
Как научиться варить инвертором – Сварка инвертором для начинающих: инструкции и видео
с нуля, быстро, правильно (видео)
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
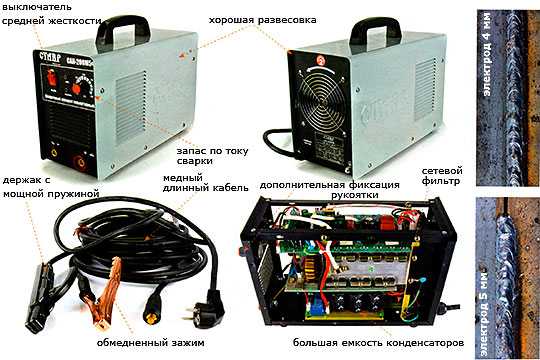
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата – производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак – более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки – что это такое?
Классификация сварочной дуги.
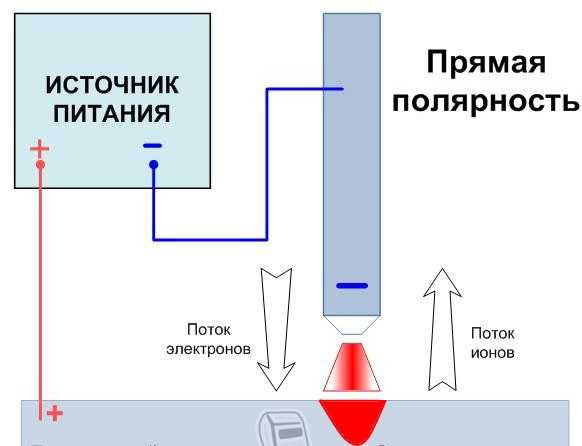
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода – прямая полярность. При обратном движении (от анода) – обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Высокая | |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« – ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru
Как научиться варить инвертором | Хочу строиться
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Техника безопасности при сварочных работах
 Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
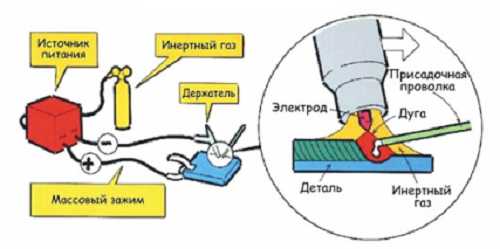
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
Русский вариант:
VN:F [1.9.22_1171]
Рейтинг: 5.0/5 (1 проголосовало)
Как научиться варить инвертором, 5.0 out of 5 based on 1 ratinghochu-stroitsya.ru
Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.

Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги. К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.

Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как научиться работать сварочным инвертором

Новые технологии на то и новые чтобы стать намного ближе, и сделать до недавнего времени громоздкие технологии проще и удобнее, и при этом сделать пользование плодами цивилизации и прогресса намного легче и удобнее. Примерно так можно охарактеризовать и возможность пользования сварочным инвертором, небольшим, легким и компактным инструментом для электродуговой сварки и резки металлов, как в бытовом пользовании, так и промышленном.

А вместе с тем приобретение сварочного инвертора это только начало долгого процесса учебы пользования и наработки навыков работы. Именно навыков, поскольку самые дорогие видеоуроки и самые популярные книги никогда не заменят тренировок в работе со сварочным инвертором. А в практической работе именно сформированный навык, и практический опыт порой играют самую важную роль.
Что нужно для того чтобы начать работу
Как ни странно, но после покупки самого сварочного инвертора, рекомендуется сначала внимательно прочитать инструкцию по его применению и трезво оценить свои силы и возможности.
На начальном этапе рекомендуется подготовиться, при этом сам процесс подготовки и первые тренировки чем-то напоминают первый класс школы и весь процесс к 1 сентября:
- подготовка необходимых материалов;
- покупка экипировки;
- подгонка снаряжения;
- подготовка места для первых уроков.
Организация сварочных работ подразумевает выполнение определенных операций с опасным для жизни человека оборудованием и материалами. Такой подход к организации работ, при котором во главу угла ставится прежде всего техника безопасности, вполне оправдан, поскольку непосредственно сварочные работы производятся с помощью сварочного инвертора, электрического сварочного аппарата, преобразующего ток электросети с варочный ток большой силы, и это уже само по себе выступает фактором опасности.
Второй момент – работы при сваривании металла происходят при высокой температуре свариваемых частей, и хотя расплавленный металл быстро остывает, но остывает он до температуры, способной очень сильно травмировать кожные покровы.
Работа со сварочным аппаратом требует проводить сварочные работы под постоянным визуальным контролем, чтобы воочию видеть, что и как происходит, а для этого необходима специальная сварочная маска с защитным стеклом, пропускающим только определенный спектр света.
Приступая к серьезной работе, когда появляется уже определенный опыт сварщика, не лишне дополнительно позаботиться о том, чтобы все конструкции были надежно соединены, ведь металлические конструкции имеют весьма солидный вес и способны очень тяжело травмировать при падении.
Таким образом, как и первокласснику, необходимо собрать портфель и школьную форму начинающему сварщику необходимо укомплектовать весь ученический набор:
- маску сварщика со светофильтром;
- брезентовый костюм сварщика;
- брезентовые рукавицы;
- краги для сварки – удлиненные кожаные перчатки, которые надеваются до локтя;
- респиратор;
- обувь на резиновой подошве, при этом желательно, чтобы подошва была тугоплавкой, ведь часто приходится просто наступать на окалину.
Для расходных материалов учебы нужно:
- электроды для электродуговой сварки постоянным током диаметр 3-3,2 мм, самый популярный диаметр электрода;
- сварочный молоток;
- щетка по металлу;
- небольшой напильник по металлу;
- небольшую струбцинку или сварочный зажим;
- несколько металлических заготовок, для начального обучения.
Ну и, конечно, сам сварочный аппарат.

Подготовка к работе
Первый урок, он на то и первый, чтобы перебороть страх. На более-менее безопасной ровной площадке, с твердым жестким негорючим покрытием и обязательным хорошим освещением необходимо расположить сварочный аппарат и кабели.
Подключение аппарата производится напрямую в розетку, без использования кустарных удлинителей. Но это будет несколько позже. Пока заматываются сварочные кабели и подключаются к аппарату, гнезда, куда вставляются штекеры кабелей и сами кабели маркируются цветом, на начальном этапе достаточно подсоединить кабели к гнездам соответствующих цветов, красный к красному, черный или синий к соответственно черному или синему.
Кабель с креплением в виде прищепки крепится к свариваемым деталям, или хотя бы одной из них, так чтобы он соприкасался с металлом, а не лакокрасочным покрытием. А в электрододержатель вставляется электрод. Все осталось включить прибор и начать варить первый шов.
Использовать для обучения нужно только хорошие электроды, маркировка и рекомендуемый сварочный ток всегда указываются на коробке, или ярлыке пачки, поэтому предварительно на регуляторе (а у многих инверторов используется именно регулятор, а не сенсорная панель) выставляется рекомендованный ток. Впрочем, такие регуляторы часто дополнены кроме шкалы тока еще и шкалой диаметра используемого электрода, что еще больше облегчает работу с инвертором.
Перед включением инвертора рекомендуется перевести регулятор в самое низкое положение, максимально ослабив силу тока. Кроме того, нужно проверить и положение соединений кабелей и целостность изоляции, для нового аппарата это кажется, несколько глупо, а вот для тех, кто работает уже продолжительное время приходиться не только проверять целостность изоляции, но и периодически изолировать прожженные металлом участки ПВХ изолентой, а иногда и менять весь кабель.
Обязательно нужно проверить, чтобы кабель электрододержателя и сам электрод не соприкасались с кабелем с зажимом и свариваемыми деталями.
Включение инвертора происходит довольно просто – шнур электропитания в розетку, и после этого кнопку включения в положение «включено». Все, прибор начал работу, кулер набрал обороты и начал охлаждать электронные компоненты, инвертор готов к работе.

Начало работы
Одним из важных моментов влияющим на качество и скорость работы выступает культура сварщика, то, как он берет электроды, как правильно ведет шов, как наматывает кабель электрододержателя на руку. Да, именно наматывает, для того чтобы удобней было проводить работы, кабель электрододержателя наматывается на руку – делается один оборот вокруг предплечья. Сам по себе сварочный кабель состоит из нескольких медных жил, общее сечение такого кабеля в самом маленьком размере 1 см, и соответствующая жесткость, а значить удерживать кабель кистью довольно сложно, именно поэтому опытные сварщики простым движением делают один оборот кабеля вокруг предплечья.
Удержание электрододержателя обязательно должно быть рукой в одетой брезентовой рукавице или краге. Также в обязательном порядке необходимо надеть и застегнуть костюм сварщика, ни о каких майках, шортах и вьетнамках на ногах не должно быть и речи, ведь диаметр залета брызг и искр достегает 2,5 метров. А учитывая, что рука находится всего в 25-30 см от эпицентра сварки, то и основные искры приходятся именно на сварщика.
Еще один момент, связанный с экипировкой, в принципе вместо брезентового костюма, возможно и использование другой одежды с длинным рукавом и брюками до пят, но при этом это должна быть только натуральные волокна, синтетика мало того что прожигается, она может в мете прожига и прилипнуть к коже, образовав глубокое поражение.
Как начинать варить первый шов?
Установив правильный ток, соответствующий электроду, поднеся маску к лицу на уровень глаз для начала достаточно просто прикоснуться к свариваемым деталям, чтобы возникла электрическая дуга. Все, первый шаг сделан, теперь остается только совершенствовать навыки.

Начало каждого шва начинается с того что электрод подносится к заготовке в месте где планируется проложить сварной шов на расстояние в 3-4 см, после подносится маска и только после этого аккуратно кончик электрода касается свариваемых поверхностей. Правильное положение руки с электрододержателем, требует, чтобы она не прижималась к корпусу тела, а была несколько отодвинута в сторону, чтобы ее движения не были стеснены, чтобы кисть могла свободно двигать электродом.
Для начала, чтобы понять сам процесс формирования электрической дуги и сварочной ванны, рекомендуется проводить наложение швов средней длины, а саму заготовку длиной не более 20 см пробовать проварить в нескольких положения.
Для тех, кто только начинает работу со сварочным инвертором, и вообще с электросваркой, важно правильно подобрать режим дыхания, ведь при первом касании рефлекторно дыхание замирает, а потом требуется наполнить воздухом легкие как можно больше и происходит это тоже рефлекторно, правда, вдох получается весьма насыщенный горячими парами и газом. Поэтому рекомендуется отработать технику дыхания именно на коротких швах, чтобы и ритм дыхания и общая координация движения были гармоничными.
Организация рабочего пространства для начального обучения требует, чтобы основные свариваемые детали находились в горизонтальной плоскости в удобном для сварщика положении. Идеально если вначале, электрод был размещен строго вертикально под углом в 90 градусов. Первые движения рекомендуется делать сначала рукой, а позже когда появиться уверенность и первый опыт движения были столько кистью. От вертикального положения, электрод наклоняется и постепенно отводится в сторону шва под углом в 40-45 градусов. Зажженная дуга при таком движении должна быть непрерывной, вообще на первых уроках необходимо тренировать удержание дуги как можно дольше, под разными углами и на разной высоте, чтобы выработать чувство движения и ощущать формирование самой сварочной ванны интуитивно.
На начальном этапе применяется три основных вида положения электрода и соответственно движения кисти:
- сварка методом «углом вперед»;
- сварка под прямым углом;
- сварка «углом назад».
Наложение шва методом «углом вперед» производится путем формирования сварного шва после прохождения электрода вперед, при этом угол наклона электрода направлен в сторону шва.
Положение под прямым углом применяется для сваривания в труднодоступных местах и при этом электрод направлен строго вертикально на поверхность. Соединение «углом назад» формирует шов при движении «на себя» при этом угол наклона от вертикали может быть от 30 до 60 градусов.
Удобство работы со сварочным инвертором заключается в меньшем количестве случаев залипания электрода, а значит при качественных и сухих электродах дуга должна возникнуть буквально после первого касания о металл.
На начальном этапе, когда для сварщика важно привязываться к конкретным цифрам и значениям рекомендованное расстояние от свариваемого металла до кончика электрода 2-3 мм, позже, когда появится опыт, этот параметр будет регулироваться автоматически, в зависимости от качества дуги и непосредственно от ощущения самого сварщика.
Формирование сварочного шва начинается с момента розжига электрода, здесь важно с первого момента почувствовать то ощущение, когда между электродом и металлом возникает электрическая дуга. Здесь нужно не только почувствовать сам процесс плавления электрода, но и взять его под контроль, таким образом, чтобы дуга не прерывалась.
Розжиг электрода можно сделать двумя способами – постукиванием, и чирканьем. При первом методе оббивается покрытие, и оголенный электрод пропускает через себя ток, образует дугу в одной точке, а при втором, похожем на использование обычных спичек дуга, возникает постепенно, оставляя после себя трассу из точек металла.
Для новичков важно знать, что обычно разжигать легче новый электрод, его достаточно просто поднести к металлу, а вот касаемо уже используемого электрода, то здесь образовавшееся шлаковое напыление будет препятствовать розжигу дуги. Для того чтобы разжечь уже использованный электрод нужно несколько раз его с усилием ударить о поверхность металла.
Особенности технологий современных инверторов
В отличие от стандартных трансформаторных сварок инверторы оснащены рядом функций, позволяющих существенно облегчить работу прибора и соответственно всего процесса сварки деталей:
- Hot Start – обеспечивает легкость разжигания дуги;
- Arc Force – усиливает сварочный ток и препятствует такому явлению, как залипание электрода;
- Anti Stick – функция, обеспечивающая спасение уже залипшего электрода, аппарат сам снижает сварочный ток, тем самым освобождая электрод.
Уроки чистописания и каллиграфии
Сравнивая начинающего сварщика с первоклашкой нет ничего придуманного, ведь оба только учатся держать ручку и электрододержатель. И один и второй тренируются в прописях и каллиграфии, старательно выводя сначала подготовительные упражнения, а только потом переходя к написанию букв и формированию красивых швов.
Для сварщика достаточно сначала научиться прокладывать прямые швы. Далее, рекомендуется начинать делать колебательные движения, и таким образом, осваивать свой почерк в формировании шва. Такие, действительно похожие на прописи школьников зигзаги и синусоиды необходимы для формирования прочных швов, прежде всего на ответственных участках несущих конструкций для прогрева свариваемого металла.
В основном используются следующие виды швов:
- Зигзаг;
- Елочка;
- Спираль;
- Обратная спираль;
- Двойная спираль.
На начальном этапе освоения этих техник достаточно овладеть небольшим по величине колебательным движением, а позже перейти к остальным видам. Увидеть красоту такого сварного соединения и свой, собственный почерк сварщика получается практически сразу после окончания работы, для этого достаточно просто постучать молотком и зачистить щеткой образовавшийся шов.
Внимание! Шлаковое образование очень хрупкое, и при ударе мгновенно разлетается на мелкие частицы, учитывая, что температура такого осколка может быть и 250 и 300 градусов в обязательном порядке нужно надеть защитные очки, или защитную прозрачную маску.
Еще один секрет красивого шва заключается в том, чтобы при окончании сваривания провести электрод в обратную сторону, такое движение избавит от образования в конце небольшого кратера.
Когда сделаны первые шаги…
Уверенное расходование первой пачки электродов вполне может говорить о достаточном формировании опыта сварочных работ, а дальше, дальше нужно осваивать уже тонкости сварочного мастерства.
Одним из таких моментов выступает умение накладывать однопроходные и многопроходные швы.
При однопроходном сварочном шве накладывается шов достаточный для восполнения толщины свариваемого металла, он применяется для сваривания тонких полос до 3 мм и восполняет толщину полностью.
Многопроходный метод применяется для соединения более массивных конструкций, при этом шов может накладываться несколько раз.
Проверка прочности сварного шва проводится довольно просто, при ударе молотком шлаковая шапка должна быстро осыпаться, не оставляя следов, ровный прочный шов под ней не образует раковин, он ровный и гладкий, а вот если видны раковины, картеры и пропуски, то такое соединение необходимо обязательно переделать.
На этапе совершенствования мастерства необходимо, кроме прочего, правильно научиться подбирать электрод и сваривать обратной полярностью. Инверторный аппарат позволяет с наименьшими усилиями научиться сваривать тонкий листовой металл, что весьма проблематично при работе с обычным трансформаторным аппаратом. Обычно для подбора сварочного тока пользуются приблизительной формулой 30А на 1 мм диаметра электрода. Так, что если необходимо использовать для сварки тонких пластин электрод диаметром 1,6 мм, то сварочный ток должен быть в пределах 45-55А.
Для тонкого металла применяется и такой метод сварочных работ, как сварка обратной полярностью. Суть метода заключается в том, чтобы с помощью изменения полярности подключения изменить направление потока электронов, от электрода к свариваемой поверхности, на обратную. Такой прием позволяет не перегревать металл и тем самым добиться соединения заготовок из тонкого металла. Выполняется этот прием довольно просто – меняются местами соединения кабеля массы и электрододержателя в гнездах аппарата.
Для того чтобы такой прием был более действенным необходимо еще и правильно подбирать электроды, при указании типа и маркировке в обязательном порядке на упаковке указывается и полярность подключения. Еще одним существенным моментом того как правильно сваривать тонкий металл выступает правильность подбора размера электрода. Для тонких работ соответственно выбирается электрод более тонкого диаметра.
Среди хитростей работы с инверторным аппаратом нужно выделить еще одну, немаловажную деталь – возможность прибора прожигать отверстия. Это качество необходимо для формирования отверстия в трубах, при резке толстого металла, при необходимости укоротить заготовку без помощи болгарки.
Такую операцию провести очень просто – сварочный ток выставляется на максимальную отметку, и далее электродом в одном месте что называется, прожигается отверстие, а далее до необходимого диаметра оно доводится с помощью постепенного разогрева по окружности.
Резка металла проводится обычно в вертикальной плоскости, при горизонтальном расположении заготовки, на обратной стороне образуются капли металла, что делает вид не очень эстетичным. Кроме того при резке с помощью электродов ровно отрезать заготовку просто невозможно, так что там где необходимо получить максимально ровную линию все-таки придется воспользоваться болгаркой.
svarkagid.com
Как научиться варить инверторной сваркой самому
Как правильно научиться варить электросваркой.
Сегодня без сварочных работ не обходится практически ни одна отрасль промышленности. Сварка необходима на стройплощадках, при создании различных коммуникаций, в машиностроении, энергетике. В повседневной жизни сварочный аппарат пригодится, например, при возведении забора из сетки-рабицы, когда понадобится прикрепить заборную раму к столбу.
Профессиональный сварщик должен знать весь комплекс сварочных работ, начиная от начальной подготовки поверхностей и заканчивая зачисткой шва. Если же работа сварщиком не планируется, а желание научиться сварке самостоятельно есть, достаточно изучить некоторые основы и ключевые приемы работы.
Подготовка к сварке
Прежде всего, нужно определиться с необходимым оборудованием. Для начинающих сварщиков прекрасно подойдет сварочный инвертор – легкий переносной аппарат, позволяющий плавно регулировать параметры тока. Инвертор обладает высоким быстродействием и повышенной производительностью. Существуют также более тяжелые сварочные агрегаты – трансформаторы, выпрямители. Трансформаторы используются, когда нет необходимости в высококачественном сварном шве. В сравнении с аналогами инвертор более удобен и универсален, им можно варить как легкие алюминиевые сплавы, так и углеродистую сталь.
Желающим узнать, как научиться варить инверторной сваркой, стоит приобрести необходимую экипировку. В первую очередь – маску сварщика, оберегающую глаза от возможных ожогов. Кожа рук защищается брезентовыми рукавицами. Рабочий костюм сварщика должен быть изготовлен из плотного материала. Идеально подойдет прочный и толстый брезент.
Перед проведением сварочных работ каждая из свариваемых поверхностей тщательно очищается от ржавчины. Зачищать можно шкуркой, наждачкой, болгаркой. После удаления ржавчины и грязи не возникнет проблем при розжиге дуги.
Для дуговой сварки понадобятся электроды. Их функция – подвести ток к сварочному шву. Чаще всего электрод – это проволока, изготовленная из плавящегося порошка. Для начинающих больше подойдут стержни, покрытые специальным плавящимся составом. Диаметр стержня – около 3 мм. Электроды, имеющие меньший диаметр, используются при соединении тонких металлических листов, а для большего диаметра требуется более мощное специализированное оборудование.
Начальные навыки
Перед тем, как научиться сваривать металл инвертором, стоит поучиться на плоской поверхности, в первую очередь ведению электрода по заготовке. Стержень нужно держать под наклоном в 70-75 градусов по отношению к обрабатываемой поверхности. Расстояние между металлом и дугой должно быть от 3 до 5 миллиметров. Оно должно быть постоянным, в противном случае шов будет с дефектами.
Очень важно правильно выставить ток. Для трехмиллиметрового электрода достаточно 80А. Если тока недостаточно, дуга погаснет. При переизбытке тока металл будет плавиться.
При подключении инвертора к бытовой электропроводке, предварительно стоит выяснить ее ключевые характеристики и параметры. В противном случае есть риск короткого замыкания и вследствие этого перегрева электропроводки.
Сварка поверхностей

После того, как начинающий сварщик научился варить вышеописанные валики, можно переходить к сварке двух поверхностей. Специалисты, знающие, как правильно научиться варить электросваркой, придерживаются определенного порядка выполнения сварочных работ:
1. Электрод, предварительно подготовленный к работе, устанавливается в держатель первого провода.
2. Зажим другого провода крепится на деталь, где будет проходить сварка.
3. Зажигается дуга. Для этого достаточно легонько постучать электродом по металлу.
4. Электрод ведется вдоль стыка металлов. Здесь не нужно спешить, самое главное – аккуратность. В отличие от ровной поверхности, где электрод нужно было вести по прямой, здесь необходимо совершать возвратно-поступательные движения.
5. После прохождения небольшого участка стоит остановиться и взглянуть на проделанную работу. В случае надобности образовавшийся шлак удаляется молотком либо щеткой.
6. Если качество работы устроило, можно продолжать варить.
Итогом вышеприведенных действий станет сварочный шов. Не идеальный, для этого начинающему сварщику не хватит профессионализма. Но со временем необходимый опыт придет.
Каждый может как научиться варить электросваркой самостоятельно, так и постоянно пользоваться услугами специалистов. Однако если человек научился варить, он будет меньше зависеть от посторонних людей. С опытом придет и умение варить потолочные швы, угловые соединения и прочие сложные вещи.
Оцените пожалуйста статью:
http://svarkahome.com
legkoe-delo.ru