
Как самому сделать резцедержатель на токарный станок – Самодельный резцедержатель для ТВ-6 — Станки серии ТВ-х
Самодельный резцедержатель для ТВ-6 — Станки серии ТВ-х
Добрый день. К изготовлению нового резцедержателя для ТВ-6 меня сподвигло то, что у меня расстояние от плоскости резцедержки и до центра составляет 14,0 мм., а полная высота прорези резцедержки для резца 15 мм. Поэтому при износе резца и его последующей правки, режущая кромка опускается вниз и когда режущая кромка опустится ниже 1 мм. от верхней плоскости резца, то его просто нельзя установить по центру.
За неимением фрезерного станка решил сделать составную резцедержку. Вырезал болгаркой пластины по размеру будущей резцедержки с припуском на обработку и зажав в патрон обточил их со всех сторон. Затем разметил центра и просверлил отверстия 10 мм.
Далее на средней детали на наждаке снял фаски под сварку
и стянул всё болтом
предварительно выставив всё параллельно. Затем проварил со всех сторон
и обработал швы напильником.
Выполнил разметку и просверлил
нарезал резьбу.
Затем рассверлил отверстие до 14,5 мм.
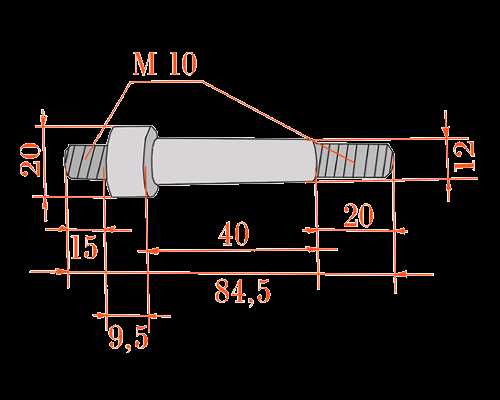
Думал получится и на 20 мм с обратной стороны рассверлить под посадку на винт, но портить (стачивать хвостовик) сверла на 20 мм. не захотел и поэтому пришлось изготовить планшайбу на ТВ, впрочем давно собирался. Установил на станок и расточил отверстие до 20 мм.
Сделал предварительную примерку
и так как общая высота выросла а посадочный винт переделывать не захотел, то решил сделать углубление под гайку резцедержки.
Затем заворонил и конечно же пришабрил прилегающую поверхность к малой продольной. Теперь считаю этого зазора будет достаточно под установку даже изношенного резца.
к примеру рядом родная с отрезным и видно, что верх резца практически упирается в «потолок»
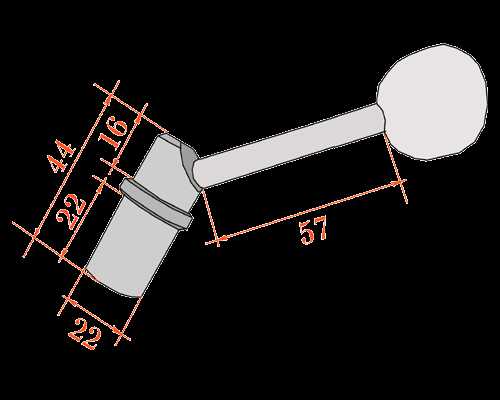
Размеры новой резцедержки. Подошва 8,5 мм высота паза 17 мм. и толщина макушки 14 мм. общая высота — 39,5 вместо 37 у родной.
Может кому и пригодится, размеры сторон остались прежними.
Изменено пользователем Alex391www.chipmaker.ru
Резцедержатель для токарного станка
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.

Резцедержатель токарного станка
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.

Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Документация
- ГОСТ 24900-81
- DIN 69880
- VDI 3425
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 3, в среднем: 4,67 из 5) Загрузка…stankiexpert.ru
Токарные резцедержатели
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению: — с осью вращения — со сменными блоками Деление резцедержателей с осью вращения: — с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпиделя) по источнику смены позиций: — механические (вручную) — электромеханические — гидравлические — серво По крепления инструмента — клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм — VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на переферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
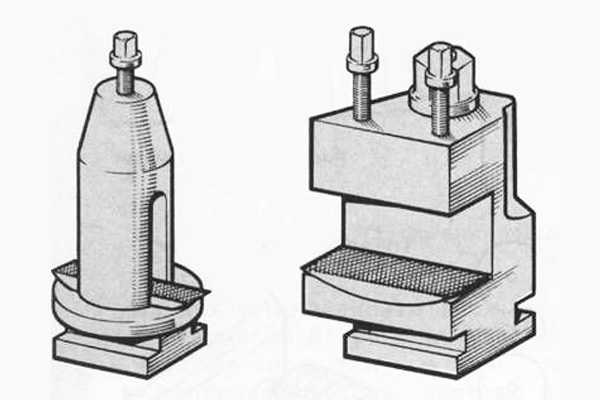 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, чт
i-perf.ru
Быстросменный резцедержатель. Делаем дополнительную кассету.
В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все.
Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им.

При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами).
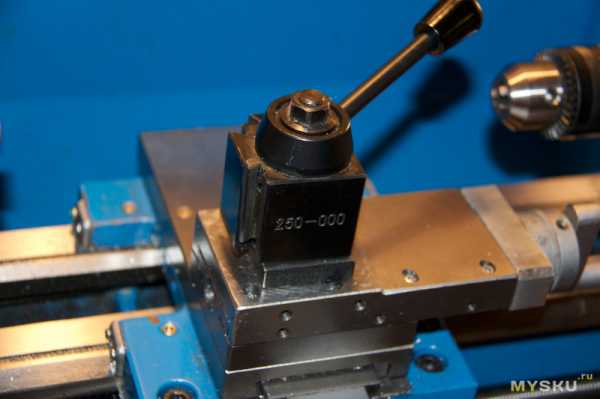
Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны.
Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше.

У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения.
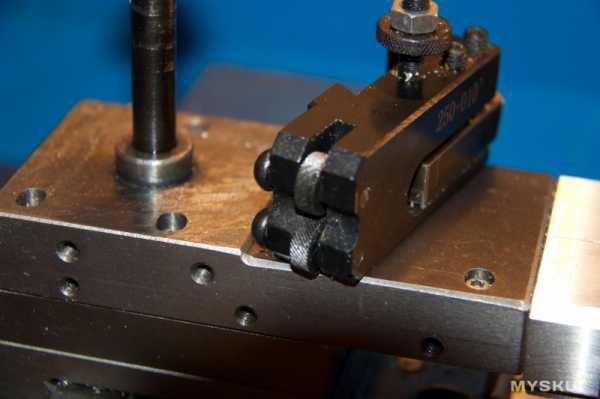
Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво.
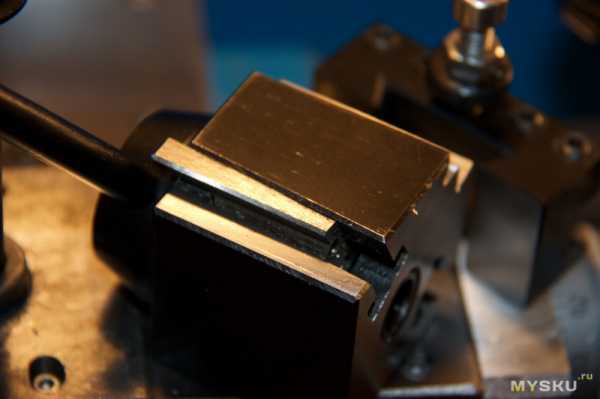
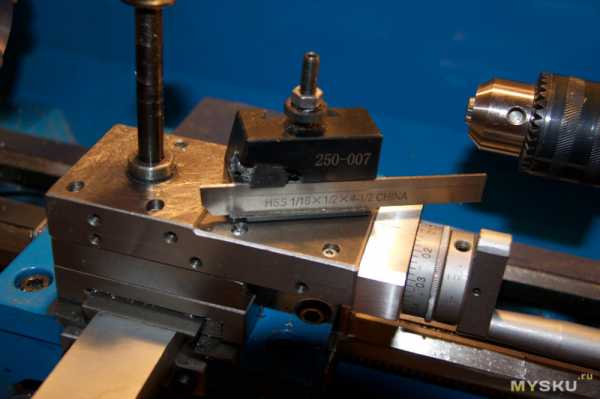
В комплекте идут 5 картриджей
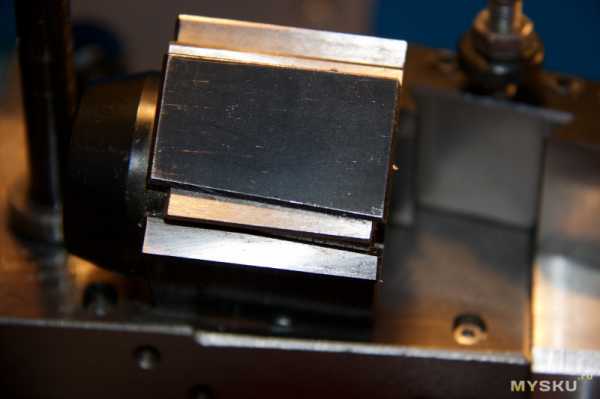
Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка.

Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов.

Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное. Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит)
Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок.

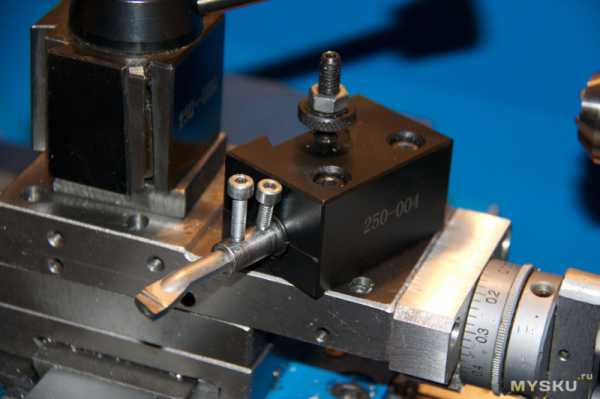
Пятый картридж предназначен для крепления расточных резцов с круглой державкой.

Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе. Единственное, что по высоте их выставлять элементарно и быстро.
Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень. Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень)))
Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки.

Ну что ж… поехали! В заготовке мы фрезеруем паз
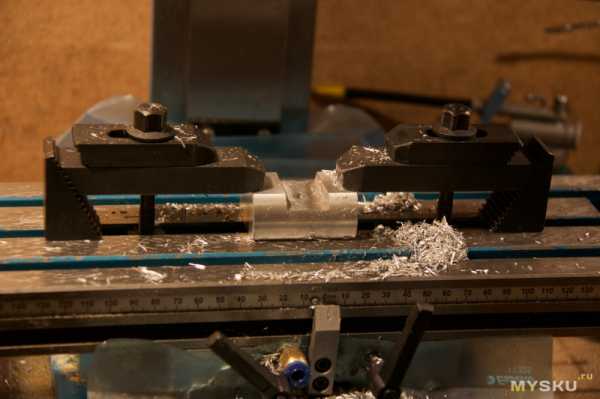
Далее фрезой для «ласточкиного хвоста» под углом 60 град. выбираем боковые наклонные плоскости.

Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля
Примеряем – все великолепно. В размер попали.

Переворачиваем заготовку и делаем паз под резец.

Сверлим отверстия под винты и нарезаем резьбу

Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)

Теперь делаем шайбу винта, которая будет регулировать высоту картриджа. Для этого берем заготовку и накатываем на нее насечку нашим картриджем номер 4.
Сверлим отверстие и нарезаем резьбу

Отрезаем шайбу
Собираем катридж

Тестовое точение было пройдено на ура.

И в заключение видео о резцедержателе и о том как делался картридж. Я люблю смотреть такие видео. Есть пара каналов в сети, где на все такие процессы изготовления поделок на станках можно смотреть вечно))) Кстати, если не сложно, напишите в комментариях пожалуйста, все ли понравилось, и что можно улучшить. Спасибо!
Резюме. Вещь замечательная, полезная, и как все профессиональные вещи дорогая, а стоимость сменных картриджей – просто грабеж. Но если вы имеете доступ к фрезеру и можете сделать себе картриджи сами, то покупать имеет полный смысл.
mysku.ru
Резцедержатели токарных станков по металлу: чертеж, устройство, ГОСТ
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.
 Резцедержатель токарного станка
Резцедержатель токарного станкаПодразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.

Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Документация
- ГОСТ 24900-81
- DIN 69880
- VDI 3425
Скачать ГОСТ 24900-81
Скачать каталог резцедержателей
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарные резцедержатели: виды, материалы изготовления, конструкция
 Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению:
— с осью вращения
— со сменными блоками
Деление резцедержателей с осью вращения:
— с горизонтальной осью вращения (параллельно оси шпинделя)
-с вертикальной осью вращения (перпендикулярно оси шпинделя)
по источнику смены позиций:
— механические (вручную) — электромеханические
— гидравлические
— серво
По креплению инструмента
— клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм
— VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
 Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
 Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические резцедержатели
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Осуществляем полный цикл ремонта резцедержек серии AK3063 и ak3080
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Самодельный суппорт для токарного станка своими руками
СодержаниеВ работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Читайте также: «Как работает ручной листогибочный станок и как его сделать своими руками?»
Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
к меню ↑
Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
к меню ↑
Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.

Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
Читайте также: «Оборудование для сварки полипропиленовых труб».
к меню ↑
Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.

Основные узлы токарного станка
На суппорте станка 16к20 проводятся следующие регулировки:
- зазоров;
- люфта;
- сальников.
к меню ↑
Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
к меню ↑
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
к меню ↑
Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.

Передняя крышка токаного станка с сальником
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
к меню ↑
Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
к меню ↑
Самодельный токарный станок
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.

Самодельный токарный станок
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
к меню ↑Самодельный токарный станок (видео)
к меню ↑
Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок на швеллере
Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Резцедержатель быстросменный, вариант два, почти как взрослый.
Представляет более удобную эксцентриковую конструкцию с ласточкиным хвостом, работающим на отжим кассеты…
Добавил упорный подшипник на механизм эксцентрика , хотелось ещё поставить один под ручку прижима резцедержателя но не вышло, двухсотый оказался великоват, надо чуть меньше, можно будет доработать позже.
Делал я его под свои кассеты от первого варианта, хотелось отметить что, за время работы у первого проблем не обнаружилось, просто надоело брать шестигранник при каждой переустановке.
Вот и решил исправить этот недостаток, тем более что металл подходящий под это, у меня был …
Нашлось немножко время и можно поковырять железки.
А время для хобби, это самое главное, что трудней всего найти.

Вот как это было…
Сделал заготовку кубика.
Резал обычной пальчиковой фрезой, так просто тише идёт процесс.







Обдирал фрезой с напайками из твердого сплава.
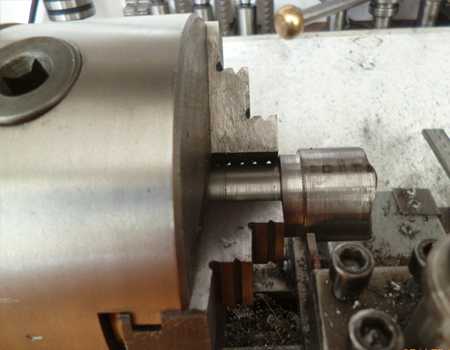
Примерился к заготовке и установил по разметке.
Расточил под внутренности.




Вот такое у меня ещё приспособление есть, по своей сути тоже быстро сменное, под расточной резец.




Установил обойму подшипника на место.

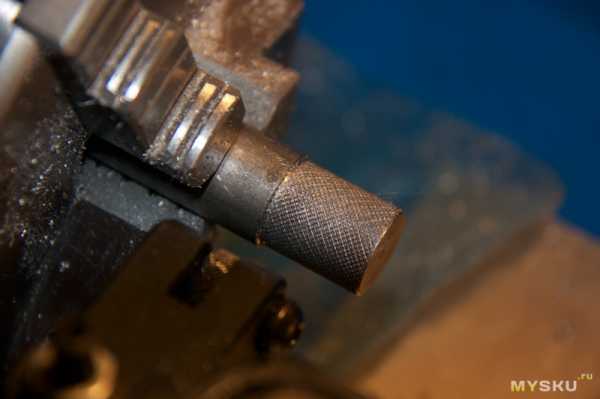
Выточил шток распора кассеты…




Теперь сверлим в штоке отверстие для эксцентрика.
Сверлим по центру, полностью задвинутого штока, для этого подложены подкладки.

Изготовил новую шпильку чуть толще.




Шпилька готова и уже на месте

Выточил поворотный эксцентрик.












Проверил как работает механизм в сборе, сделал ручку.



Профрезеровал ласту под свои кассеты и запломбировал дефекты заготовки.





Примерил свои кассеты.




Теперь немного напильника и шабер.



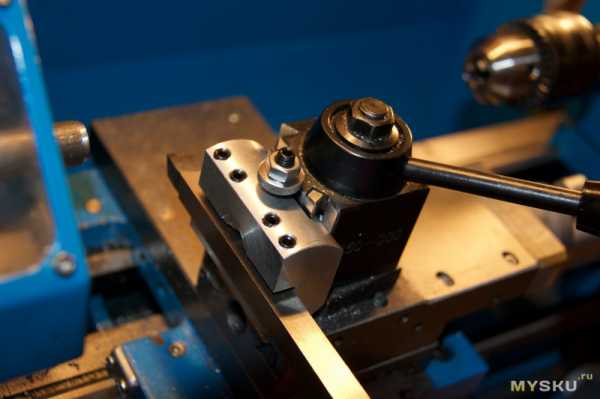
Собрал…








Проверил на станке всё работает тут видео если не загрузится.
Снятие и установка кассеты тут видео если не загрузится.
Ну что стало заметно удобней … и это радует.
P.S.
Старый резцедержатель не выбросил, адаптировал под новую шпильку- пригодится в работе.



Не найдя подходящего подшипника, решил просто добавить немного шариков, расположив их в два ряда под гайкой. Сами шарики взяты от переднего велосипедного подшипника…
Теперь не нужно прикладывать больших усилий, всё легко и просто…

На последок занялся кассетами, заменил им винты на потайные и сделал новые установщики высоты.






Ну и по просьбам граждан… Где чертёж?
Чертёж отсутствует, но есть эскиз, с приближёнными размерами, в прочем они у вас и так могут отличатся от указанных, тут ведь всё зависит от размеров и исходных заготовок.
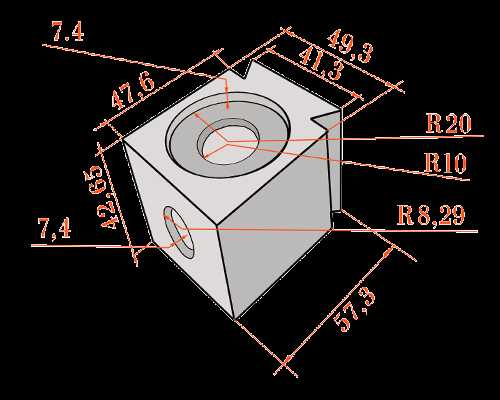
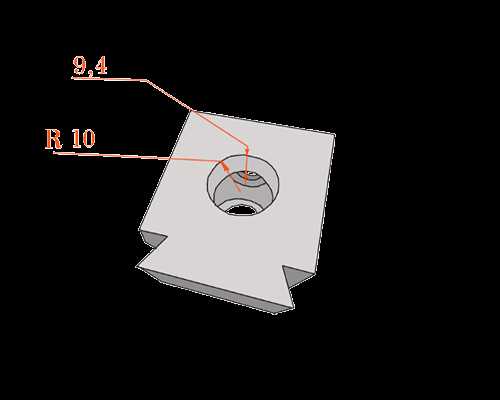
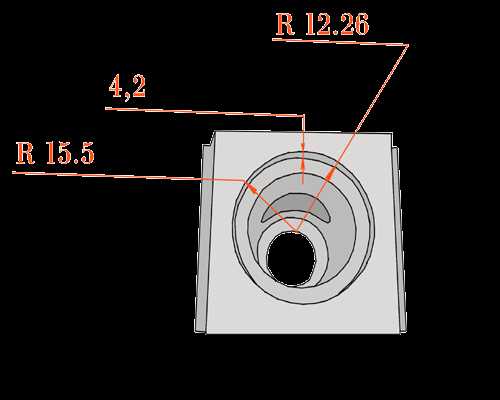
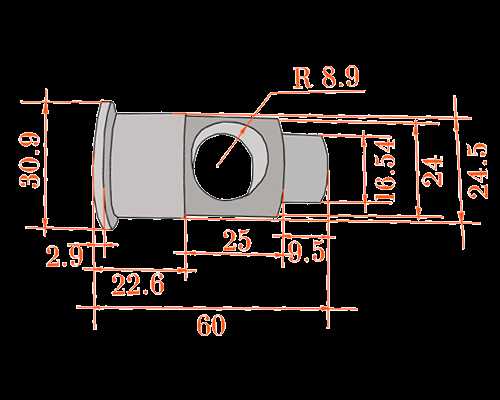

Открыть или скачать одним файлом зскиз для станков Sieg C3 ,Калибр СТМ-350, JET BD-7 Резцедержатель быстросменный …
На мой взгляд, вышло не так плохо.
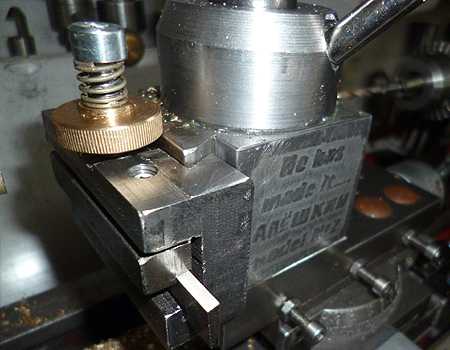
На днях добавил три кассеты и наконец установил упорный подшипник под гайку.
Вот как это выглядит.




Переделал надпись, теперь она гравированная.

На одну кассету добавил ролики для накатки, теперь у меня будет и мелкий и крупный рисунок.


Этой кассетой, прокатал для пробы регулировочные гайки.


Вот результат, остаётся только разрезать пружинку на три части и нарезать резьбу для винтов.

Удачи всем в занятиях творчеством, и много свободного времени.
www.alenkindom.ru