
Как правильно сваривать металл инвертором для новичков – Сварка инвертором для начинающих: инструкции и видео
Как правильно сваривать металл инвертором: инструкция для новичков
Для соединения заготовок и листов используется специализированное оборудование. Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.

Сварка инвертором
Что такое сварочный инвертор и как он работает
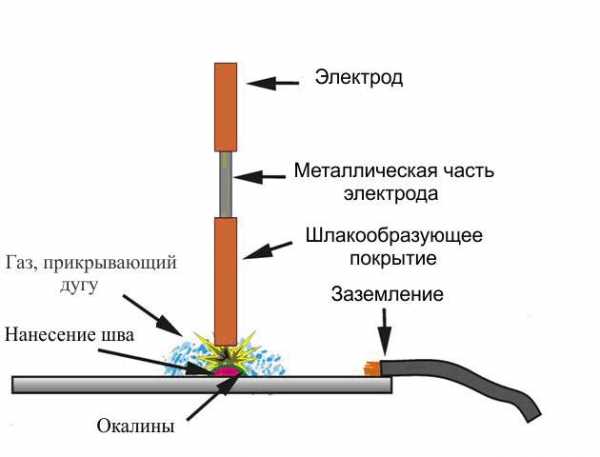
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.

Инверторный сварочный аппарат
Подготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Важно подготовить качественное освещение и вентиляцию в помещении. При сварке металлов выделяются вредные испарения. Помимо освещения и вентиляции требуется убрать как можно дальше горючие материалы и жидкости. Сварщику нужно стоять на материале, не проводящем электричество.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов. Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла.

Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Место, в котором работает сварщик, должно оборудоваться специальной шторкой, которая защищает зрение посторонних людей.
При использовании инвертора требуется учитывать конструкцию оборудования, знать способы ведения электрода, правильно выбирать угол и скорость ведения рабочей части. Нельзя забывать про технику безопасности и подготовку рабочего места.
metalloy.ru
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.

У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.

Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
electrod.biz
нюансы процесса — Моя ковка
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.

Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Процесс возникновения дуги и схема горения.
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Что нужно знать о прямой и обратной полярности?
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Как варить инвертором листы металла небольшой толщины?
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
moyakovka.ru
СВАРКА ТОНКОГО МЕТАЛЛА инвертором и электродом [технология]
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.

Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
Как правильно сваривать металл инвертором
Многие из начинающих сварщиков задаются вопросом о том, как правильно сваривать металл инвертором. Сварочный инвертор представляет собой аппарат, позволяющий выполнять соединение металлических заготовок путем образования между ними сварного шва. По сравнению со сварочными выпрямителями и трансформаторами проведение сваривания при помощи инвертора является более легким и доступным.

Схема сварки тонкого металла.
Технология осуществления сваривания металла состоит из целого ряда последовательных операций, от правильного выполнения которых зависит конечный результат.
В случае точного выполнения всех технологических операций в процессе проведения сварки металла удается получить сплошное качественное и прочное соединение двух металлических заготовок.
Подготовка к проведению сваривания
На начальном этапе, перед проведением операций по свариванию металлических заготовок, следует подготовить рабочее место. В процессе подготовки на расстоянии 1 м от места проведения операций убираются деревянные, пластиковые и бумажные предметы. Это требуется сделать для того, чтобы предотвратить возможный процесс возгорания этих предметов от воздействия на них горячего расходного материала или искр, образующихся в результате действия сварочного аппарата.
Инвертор следует установить на бетонное основание или земляной пол и подключить к бытовой электрической сети. Рабочие кабели от клемм «+» и «-» закрепляются следующим образом: кабель от клемм плюса — при помощи зажима на поверхности одной из заготовок, подвергающихся свариванию; к кабелю, закрепленному на клемме минуса, присоединяется держатель электродов, в который вставляется сварочный стержень.
Схема прямой полярности.
Такой тип подключения носит название прямой полярности, он является наиболее распространенным типом подключения рабочего кабеля для проведения технологических операций при сварных работах. Человек, осуществляющий операции, должен быть защищен спецодеждой. В состав спецодежды входят:
- брюки;
- куртка;
- перчатки.
Все компоненты обмундирования должны быть изготовлены из негорючего или термостойкого материала. Глаза и лицо сварщик в процессе проведения операций должен защищать при помощи специальной маски со встроенным темным стеклом — светофильтром.
После подключения аппарата следует взять в руки клемму с держателем электродов и включить прибор при помощи тумблера. После включения агрегата появляется небольшой гул, сигнализирующий о запуске устройства. После запуска инвертора при помощи регулятора, расположенного на лицевой стороне прибора, осуществляется выставление требуемого значения силы тока. При использовании обычного стержня с диаметром 3 мм требуемая сила сварочного тока равна величине 100 А. После проведения подготовительных операций следует опустить защитную маску на лицо и приступить к выполнению работ по свариванию металлических заготовок.
Розжиг электросварочной дуги в начале процесса сваривания
Схема сварки при помощи электрода.
После проведения подготовительного этапа и этапа настройки инвертора приступают непосредственно к процессу сваривания металлических заготовок.
Сначала требуется разжечь электросварочную дугу. С течением времени и в процессе приобретения опыта в проведении этого типа операций разжигание дуги будет происходить очень легко. Для начинающего сварщика разжигание дуги является первой сложностью. Перед проведением розжига дуги стержень обстукивают о поверхность заготовки для удаления слоя обмазки с его торца. Для того чтобы разжечь дугу по холодному металлу на начальном этапе сваривания, используется метод чирканья. Этот метод схож с зажиганием спички. Зажигание электродуги осуществляется путем перемещения держателя с расходным материалом над металлом заготовки с легким прикасанием к поверхности свариваемой заготовки.
Неопытный сварщик сталкивается с проблемой залипания электрода, которая проявляется приклеиванием стержня к металлу заготовки. Для того чтобы отлепить стержень, его требуется резко наклонить в противоположную сторону. В случае если не удается отлепить электрод, требуется отключить питание на инверторе, после чего залипание исчезает.
Чирканье электродом проводится до тех пор, пока не возникнет электрическая дуга. Контролировать процесс следует при помощи светофильтра маски, так как электродуга имеет высокую степень яркости, что может негативным образом повлиять на органы зрения.
Для того чтобы поддерживать горение дуги, электрод следует удерживать на расстоянии 3-5 мм от поверхности заготовки, подвергающейся свариванию. Начинающему сварщику удерживать требуемое расстояние достаточно сложно. При слишком близком приближении стержня происходит короткое замыкание, вызывающее прилипание, а при большом удалении происходит потеря дуги. В процессе проведения работ происходит плавление электрода, а обмазка на его поверхности выгорает. В результате плавления электрода происходит заполнение шва между соединяемыми изделиями. Держатель с электродом постепенно перемещается по стыку металлических заготовок.
Образование сварной ванны и сварного шва
После формирования электродуги происходит образование зоны расплавленного металла. Эта зона носит название сварной ванны. Для того чтобы происходило соединение деталей путем формирования сварных швов, требуется осуществлять плавное перемещение электрода. За перемещением электрода происходит перемещение сварной ванны, которая формирует сварочные швы. В процессе перемещения стержня требуется совершать им колебательные движения слева направо и обратно. Такие движения обеспечивают качественное соединение заготовок между собой.
Если в процессе работы дуга теряется, то повторный розжиг происходит значительно легче. Для розжига дуги достаточно приблизить стержень на расстояние нескольких миллиметров к месту проведения работ. При израсходовании электрода до длины 5-6 см процесс проведения работ прекращают, аппарат выключают, а электрод заменяют. После завершения работ образовавшийся горизонтальный или вертикальный шов обстукивается молотком. Получающийся в результате сваривания шов имеет блестящую поверхность.
Выбор электродов для проведения сварки
Технология сварки инвертором предполагает использование в процессе проведения работ специальных стержней, называемых электродами. Электрод — металлический стержень, имеющий на наружной поверхности обмазку из специального состава, облегчающего процесс сваривания металлов и защищающего образующийся сварной шов. Электроды имеют различный диаметр металлического сердечника. Выбор диаметра электрода при сварке инвертором зависит от используемой силы тока и толщины свариваемых заготовок. При работе с заготовками из тонкого металла требуется использовать стержни, имеющие небольшой диаметр, а на регуляторе инвертора требуется выставлять небольшую силу рабочего тока.
Состав обмазки металлических стержней отличается между собой в зависимости от марки электродов. Помимо обмазки стержни различных сварочных электродов также различаются между собой, что позволяет варить различные по составу металлы.
Для осуществления работ с обычными углеродистыми сталями используются стержни, относящиеся к марке УОНИИ. Этот расходный материал можно применять при работе с коррозионно-устойчивыми сталями. Расходный материал марки УОНИИ используется при работе только прямым током.
Наиболее универсальным считается расходный материал, который относится к марке АНО. Эти стержни можно использовать как при прямом, так и обратном токе любой полярности. При выборе стержней для работы следует учитывать такие факторы, как направление сварки и тип сварного шва. Инверторы представляют собой устройства нового поколения, они значительно облегчают процесс сварочных работ и позволяют научиться профессиональному проведению сварки.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…masterinstrumenta.ru
Сварка инвертором для начинающих
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама технология сварки не представляет собой ничего сложного.
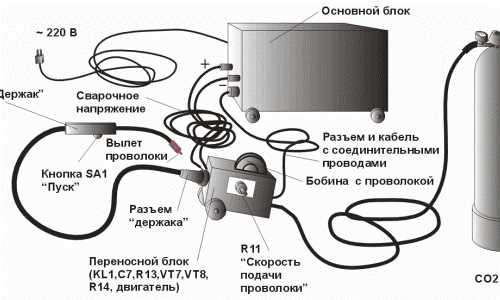
Схема сварочного инверторного полуавтомата.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
Схема источника питания инверторного сварочного аппарата.
Такой элемент помогает сохранить устройство в рабочем состоянии даже при отключении электричества, позволяет постепенно разжигать электродугу.
Есть определенные основы, с которыми рекомендуется ознакомиться начинающему сварщику перед тем, как приступать к выполнению работ:
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т.е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
Схема сварочного инвертора в работе.
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Принцип работы инвертора с переменным и постоянным током.
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Вернуться к оглавлению
Сварка проволокой: швы и их дефекты
Схема сварки инверторной проволокой.
Как и в любом другом деле, у новичка могут на начальных этапах возникать проблемы с созданием аккуратного стыка. И это нормально, ведь с первого раза редко все получается отлично.
50% качества шва зависит от того, насколько оператор научился зажигать дугу и как равномерно и правильно выдерживается зазор. Именно на эти моменты может влиять то, с какой скоростью движется электрод, по какой траектории (зигзагообразной, назад-вперед и т.д.), какова сила используемого тока и под каким углом находится рабочий элемент.
Вид металла во многом влияет на технику сварки. На этот момент, как уже отмечалось выше, повлияет и размер электрода. Скорость введения проволоки может быть различной. Если делать это слишком быстро, то, скорее всего, будут образовывать дефекты на поверхности стыка.
Оптимальным методом сварки считается круговое или зигзагообразное движение.
Но в первом случае необходимо постоянно контролировать, на каком уровне располагается шов, чтобы сварочная ванна была равномерно распределена по всему участку. Что касается зигзагообразных движений, то тут важным моментом является контроль стыка со всех сторон.
Новичок должен знать, что сварочная ванна всегда будет перемещаться туда, где находится точка тепла. Этот момент важен при смещении электрода.
Таблица требуемых технических характеристик для сварочного инвертора.
Подрез может образоваться в тот момент, когда при поперечном движении проволоки происходит нехватка металла в ванной. Чтобы этого избежать, важно постоянно держать под присмотром не только сварочную ванну, но и границы шва.
Начинающему оператору следует знать, что выпуклость стыка напрямую будет зависеть от вертикальности электрода, то есть чем он выше, тем меньше объем. Это происходит из-за того, что под проволокой концентрируется максимальное тепло, значит, и сама ванна уходит вниз. При легком уклоне энергия будет уходить назад, а сам стык подниматься, а если сильно наклонить электрод, то вся сила пойдет по шву, что создаст проблему в управлении ванной.
Поэтому благодаря регулировке угла наклона рабочего элемента можно самому контролировать передвижения сварочной ванны. Чтобы было удобно осуществлять весь процесс, лучше всего выполнять его в пределах 45-90°, чтобы ванна всегда оставалась под контролем.
На самом деле сварка проволокой нетрудна, просто требует опыта и набитой руки. Поэтому, конечно, новичку лучше начинать тренироваться на ненужных металлических элементах, чтобы, когда подойдет время серьезной работы, он смог с первого раза выполнить шов качественно и аккуратно.
expertsvarki.ru
Сварка для начинающих. Сварка инвертором для начинающих
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.

Вкратце о сварочных инверторах
Инвертор – электронный сварочный аппарат. Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при инверторной сварке такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.

Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение сварного шва. На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.

Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.

Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что сварка полуавтоматом для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
Техника сварки изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.

О полярности при сварке
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.

Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а «минусом», соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.

Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, — это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
fb.ru