
Как варить инверторной сваркой видео для начинающих – Сварка инвертором для начинающих: инструкции и видео
Сварка инвертором для начинающих в домашних условиях
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
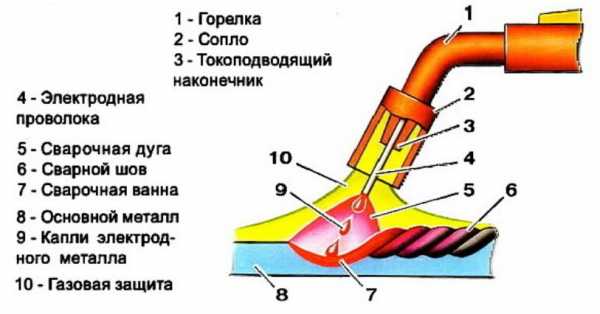
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
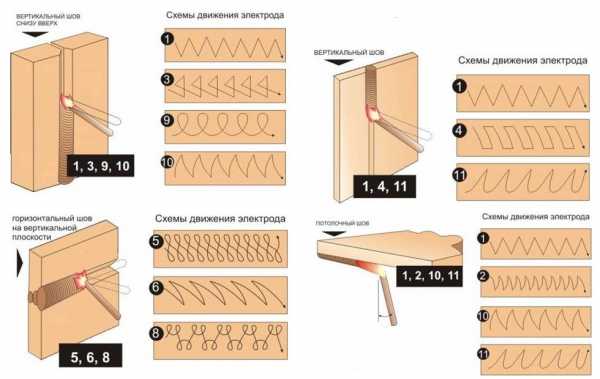
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
instrumentiks.ru
советы для начинающих, как варить вертикальный шов инвертором
 В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
 Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
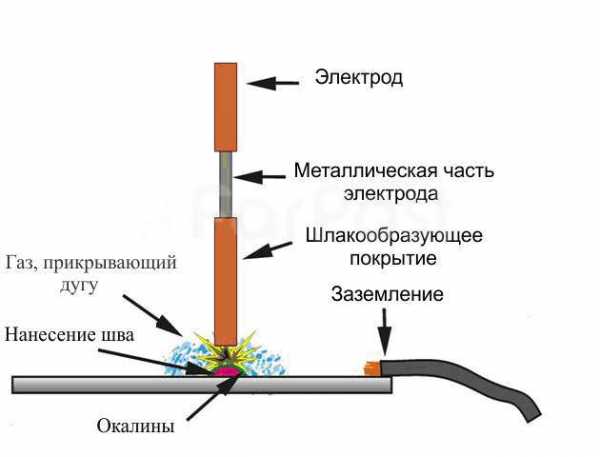
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
tokar.guru
видео для начинающих с нуля и фото
Если вы не знаете, как научиться варить сварочным инвертором, видео и подготовленная пошаговая инструкция поможет разобраться во всех нюансах данного процесса. Не редко у начинающих сварщиков возникает необходимость взять в руки аппарат, чтобы сварить кузов автомобиля, залатать дыры в металлоконструкциях и пр.
Содержание статьи
Этапы сварки инвертором

Таблица видов сварных швов
Научиться варить кузов авто или другие детали начинающим сварщикам с помощью инвертора можно. Правильно использовать сварочный инвертор не так сложно, как многим кажется. Даже если вы никогда не брали в руки данный инструмент, и плохо разбираетесь в видах электродов, это не станет помехой на пути к самостоятельному ремонту автомобиля или изготовлении какой-то конструкции из металла.
Причин научиться варить инвертором огромное множество. Имея в распоряжении Сварис 160, Сварис 200 или любой другой хороший аппарат, освоить сварочное дело окажется еще легче. Не последнюю роль играет аппарат, используемый в процессе сварки.
Весь процесс делится на три основных этапа:
- Подготовка;
- Розжиг дуги инвертора;
- Выполнение сварного шва.
Предварительно советуем выбрать хороший аппарат — Сварис 160, Сварис 200 или подобные им инверторы.
Подготовка
Фото схемы классификации сварочной дуги
Инвертор — это сварочное устройство. Данный аппарат обеспечивает соединение элементов металла путем их сваривания между собой. Так вы сможете правильно сварить кузов собственного автомобиля, заделать отверстия в металлическом заборе, починить решетки на окнах и выполнять ряд других бытовых задач.
Подготовка состоит из нескольких шагов.
- Место сварки инвертором. Заранее определите пространство, где будет располагаться ваш Сварис 160 или 200 для выполнения сварочных мероприятий. Для этого нужно очистить территорию от мусора, деревянных, бумажных предметов, которые могут загореться из-за отлетевшей искры. Лучше всего варить, расположив инвертор на бетонном полу.
- Подключение инвертора. Обычно для подключения бытового инвертора используют однофазную схему. Это позволяет работать инвертором от розетки на 220В. Усы инвертора имеют клеммы плюс и минус. На минус идет электрод, а плюс подключается к одной из обрабатываемых поверхностей.
- Защита работника. Немаловажный момент, который напрямую влияет на вашу безопасность. Можно ли работать без перчаток? Ни в коем случае. Варить можно только при наличии полного комплекта защитных средств — перчатки, маска, плотный костюм, резиновые ботинки. Тело должно быть полностью закрытым.
- Включаем аппарат инвертор. Возьмите в руку клемму, на которой установлен электрод. Специальным тумблером включается аппарат и можно приступать к процессу розжига. Предварительно установите требуемое значение сварочного тока. Если электрод для инвертора имеет диаметр 3 мм, величина тока составит 100 А. Правильно будет предварительно изучить техническую документацию, которой комплектовался ваш аппарат Сварис 160, 200 или другая модель инвертора. Начинающим крайне важно понимать, как варить тот же кузов автомобиля. Но лучше первый опыт получить на более простых поверхностях. Попробуйте просто сварить между собой пару металлических заготовок.
Дуга инвертора
Следующий этап — это розжиг инверторной дуги. Здесь придерживайтесь нескольких рекомендаций, дабы аппарат выполнил то, что вы от него ждете.
- Научиться розжигу инвертора не сложно, но потребуется время. Сначала можно столкнуться с определенными сложностями, но вскоре на это будет уходить минимум усилий;
- Для всех начинающих сварщиков основная сложность начинается именно с розжига дуги. Потому не правильно думать, что только у вас все так плохо получается;
- Чтобы разжечь дугу инвертора при первой сварке по холодному металлу, используют чирканье. Этот метод аналогичен розжигу спички о коробок;
- Пронесите электрод над заготовкой, немного заденьте поверхность детали, которую собираетесь варить;
- Первый раз можно столкнуться с залипанием, то есть электрод просто прилипнет к металлу. Чтобы исправить ситуацию, просто наклоните клемму в другую сторону. Так вы надломите стержень. Если не сработало, просто отключите инвертор от питания;
- Чиркать нужно до того момента, как появится дуга. Ни в коем случае не начинайте чиркать, не опустив на лицо маску. Смотреть на дугу без светофильтров губительно для зрения;
- Чтобы поддерживать дугу, нужно зафиксировать наконечник электрода на расстоянии 3-5 миллиметров от свариваемой поверхности;
- Здесь у начинающих сварщиков возникает другая сложность — выдержка нужного расстояния. Если приблизить слишком сильно, электрод прилипнет. При удалении теряется дуга, потому придется выполнять розжиг заново;
- Во время сварки электрод будет постепенно расходоваться, а обмазка выгорать. Металл же начнет заполнять пространство, на котором выполняется сварочный процесс. Потому не забывайте постепенно двигать рукой электрод вдоль шва.
Сварочный шов
Помимо сварочного шва, нужно понимать суть сварной ванны. Только так можно достичь желаемого результата.
- Когда разжигается дуга, образуется лужа из расплавленного металла. Ее называют сварной ванной.
- Чтобы соединить детали, сварить кузов автомобиля, электрод следует постепенно передвигать вдоль границ двух свариваемых элементов.
- За электродом будет двигаться ванна, что называют зоной жидкого металла.
- Чтобы добиться желаемого качества соединения деталей, сварщик должен совершать колебательные движения электродом относительно создаваемого шва.
- Если вы потеряете дугу, начав сварку, можно не переживать из-за необходимости повторного розжига. Теперь он осуществляется проще. Чтобы сделать это, приблизьте на несколько миллиметров конец электрода к поверхности.
- Специальные маски хороши тем, что через них можно увидеть яркую дугу и сварную ванну. Непосредственное место контакта электрода с поверхностью видно хуже, но снимать для этого маску со светофильтрами нельзя.
- Когда длина стержня остается буквально 5-6 см, сварку следует остановить. Выключите тумблером инвертор, поменяйте электрод, после чего можно заново включать вас Сварис 160 или 200.
- Завершив операцию по сварке, восстановив кузов автомобиля, обязательно обстучите шов с помощью молотка. Так вы удалите с поверхности образовавшийся шлак. Определить очищенную поверхность можно по ее внешнему виду. Лишенный шлака шов блестит.
Движение электродом
Многие новички, которые берутся варить впервые, ошибочно думают, что Сварис 160 или 200 сделает за них всю работу. Мы не спорим, Сварис 160 и Сварис 200 — это действительно хорошие инверторы. Но наличия качественного аппарата мало, чтобы выполнить правильно работу.
Основная ошибка — это прямолинейные движения при создании шва. Профессионалы так не варят. Дабы отремонтировать кузов автомобиля или выполнить ряд других операций, нужно научиться правильно использовать аппарат, и соблюдать шов.
- Подготовив кузов автомобиля к сварке, и включив свой Сварис 160 или Сварис 200, необходимо постепенно двигаться вдоль намеченной линии шва.
- Движения при этом зигзагообразные, спиральные, елочные — то есть используется возвратная траектория. Так достигается нужное качество плавления, минимизируется риск образования пропуском.
- От скорости движения зависит сформированная сварная поверхность — толщина сварного шва, ширина, глубина и пр.
- Завершая линию, задержитесь на последней точке на несколько секунд. Это сделает шов завершенным, не допустит образования кратеров — углублений. Только после этого меняют электрод.
Отзывы наглядно доказывают, что даже новичок способен варить кузов, если грамотно подойти к вопросу и работать с качественным инвертором. Будет это Сварис 200 или любой другой агрегат, решать вам.
tvoistanok.ru
Сварка инвертором для начинающих — уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.

Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
http://www.youtube.com/watch?v=NnaJTrs2qQA
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Контроль дугового промежутка
 Схема сварочной дуги
Схема сварочной дугиГоворить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Правила формирования сварочного шва
Получение крепкого и надежного сварочного соединения во многом является результатом правильного движения электродом в сварочной ванне. Довольно примитивно это можно охарактеризовать примерно как процесс обучения письму.
Движение руки с держателем напоминает пропись первоклашки, когда навыки довольно слабые и приходится выводить то зигзаги, то кружечки, то косые линии. Но при этом, кроме движения в одной плоскости, при сваривании, нужно то приближать электрод, то наоборот удалять его.
Такие движения позволяют формировать в сварочной ванне слои металла как бы заходящие друг на друга, это и обеспечивает отлично сформированный соединительный шов.
Прямая и обратная полярность при инверторной сварке
Обычное подключение сварочных кабелей держателя к «минусу», а зажима «массы» к «плюсу» инвертора позволяет без труда сваривать все допустимые соединения, при этом такая полярность позволяет увеличить количество тепла, выделяемое при сварке.
Обратное подключение кабелей, а у инвертора такая возможность присутствует, на электрод подается «плюс», а на свариваемые детали «минус» позволяет снизить количество тепла, и соответственно соединять детали из тонкого металла без образования прожигов.
 Подбор электродов
Подбор электродовВариант работы инвертором с тонким металлом удается новичкам не с первого раза, но и профессионалам это не всегда удается.
Однако, следует знать:
- При сварке тонкого металла рекомендуется использовать обратную полярность.
- При соединении тонкого металла и более толстого, для достижения результата нужно плотно прижимать тонкий металл к более толстому и сварку производить «от толстого к тонкому» для недопущения перегрева и прожигания.
- Обе детали должны быть хорошо зачищены, ржавчина должна быть удалена, во избежание образования дополнительного шлака.
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
househill.ru
инстуркции и советы для новичков
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
 Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
к содержанию ↑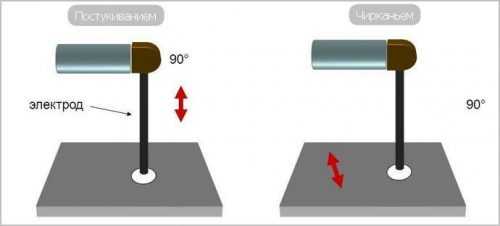 Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
к содержанию ↑СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
 Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
к содержанию ↑ Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
к содержанию ↑ С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
к содержанию ↑Положительные и отрицательные моменты в использовании инвертора
 В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
solidiron.ru
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.

Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
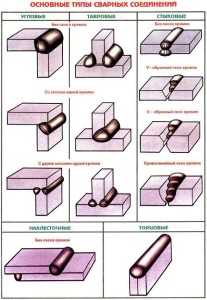
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
generatorvolt.ru