
Как спаять медные провода в распределительной коробке: Соединение проводов в распредкоробке методом пайки своими руками
Соединение проводов в распредкоробке методом пайки своими руками
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с
тщательностью и аккуратностью.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.
Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.
К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется
длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией.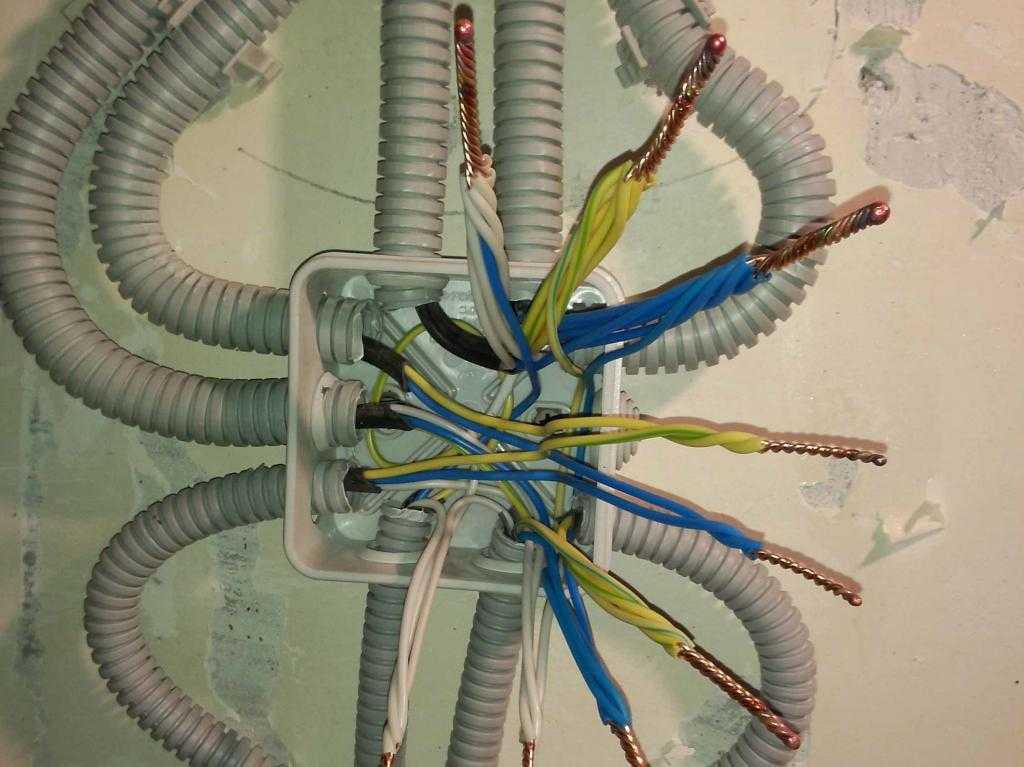 Вообще,
нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Вообще,
нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой,
смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без
темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то
перед протиранием их можно обработать мелкой шкуркой.
После обработки поверхность меди должна иметь однородный желтый цвет без
темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то
перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки
нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново.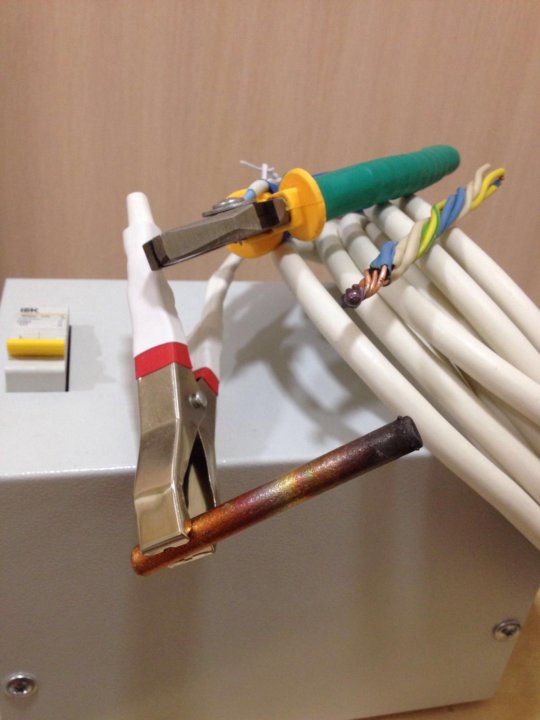
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Смотрите также другие статьи
медные провода, скрутка, инструмент и припой
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Содержание
- Для чего нужны распределительные коробки
- Общие правила коммутации
- Преимущества пайки в сравнении с другими способами соединения
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя
- Защита места пайки от окисления
- Технология пайки и лужения
- Пайка с помощью горелки и тигля
- Меры предосторожности
Для чего нужны распределительные коробки
Коробка для коммутации проводовНеобходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности.
 Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции. - Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника.
Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения
Инструмент для снятия изоляции с проводов – стрипперСуществует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов
Снятие изоляции с проводаЛужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайкуПровода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки.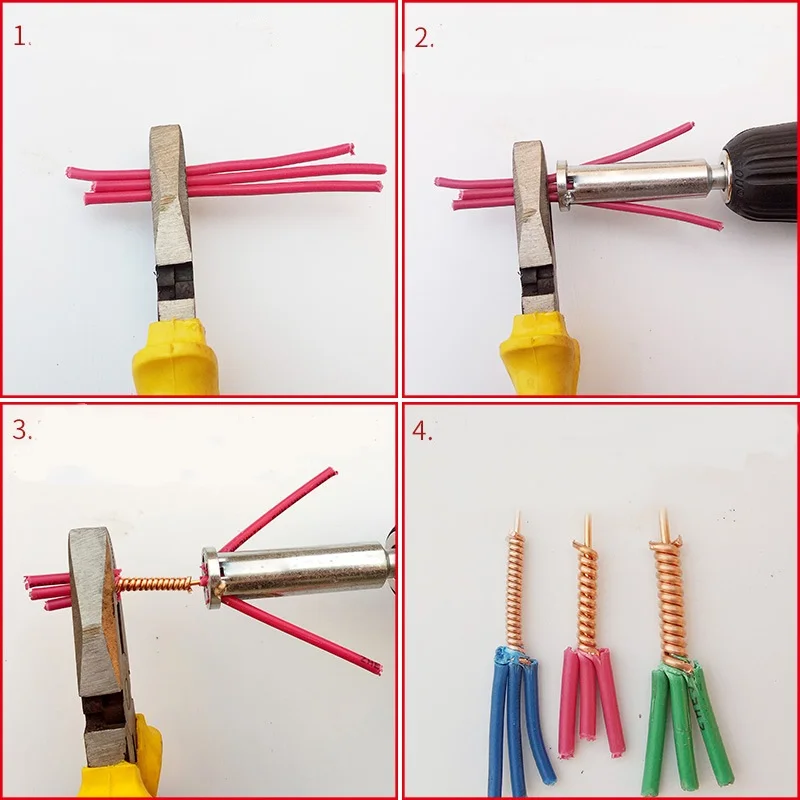 Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | — | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | — | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | — | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | — | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления
Флюс для пайкиДля защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения
Простой способ луженияПриступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля
Приспособление для спайки проводовЕсли предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Содержание
- Преимущество пайки перед остальными способами соединений
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя паяльника
- Защита места пайки от окисления. Флюс
- Технология пайки и лужения
- Пайка с помощью тигля и горелки
- Меры предосторожности во время пайки
- Чего категорические нельзя делать!
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.

Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачковНельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте.
Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводовБольшой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Содержание
- 1 Что представляет собой процесс пайки проводов
- 2 Что необходимо для пайки
- 3 Процедура пайки
- 4 Специфика соединения алюминиевых проводов
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
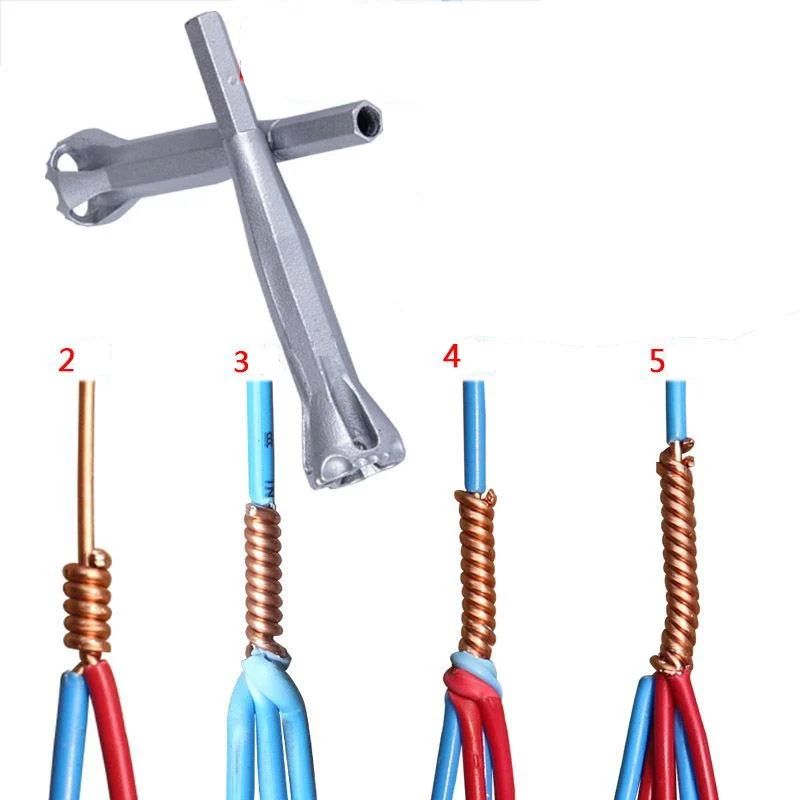
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.

- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
скрутка проводов, пайка проводов, сварка проводов, обжим проводов или соединение проводов с помощью клеммника
Казалось бы, что может быть проще соединения проводов? Ведь существует несколько способов соединения проводов. Это скрутка проводов, пайка проводов, сварка проводов, обжим и соединение проводов с помощью клеммника. Даже школьник знает самый постой способ скрутки проводников. Надо приложить вместе кончики металлических проводов, называемых жилами, и свить в одну «косичку», после чего замотать изолентой. Не надо паяльника, клеммника, соединительных колпачков и прочих «ненужностей».
Любой «сам себе электромонтер» освоил такую операцию. И, случись необходимость, применяет такой способ в своей повседневной практике. Например, сращивает провода сетевого шнура бытового прибора, адаптера планшета или компьютера после обрыва.
И, случись необходимость, применяет такой способ в своей повседневной практике. Например, сращивает провода сетевого шнура бытового прибора, адаптера планшета или компьютера после обрыва.
Такую технологию скрепления проводов российские «технари» используют повсеместно. Вот только в правилах устройства электроустановок ПЭУ «скрутки», всевозможные «загибы» и «клепки» не предусмотрены. Отсутствуют такие способы электромонтажа и в прочих нормативных документах. Почему?
Содержание
- 1 Соединение «на скорую руку» с большими последствиями
- 2 Как правильно надо соединять провода
- 3 Как скрутить провода правильно
- 4 Почему лучше обжать (опрессовать) провода
- 5 Пайка как надежная альтернатива скрутке
- 6 А все-таки сварка предпочтительней
- 7 Клеммники – самые эргономичные электроустановочные изделия
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся.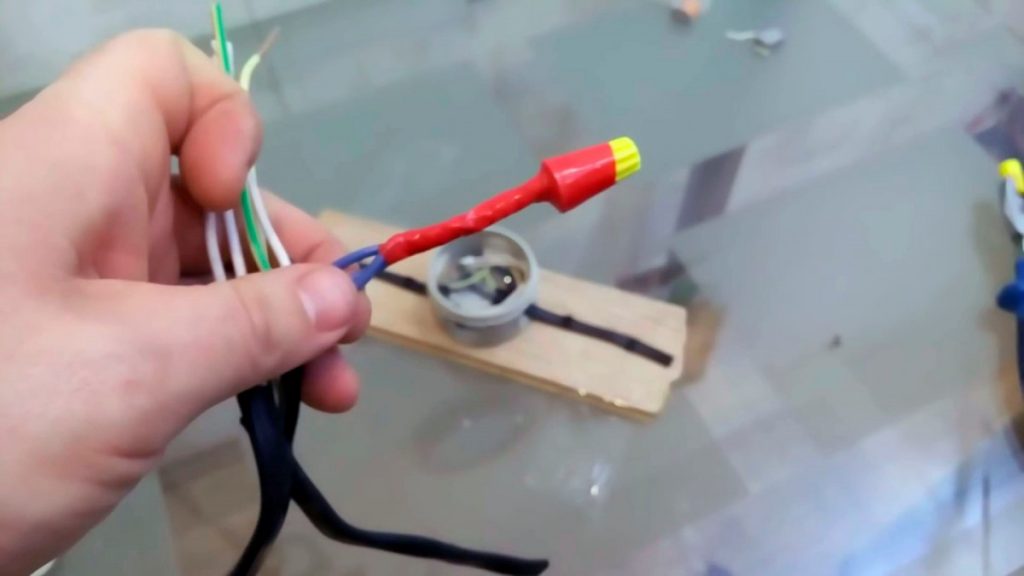 Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала.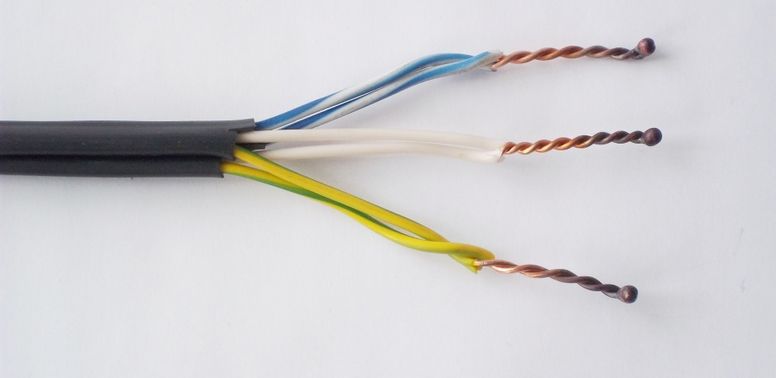
К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.
Как правильно надо соединять провода
Как соединить провода: начинаем с очистки от изоляции. Правильное соединение проводников должно удовлетворять трем основным требованиям:
Правильное соединение проводников должно удовлетворять трем основным требованиям:
- Обеспечивать надежный контакт с минимальным переходным сопротивлением между собой приближенным к сопротивлению цельного куска провода.
- Сохранять прочность на растяжение, стойкость на излом и вибрацию.
- Соединять только однородные металлы (медь с медью, алюминий с алюминием).
Способов соединения, удовлетворяющих этим требованиям, существует несколько. В зависимости от требований, предъявляемых к электропроводке и возможностей практического применения, используются следующие виды соединения проводов:
- Скрутка.
- Сварка.
- Спайка.
- Обжим.
- Клеммное соединение.
Все эти способы требуют предварительной подготовки провода или кабеля – снятия изоляции для оголения соединяемых жил. Традиционно материалом изолирующей оболочки служат резина, полистирол, фторопласт. Дополнительно внутри изоляцией служат полиэтилен, шелк и лак. В зависимости от структуры токопроводящей части провод может быть одножильным или многожильным.
В зависимости от структуры токопроводящей части провод может быть одножильным или многожильным.
Под одножильным подразумевается провод, сечение которого образовано изолирующей оболочкой с металлическим сердечником или проводком внутри.
В многожильном проводе металлическая сердцевина образована несколькими тонкими проводками. Они обычно переплетены и представляют свивку, окруженную снаружи изолятором. Часто отдельные жилки покрываются полиуретановым лаком, а в структуру между ними добавляются капроновые нити для повышения прочности провода. Эти материалы, как и матерчатая оплетка снаружи, усложняет процесс снятия изоляции.
В зависимости от вида соединения с каждого конца провода снимается 0,2 – 5,0 см изоляции. Для этого используется несколько типов инструмента.
По 5-ти бальной системе можно оценить качество снятия изоляции и степень защиты от надрезания — повреждения жил каждым приспособлением:
Повреждение изоляция/жилы
Монтерский (кухонный) нож — 3/3
Бокорезы (кусачки) — 4/3
Стриппер — 5/4
Паяльник или петлевой электровыжигатель — 4/4
В слаботочных телевизионных/компьютерных сетях применяют коаксиальные кабели. В процессе разделки важно аккуратно надрезать и снять изолирующую рубашку, не повредив при этом экранирующую оплетку. Для доступа к центральной жиле она распушивается и удаляется, оголяя ствол. После чего полиэтиленовая изоляция надрезается ножом или специальным приспособлением, обрезок снимается с жилы.
В процессе разделки важно аккуратно надрезать и снять изолирующую рубашку, не повредив при этом экранирующую оплетку. Для доступа к центральной жиле она распушивается и удаляется, оголяя ствол. После чего полиэтиленовая изоляция надрезается ножом или специальным приспособлением, обрезок снимается с жилы.
Бифиляр в экране состоит из пары проводов в экране, который для доступа к проводникам также предварительно распушивается на проводки, открывая доступ к каждой жиле.
Важно! Чтобы снять изолирующий материал эмалированного провода сечением меньше 0,2 мм² следует применять паяльник. Эмаль аккуратно удаляется с помощью наждачной «нулевки» перемещением бумаги вдоль проводков.
Как скрутить провода правильно
Чаще всего скрутка применяется при ремонте электропроводки, шнуров и переходников (включая слаботочные) бытовой техники и аппаратуры. Если вести речь о домашней электросети, то нормами предусмотрено использование в домах провода с сечением токонесущей жилы 1,5–2,0 мм из меди и 2,5–4,0 мм из алюминия. Обычно для разводки используют провода марок ВВГ и ПВ в полихлорвиниловой оболочке. Силовые шнуры марок ШВЛ и ШТБ с резиновой или ПВХ изоляцией имеют сечение 0,5 – 0,75 мм.
Обычно для разводки используют провода марок ВВГ и ПВ в полихлорвиниловой оболочке. Силовые шнуры марок ШВЛ и ШТБ с резиновой или ПВХ изоляцией имеют сечение 0,5 – 0,75 мм.
Пошагово сращивание проводов между собой можно производить следующим образом:
- Обезжириваем оголенные концы проводов, протерев ацетоном/спиртом.
- Удаляем слой лака или оксидную пленку, зачищая проводники наждачной бумагой.
- Накладываем кончики так, чтобы они скрестились. Накручиваем по часовой стрелке не менее 5 витков одной жилы на другую. Чтобы скрутка получилась плотной, используем плоскогубцы.
- Изолируем открытые токонесущие части проводов с помощью изоленты, или накручиваем изолирующий колпачок. Они должны заходить за изоляцию на 1,5–2,0 с, чтобы прикрыть оголенные участки проводников.
Для сращивания между собой многожильного зачищенного провода с одножильным используется другая техника навивки:
- Многожильным проводом обкручивается одинарный провод, оставляя свободным конец без навивки.

- Конец одножильного провода загибается на 180°так, чтобы он прижал скрутку, затем прижимается плоскогубцами.
- Место соединения должно быть прочно зафиксировано изолентой. Для лучшей эффективности следует использовать изолирующую термотрубку. Для этого отрезок кембрика нужной длины натягивается на соединение. Чтобы он плотнее обхватил проводку, трубку следует прогреть, к примеру, феном или зажигалкой.
При бандажном соединении свободные концы кладутся друг к другу и сверху обматываются имеющимся отрезком провода (бандажом) из однородного материала.
Сцепка желобком предусматривает, что перед взаимным перекручиванием конфигурируются небольшие крючки из концов провода, они перецепляются между собой, затем края обматываются.
Существуют более сложные разновидности параллельных/последовательных соединений. Соединение проводов методом скрутки используют профессиональные электроремонтники при проведении восстановительных работ.
Важно! Медь и алюминий имеют разное омическое сопротивление, при взаимодействии активно окисляются, соединение по причине разной жесткости получается непрочным, поэтому соединение этих металлов нежелательно.
В случае крайней необходимости соединяемые кончики следует подготовить – облудить оловянно-свинцовым припоем (ПОС) с помощью паяльника.
Почему лучше обжать (опрессовать) провода
Опрессовка проводов – один из самых надежных и качественных способов механических соединений, применяющихся в настоящее время. При такой технологи шлейфы проводов и кабелей обжимаются в соединительной гильзе с помощью пресс-клещей, обеспечивая плотный контакт по всей длине.
Гильза представляет полую трубку и может изготавливаться самостоятельно. При размере гильз сечением до 120 мм² применяются механические клещи. Для больших сечений применяются изделия с гидравлическим пуансоном.
При обжатии гильза обычно приобретает форму шестигранника, иногда производится местное вдавливание в определенных частях трубки. В опрессовке применяются гильзы из электротехнической меди ГМ и алюминиевые трубочки ГА. Данный способ допускает обжатие проводников из разных металлов. Во многом этому способствует обработка составных компонентов кварцево-вазелиновой смазкой, предотвращающей последующее окисление.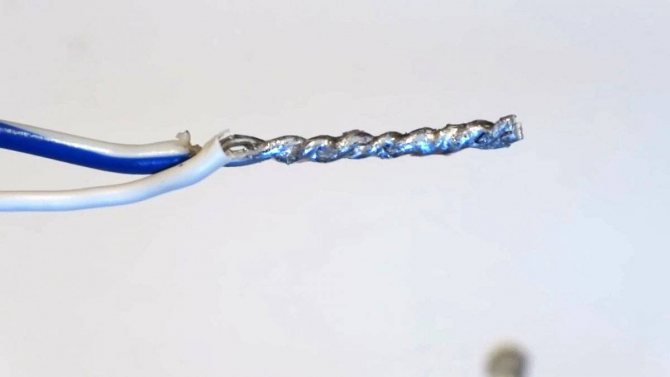 Для совместного использования существуют комбинированные алюмомедные гильзы или медные луженые гильзы ГАМ и ГМЛ. Соединение проводов методом обжима применяется для пучков проводников с суммарным диаметром сечения между 10 мм² и 3 см².
Для совместного использования существуют комбинированные алюмомедные гильзы или медные луженые гильзы ГАМ и ГМЛ. Соединение проводов методом обжима применяется для пучков проводников с суммарным диаметром сечения между 10 мм² и 3 см².
Пайка как надежная альтернатива скрутке
Ближайшей альтернативой скрутке, запрещенной для электромонтажа, является соединение проводов методом спайки. Он требует специальных приспособлений и расходных материалов, но обеспечивает абсолютный электрический контакт.
Совет! Спайка проводов внахлест считается самой ненадежной в технологии. В процессе эксплуатации припой крошится и соединение размыкается. Поэтому пред пайкой наложите бандаж, обмотайте кусочком провода меньшего диаметра соединяемые части, или скрутите вместе проводники.
Понадобится электропаяльник мощностью 60–100 Вт, подставка и пинцет (тонкогубцы). Жало паяльника следует очистить от окалины заточить, подобрав предварительно наиболее подходящую форму кончика в виде лопатки, а корпус прибора подсоедините к заземляющему проводу. Из «расходников» потребуется припой ПОС-40, ПОС-60 из олова и свинца, канифоль в качестве флюса. Можно использовать проволоку из припоя с, помещенной внутрь структуры, канифолью.
Из «расходников» потребуется припой ПОС-40, ПОС-60 из олова и свинца, канифоль в качестве флюса. Можно использовать проволоку из припоя с, помещенной внутрь структуры, канифолью.
Если потребуется паять сталь, латунь или алюминий, потребуется специальная паяльная кислота.
Важно! Нельзя перегревать места примыкания. Чтобы не поплавилась изоляция при пайке обязательно используйте теплоотвод. Для этого придерживайте оголенный провод между местом нагрева и изоляцией пинцетом или тонкогубцами.
- Зачищенные от изоляции жилы следует облудить, для чего разогретые паяльником кончики помещают в кусочек канифоли, они должны покрыться коричнево-прозрачным слоем флюса.
- Помещаем кончик жала паяльника в припой, захватываем каплю расплавленного и равномерно обрабатываем поочередно провода, проворачивая и двигая по лопатке жала.
- Приложить или скрутить вместе провода, зафиксировав неподвижно. Прогреть жалом в течении 2–5 с. Обработать спаиваемые участки слоем припоя, дав растечься капле по поверхностям.
 Перевернуть соединяемые провода и повторить операцию с обратной стороны.
Перевернуть соединяемые провода и повторить операцию с обратной стороны. - После остывания места пайки изолируются по аналогии со скруткой. В некоторых соединениях они предварительно обрабатываются кисточкой, смоченной в спирте и покрываются сверху лаком.
Совет! Во время и после пайки в течении 5–8 с. провода нельзя дергать и шевелить, они должны находиться в неподвижном положении. Сигналом к тому, что структура затвердела, служит приобретение матового оттенка поверхностью припоя (в расплавленном состоянии он блестит).
А все-таки сварка предпочтительней
По прочности соединения и качеству контакта сварка превосходит все прочие технологии. В последнее время появились портативные сварочные инверторы, которые можно переносить в самые малодоступные места. Такие аппараты легко удерживаются на плече сварщика с помощью ремня. Это позволяет работать в труднодоступных местах, например, производить сварку со стремянки в распределительной коробке. Для сварки металлических жил в держатель сварочного аппарата вставляются угольные карандаши или обмедненные электроды.
Для сварки металлических жил в держатель сварочного аппарата вставляются угольные карандаши или обмедненные электроды.
Основной недостаток сварочной технологи – перегрев свариваемых деталей и оплавливание изоляции устраняется с помощью:
- Правильной регулировки сварочного тока 70–120 А без перегрева (в зависимости от количества свариваемых проводов сечением от 1,5 до 2,0 мм).
- Кратковременности процесса сварки не более 1–2 секунд.
- Плотной предварительной скруткой проводов и установкой медного теплоотводящего зажима.
Производя соединение проводов методом сварки скручиваемые жилы следует выгнуть и срезом обязательно развернуть кверху. К торцу проводов, подсоединенных к массе, подносится электрод и зажигается электродуга. Расплавленная медь шариком стекает вниз и покрывает оболочкой проволочную скрутку. В процессе остывания на теплую структуру одевается изолирующий пояс из отрезка кембрика или другой изолирующий материал. В качестве изолирующего материала подойдет также лакоткань.
Клеммники – самые эргономичные электроустановочные изделия
Правилами ПУЭ, п.2.1.21 предусмотрен вид соединений с помощью сжимов (винтов, болтов). Существует соединение непосредственно с помощью элементов крепежа «на весу», когда сквозь петельки каждого из проводов продевается винт, шайба и фиксируется гайкой с обратной стороны.
Такая инсталляция оборачивается несколькими витками изоленты и считается достаточно практичной и надежной.
Более эргономичны электроустановочные изделия, называемые винтовыми клеммниками. Они представляют контактную группу, размещенную в корпусе из изолирующего материала (пластика, фарфора). Наиболее часто соединение проводов методом с помощью клеммников встречается в распределительных коробках и электрощитках. Чтобы подсоединить провод, надо его просунуть в гнездо и закрутить винт, прижимная планка надежно закрепит жилу на посадочном месте. К ответному гнезду, закороченному с первым, подключается другой соединяемый провод.
В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.
Ответвительные зажимы представляют капитальный вариант винтового клемммника с несколькими закороченными отводами, используются преимущественно на улице и местах с неблагоприятными условиями окружающей среды.
Соединительные зажимы представляют изолирующий колпачок с резьбой внутри, он наворачиваются на скрутку, одновременно сжимая и защищая от механических воздействий.
медных в распределительной коробке, скруток, почему невозможно пользоваться очень маленьким паяльником, как выбрать припой, аппарат, ГОСТ – Техника пайки на Svarka.guru
Пайка проводов – это традиционный способ соединения в электронике и электротехнике. Его применяют и для слаботочных схем, и для высоковольтных силовых контуров. Пайка прочна и долговечна, выдерживает действие вибрационных нагрузок.
Содержание
- 1 Как пользоваться паяльником?
- 2 Особенности
- 3 Что потребуется для работы?
- 3.1 Канифоль и флюсы
- 3.2 Вспомогательные инструменты и материалы
- 4 Процесс
- 4.
 1 Отличия технологии при использовании флюса
1 Отличия технологии при использовании флюса - 4.2 Многожильные провода
- 4.3 Можно ли спаять медь и алюминий?
- 4.
- 5 Лужение провода – как это делается?
- 6 Спаивание жил – делаем своими руками
Как пользоваться паяльником?
Сущность процесса состоит в нанесении на совмещенные концы проводников или выводов электронных компонентов капли расплавленного припоя. Кристаллизуясь, припой прочно присоединяется к металлу и возникает неразъемное электропроводное соединение.
Для того, чтобы припой прочно соединился с жилами или контактами, необходимо провести подготовку. Контакты и провода обрабатывают специальными веществами, разрушающими тугоплавкие оксидные пленки и увеличивающими смешиваемость поверхностей жидким припоем.
Кроме того, подготовки требует и сам паяльник. Его жало следует периодически зачищать напильником от нагара и окалины, затачивать, придавая оптимальную форму.
Весьма важна также операция лужения. В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
В ее ходе поверхность жала и припаиваемых контактов покрывается тонким слоем припоя.
Особенности
Основная особенность пайки медных проводов паяльником состоит в необходимости обеспечения качественного механического контакта соединяемых жил и контактов.
Для этого применяют скручивание их кончиков либо удержание вместе с помощью рук, пинцетов, острогубцев и паяльных зажимов.
Методы скручивания кабелей. Внизу, красным — скрутка по-британски.
Какой тип скрутки выбрать, определяется напряжением и силой тока, которую должно выдерживать паяное соединение, вибрационными нагрузками, а также рядом других особенностей будущей эксплуатации.
Кабели, подверженные статическим либо динамическим нагрузкам, должны состоять из нескольких жил. Эти жилы скручивают по-британски.
Почему невозможно пользоваться очень маленьким паяльником при пайке? Ответ прост: ему не хватит мощности, чтобы качественно прогреть соединение. Отлично справляется простой электропаяльник. При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
При больших объемах работ используют станции с регулируемой температурой жала. Питается аппарат от инвертора. Предварительного прогрева иногда проводят портативной газовой горелкой.
Что потребуется для работы?
Помимо паяльника, понадобится припой, флюсовый состав, подставка, паяльные зажимы. Для подготовки жала нужен малый напильник или надфиль.
Чтобы удерживать нагреваемые кабели, понадобится пинцет либо пассатижи.
Канифоль и флюсы
Пайка медных проводов потребует подготовки. Концы проводников очищают от механических загрязнений, следов коррозии, окисного слоя и, возможно, от электротехнического лака. Это делают с помощью химической обработки.
Канифоль разогревают жалом, окунают в нее прогретый конец проводника. Удобнее применять флюсы. Они представляют собой смесь кислот или щелочей. Емкости с ними снабжены кисточкой для дозированного нанесения. Потом остатки флюсовой пасты потребуется удалить, чтобы они не разъели контакты и конструкции.
Канифоль применяется со всеми видами проволоки. Флюсы можно выбрать, исходя из материала кабеля. Их состав регламентируется соответствующим ГОСТ.
Флюсы можно выбрать, исходя из материала кабеля. Их состав регламентируется соответствующим ГОСТ.
Для меди чаще всего используют оловянно-свинцовые припои серии ПОС. Для алюминия предпочтительны вещества на основе олова и цинка.
Для повышения удобства припои выпускаются в виде тонкой трубы, наполненной соответствующим флюсовым составом или канифолью. Одним движением пайщик набирает и припой, и флюс. В прошлом флюсы готовили самостоятельно. Для этого требовался тигель, газовая горелка, химическая посуда и навыки обращения с химическими реактивами.
Вспомогательные инструменты и материалы
Для правильной и качественной пайки потребуются также:
- Поставка под паяльник. На нее удобно класть горячий инструмент.
- Малый напильник или надфиль. Используется для заточки жала.
- Пинцет или плоскогубцы. Их используют для удержания кончиков и для защиты изоляции от перегрева.
- Кусачки.
 Для обрезания концов и зачистки изоляции. Удобно использовать комбинированный инструмент, с отдельными съемниками для разных диаметров проводов.
Для обрезания концов и зачистки изоляции. Удобно использовать комбинированный инструмент, с отдельными съемниками для разных диаметров проводов. - Спирт и ветошь. Для промывки остатков флюсового состава.
Кроме того, понадобится изоляционная лента или термоколпачки разного размера для изоляции соединений.
[stextbox id=’info’]Некоторые мастера используют для снятия изоляции пламя зажигалки.[/stextbox]
Процесс
Технологический процесс создания паяных соединений разбивается на несколько стадий, для каждой сформулирована простая пошаговая инструкция.
Начинают с подготовительных работ:
- снять изоляцию с кончика проводника;
- зачистить надфилем или мелкозернистой шкуркой от лака и окисной пленки;
- конец должен быть светлым и матово поблескивать;
Следующий этап –лужение:
- прогреть электропаяльник;
- поднести кончик провода к канифоли, прогреть его так, чтобы он погрузился в плавящуюся и кипящую канифоль;
- набрать наконечником жала небольшую капельку припоя и растереть ее по кончику провода, проворачивая его для равномерного растекания расплава;
- провод должен получить серебристую окраску.

На завершающем этапе проводится непосредственно спайка проводов:
- залуженные концы совмещают и фиксируют вместе;
- при необходимости концы скручивают;
- набирают на жало паяльника каплю припоя и прикладывают его с прижимом к месту пайки;
- место соединения прогревается, плавится канифоль и расплавляет припой;
- расплавленный припой проникает между проводами, охватывая их со всех сторон;
- продолжают удерживать проводники вместе, пока примой не затвердеет и не станет матовым.
После остывания пайку изолируют, покрывая электротехническим лаком, обматывая изолентой или надевая термоусадочный колпачок.
Отличия технологии при использовании флюса
В случае использования паяльных флюсов процесс несколько видоизменяется.
Лужение: зачищенный конец провода смачивается флюсовым составом с помощью кисточки, встроенной в крышку. Сразу после этого провод прогревают паяльником, на который набрана капля припоя.
Пайка скруток: допускается не заслуживать каждый провод отдельно. Делается скрутка, смазывается флюсом, затем вся скрутка сразу прогревается жалом паяльника, на который набран припой. Активный флюс при нагреве снимет окисную пленку и даст возможность сразу провести пайку.
После пайки скрутки медных проводов следует промыть соединение спиртовым раствором, чтобы смыть флюс.
Многожильные провода
Многожильные провода, способные выдерживать продолжительные переменные механические нагрузки и вибрацию, паяют по собой технологии.
Перед залуживанием провод раскручивают, чтобы отдельные жилы не скрывали друг друга в пучке и на каждую мог воздействовать флюс или канифоль.
Далее жилы залуживают так, чтобы на каждой появился тонкий слой хорошо легшего припоя. После кристаллизации залуженные жилки нужно скрутить вместе. При этом важно сохранить направление закручивания, которое было выбрано при изготовлении провода. Иначе возникнет место перегиба и перелома жилок, провод может оторваться под нагрузкой.
Далее многожильный провод паяют по той же технологии, что и одножильный.
Можно ли спаять медь и алюминий?
Нет, так паять нельзя. Собственно, использование алюминиевых проводов не рекомендовано современными стандартами. Новые прокладки алюминиевых кабелей в жилых домах было решено запретить. Там, где они еще сохранились, их приходится соединять с медными через контактные колодки или другие промежуточные устройства. Подойдет и обычный болт с гайкой и тремя шайбами из стали, между которыми будут порознь зажаты медный и алюминиевый кабель. Разумеется, такой контактный болт должен быть хорошо заизолирован.
Медь и алюминий обладают разными коэффициентами теплового объемного расширения. Это означает, что, будучи нагретыми, они расширятся по-разному. Соответственно, после остывания они по-разному сузятся. При этом на паяное соединение начнут действовать механические усилия, приводящие к его разрушению. Этот эффект будет продолжаться постоянно при каждом включении в цепь и прохождении тока.
[stextbox id=’warning’]Кроме того, алюминий и медь создают гальваническую пару, электрохимические процессы на стыке двух металлов будут вызывать повышенную коррозию.[/stextbox]
Лужение провода – как это делается?
Перед пайкой с конца провода удаляют пластиковую изоляцию. Оголяется медная проволока, подлежащая залуживанию.
В ходе залуживания конец смазывают флюсом и наконечником паяльника растирают по нему тонкий слой расплава.
Если используется канифоль, то оголенный конец окунается в кипящую канифоль наконечником паяльника, на который набрана капелька припоя.
Правильно залуженный проводник приобретает характерный матово-серебристый оттенок.
Многожильные кабели распускаются, и каждая проволочка лудится отдельно. После этого жилы скручивают обратно в прежнем направлении.
Спаивание жил – делаем своими руками
Соединение качественно залуженных проводов пайкой не представляет из себя особых трудностей. Концы проводников совмещаются и фиксируются паяльным зажимом, пинцетом или скручиваются. На жало набирают каплю припоя, она втирается в соединение так, чтобы заполнила пространство между жилами, но не образовал потеков или застывших капель.
На жало набирают каплю припоя, она втирается в соединение так, чтобы заполнила пространство между жилами, но не образовал потеков или застывших капель.
Удерживать соединение нужно до его полного остывания. Некоторые мастера пропускают операцию лужения, скручивая кабели в распредкоробке, капая на них флюсом и сразу пропаивая. Надежность и долговечность спайки проводов в распределительной коробке без лужения весьма сомнительна. Хороший мастер не пренебрегает лужением.
Пропаянное соединение необходимо надежно заизолировать.
Особо толстые провода не паяют, а сваривают. Для этого используют графитовые электроды и специальный сварочный аппарат.
Как паять провода
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также более 12 лет дает советы по благоустройству дома.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 18. 08.21
08.21
Обзор проекта
Научиться паять провода важнее, чем когда-либо. Домовладельцы все чаще берутся за ремонт бытовой техники, такой как посудомоечные машины и холодильники. Когда вы знаете, как паять, вам больше не нужно выбрасывать небольшие приборы, такие как электрические чайники, когда они выходят из строя. При наличии терпения и небольшой практики вы сможете научиться паять провода как для ремонта, так и для забавных проектов.
В этом простом проекте вы будете спаивать открытые концы двух многожильных медных проводов с пластиковым покрытием. Для выполнения этой задачи не требуется специальных навыков. Поскольку материалы настолько недороги, у вас будет достаточно возможностей попрактиковаться на обрезках проводов, прежде чем делать окончательное паяное соединение.
Вместо того, чтобы покупать отдельные компоненты для пайки, вы можете приобрести паяльную станцию, которая включает в себя паяльник, подставку и очиститель жала. Поскольку вся станция подключается к розетке, снижается нагрузка на шнур паяльника. Это важно для облегчения деликатных движений рук при пайке.
Поскольку вся станция подключается к розетке, снижается нагрузка на шнур паяльника. Это важно для облегчения деликатных движений рук при пайке.
Свинцовый припой 60/40, состоящий на 60 процентов из олова и на 40 процентов из свинца, уже давно используется для пайки. Это безопасно при правильном обращении. Для максимальной безопасности выбирайте бессвинцовый припой, состоящий из 99,3% олова и 0,7% меди.
Убедитесь, что ваше рабочее место хорошо проветривается, особенно при работе с припоем на основе свинца. Поскольку жала паяльников могут нагреваться от 600 до 800 градусов по Фаренгейту, работайте на негорючей поверхности; расплавленный припой может капать. При работе с припоем на основе свинца обязательно тщательно мойте руки после работы с припоем. Используйте защитные очки при работе с припоем, независимо от его типа.
Оборудование/инструменты
- Паяльник
- Наконечники паяльника
- Губка и вода
- Подставка под паяльник
- Тепловая пушка
- Инструмент для зачистки проводов
- Защита глаз
Материалы
- Припой на основе канифоли 60/40
- Флюсовая паста из канифоли
- Термоусадочная трубка
Зачистите провода
Снимите 1/2 дюйма пластикового покрытия с проводов с помощью инструмента для зачистки проводов.
 Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Снятие слишком небольшого количества пластикового покрытия будет препятствовать пайке. Удаление слишком большого количества пластикового покрытия обнажит чрезмерное количество медной проволоки и потребует от вас использования большего количества термоусадочных трубок. Обязательно используйте правильный калибр на инструменте для зачистки проводов, чтобы случайно не отрезать жилы провода.
Старайтесь не оставлять слишком много или слишком мало пластикового покрытия. Снятие слишком небольшого количества пластикового покрытия будет препятствовать пайке. Удаление слишком большого количества пластикового покрытия обнажит чрезмерное количество медной проволоки и потребует от вас использования большего количества термоусадочных трубок. Обязательно используйте правильный калибр на инструменте для зачистки проводов, чтобы случайно не отрезать жилы провода.Добавьте термоусадочную трубку
Найдите трубку наименьшего диаметра, которая подойдет к проводу с пластиковым покрытием. Если вы выберете слишком большую трубку, она не уменьшится до нужного размера. Что касается длины, трубка должна покрывать место соединения плюс еще 1/2 дюйма на каждом конце. Наденьте термоусадочную трубку на провод и опустите ее примерно на фут.
Присоединитесь к проводам
Аккуратно снимите кожу с отдельных прядей проволоки. Сдвиньте провода навстречу друг другу, сцепив нити.
 Свободно скрутите сплетенные провода. Если вы скрутите провода слишком туго, припой не сможет проникнуть внутрь. Тем не менее, соединение должно оставаться меньше в диаметре, чем термоусадочная трубка.
Свободно скрутите сплетенные провода. Если вы скрутите провода слишком туго, припой не сможет проникнуть внутрь. Тем не менее, соединение должно оставаться меньше в диаметре, чем термоусадочная трубка.Расположение проводов
Расположите провода так, чтобы они возвышались над рабочей поверхностью. Плоско лежащие провода могут прилипнуть к поверхности из-за припоя. При необходимости можно использовать зажимы типа «крокодил» или даже бытовые металлические пружинные зажимы, чтобы приподнять провода.
Добавьте флюс канифоли
Аккуратно натрите небольшое количество канифольной флюсовой пасты на соединенные провода так, чтобы вся медь была покрыта. Канифольный флюс поможет втянуть припой в сплетенные жилы.
Подготовка к пайке
Подключите и включите паяльник. Разверните примерно шесть дюймов припоя так, чтобы конец был открыт и готов к использованию.
Наконечник
Пока паяльник нагревается, потрите жало о влажную губку, чтобы удалить предыдущее окисление.
 Для нового разогрева паяльника в первый раз в этом нет необходимости.
Для нового разогрева паяльника в первый раз в этом нет необходимости.Припаять провода
Прикоснитесь нагретым жалом паяльника к месту соединения проводов. Крепко удерживайте наконечник на месте в течение нескольких секунд, чтобы нагреть проволоку. Слегка прикоснитесь открытым концом припоя к соединению провода. Тепло должно привести к тому, что припой мгновенно расплавится и втянется в сплетенные нити.
Термоусадочная трубка
После того, как припой полностью остынет, наденьте на соединение термоусадочную трубку. Убедитесь, что он расположен ровно. Проведите тепловым пистолетом по трубке, пока она полностью не сожмется.
советов и приемов для создания надежного соединения , даже опытные профессионалы разочаровываются. Периодически возникающие проблемы, ремни безопасности под приборной панелью, которые выглядят как спагетти, и годы исправлений и исправлений «до дома» обычно только ухудшают ситуацию.
 По нашему опыту, около 90% всех проблем с электрикой оказываются плохим контактом.
По нашему опыту, около 90% всех проблем с электрикой оказываются плохим контактом.Обжимные клеммы эффективны и хорошо работают, а в некоторых случаях необходимы, но со временем может начаться коррозия, что вызовет проблемы с соединением. Пайка — лучший выбор для прочного ремонта, поэтому умение правильно паять провода может быть достойным навыком для изучения. Хитрость пайки заключается в том, чтобы убедиться, что соединение полностью прогрето, а не соединение холодной пайки. Холодная пайка происходит, когда горячий припой попадает на холодную проволоку, затвердевая. Может показаться, что соединение хорошее, но на самом деле припой находится только на внешней стороне провода, а не протянут через жилы провода.
При пайке есть несколько советов и приемов, позволяющих добиться наилучшего соединения. Эти советы работают с любым паяным соединением проводов. При пайке всегда рекомендуется по возможности отсоединять провода от электроники, так как тепло может легко передаваться электрическим компонентам.
Пересечение ручьев
Существует один способ скручивания проводов для пайки — горизонтальное скручивание, которое дает непрерывную длину провода. Косичка, где провода согнуты под углом 9Угол 0 градусов к остальной части провода НЕ является подходящим соединением и вызовет проблемы, не делайте этого.
Начните с перекрестного пересечения проводов примерно посередине зачищенного участка.Затем скрутите провода друг вокруг друга.
Убедитесь, что упаковка туго затянута. Это также отличный способ подключить несколько проводов к одному проводу.
Нагрев Не лгите
Лучший способ узнать, достаточно ли горячий паяный шов, — это увидеть жилы провода в самом припое. Всегда кладите паяльник или пистолет ПОД провода и добавляйте припой на ВЕРХ провода. Припой притягивается к теплу, поэтому, когда припой плавится, он тянется к теплу через провода, соединяя каждую жилу вместе с припоем.
Поместите паяльник под провода и нанесите припой сверху. Это помогает начать передачу тепла, нанеся припой в месте, где встречаются железо и провода, а затем переместите припой наверх.
Это помогает начать передачу тепла, нанеся припой в месте, где встречаются железо и провода, а затем переместите припой наверх.Я кричу, ты кричишь, мы все кричим о… Трубках…
Нельзя оставлять паяное соединение открытым, это цепь под напряжением. Изолента — это нормально, но большинство людей не используют изоленту хорошего качества. Лучшим решением для покрытия припаянных проводов является термоусадочная трубка, и ее необходимо установить ДО того, как будет произведена пайка. Как только припой остынет, просто наденьте трубку на соединение и используйте зажигалку или тепловую пушку, чтобы усадить ее. Просто убедитесь, что вы используете правильный размер провода.
Термоусадочная трубка — лучший способ герметизации паяных соединений. Убедитесь, что вы продвинули трубку на несколько дюймов за место соединения ПЕРЕД пайкой. Если термоусадочная трубка недоступна, используйте изоляционную ленту хорошего качества, например 3M Super 33. Если вам необходимо использовать изоленту, а иногда вы не можете обойтись без нее, вам нужна одна конкретная марка и модель — 3M Super 33 или Супер 88. Это тоже не шутки. Лента стоимостью 1 доллар за рулон — это мусор, и ее ни в коем случае нельзя использовать для электрических соединений, если только это не требуется для экстренного ремонта. Super 33 и Super 88 стоят около 4-5 долларов за рулон, и они продолжают, прилипают и герметизируют соединения, не отваливаясь через четыре месяца. Super 33 является стандартом в профессиональной индустрии, и вы всегда должны держать его в ящике с инструментами. Дешёвка для связывания проводов, да и полотенце на руке держать, когда палец отрубаешь, вот и всё.
Это тоже не шутки. Лента стоимостью 1 доллар за рулон — это мусор, и ее ни в коем случае нельзя использовать для электрических соединений, если только это не требуется для экстренного ремонта. Super 33 и Super 88 стоят около 4-5 долларов за рулон, и они продолжают, прилипают и герметизируют соединения, не отваливаясь через четыре месяца. Super 33 является стандартом в профессиональной индустрии, и вы всегда должны держать его в ящике с инструментами. Дешёвка для связывания проводов, да и полотенце на руке держать, когда палец отрубаешь, вот и всё.
Если вы будете следовать этим советам, ваш ремонт электрооборудования будет длиться вечно и обеспечит долгие годы беззаботной службы. Если вы этого не сделаете, то вы, вероятно, снова окажетесь под приборной панелью на обочине дороги, делая свою лучшую позу человека, сложенного оригами, жалея, что вы только что припаяли его в первую очередь.
Проверить все инструменты и оборудование
Категории
Ноу-хау
Теги
обжим, электрический, электрическая, электрическая система, припой, инструменты, провод, проводка, жгут проводов
Редуктор на всю жизнь, Джефферсон Брайант проводит больше времени в магазине, чем где-либо еще . Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.
Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.
5 различных способов соединения проводов, объяснение
Вы нарисовали схему, разложили компоненты и готовы собрать воедино свой последний электрический проект. Хотя на бумаге все выглядит великолепно, вы обнаружите, что ключевой компонент вашего проекта зависит от провода, который слишком короток для фактической сборки. Ну так что ты делаешь?
За исключением разборки этой детали для припайки более длинного провода, самым простым и надежным способом будет соединить удлинительный провод. Вот пять лучших методов сращивания проводов, которые обеспечат надежное соединение независимо от имеющихся в вашем распоряжении инструментов.
1. Скрутка и лента
2 изображения
Для любого проекта, где вам нужно временное решение, или проекта, который будет в основном стационарным, простое скручивание проводов, обмотанных изолентой, может помочь. Хотя это никоим образом не так жизнеспособно, как другие методы в этом списке, в крайнем случае он, безусловно, может помочь!
Хотя это никоим образом не так жизнеспособно, как другие методы в этом списке, в крайнем случае он, безусловно, может помочь!
Преимущества простого маневра скручивания и изоленты в основном заключаются в экономичности — не требуются никакие инструменты, кроме рулона изоленты. Из-за характера соединения его можно очень легко переделать или усилить позже; в результате это отличное решение для создания прототипа сборки, прежде чем переходить к более постоянному сращиванию.
Изюминкой этого метода было бы использование проволочной гайки — это маленькие пластиковые колпачки, которые действуют как надежный корпус для размещения витой пары проводов. Хотя они более безопасны, они также немного более громоздки, и их может быть трудно поместить в маленькое шасси.
2. Пайка
Естественный переход от скручивания и ленты к пайке обеспечивает безопасный, электрически надежный и недорогой метод соединения двух проводов. Компромисс для этого двоякий: стоимость приема при покупке качественного паяльника и кривая обучения, связанная с правильными методами пайки. Тем не менее, паяльник для электроники, как крыло для самолета — без него далеко не уедешь.
Тем не менее, паяльник для электроники, как крыло для самолета — без него далеко не уедешь.
Связанный: Советы, которые следует учитывать перед покупкой нового паяльника
При сращивании проводов с помощью пайки необходимо помнить о нескольких важных вещах: как определить сплошное паяное соединение и как его выполнить.
Во-первых, обратите внимание на место пайки — правильное соединение будет блестящим и гладким, в отличие от гротескного пятна припоя на двух проводах. Нам нужны блестящие и гладкие, а не комковатые и серые:
2 изображения
Кроме того, место пайки должно быть прочным – хорошенько потяните за него! Если он разваливается, это может быть слабым местом в вашем проекте — лучше выяснить это, прежде чем ставить все остальное на место.
Для достижения наилучших результатов пайки при сращивании проводов следуйте следующим рекомендациям:
- Надежно скрутите трос – проверьте рывком.

- Нанесите флюс на витую пару. Это способствует правильному распределению тепла и обеспечивает плавный поток припоя.
- Лудите утюг небольшим количеством припоя, чтобы он имел блестящее покрытие.
- Нагрейте витую пару снизу и нанесите припой сверху. Дайте припою расплавиться и стечь по проводам. Это поможет избежать комков припоя и обеспечить соединение на всем протяжении.
3. Термоусадочный стыковой соединитель
Сочетая в себе надежность паяного соединения с простотой использования скрутки и ленты, термоусаживаемый стыковой соединитель представляет собой простой и чистый способ сращивания проводов. Хотя паяльник не требуется, вам все равно нужен какой-то источник тепла. По словам производителей этих соединителей, лучше всего использовать тепловую пушку.
Чтобы использовать эти коннекторы, просто наденьте трубку на один конец сращивания, скрутите провода вместе и наденьте коннектор на витую пару. Как только будет применено достаточное количество тепла, паяное соединение расплавится, соединяя провода. Одновременно с этим термоусадочная пленка сожмется, обеспечивая аккуратный и замкнутый раствор для припоя.
Одновременно с этим термоусадочная пленка сожмется, обеспечивая аккуратный и замкнутый раствор для припоя.
Основным недостатком этих соединителей является стоимость — вам не только нужен специальный термофен, но и сами соединители стоят намного больше, чем эквивалентный припой и термоусадка, из которых они состоят. Тем не менее, это быстрое и чистое решение.
4. Обжимной стыковой соединитель
Для чего-то, что обладает прочностью припоя, но не нагревается, обжимное соединение — это то, что нужно. Требуется только обжимной инструмент и соответствующие соединители, обжим обеспечивает сверхпрочное соединение с минимальными затратами.
По сути, при обжатии провода сжимаются в соединительный элемент; сильное давление и трение обжимного инструмента обеспечивают газонепроницаемое соединение, что помогает предотвратить коррозию проводов. Обжимные соединения чрезвычайно механически прочны и очень устойчивы к механическим нагрузкам, что делает их идеальным соединением для проекта, который будет выполняться в движении или вне зависимости от погодных условий.
Недостатком такого механически прочного соединения является то, что оно необратимо. В отличие от паяного соединения, которое при необходимости можно расплавить и переделать, обжимное соединение — это одно и то же.
Связанный: Не выбрасывайте, перепрофилируйте: крутые идеи DIY с использованием старых кабелей и проводов
5. Клеммные колодки
Клеммная колодка, один из самых быстрых и громоздких способов сращивания проводов, обеспечивает гибкое соединение без использования каких-либо специальных инструментов. Если у вас есть отвертка, вы можете использовать клеммную колодку.
Подобные по конструкции винтовым клеммам, которые часто используются в оборудовании Hi-Fi, клеммные колодки формируют соединения, физически закрепляя концы проводов на месте. Контакт между двумя терминальными входами соединяет провода, и выполняется соединение.
Эти устройства идеально подходят для простого подключения и соединения более двух проводов вместе. Вместо того, чтобы пытаться спаять несколько проводов вместе, простая клеммная колодка может обеспечить контакт между десятками проводов одновременно.
Вместо того, чтобы пытаться спаять несколько проводов вместе, простая клеммная колодка может обеспечить контакт между десятками проводов одновременно.
Соединения — максимально эффективное использование имеющихся у вас проводов
Независимо от того, соединяете ли вы провода меньшего размера, чтобы перекрыть зазор, или лучше интегрируете существующие компоненты в свои проекты, сращивание проводов — это бесценный навык, который нужно иметь на поясе с инструментами. Имея немного ноу-хау, вы можете превратить этот клубок обрезков кабелей в сокровищницу проводных решений.
курсов PDH онлайн. PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов HVAC; не только экологические курсы или курсы по энергосбережению
.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам,
познакомив меня с новыми источниками
информации. »
»
Стивен Дедак, ЧП
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они
очень быстро отвечали на вопросы.
Это было на высшем уровне. Буду использовать
снова. Спасибо».0006 «Веб-сайт прост в использовании. Хорошо организован. Я действительно буду пользоваться вашими услугами снова.
Я передам название вашей компании
другим сотрудникам.»
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, особенно потому, что я думал, что уже знаком
с деталями Канзас
Авария в City Hyatt.»
Майкл Морган, ЧП
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится, что я могу просмотреть текст перед покупкой. I found the class
I found the class
informative and useful
in my job.»
William Senkevich, P.E.
Florida
«You have a great selection of courses and the articles are very познавательный. Вы
— лучшее, что я нашел ».
Рассел Смит, P.E.
Пенсильвания
» Я считаю, что подход.
материала.»
Хесус Сьерра, Ч.П. На самом деле
человек изучает больше
от неудач ».
John Scondras, P.E.
Pennsylvania
6″ Penssylvania «.Way of Seaching. «
Jack Lundberg, P.E.
Висконсин
» I Im Im Im Im Im Im Im Im Im Im Im Im Im Im Im Ammess The You Press The Cours; т. е. позволяя
позволяя
Студент для рассмотрения курса
Материал перед оплатой и
Получение викторины. »
Arvin Swanger, P.E.
1 3313331 . курсы. Я, конечно, многому научился и получил огромное удовольствие».0006 «Я очень доволен предлагаемыми курсами, качеством содержания материалов и простотой поиска онлайн-курсов .» Уильям Валериоти, ЧП Техас «Этот материал в значительной степени оправдал мои ожидания. Курс был прост для понимания. Фотографии в основном давали хорошее представление о обсуждаемых темах.» Майкл Райан, ЧП Пенсильвания «Именно то, что я искал. Нужен 1 балл по этике, и я нашел его здесь.» Джеральд Нотт, ЧП Нью-Джерси «Это был мой первый онлайн-опыт получения необходимых кредитов PDH. информативно, выгодно и экономично. Я настоятельно рекомендую это всем инженерам ». Джеймс Шурелл, стр. , и не основаны на какой-то неясной секции законов, которые не применяются к 902 «3»  Это было
Это было
Марк Каноник, ЧП
Нью-Йорк
«Большой опыт! Я многому научился, чтобы вернуться к своему медицинскому устройству
организации».
Иван Харлан, ЧП
Теннесси
«Материал курса имеет хорошее содержание, не слишком математический, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, ЧП
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо представленной,
, а онлайн -формат был очень
Доступный и легкий до
6. Использование. Благодарность.»
Использование. Благодарность.» Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному обучению физкультуры в рамках временных ограничений лицензиата».
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Это помогает распечатать тест во время просмотра текстового материала. предоставлены фактические случаи
.»
Жаклин Брукс, ЧП
Флорида
«Общие ошибки ADA в проектировании объектов очень полезны. Исследование
требовало в
Документ , но Ответы были 9000 3 . Но Ответы были 9000 3 9 . Гарольд Катлер, ЧП Массачусетс «Это было эффективное использование моего времени. в инженерии дорожного движения, который мне нужен , чтобы выполнить требования Сертификация PTOE. » Ilseph Gilroy, P.E.  Спасибо за разнообразие выбора
Спасибо за разнообразие выбора
Надеюсь увидеть больше 40%
Дисконтированные курсы ». дополнительные
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать.0231
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для инженеров-профессионалов
в получении единиц PDH
в любое время. Очень удобно».
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я постоянно работаю матерью двоих детей, у меня не так много
времени, чтобы исследовать, где
получить мои кредиты от. »
»
Кристен Фаррелл, P.E.
Висконсин
6 90 «Это было очень познавательно и познавательно. Легко понять с иллюстрациямии графиками; определенно облегчает
усвоение всех
теорий.»
Виктор Окампо, P.Eng.
Alberta, Canada
«A good review of semiconductor principles. I enjoyed going through the course at
my own pace during my morning
subway commute
to work .»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и получить
викторина. I EXPLAY Рекомендации
Вы к любому PE —
CE.
Randall Dreiling, P.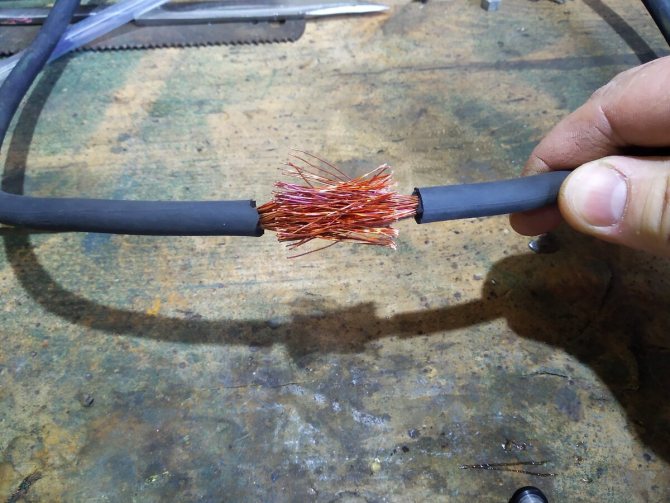 E.0231
E.0231
«У меня есть перепрофилированные вещи, которые я забыл. Я также рад получить . на 40%.» Конрадо Касем, ЧП Теннесси «Отличный курс по разумной цене. Буду пользоваться вашими услугами в будущем.» Чарльз Флейшер, ЧП Нью-Йорк «Это был хороший тест, и я фактически проверил, что я прочитал кодексы профессиональной этики и правила Нью-Мексико ». Брун Гильберт, ЧП Калифорния «Мне очень понравились занятия. Они стоили времени и усилий.» Дэвид Рейнольдс, ЧП Канзас «Очень доволен качеством тестовых документов. Воспользуюсь сертификатом CEDengineerng , если потребуется дополнительная сертификация ». Томас Каппеллин, ЧП Иллинойс «У меня истек срок действия курса, но вы все равно выполнили обязательство и поставили ME, за что я заплатил — много ! » для инженера».0231 well arranged.» Glen Schwartz, P.E. New Jersey «Questions were appropriate for the lessons, and lesson material is good reference material для деревянного дизайна.» Брайан Адамс, ЧП Миннесота «Отличный звонок по телефону помог мне получить консультацию.»0231 Роберт Велнер, ЧП Нью -Йорк «Я имел большой опыт работы с прибрежным строительством — проектирование Здание и LIGH . Денис Солано, ЧП Флорида «Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень прекрасно подготовлено. Мне нравится возможность загрузить материал исследования до Обзор, где бы и ВСЕГДА ». Тим Чиддикс, стр. Сохраняйте широкий выбор тем на выбор». Уильям Бараттино, ЧП Вирджиния «Процесс прямой, никакой чепухи. Хороший опыт.» Тайрон Бааш, ЧП Иллинойс «Вопросы на экзамене были наводящими и демонстрировали понимание материала. Тщательный и всеобъемлющий. « Майкл Тобин, P.E. Аризона » Это мой второй курс, и мне понравилось то, что мне предложат курс, что 9000 396330 «Это будет мне понравилось, и мне понравилось то, что мне предложат курс, что 

666 3330″
6 3
6 3330 «
6″
««. моя линия
моя линия
работы. Я обязательно воспользуюсь этим сайтом снова.»
Анджела Уотсон, ЧП
Монтана
«Простота в исполнении. Никакой путаницы при подходе к сдаче теста или записи сертификата.»
Кеннет Пейдж, ЧП
Мэриленд
«Это был отличный источник информации о нагревании воды с помощью солнечной энергии.
Луан Мане, ЧП
Conneticut
«Мне нравится подход, позволяющий зарегистрироваться и иметь возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти тест.»
Алекс Млсна, ЧП
Индиана
«Я оценил количество информации, предоставленной для класса. Я знаю
Это вся информация, которую я могу
Использование в реальных жизненные ситуации ».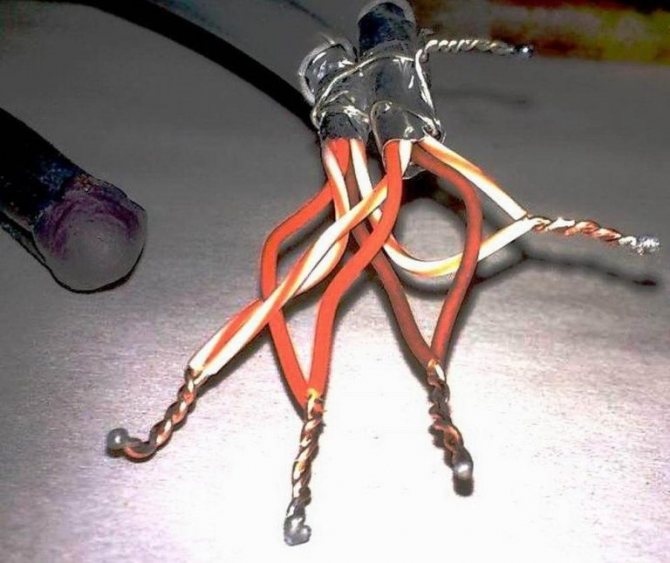
Natalie Deringer, P.E.
South Dakota
.
курс.»0231
«Веб -сайт прост в использовании, вы можете загрузить материал для изучения, затем вернуться
и пройти тест. .»
Майкл Гладд, ЧП
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, ЧП
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать сертификат PDH
. Спасибо, что сделали этот процесс простым.»
Фред Шайбе, ЧП
Висконсин
«Положительный опыт. Быстро нашел курс, который соответствовал моим потребностям, и закончил
часовой PDH за
Один час. «
Стив Торкильдсон, P. E.
E.
South Carolina
» Я любил загружать документы для рассмотрения содержимого
«.иметь для оплаты
материалов .»
Richard Wymelenberg, P.E.0003 «Это хорошее пособие по ЭЭ для инженеров, не являющихся электриками.» Дуглас Стаффорд, ЧП Техас «Всегда есть возможности для улучшения, но я не могу придумать ничего в вашем процессе, который нуждается в улучшении.» Томас Сталкап, ЧП Арканзас «Мне очень нравится удобство прохождения онлайн-викторины и немедленного получения сертификата .» Марлен Делани, ЧП Иллинойс «Обучающие модули CEDengineering — это очень удобный способ доступа к информации по многим различным техническим областям
 Электрические шнуры, соединенные сращиванием, пайкой и обмоткой лентой
Электрические шнуры, соединенные сращиванием, пайкой и обмоткой лентойHTML
Реклама
Продолжить чтение основной истории
Кредит… Архив New York Times
См. статью в ее первоначальном контексте от
2 февраля 1964 г., Раздел X, стр. 23Купить репринты
Посмотреть на Timesmachine
TimesMachine — это эксклюзивное преимущество для абонентов с доставкой на дом и цифровых абонентов.
Об архиве
Это оцифрованная версия статьи из печатного архива The Times до начала онлайн-публикации в 1996. Чтобы сохранить эти статьи в первоначальном виде, The Times не изменяет, не редактирует и не обновляет их.
Иногда в процессе оцифровки возникают ошибки транскрипции или другие проблемы; мы продолжаем работать над улучшением этих архивных версий.
ПРИ СОЕДИНЕНИИ двух электрических проводов образующееся соединение обычно называют сращиванием.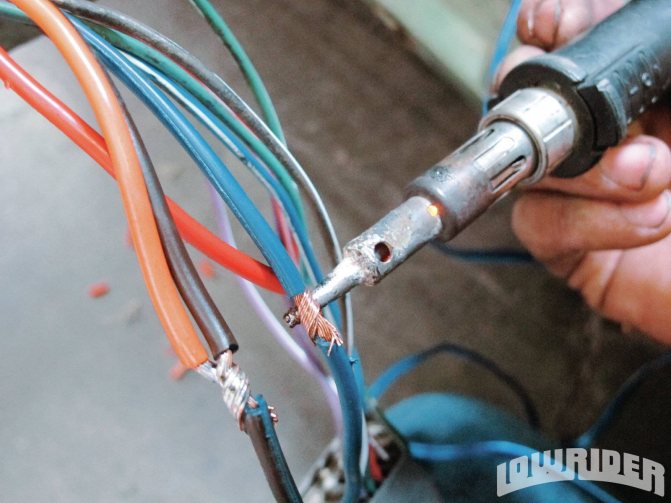 Хорошее соединение должно быть не только механически безопасным, но и формировать электрическое соединение, которое является столь же эффективным проводником, как и сам провод.
Хорошее соединение должно быть не только механически безопасным, но и формировать электрическое соединение, которое является столь же эффективным проводником, как и сам провод.
В зависимости от методов, используемых для скручивания или связывания проводов, существует три типа соединений, которые обычно используются в бытовых электропроводках и ремонтных работах: соединение косичками, соединение Western Union и соединение ответвлений (также называемое ответвлением).
Сращивание косичек чаще всего используется при соединении проводов внутри электрической розетки или внутри распределительного бо, где провода соединяются в электрическом приборе. Это самое быстрое и легкое из всех соединений, но оно никогда не используется там, где впоследствии может возникнуть нагрузка или напряжение на соединение.
Муфта Western Union используется везде, где два отрезка провода должны быть соединены встык. и он специально разработан для тех работ, где существует вероятность натяжения или растяжения проводов после того, как соединение было сделано. Это правильное соединение, которое следует использовать при удлинении удлинителей, ламповых шнуров и других шнуров для электроприборов путем добавления отрезка на один конец.
Это правильное соединение, которое следует использовать при удлинении удлинителей, ламповых шнуров и других шнуров для электроприборов путем добавления отрезка на один конец.
Ответвитель или разветвитель используется всякий раз, когда второй провод должен быть подсоединен под прямым углом или когда провод должен быть ответвлен на непрерывный основной провод. Этот тип сращивания не следует использовать, если к проводу с ответвлениями будет приложено значительное усилие или деформация, хотя его прочность будет значительно увеличена, если сращивание будет припаяно в завершенном виде (как описано ниже).
Чтобы обеспечить хороший электрический контакт в месте сращивания, с проводов необходимо сначала снять изоляцию, чтобы обнажить оголенный металл внутри. Для большинства соединений потребуется оголить провод от одного до трех дюймов. Обычный острый нож окажется самым удобным инструментом для этой работы, но следует соблюдать осторожность, чтобы не надрезать или не порезать металлический провод при снятии изоляции. Лучший способ избежать этой опасности — снять изоляцию, разрезав ее ножом под углом — так же, как затачивают карандаш. Разрезание изоляции под прямым углом к проводу увеличивает опасность надреза и может в конечном итоге привести к разрыву в этой точке.
Лучший способ избежать этой опасности — снять изоляцию, разрезав ее ножом под углом — так же, как затачивают карандаш. Разрезание изоляции под прямым углом к проводу увеличивает опасность надреза и может в конечном итоге привести к разрыву в этой точке.
После того, как изоляция была удалена, голый металл следует очистить или отшлифовать, пока он не станет блестящим и чистым. Грязь или окисление будут мешать хорошему электрическому соединению, и даже небольшая пленка также сильно затруднит последующую пайку соединения.
После того, как оголенные провода будут очищены дочиста, соответствующее соединение завершается путем скручивания проводов вместе, как показано на рисунках выше. На проводах малого диаметра соединение можно выполнить, просто плотно обмотав их пальцами. Тем не менее, на проводах большого диаметра первый виток можно сделать пальцами, но затем соединение необходимо будет завершить, туго скручивая плоскогубцами. Обратите внимание, что проиллюстрированы два метода изготовления разветвления или ответвления: один используется при работе с одножильным проводом, а другой — при работе с многожильным проводом.
При сращивании ламповых шнуров, удлинителей и других двухжильных проводов обрежьте их так, чтобы отдельные сростки не разорвались прямо напротив друг друга. Выполнение двух сращенных соединений таким образом, чтобы они находились непосредственно рядом друг с другом, увеличивает опасность случайного короткого замыкания в дальнейшем. Кроме того, когда законченный стык будет обмотан изоляционной лентой, в этом месте на шнуре будет неприглядная выпуклость или шишка. Обрезая противоположные концы на несколько дюймов короче друг друга, можно расположить сращивания так, чтобы они перекрывались, а не располагались прямо напротив друг друга.
Для действительно неразъемного соединения, которое будет таким же прочным и эффективным, как исходный провод (а для каждого постоянного соединения существует большая вероятность того, что впоследствии будет приложена нагрузка), готовое соединение следует пропаять перед обмоткой лентой. Паять можно с помощью небольшого электрического паяльника или паяльника, который нагревается отдельно паяльной лампой.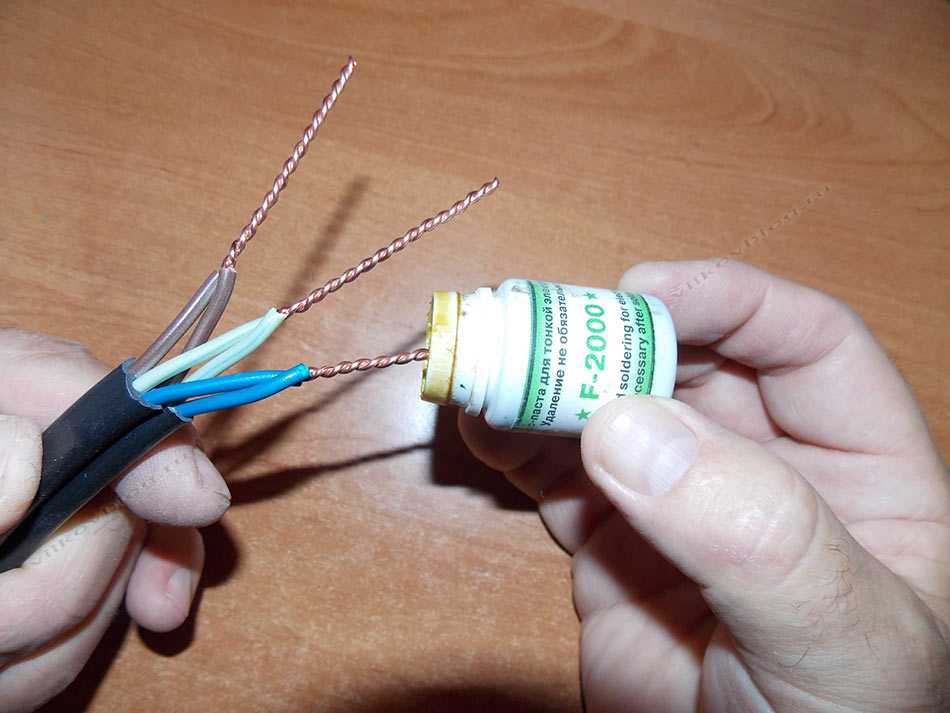
Для предотвращения коррозии в будущем следует использовать припой со смоляным сердечником или припой в сочетании с некислотным флюсом. Приложите утюг к стыку так, чтобы сам стык стал достаточно горячим, чтобы расплавить припой. Плохое соединение получается, если паяльник прикасается непосредственно к припою, чтобы расплавить его. Когда это происходит, припой образует слабое кристаллическое покрытие на поверхности и не образует требуемой прочной связи.
После пайки соединения необходимо обмотать изоляционной лентой, чтобы закрыть оголенный провод и предотвратить короткое замыкание. В настоящее время рекомендуется два метода tapinb. Более старый метод требует использования первого слоя резиновой ленты, покрытого вторым слоем фрикционной ленты. В более новом методе используется только один слой современной пластиковой изоляционной ленты. Они обладают очень высокими изоляционными свойствами, поэтому для адекватной защиты от короткого замыкания требуется только один слой.
В любом случае ленту следует наматывать по спирали от одного конца стыка к другому так, чтобы последующие витки перекрывали друг друга. Обычная процедура заключается в том, чтобы начать и закончить на коническом конце изоляции с обеих сторон.
Обычная процедура заключается в том, чтобы начать и закончить на коническом конце изоляции с обеих сторон.
Для быстрого соединения и покрытия сростков косичек, которые так часто используются в бытовой электропроводке, большинство электриков предпочитают использовать пластиковые непаянные соединители, которые по внешнему виду напоминают большой наперсток. Обычно называемые проволочными гайками, они имеют воронкообразную пружинную вставку на внутренней стороне. Сюда вставляются соединяемые провода, после чего разъем туго скручивается, образуя соединение. Поскольку все оголенные провода заключены в эту пластиковую оболочку, дополнительная изоляция или обмотка не требуется. Еще одним преимуществом беспаечного соединителя этого типа является то, что, если впоследствии потребуется повторная проводка, соединение можно легко открыть и снова закрыть без необходимости разрезания или пайки.
Серия учебных курсов по электротехнике и электронике ВМС (NEETS), модуль 4, с 2-41 по 2-53
NEETS. Модуль 4. Введение в электрические проводники, электропроводка.
Методы и чтение схем
Модуль 4. Введение в электрические проводники, электропроводка.
Методы и чтение схем
Страницы i, 1−1, 1−11, 1−21, 2−1, 2−11, 2−21, 2−31, 2−41, 3−1, 3−11, 3-21, 4-1, 4-11, индекс
| — | Материя, Энергия, и постоянный ток |
| — | Переменный ток и трансформаторы |
| — | Защита цепи, управление и измерение |
| — | Электрические проводники, техника электромонтажа, и схематическое чтение |
| — | Генераторы и двигатели |
| — | Электронное излучение, лампы и источники питания |
| — | Твердотельные устройства и блоки питания |
| — | Усилители |
| — | Схемы генерации и формирования волн |
| — | Распространение волн, линии передачи и Антенны |
| — | Принципы работы с микроволнами |
| — | Принципы модуляции |
| — | Введение в системы счисления и логические схемы |
| — | — Введение в микроэлектронику |
| — | Принципы синхронизаторов, сервоприводов и гироскопов |
| — | Знакомство с испытательным оборудованием |
| — | Принципы радиочастотной связи |
| — | Принципы радиолокации |
| — | Справочник техника, основной глоссарий |
| — | Методы испытаний и практика |
| — | Введение в цифровые компьютеры |
| — | Магнитная запись |
| — | Введение в волоконную оптику |
Примечание: Обучение военно-морскому флоту по электричеству и электронике
Контент серии (NEETS) является общедоступной собственностью ВМС США. | |
Рис. 2-43. — Стартовый двойной шнурок.
Рис. 2-44. — Завершение двойного шнурка.
Рис. 2-45. — Альтернативный метод прекращения шнурка.
Рис. 2-46. — Марлинг сцепка в качестве замочного стежка.
Запасные жилы многожильного кабеля должны быть сплетены отдельно, и затем привязывается к активным жилам кабеля несколькими телефонными завязками. Когда двое или несколько кабелей входят в шкаф, каждая группа кабелей должна быть смотана отдельно. Когда группы параллельны друг другу, они должны быть связаны вместе через определенные промежутки времени. с телефонными сцепками (рис. 2-47).
Рис. 2-47. — Точечная связка кабельных групп.
В51. Для пучков проводов какого размера требуется двойная шнуровка?
В52. С чего начинается двойное кружево?
В53. Как связаны группы ажурных кабелей?
ТОЧЕЧНАЯ СВЯЗКА
Если в оборудовании используются кабельные опоры, как показано на рис. 2-48, точечные стяжки
используются для крепления групп проводников, если опоры более 12 дюймов
отдельно. Точечные завязки делаются путем обертывания шнура вокруг группы, как показано на рис.
рисунок 2-49. Чтобы закончить галстук, используйте гвоздичную петлю, а затем квадратный узел с
дополнительная петля. Затем свободные концы шнура обрезаются до длины не менее 3/8 дюйма.
2-48, точечные стяжки
используются для крепления групп проводников, если опоры более 12 дюймов
отдельно. Точечные завязки делаются путем обертывания шнура вокруг группы, как показано на рис.
рисунок 2-49. Чтобы закончить галстук, используйте гвоздичную петлю, а затем квадратный узел с
дополнительная петля. Затем свободные концы шнура обрезаются до длины не менее 3/8 дюйма.
Рис. 2-48. — использование точечных связей.
Рис. 2-49. — Делаем точечные завязки.
САМОЗАЖИМНЫЕ КАБЕЛЬНЫЕ СХЕМЫ
Самозастегивающиеся хомуты — это регулируемые, легкие, плоские нейлоновые хомуты. Они имеют формованные ребра или зубцы на внутренней поверхности для захвата проволоки. Они могут можно использовать вместо отдельных шнуровых стяжек для быстрого закрепления групп или пучков проводов. Ремни бывают двух типов: простой кабельный ремешок и ремешок с плоской поверхностью. для идентификации кабелей.
Осторожно
Не используйте нейлоновые кабельные стяжки поверх пучков проводов, содержащих коаксиальный кабель. Не используйте ремни в местах, где отказ ремня может привести к его падению.
на подвижные части.
Не используйте ремни в местах, где отказ ремня может привести к его падению.
на подвижные части.
Установка самозажимных кабельных хомутов выполняется рукой по военному стандарту. инструмент, как показано на рис. 2-50. Иллюстрация рабочих частей инструмента показано на рис. 2-51. Чтобы использовать инструмент, следуйте инструкциям производителя.
Рис. 2-50. — Установка самозажимных кабельных хомутов.
Рис. 2-51. — Ручной инструмент военного стандарта для самозажимных кабельных хомутов.
Предупреждение
Используйте подходящие инструменты и убедитесь, что ремешок обрезан заподлицо с проушиной ремешок. Это предотвращает болезненные порезы и царапины, вызванные выступающими концами ремешка. Не используйте пластиковые кабельные хомуты в местах с высокой температурой (выше 250ºF).
ВЫСОКОТЕМПЕРАТУРНАЯ, ЧУВСТВИТЕЛЬНАЯ К ДАВЛЕНИЮ ЛЕНТА
Для связывания жгутов проводов в
местах, где температура может превышать 250ºF. Установите ленту следующим образом (рис.
2-52):
Установите ленту следующим образом (рис.
2-52):
1. Оберните ленту вокруг жгута проводов три раза, две трети перекрываются для каждого хода.
2. Запаивайте свободный конец ленты стороной припоя. железный наконечник.
Рис. 2-52. — Закрепление жгутов проводов в высокотемпературных зонах.
Предупреждение
Изоляционная лента (включая стекловолоконную) легко воспламеняется и не должны использоваться в условиях высокой температуры. Только одобренная изоляционная лента для высокотемпературной работы (подходит для непрерывной работы при 500º F) следует использоваться в условиях высоких температур.
В54. Когда используются точечные связи?
В55. Что используется для установки самозажимных кабельных хомутов?
В56. Что используется для связывания жгутов проводов в зонах с высокими температурами?
Сводка
В этой главе вы узнали некоторые основные навыки, необходимые для правильного
техника проводки. Мы обсудили сращивание проводников и клеммные соединения,
базовые навыки пайки, шнуровки и связывания жгутов проводов.
Мы обсудили сращивание проводников и клеммные соединения,
базовые навыки пайки, шнуровки и связывания жгутов проводов.
Основное требование к любому сращиванию или клеммному соединению состоит в том, чтобы оно механически и электрически прочным, как проводник или устройство, с которым он должен быть использован.
Удаление изоляции — первый шаг в сращивании или заделке электрических проводников заключается в снятии изоляции. Предпочтительный метод зачистки провода с помощью инструмента для зачистки проводов. Стриппер с горячим лезвием нельзя использовать на такой изоляционный материал, как стекловолокно или асбест. Альтернативный метод зачистки медная проволока с ножом. нож является необходимым инструментом для зачистки алюминиевой проволоки. Будьте предельно осторожны при зачистке алюминиевого провода. Порезы на пряди заставят их легко ломаться.
Western Union Splice — простое соединение, известное как Western Union Splice . Соединительные муфты используются для соединения небольших одножильных проводников. После соединения
концы провода зажаты во избежание повреждения ленточной изоляции.
Соединительные муфты используются для соединения небольших одножильных проводников. После соединения
концы провода зажаты во избежание повреждения ленточной изоляции.
Ступенчатое соединение — Ступенчатое соединение используется на многопроводных кабелях. кабели, чтобы соединение не было громоздким.
Соединение Rattail — соединение, которое используется в распределительной коробке и для подключения ответвлений цепей; проводка укладывается в короба.
Крепежное соединение — когда необходимо соединить проводники разных размеров. сращиваются, такие как провода приспособления к ответвленной цепи, соединение приспособления используется.
Узловое ответвительное соединение — этот тип соединения используется для соединения проводник в непрерывный провод. Это не считается «стыковым» соединением, как те, которые ранее обсуждалось.
Изоляция для сращивания — Резиновая лента является изолятором типа
соединений, которые мы обсуждали до сих пор.
Фрикционная лента — обладает очень низкой изоляционной способностью, но используется в качестве защитной покрытие для резиновой ленты. Еще один вид изоляционной ленты – пластиковая электротехническая. лента, которая стоит довольно дорого.
Наконечники клемм — Клеммы, используемые в электропроводке,
либо впаянного, либо обжимного типа. Преимущество использования гофрированного типа
соединение заключается в том, что оно требует очень небольшого мастерства оператора, в то время как припаянное
подключение практически полностью зависит от мастерства оператора. Некоторая форма
изоляции необходимо использовать с неизолированными соединениями и клеммными наконечниками. Используемые типы: прозрачные пластиковые трубки (спагетти) и термоусадочные трубки. Когда жара
пистолет используется для усадки термоусадочной трубки, максимально допустимое тепло для
должна использоваться при температуре 300ºF. При использовании инструмента для нагрева сжатого воздуха/азота
источник не может превышать 200 фунтов на квадратный дюйм.
Алюминиевые клеммы и соединения — Алюминиевые клеммы и соединения неизолированы и очень сложны в использовании. Некоторые из вещей, которые вы должны помнить при работе с алюминиевой проволокой: (1) Никогда не пытайтесь очистить алюминиевую проволоку. В концевом наконечнике или соединении имеется нефтяной абразивный состав, который автоматически чистит провод. (2) Единственные инструменты, которые следует использовать для операции обжима относятся к силовому типу опрессовки. (3) Никогда не используйте стопорные шайбы рядом с алюминиевой клеммой. выступы, так как они будут выдавливать луженую область и увеличивать износ.
Предварительно изолированные медные наконечники и соединения — наиболее распространенные
способ заделки и сращивания медных проводов с использованием предварительно изолированных
клеммные колодки и разъемы. Помимо того, что не нужно изолировать клемму или соединение
после операции опрессовки другим преимуществом этого типа является то, что он дает
дополнительная поддержка изоляции проводов. Для этого можно использовать несколько типов обжимных инструментов.
типы клемм и разъемов. Инструмент зависит от размера терминала или
сращивание. Предизолированные клеммные наконечники и соединения имеют цветовую маркировку для обозначения провода.
размера, с которым они будут использоваться.
Для этого можно использовать несколько типов обжимных инструментов.
типы клемм и разъемов. Инструмент зависит от размера терминала или
сращивание. Предизолированные клеммные наконечники и соединения имеют цветовую маркировку для обозначения провода.
размера, с которым они будут использоваться.
Пайка — Основные навыки, необходимые для пайки клеммных наконечников,
сращивания и электрические разъемы закрыты в этой области. Перед любой пайкой
эксплуатации, подлежащие пайке детали должны быть очищены; они не прилипнут к грязному,
жирные или окисленные поверхности. Следующим шагом является процесс «лужения». Этот процесс
достигается путем покрытия припаиваемого материала блестящим слоем припоя.
Провод, подлежащий пайке, должен быть зачищен на 1/32 дюйма длиннее, чем глубина припоя.
припой клеммы, сращивания или соединителя, к которому он должен быть припаян.
Это необходимо для предотвращения прогорания изоляции. Это также позволяет проводу изгибаться в
точка стресса. Когда будете лужить проволоку, это следует делать до половины зачищенного
длина. При пайке соединения соблюдайте меры предосторожности, чтобы предотвратить движение
детали, пока припой остывает. если это
меры предосторожности не принимаются.
Когда будете лужить проволоку, это следует делать до половины зачищенного
длина. При пайке соединения соблюдайте меры предосторожности, чтобы предотвратить движение
детали, пока припой остывает. если это
меры предосторожности не принимаются.
Инструменты для пайки — Важное отличие паяльника
размеры — это не температура (все они производят от 500ºF до 600ºF), а тепловое
инерция. Термическая инерция – это способность инструментов для пайки сохранять удовлетворительное
температура пайки при отдаче тепла в место пайки. хорошо-
разработанный паяльник является саморегулирующимся, потому что его нагревательный элемент увеличивает
с повышением температуры, таким образом вызывая ток до удовлетворительного уровня.
При использовании паяльного пистолета не нажимайте переключатель дольше 30 секунд.
Это приведет к перегреву наконечника до точки накаливания. Орехи
или винты, удерживающие наконечники паяльников и пистолетов, имеют тенденцию ослабевать, потому что
непрерывных циклов нагрева и охлаждения. Поэтому их следует подтянуть
периодически. Вы никогда не должны использовать паяльник на электронных компонентах, таких как
как резисторы, конденсаторы или транзисторы. Преимущество использования пайки сопротивлением
утюгом припаять провод к разъему заключается в том, что жала паяльника горячие только во время
короткий период пайки соединения.
Поэтому их следует подтянуть
периодически. Вы никогда не должны использовать паяльник на электронных компонентах, таких как
как резисторы, конденсаторы или транзисторы. Преимущество использования пайки сопротивлением
утюгом припаять провод к разъему заключается в том, что жала паяльника горячие только во время
короткий период пайки соединения.
Припой — Обыкновенный мягкий припой представляет собой легкоплавкий сплав олова и свинец, используемый для соединения двух или более металлов при температурах ниже их точки плавления. Действие металлического растворителя, возникающее при пайке медных проводников. происходит потому, что небольшое количество меди соединяется с припоем, образуя новый сплав. Следовательно, соединение представляет собой один общий металл. Оловянно-свинцовый сплав, используемый для Припой общего назначения состоит из 60 % олова и 40 % свинца (60/40). припой).
Флюс — Флюс используется в процессе пайки для очистки металла. путем удаления оксидного слоя на металле и предотвращения дальнейшего окисления во время
процесс пайки. Всегда используйте неагрессивные, непроводящие канифольные флюсы, когда
пайка электрических и электронных компонентов.
путем удаления оксидного слоя на металле и предотвращения дальнейшего окисления во время
процесс пайки. Всегда используйте неагрессивные, непроводящие канифольные флюсы, когда
пайка электрических и электронных компонентов.
Растворители – Растворители используются в процессе пайки для удаления загрязнения с поверхностей, подлежащих пайке.
Приспособления для пайки — используйте тепловой шунт при пайке термочувствительных элементов. составные части. Он рассеивает тепло, тем самым предотвращая повреждение чувствительного к теплу составная часть. Для предотвращения оператора от ожогов.
Проводники шнуровки — Назначение проводников шнуровки состоит в том, чтобы представить
аккуратный внешний вид и облегчение поиска проводников при переделке или ремонте
необходимы. Для шнуровки предпочтительнее плоская лента вместо круглого шнура. Шнур имеет
тенденция врезаться в изоляцию проводов. Количество плоской ленты или круглого шнура
необходимая для шнуровки группа проводников примерно в два с половиной раза превышает длину
самого длинного проводника. шнуровочный челнок полезен во время операции шнуровки
чтобы лента или шнур не
Количество плоской ленты или круглого шнура
необходимая для шнуровки группа проводников примерно в два с половиной раза превышает длину
самого длинного проводника. шнуровочный челнок полезен во время операции шнуровки
чтобы лента или шнур не
загрязнение. Скручивать провода перед шнуровкой следует только в случае необходимости, например как и выводы накала в ламповых усилителях. При стягивании жгутов проводов, содержащих коаксиальные кабели, используйте подходящую плоскую ленту и не
завяжите пучки слишком туго. Никогда не используйте круглый шнур на коаксиальном кабеле. один кружево начинается с квадрата
узлов и не менее двух сцепок. для пучков проводов требуется двойной шнурок размером 1 дюйм и более
в диаметре. Он запускается с телефонной заминкой. Кабельные группы связаны вместе с помощью телефонной сцепки
Точечные стяжки — Точечные стяжки используются при использовании кабельных опор
которые находятся на расстоянии более 12 дюймов друг от друга.
Самозажимные кабельные хомуты — Для самозажимных кабельных хомутов используются, они должны быть установлены с помощью ручного инструмента военного стандарта, разработанного для их использования.
Высокотемпературные зоны — когда требуется связать жгуты проводов в высокотемпературных рабочих зонах используйте только высокотемпературные, чувствительные к давлению лента.
Ответы на вопросы с Q1 по Q56.
А1. Соединение должно быть как механическим, так и электрическим прочный, как проводник или устройство, с которым он используется
А2. С помощью инструмента для зачистки проводов
А3. Стриппер с горячим лезвием.
А4. Нож.
А5. Во избежание повреждения ленточной изоляции.
А6. Чтобы сустав не был громоздким.
А7. Когда провода находятся в кабелепроводе и используется распределительная коробка.
А8. Крепежное соединение.
А9. Узловое крановое соединение.
А10. В качестве защитного покрытия поверх резиновой ленты.
А11. Требует относительно небольших навыков оператора для установки.
А12. Спагетти или термоусадочная трубка.
А13. 300ºF
А14. 200 фунтов на кв. дюйм
А15. Нет, это делается автоматически нефтяным абразивным составом. который приходит в терминал или сращивания.
А16. Обжимные инструменты с механическим приводом.
А17. Он выдавливает контактный наконечник и приводит к его износу.
А18. Использование предизолированных сращиваний и клеммных наконечников.
А19. Он имеет изоляционную поддержку для дополнительной несущей способности изоляция проводов.
А20. Чтобы определить размеры проводов, на которых они будут использоваться.
А21. Припой не будет прилипать к грязным, жирным или окисленным поверхностям.
А22. Покрытие припаиваемого материала тонким слоем
припоя.
А23. Во избежание прогорания изоляции в процессе пайки и чтобы провод легче изгибался в точке напряжения.
А24. Половина длины зачистки.
А25. Движение спаиваемых деталей во время остывания припоя.
А26. Способность паяльника генерировать и поддерживать удовлетворительная температура пайки при отдаче тепла паяемому соединению.
А27. Хотя его температура такая же высокая, как и у более крупных утюгов, он не имеет тепловой инерции.
А28. Сопротивление его нагревательного элемента увеличивается с повышением температуры, тем самым ограничивая ток.
А29. Подпилите кончик, пока он не станет гладким, и заново залудите его.
А30. Он перегреется и может сжечь изоляцию провода. припаян.
А31. Циклы нагрева и охлаждения.
А32. Электронные компоненты, такие как резисторы, конденсаторы и транзисторы.
А33. Наконечники для пайки горячие только в течение короткого периода пайки.
соединение, что сводит к минимуму вероятность сжигания изоляции провода или разъема
вставки.
А34. Жилы могут попасть в работающее электрооборудование. и вызвать короткое замыкание.
А35. Это позволяет легко снимать наконечник, когда необходимо заменить другой. вставлен.
А36. Оберните кусок медной проволоки вокруг одного из обычных наконечников. и согните до нужной формы для этой цели.
А37. Олово и свинец.
А38. Припой растворяет небольшое количество меди, которая с припоем, образующим новый сплав; следовательно, соединение представляет собой один общий металл.
А39. 60% олова и 40% свинца (припой 60/40).
А40. Очищает металл, удаляя оксидный слой, и предотвращает дальнейшее окисление при пайке.
А41. Неагрессивные, непроводящие смоляные флюсы.
А42. Для удаления загрязнений с паяных соединений.
А43. Для предотвращения повреждения термочувствительных компонентов.
А44. Для облегчения отслеживания проводников при изменении или ремонте необходимы.
А45.