 — Формы резцов
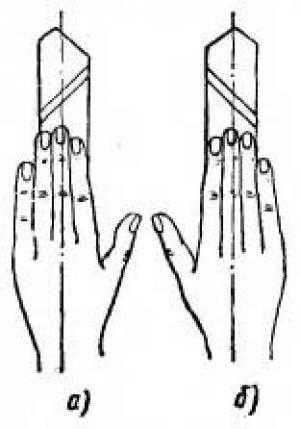
Рисунок 1.9 — Резцы. а — правый, б — левый
Прямыми резцами называются такие резцы, у которых ось (ось симметрии) в плане и боковом виде прямая.
Отогнутыми резцами называются такие резцы, у которых ось в боковом виде прямая, а в плане изогнутая.
Изогнутыми резцами называются такие резцы, у которых ось в плане прямая, а в боковом виде изогнутая.
Резцы с оттянутой головкой — это такие резцы, у которых головка уже (тоньше) тела. Головка может быть расположена относительно оси тела резца или симметрично, или с одной стороны, причем головка может быть прямой, отогнутой в сторону или изогнутой.
Вправо (или влево) оттянутыми резцами называются такие, у которых при указанном ранее способе наложения ладони правой (или соответственно левой) руки головка оказывается сдвинутой в сторону большого пальца.
Рассмотрим углы резца как геометрического тела, находящегося в покое (статическое состояние). Ниже рассматриваются углы прямого резца, ось которого установлена перпендикулярно направлению продольной подачи, а вершина расположена по линии центров (рис. 1. 11). Различают углы главные, вспомогательные и углы в плане.
Углы резца
Главные углы резца измеряются в главной секущей плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость. К ним относятся следующие углы.
Главный задний угол α — угол между следами главной задней поверхности резца и плоскости резания.
Угол заострения β — угол между следами передней и главной задней поверхностей резца.
Передний угол γ — угол между следом плоскости, перпендикулярной к плоскости резания, проходящей через главную режущую кромку, и следом передней поверхности резца.
Угол резания δ — угол между следом передней поверхности и плоскости резания. Обычно δ = α + β = 90° — γ (1.5)
Вспомогательные углы резца α1, φ1, β1 измеряются во вспомогательной секущей плоскости (см. рис. 1.11) и определяются по аналогии с главными углами резца.
Углы в плане измеряются в основной плоскости.
Главный угол в плане φ — угол между проекцией главной режущей кромки на основную плоскость н направлением подачи.
Вспомогательна угол в плане φ1 — угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине в плане ε
Углом наклона главной режущей кромки λ — называется угол, заключенный между режущей кромкой и прямой линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно основной плоскости.
Похожие материалы
www.metalcutting.ru
Конструкция резца
Части конструкции резца и элементы его головки
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца. Поверхностям и другим элементам головки резца присвоены следующие названия. Передней поверхностью резца называется та поверхность, по которой сходит стружка.
Задними поверхностями резца называются поверхности, обращенные к обрабатываемой детали, причем одна из них называются главной, а другая вспомогательной.
Режущими кромками резца называются линии, образованные пересечением передней и задних поверхностей его. Режущая кромка, выполняющая основную работу резания, называется главной. Другая режущая кромка резца называется вспомогательной.
Из рис. видно, что главной задней поверхностью резца является поверхность, примыкающая к его главной режущей кромке, а вспомогательной — примыкающая к вспомогательной режущей кромке.
Вершиной резца называется место сопряжения главной и вспомогательной кромок. Вершина резца может быть острой, плоской, резанной или закругленной.
Части конструкции резца и элементы его головки.
Углы резца. Главными углами резца являются главный задний угол, передний угол, угол заострения и угол резания. Эти углы измеряются в главной секущей плоскости. Главная секущая плоскость есть плоскость, перпендикулярная к главной режущей кромке и основной плоскости. Главным задним углом называется угол между главной задней поверхностью резца и плоскостью резания. Этот угол обозначается греческой буквой a (альфа). Углом заострения называется угол между передней и главной задней поверхностями резца.
Углы токарного резца
Этот угол обозначается греческой буквой в (бэта).
Передним углом называется угол между передней поверхностью резца и плоскостью, проведенной через главную режущую кромку перпендикулярно к плоскости резания.
Этот угол обозначается греческой буквой у (гамма).
Углом резания называется угол между передней поверхностью резца и плоскостью резания.
Этот угол обозначается греческой буквой б (дельта).
Кроме перечисленных, различают следующие углы резца: вспомогательный задний угол, главный угол в плане, вспомогательный угол в плане, угол при вершине резца и угол наклона главной режущей кромки.
Вспомогательным задним углом называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости.
Этот угол измеряется во вспомогательной секущей плоскости, перпендикулярной к вспомогательной режущей кромке, и основной плоскости и обозначается а.
Главным углом в плане называется угол между главной режущей кромкой и направлением подачи.
Этот угол обозначается греческой буквой ф (фи).
Вспомогательным углом в плане называется угол между вспомогательной режущей кромкой и направлением подачи.
Этот угол обозначается ф1 (фи).
Углом при вершине называется угол, образованный пересечением главной и вспомогательной режущих кромок.
Этот угол обозначается греческой буквой е (эпсилон).
Упрощенное изображение углов резца, принятое на практике, указано на рис., о и б (линия А А —плоскость резания). На рис. в показаны углы резца в плане.
Главная режущая кромка резца может составлять различные углы наклона с линией, проведенной через вершину резца параллельно основной плоскости.
Угол наклона измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости, и обозначается греческой буквой X (лямбда). Угол этот считается положительным, когда вершина резца является самой низкой точкой режущей кромки; равным пулю — при главной режущей кромке, параллельной основной плоскости, и отрицательным — когда вершина резца является наивысшей точкой режущей кромки.
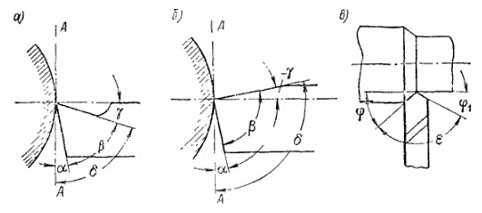
Упрощенное изображение углов токарного резца.
www.autoezda.com
Геометрия токарного резца
Геометрия токарного резцаЗнание геометрии токарного резца и умение затачивать его должен знать каждый токарь. От геометрии и заточки резца зависит очень много, например качество изготовляемой продукции, долговечность резца с момента заточки и до следующей переточки, стружкообразование и многое другое.
Резец состоит из:
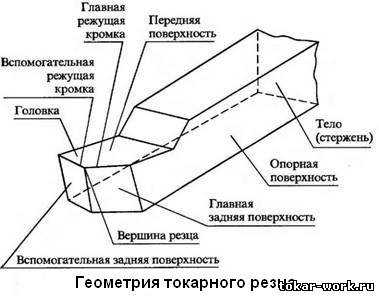
Головки — (пластинка твердосплавная или быстрорежущая рабочая (режущая) часть резца).
Тело или стержень — (часто применяют обычную сталь), предназначено для крепления резца.
Опорная поверхность – служит для крепления резца в резце держателе и горизонтального положения.
Передняя поверхность – служит для схода стружки. Передняя поверхность может быть отрицательной (вершинка резца смотрит вверх) и положительной (вершинка резца смотрит вниз, то есть вершинка ниже главной режущей кромки резца) в зависимости от вида обработки.
Главная режущая кромка – служит для резания материала.
Вспомогательная режущая кромка – с пересечением главной режущей кромкой образуют вершину резца.
Вершина лезвия – это точка соприкосновения обрабатываемого материала и режущего инструмента.
Главная задняя поверхность – служит для поддержки пластины (головки резца). От угла главной задней поверхности зависит износостойкость резца.
Вспомогательная задняя поверхность – предназначена для свободного передвижения режущего инструмента по обрабатываемой поверхности.
Геометрия резца
И так, разобравшись, из чего состоит резец, переходим непосредственно к геометрии резца.
По передней поверхности лезвия Аγ сходит стружка.
Главная задняя поверхность лезвия Аα обращена к обрабатываемой поверхности заготовки.
Главная и вспомогательная режущие кромки образованы пересечением передней поверхности с задней.
Основная плоскость Рυ это координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно
направлению скорости главного движения резания в этой точке.
Плоскость резания Рn координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости.
Главная секущая плоскость Рτ координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
Передний угол резания γ это угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью. Главным передним углом γ будет угол в главной секущей плоскости. От величины переднего угла зависит сход стружки.
Задний угол α это угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания, а в главной секущей плоскости этот угол называется главным задним углом. Увеличение заднего угла приводит к уменьшению угла заострения β, и следовательно к ослаблению режущей кромки, выкрашиванию и преждевременному выходу инструмента из строя.
www.tokar-work.ru
Части и элементы токарного резца
ЧАСТИ И ЭЛЕМЕНТЫ ТОКАРНОГО РЕЗЦА [c.16]Основные части и элементы токарного резца. Резец состоит из двух основны.х частей — головки и стержня (рис. 12). [c.30]Элементы токарного резца. Резец состоит из рабочей части — головки и стержня, служащего для закрепления резца в резцедержателе станка (фиг. 1, б). Головка резца имеет следующие рабочие поверхности переднюю, по которой сходит образующаяся в процессе резания стружка, и задние — главную и вспомогательную поверхности, обращенные к обрабатываемой заготовке. Режущие [c.1]
Назовите основные части, элементы и углы токарного резца [c.21]
Токарный прямой проходной резец (рис. 6.5) имеет режущую часть / и присоединительную часть II, которая служит для закрепления резца в резцедержателе. Режущая часть образуется при специальной заточке резца и имеет следующие элементы переднюю поверхность лезвия I, по которой сходит стружка заднюю поверхность лезвия 2, обращенную к поверхности резания заготовки вспомогательную заднюю поверхность 3, обращенную к обработанной поверхности заготовки режущую кромку 3, вспомогательную режущую кромку б, вершину лезвия 4. Инструмент затачивают по передней и задним поверхностям. Для определения [c.300]
Токарные резцы (рис. 2.3) являются наиболее распространенным режущим инструментом. Они, как и металлорежущие инструменты всех других видов, имеют присоединительную часть (участок /2) в виде державки или корпуса, а также режущую часть (участок /1), с помощью которой осуществляется процесс срезания стружки. Режущая часть состоит из одного или нескольких конструктивно обособленных режущих элементов (зубьев), которые работают одновременно или последовательно, непрерывно или с перерывами, вступая в работу один за другим. [c.38]
Геометрия режущего инструмента. Принцип работы любого режущего инструмента основан на действии клина. Наиболее наглядно можно рассмотреть элементы и геометрию режущего инструмента на примере токарного резца (рис 12.1). Последний состоит из рабочей части П, которая принимает непосредственное участие в отделении срезаемого слоя металла, и крепежной части I, с помощью которой производится закрепление резца в резцедержателе. Основными элементами рабочей части резца являются передняя поверхность 1, по которой схо- [c.351]
Размеры корпуса связаны с размером и формой рабочей части, видом резца. Так, для токарных резцов стремятся, чтобы вершина рабочей части резца располагалась на уровне верхней границы крепежной части у строгальных резцов стремятся к тому, чтобы вершина рабочей части располагалась на уровне опорной плоскости резца. Наиболее опасным участком корпуса резца с точки зрения его прочности является участок сопряжения корпуса и рабочей части. Этот участок находится в непосредственной близости от зоны резания и обычно ослаблен пазами под напайные пластинки, гнездами под неперетачиваемые пластинки, заниженными размерами (например, у отрезных резцов), необходимыми для осуществления обработки, скосами, обеспечивающими облегчение заточки режущих и калибрующих элементов, и т. д. [c.133]
Геометрические параметры, присущие режущим элементам различных инструментов, могут быть рассмотрены на примере проходного токарного резца (рис. 3.2). Режущую часть резца привяжем к пространственной прямоугольной системе координат с осями х, у, г. Геометрическая ось резца параллельна оси у, а нижняя опорная плоскость корпуса резца совмещена с горизонтальной плоскостью ху. Принимается условие, что ось вращения обтачиваемой заготовки параллельна оси х и расстояния от этой оси и от точки 1 верщины резца до плоскости ху одинаковы. В этом случае принято говорить, что резец установлен на высоте оси вращения заготовки или резец установлен по центру задней бабки станка . Предполагается также, что при продольной обточке движение подачи со скоростью направ- [c.31]
На рис. 3.5 показан пример чертежа простейшего токарного резца в трех проекциях с проставленными на нем угловыми параметрами в буквенном обозначении. Правила простановки на чертежах геометрических параметров режущей части резцов или отдельных режущих элементов (зубьев) распространяются и на другие виды металлорежущих инструментов. [c.33]
Углы резца определяют положение элементов рабочей части в пространстве относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Знание углов инструмента необходимо для его изготовления в металле. Кроме того, углы инструмента оказывают существенное влияние иа процесс резапия и качество обработки. У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из предположения, что ось стержня резца пер- [c.393]
Углы заточки головки резца определяют ее геометрические параметры. От правильного выбора углов зависит стойкость резца, производительность труда и качество обрабатываемой поверхности. Углы геометрии заточки токарного резца показаны на рис. 3, элементы режущей части — на рис. 4. [c.24]
В предлагаемой книге автор попытался в доступной для широкого круга читателей форме изложить существующие представления о процессе превращения срезаемого слоя в стружку и изнашивании контактных поверхностей инструмента. На базе этого приведены сведения об оптимальной форме режущей части инструментов и их эксплуатации. Автор не задавался целью рассмотреть работу всех существующих типов инструментов, а ограничился только теми, конструктивные формы и геометрические параметры которых присущи большинству применяемых в настоящее время инструментов и наиболее характерно влияют на их стойкость и силовые показатели процесса резания. Недостатком некоторых трудов, посвященных резанию металлов, является нечеткость и противоречивость терминологии,и определений многих важнейших характеристик процесса резания и элементов геометрической формы режущей части инструментов. Автор попытался исправить существующее положение. Для лучшего восприятия определения движений и элементов резания, геометрических параметров. инструмента даны на примере работы простейших инструментов — токарных и строгальных резцов. Однако приведенные определения справедливы для любых видов работ и любых инструментов независимо от того, насколько сложно рабочее движение инструмента и каковы конструктивные формы его режущей части. [c.10]
На рис. 116 показаны основные формы рабочей части некоторых одно- и многолезвийных режущих инструментов. Сверло и фреза внешне не похожи на токарный резец, но рабочая часть их режущих зубьев имеет все элементы резца. [c.237]
Для некоторых видов токарных работ требуются резцы с более сложной формой режущей части, например с криволинейными передней и задними поверхностями или с дополнительными конструктивными элементами. Если передняя и задняя поверхности криволинейны, то углы а, 1, р и у измеряются от касательных линий, проведенных к криволинейным линиям сечения в точке, принадлежащей режущей кромке (рис. 3.6). [c.33]
При обработке металлов применяют режущие инструменты разнообразных форм и конструкций. Простейшей формой режущего инструмента является токарный резец (рис. 2, а). Резец имеет рабочую часть — головку Б, на которой расположены режущие элементы, и державку В, предназначенную для установки и закрепления резца на станке (в оправке или резцедержателе). [c.8]
Токарный резец состоит из двух частей рабочей, осуществляющей работу по срезанию стружки, и стержня, служащего для закрепления инструмента на станке. Рабочая часть резца состоит из нескольких элементов передней поверхности 7, по которой сходит образующаяся в процессе резания стружка, главной задней поверхности 6, обращенной в сторону поверхности резания, вспомогательной задней поверхности 5, обращенной в сторону обработанной поверхности. Эти поверхности, пересекаясь друг с другом под заданными углами, образуют режущие кромки. [c.407]
Резцы с механическим креплением пластин для наружной и внутренней обработки очень широко распространены их выполняют по форме, поперечному сечению державок и применяемым поворотным пластинам таким образом, чтобы их можно было использовать вместо нормализованных (стандартных) напайных токарных инструментов. Системы крепления — зажимные пальцы, прихваты или устройства крепления с использованием отверстия — это известный уровень техники. Кроме известных систем крепления имеются исполнения зажимных элементов, регулируемых устройств для формирования определенных видов стружки и зажимных устройств для поворотных режущих пластин с отверстием, которые в большей части являются разработками фирм и защищены авторскими правами. [c.91]
Конструкция и геометрические элементы режущей части токарного проходного резца. [c.36]
Токарный прямой проходной резец (рис, 6.5) имеег головку — рабочую часть / и тело — стержень II, который служи для закрепления резиа в резцедержателе. Головка резца образуется при заточке и имеет следующие элементы переднюю поверхнослъ 1, по когорой сходит стружка главную заднюю поверхность 2, обращенную к поверхности резания заготовки вспомогательную заднюю поверхность, 5, обращенную к обработанной поверхности заготовки главную режущун кромку 3 и вспомогательную 6 вершину 4. Инструмент затачивают по передней и задним поверхностям. Для определения углов, под которыми расположены поверхности рабочей части инструмента относительно друг друга, вводят координатные плоскости (рис. 6.6). Основная плоскость (ОП) — плоскость, парал- [c.258]
Стойкость. Благодаря частым и относительно продолжительным перерывам между сравнительно кратковременными рабочими циклами отдельных режущих зубьев и обильному применению смазывающе-охлаждающей жидкости процесс трения и износа режущих элементов у метчиков, плашек и резьбовых фрез протекает в условиях низкой температуры. Эти специфические условия резьбона-резания отражаются на увеличении показателя относительной стойкости т, колеблющегося для метчиков и резьбовых фрез в пределах от 0,6 до 1,0 и для плашек около 0,5. Для резьбовых резцов, эксплоатационные условия и температурный режим которых близки к таковым для чистовых токарных резцов, абсолютные величины показателя относительной стойкости тоже сходны и лежат в пределах от 0,08 до 0,13. [c.119]
Отрезка заготовок на токарных станках остается одной из наиболее сложных операций металлообработки. Неблагоприятные условия образования и отвода стружки, недостаточные прочность и жесткость режущих элементов и рабочей части инструмента препятствуют применению высоких релшмов резания, вызывают частые поломки инструмента. К недостаткам отрезных резцов следует отнести также весьма малые вспомогательные задние углы оь составляющие для напайных резцов 1—2°, что является одной из причин их низкой стойкости. Поэтому выбор конструкции и размеров отрезных резцов для конкретных условий обработки, а также рациональная их эксплуатация имеют весьма важное зна- [c.81]Строгание поверхностей моделей или заготовок для них необходимо производить проходным чистовым резцом с пластинкой из стали Р 9. Геометрические параметры резца у = 20°, а = 12°, 1 = 0°, ф = 45° радиус сопряжения режущих кромок при вершине Л = 1,0 мм. Твердость инструмента после термической обработки 58—62 HR . Основные особенности фрезерования и склейки тонкостенных моделей заключаются в следующем. Модель иногда приходится выполнять из нескольких заготовок. Размеры заготовок определяются требованиями обеспечения необходимой их жесткости при изготовлении, возможностями имеющихся металлорежущих станков и размерами режущего инструмента. Заготовки по наружному контуру обрабатываются на фрезерном или строгальном станках. Цилиндрические поверхности заготовок лучше выполнять на больших токарных станках на планшайбе. Заготовки должны в точности повторять наружные контуры модели. Перед фрезерованием внутренних вертикальных ребер заготовки размечаются на торцах, без нанесения рисок на боковых поверхностях. При фрезеровании модель закрепляется в металлической оправке. На вертикальном фрезерном станке производится симметричная черновая выборка материала из объемов между вертикальными элементами (см. рис. 3) с оставлением припуска 1,5—2 мм с каждой стороны элемента. Чистовая обработка стенок должна выполняться поочередно с одной и другой сторон элемента с установкой в выбранные объемы размерных вкладышей. Для сохранения плоской формы обрабатываемых стенок используются винтовые пары с прокладками при этом максимальные отклонения от плоскости элементов на длине 100 мм не превышают 0,1—0,15 мм и по толщине — +0,05 жм (при толщинах стенок б = 1—3 мм). Пересекающиеся стенки в результате выборки внутренних объемов материала имеют радиусы сопряжений 6—7 мм точная подгонка мест сопряжений, а также вырезы и отверстия в вертикальных стенках выполняются с помощью технической бормашины (или слесарной машины Гном ) с прямыми и угловыми наконечниками и фрезами специальной требуемой формы. Склеиваются заготовки и части модели (высота модели Н достигает 200—400 мм) с помощью дихлорэтано-вого клея [2]. Перед склейкой склеиваемые части своими поверхностями погружаются на 8—10 мин в ванну с чистым дихлорэтаном. Происходит размягчение поверхностной пленки на толщину 0,1 мм. Далее на поверхность наносится кистью тонкий слой клея (5% органического стекла в дихлорэтане) и склеиваемые поверхности соединяются производится при-грузка склеиваемых частей для создания в клеевом шве давлений порядка 0,5 кПсм . Для выхода паров дихлорэтана из внутренних замкнутых полостей модели в ее стенках и в нагрузочных штампах делаются одиночные отверстия диаметром 5 мм. Для уменьшения скорости испарения дихлорэтана, что может приводить к образованию пузырьков и иепроклей-кам, наружный контур шва заклеивается клейкой лентой. Нагрузка [c.65]
По конструкции и назначению режущие инструменты весьма разнообразны. Элементы рабочей части резца показаны на рис. 1. Поверхности и плоскости, о(5разуемые при обработке деталей резцом, показаны на рис, 2, Геометрические параметры токарного проходного резца показаны на рис. 3. [c.77]
Кондукторные втулки небольших диаметров (до 25 мм) изготовь ляют из стали У10А и подвергают закалке на твердость НЯС 60—65. Втулки больших диаметров изготовляют из цементуемых сталей и подвергают химико-термической обработке на указанную твердость. Для направления борштанг при расточных работах применяются неподвижные и вращающиеся втулки, имеющие на внутренней поверхности пазы для выступающих резцов борштанги. Вращающиеся втулки монтируются чаще всего на подшипниках качения. К числу направляющих элементов относятся также копиры для обработки фасонных поверхностей на токарных, фрезерных и шлифовальных станках. Делительные устройства служат для фик- сации в различном положении поворотной части приспособления I с установленной и закрепленной в ней заготовкой. Делительные устройства состоят из делительной плиты и фиксатора. В делитель- ной плите по числу позиций имеются отверстия или пазы, в которые входит фиксатор. Наиболее распространенные типы фиксаторов 1, показаны на рис. 33. Фиксаторы изготовляют из цементуемых или инструментальных (У10, У12) сталей и подвергают закалке на твер-[ дость НЯС 55—60. [c.57]
Многошпиндельные вертикальные полуавтоматы из-за их высокой цены и сложности наладки применяют в массовом и крупносерийном производстве. Схема наладки для обработки ступенчатого вала на шестишпиндельном вертикальном токарном полуавтомате непрерывного действия по двухцикловой схеме приведена на рис. 107. При многорезцовой обработке на вертикальных многошпиндельных полуавтоматах последовательного действия достигается 3-й, а на полуавтоматах параллельного (непрерывного) действия 4-й классы точности. При построении технологического процесса часто приходится делать выбор между обработкой на одпошпиндельном многорезцовом и обработкой на гидрокопировальном полуавтомате. На точность многорезцового обтачивания влияют погрешность взаимного положения резцов в наладке, их неравномерный износ, переменные отжатия элементов технологической системы при разновременном вступлении резцов в работу. При предварительном обтачивании на одношпиндельных многорезцовых полуавтоматах получают 4— 5-й класс, а при чистовом —4-й класс точности размеры по длине выдерживаются по 4—5-му классу точности. Многорезцовое обтачивание производительнее обтачивания на обычных токарных стан- [c.307]
В токарном деле применяют раз шчные режущие инструметты, но принцип их работы в основном сходен. Наиболее простой режущий инструмент — резец. Его режущая часть представляет собой тело клиновидной формы, которое под действием силы Р, передаваемой на резец механизмом станка, врезается в поверхностный слой заготовки, сжимая его (рис. 5). В этом сжатом слое возникают внутренние напряжения. Когда при дальнейшем углублении резца внутретаие напряжения превысят напряжения, допускаемые силами сцепления между молекулами металла, сжатый элемент скалывается и сдвигается вверх по перехшей поверхности резца. Последующее движение резца сжимает, скалывает и сдвигает очередные элементы металла, образуя стружку. [c.6]
mash-xxl.info