
Назначение станок фрезерный – Назначение и классификация фрезерных станков
Назначение и классификация фрезерных станков
Назначение фрезерных станков и основные типы фрез
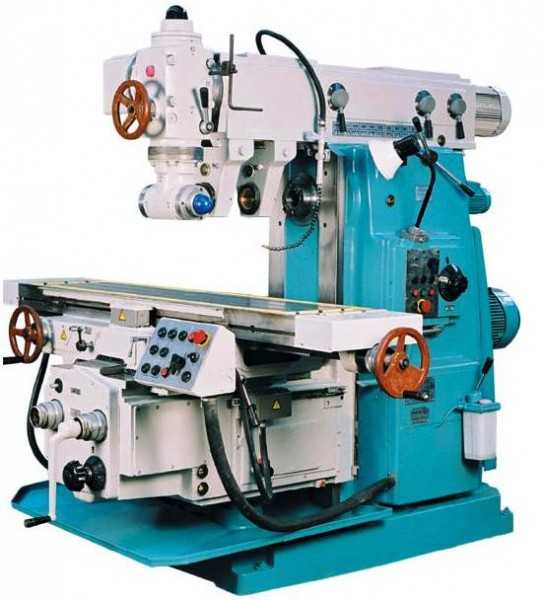
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
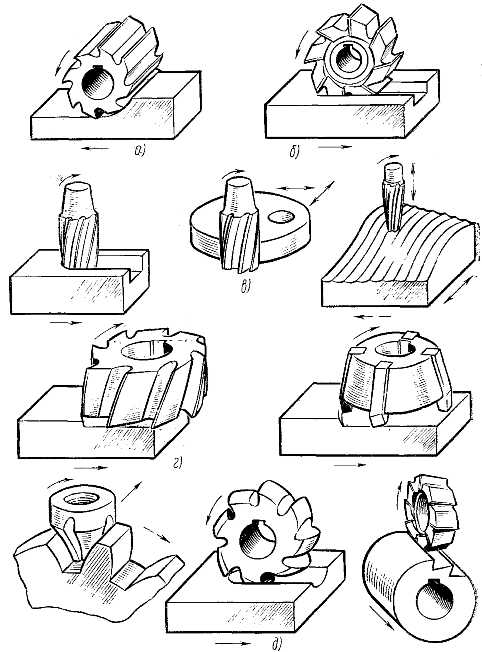
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные ,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Табл. 1.
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
|
Поколение (буквенное обозначение) |
Типоразмер | Год | Модель |
|---|---|---|---|
| — | 2 | 1932 | 682 |
| Б | 0 | ||
| 1 | |||
| 2 | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | |||
| К | 0 | ||
| 1 |
6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| Н | 0 | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| М | 0 | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| Р | 0 | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | 1973 | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | |
| 2 | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| Т | 0 | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | 1973 | 6Т11, 6Т11П | |
| 2 | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| Д | 0 | 1987 | 6Д10, 6ДМ80Ш |
| 1 | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | 1987 | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | |
| 3 | 6ДМ83Ш |
Табл. 2.
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными
. Универсальные станки используют в единичном и мелкосерийном производстве.Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Источник: Фрезерные станки А. Г. Ничков
stanok-kpo.ru
Классификация, назначение и устройство фрезерных станков.
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ (CNC).
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель — полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем — стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
infopedia.su
Назначение и классификация фрезерных станков
Выбрать станок самостоятельно — довольно непростая задача, которая, к тому же отнимет большое количество времени. В данной статье представлена классификация фрезерных станков по нескольким признакам, что поможет сделать выбор станка более быстрым и простым.
Виды выполняемых работ
Фрезерный станок работает за счет вращательного (главного) движения фрезы, установленной в шпинделе, и поступательного (движения подачи) заготовки, которая крепится к столу. Используя его, вы можете подправить размеры или изменить форму металлических, деревянных или пластмассовых заготовок. Фрезеровка необходима при изготовлении многих изделий в различных сферах: от моделирования и производства деталей машин до изготовления стильной мебели и элементов рекламной продукции.
Также возможно использование различных типов фрез, вспомогательного оборудования. Подобрав соответствующий режущий инструмент, вы сможете обработать различные заготовки: поверхности деталей и их криволинейные контуры и скосы, пазы и уступы, резьбу и многое другое.
Станки по металлу

Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Станки для деревообработки
Для обработки древесины применяют станки с вертикально расположенным шпинделем, который может иметь верхнее или нижнее расположение. Машины с верхним расположением шпинделя широко распространены на предприятиях, осуществляющих производство мебели или дверей. Стоит отметить, что особенно активно применяются фрезерно-копировальные установки. С помощью таких машин можно вырезать орнаменты и филенки, а также получать криволинейный контур.
Изготовление пазов, шипов и профилирование деталей выполняют на моделях с нижним расположением шпинделя.
Модели, предназначенные для деревообработки, также подразделяются на профессиональные и бытовые. Если вам не нужна профессиональная модель, даже при ограниченном бюджете можно подобрать оборудование для изготовления деталей и профилирования кромок. Так, под фрезерным столом можно закрепить ручной фрезер. Можно также подобрать компактный стол, который устанавливается на верстак. Преимущество такого решения — экономия пространства, а также возможность убрать оборудование после завершения работы на хранение.
Если же в вашем распоряжении есть просторная мастерская, вам подойдет стационарный стол. Основное преимущество такого стола перед переносным — большой размер крышки. На таких моделях удобно обрабатывать крупные заготовки.
Выбор станка

Мы рассмотрели несколько классификаций фрезерных станков. Подводя итоги, можно выделить критерии, на которые стоит обратить внимание при покупке такого оборудования:
- положение и количество шпинделей;
- конструкция рабочего стола;
- количество осей или степеней свободы (от двух до пяти) — зависит от того, насколько сложная конфигурация будет у обрабатываемой детали, а также от количества ее переустановок;
- точность обработки детали — на этот показатель влияют жесткость узлов конструкции, точное позиционирование детали и др.;
- мощность — на мощных моделях возможна обработка высокопрочных сталей и сплавов;
- частота вращения шпинделя — зависит от материала обрабатываемой детали и от желаемого качества получаемой поверхности;
- размер рабочей зоны — подбирается в зависимости от габаритов заготовок.
С помощью приведенной классификации и обозначенных критериев сделать выбор фрезерного станка намного проще. В каталоге на нашем сайте с помощью фильтров вы сможете отобрать варианты с подходящими параметрами. Также вы можете обратиться за консультацией к нашим специалистам, которые ответят на интересующие вопросы.
ruevit-m.ru
Сверлильно-фрезерный станок по металлу: устройство, назначение
Любому предприятию, изготавливающему детали из металла, необходим сверлильно-фрезерный станок. Он позволяет с одной установки производить сверловку и фрезерные операции. Для домашних и ремонтных мастерских выпускаются настольные модели. Компактный сверлильно-фрезерный агрегат занимает мало место и заменяет сразу 2 станка. Для производства сложных и однотипных деталей подойдет модель с ЧПУ.
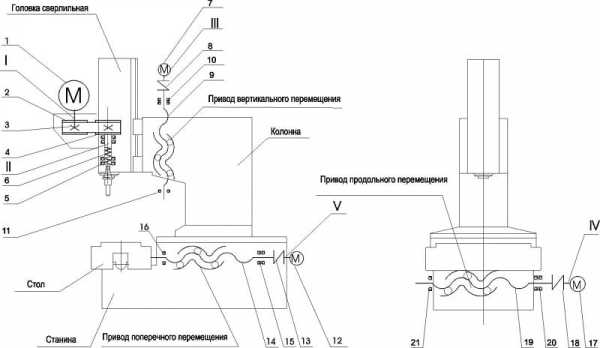
Устройство оборудования
Совместить воедино сверлильный и фрезерный станки несложно. Конструкция одностоечных моделей обоих видов оборудования одинаковая. Инструмент вращается и обрабатывает деталь, закрепленную на столе. Основные узлы:
- основание;
- колонна;
- суппорт;
- электродвигатель;
- коробка передач;
- блок управления;
- шпиндельный узел;
- стол.
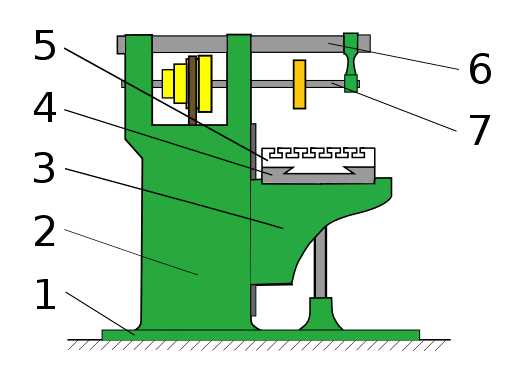
У сверлильно-фрезерного станка настольного основание низкое и плоское. Напольные типы имеют тумбы. По вертикальной колонне поднимается и опускается суппорт со шпинделем. На стойке зубчатая рейка, шестерня установлена на шпиндельном узле. Вращательный момент передается от электродвигателя на инструмент. Вертикальное перемещение вращающегося инструмента происходит за счет движения суппорта по колонне. Горизонтальное движение шпиндельной головки осуществляется по направляющим суппорта перпендикулярно движением стола. Инструмент, фрезы и сверла крепятся к шпинделю с помощью патрона.
Заготовка устанавливается на столе и фиксируется болтами и гайками. Используются Т-образные пазы в плите. Мелкие и сложные по форме заготовки фиксируются в тисках, которые входят в комплект сверлильно фрезерного оборудования.
Для выполнения однотипных операций и изготовления большого количества сложных деталей подходит сверлильно-фрезерный станок с ЧПУ. Оператор набирает программу, по которой затем самостоятельно работает станок. Подключить компьютер можно к маленькому настольному сверлильно-фрезерному оборудованию. Числовое программное управление расширяет возможности станка. Деталь обрабатывается по 3-м сторонам. Производится нарезка шлицев и гребней. Нарезка шлицев на длинных деталях типа вал осуществляется с помощью шпинделя и суппорта, установленных на столе.
Назначение сверлильно-фрезерных станков
На фрезерно-сверлильном станке с одной установки осуществляется обработка детали, производятся операции сверления и фрезерования по плоскости. Оборудование предназначено для производства запчастей, востребованных при ремонте машин и различных механизмов, самостоятельного создания оригинальных приспособлений. В частных мастерских возможно изготовление небольших партий деталей. На предприятиях с массовым производством продукции совмещенные модели типа сверлильно-фрезерного оборудования не применяются, или устанавливаются напольные агрегаты с ЧПУ.
На фрезерно-расточных станках выполняются следующие операции:
- сверление;
- фрезерование;
- расточка;
- зенкование;
- нарезка резьбы;
- выборка пазов;
- фрезерование шлицев;
- нарезка гребней.
Использование лепестковых шлифовальных кругов конической и дисковой формы позволяет производить на сверлильно фрезерном оборудовании шлифовку по плоскости и внутри отверстий. Устанавливаются круги, предназначенные для болгарок и фрезеров.

Для выполнения операций меняется инструмент, в зависимости от вида обработки. В ремонтных мастерских и у частных предпринимателей популярностью пользуется ФС 1 – станок настольный сверлильно-фрезерный. Он предназначен для обработки заготовок высотой до 200 мм и длиной 450 мм. На нем производят сверление, нарезку резьб метчиком и фрезерование по плоскостям, включая торцы. Управление у ФС 1 ручное. Вращение от двигателя на шпиндель передается ремнями.
На сверлильно фрезерном оборудовании изготавливаются детали типа:
- плиты;
- сухари;
- шпонки;
- рычаги;
- башмаки;
- корпуса.
Точность выполнения фрезерования и чистота обработки позволяют делать шаблоны различной конфигурации для обработки металлических и деревянных деталей с применением копиров. Фигурными фрезами выполняются пазы:
- прямоугольные;
- Т-образные;
- ласточкин хвост.
При подключении к станку ЧПУ, нарезаются шлицы не валах, изготавливаются зубчатые рейки крепежные болты с фигурными головками под пазы на плитах.

Станки сверлильно-фрезерные могут кроме металла обрабатывать гипс, камень, дерево. Их используют на строительстве при прокладке трасс коммуникаций. Оборудование подходит для вырезания вентиляционных отверстий, нарезания в фитингах резьбы, выборке углублений в кирпиче.
Рекомендации по выбору
Для домашнего творчества и небольших мастерских, включая ремонтные организации, подойдут настольные сверлильно фрезерные станки по металлу с ручным управлением. Они полностью справятся с реставрацией старых и изготовлением новых деталей для ремонта автомобилей, мотоблоков, других домашних механизмов. С помощью настольного оборудования можно изготавливать различные конструкции и приспособления для увеличения количества выполняемых операций настольными и ручными станками.
Популярным является настольное оборудование серии СФ-16. Сверлильно-фрезерные станки модернизировались, и каждая новая модель является более удобной, с большими возможностями по обработке.
У настольного агрегата СФ-16 скорость шпинделя переключается перекидыванием ремней. Всего положений 6. При этом на нем можно обрабатывать детали высотой до 400 мм. Данная модель имеет самый большой стол 320×900 мм.
Следующая модель СФ-16-02 сверлильно-фрезерный станок, в котором для переключения количества оборотов шпинделя имеется коробка передач и 9 скоростей. Стол меньше, всего 250×650 мм. Максимальная высота обрабатываемой заготовки 200 мм.
СФ-16-05 отличается от 02 модели обработка высокого качества и наклоняемая шпиндельная головка. Сверление и другие операции могут проводиться под углом до 45 градусов.
На всех моделях серии СФ-16 выполняются операции:
- фрезерование;
- сверление;
- нарезание резьб;
- развертывание;
- зенкование.
Первые модели настольного оборудования СФ-16 выпускалось Стерлитамакским машиностроительным предприятием еще в 1941 году. В настоящее время завод производит несколько моделей сверлильно фрезерных станков с ЧПУ.
Зарубежное настольное сверлильно-фрезерное оборудование широко представлено в магазинах белорусскими моделями ВМС-029. Модели с ручным управлением, контролируемой на пиноли глубиной сверления. Скорости переключаются перекидыванием клинового ремня. Основное предназначение – несложная обработка стальных, бронзовых и дюралевых заготовок.
Установки с ЧПУ поставляются в основном компанией Ajan Tlektronik. Выпускаются несколько моделей настольного и напольного размещения. Они могут работать самостоятельно и подключаться к конвейеру. Отличаются высокой производительностью. Отдельно поступают от компании и сверлильные малогабаритные агрегаты с ЧПУ.
Сильно отличается внешне и своим назначением серия 164 фрезерных станков. Трехшпиндельный агрегат предназначен для изготовления водоотводящих каналов и вентиляционных отверстий в трубах. Используется при прокладке систем вентиляции и водопроводов.
Модели серии WS-164 напольные с ручным управлением. Габариты по площади 1250×1150 мм. Расстояние от пола до верхней точки примерно 1900 мм.
Высокооборотистые шпинделя вращаются каждый от своего двигателя, установленного на шпиндельной головке. Они синхронизированы и запускаются с одной кнопки. В начальной точке обработки упоры фиксируются пружинами. Упоры в стартовой точке поджимаются и фиксируются пружинами. Регулировка расстояния режущей кромки инструмента от оси обрабатываемой трубы производится независимо на каждом шпинделе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерование, фрезерный станок — описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
Фрезерные станки с ЧПУ
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.

Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Другие статьи по сходной тематике
tochmeh.ru
Для чего нужен фрезерный станок
Работа ручным фрезером по дереву

При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.
Зачем нужен фрезерный станок?

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же час
i-perf.ru
Устройство и назначение универсального горизонтально–фрезерного станка
Универсальные фрезерные станки являются наиболее распространенной разновидностью консольно-фрезерных станков, предназначены для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными и модульными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и т.п. деталей.
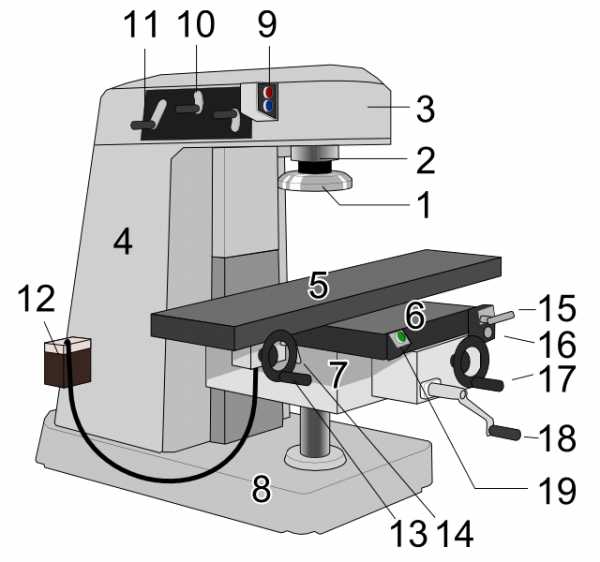
Универсально-фрезерный станок 6Н81 (рис.44) состоит из следующих основных узлов: станины А , хобота Б с подвесками, стола Е с поворотной частью Г, консоли Ж и основания З.
Станина представляет собой отливку коробчатой формы с большим числом ребер и перпендикулярных стенок, обеспечивающих жесткость конструкции. Внутри станины располагается коробка скоростей, шпиндельный узел и масляная ванна. С задней стороны станины установлено электрооборудование. На верхней части станины находятся горизонтальные направляющие, служащие для перемещения и закрепления хобота Б.
Хобот предназначается для поддержки при помощи двух кронштейнов оправки фрезы. Направляющие хобота в станине выполнены в форме ласточкина хвоста.
В передней и задней частях станины имеются два зажима, при помощи которых хобот жестко закрепляется на направляющих станины А; кронштейны перемещаются по направляющим хобота и закрепляются на них стяжными болтами. Каждый кронштейн снабжен бронзовым подшипником-втулкой, в которых вращается оправка с фрезой. Втулка имеет продольные прорези и коническую наружную поверхность, позволяющие производить при помощи гайки затяжку втулки. Этим достигается регулировка зазора между втулкой и оправкой фрезы. Для увеличения жесткости хобота могут применяться поддерживающие стойки В, связывающие хобот с консолью. При закрепленных стойках включение вертикальной подачи не допускается.
На передней стенке консоли Ж размещаются рукоятки управления движениями стола и включения любой из шестнадцати ступеней подач стола. Консоль имеет поперечные направляющие для движения салазок стола вместе с поворотной частью.
Стол служит для установки и крепления обрабатываемой детали, а также приспособлений. Крепление приспособлений, а также изделий производится в трех Т-образных пазах. На передней вертикальной грани стола имеется Т-образный паз для крепления кулачков автоматического переключения движений стола.
Поворот стола является отличительной особенностью универсально-фрезерного станка. Поворотная плита Д может поворачиваться и закрепляться на салазках под нужным углом. На верхней части поворотной плиты имеются направляющие для продольного перемещения стола. При повороте плиты продольное перемещение стола происходит под нужным углом к плоскости расположения фрезы.
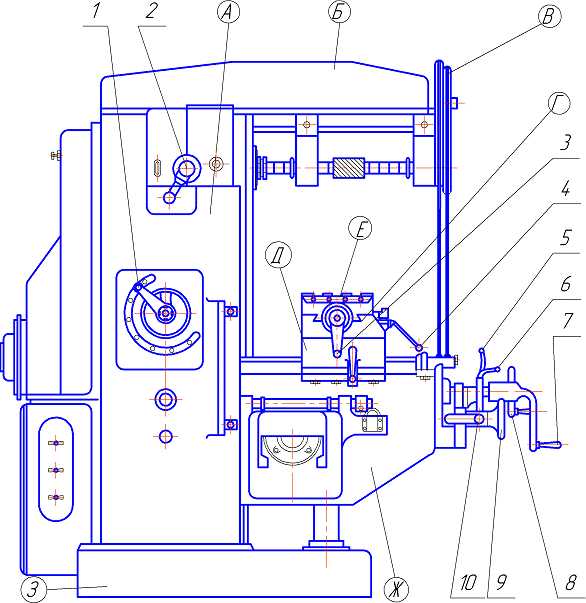
Рисунок 44 — Общий вид универсально-фрезерного станка модели 6Н81.
Основание служит для установки и крепления станка. Представляет собой пустотелую чугунную отливку коробчатой формы, служащая одновременно резервуаром для охлаждающей жидкости, подаваемой в зону резания, электронасосом, установленным на основании с правой стороны.
Рукоятки станка 6Н81 имеют следующие назначения:
1 – рукоятка переключения коробки скоростей;
2 – рукоятка включения механизма перебора коробки скоростей;
3 – рукоятка ручного продольного перемещения стола;
4 – рукоятка управления продольной подачей стола;
5 – рукоятка управления поперечной подачей;
6 – рукоятка управления вертикальной подачей;
7 – рукоятка ручного вертикального перемещения стола;
8 – маховичок ручного поперечного перемещения стола;
9 – маховичок переключения коробки подач;
10 – рукоятка переключения механизма перебора коробки подач.
Фрезерные приспособления
В процессе фрезерования заготовка должна быть закреплена в необходимом по отношению к фрезе положении, а само крепление должно быть достаточно прочным и жестким, чтобы противостоять силам резания, возникающим при обработке. Чаще всего с этой целью применяют планки, машинные тиски, упоры и универсальную делительную головку, которые и называют приспособлениями.
К простейшему виду крепёжных приспособлений относят прижимные планки, которые при помощи болтов прижимают заготовку либо к поверхности стола, либо к особым планкам, которые подкладывают под заготовку (рис.45). Квадратные головки болтов при этом вводят в Т-образные пазы стола станка.
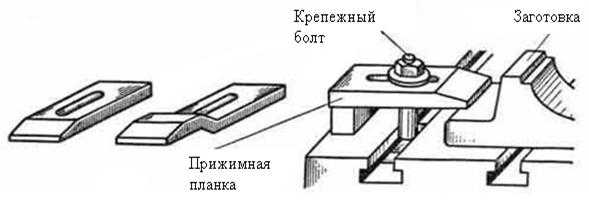
Рисунок 45 — Крепление заготовки прижимными планками
Для закрепления заготовок широко применяют машинные тиски, у которых одна из губок неподвижна. В зависимости от того, как должна быть установлена заготовка по отношению к фрезе, используют простые (рис.46,а), поворотные (рис.46, б) и универсальные (рис.46, в) машинные тиски.
а б

в
Рисунок 46 — Типы машинных тисков: а – простые, б – поворотные, в – универсальные
Поворотные тиски обеспечивают возможность поворота заготовки без ее раскрепления вокруг вертикальной оси, а универсальные – вокруг вертикальной и горизонтальной осей. Углы поворота устанавливают по значениям, указанным на круговых шкалах основания тисков.
Тиски закрепляют на столе станка при помощи болтов, головки которых вводят в Т-образные пазы стола.
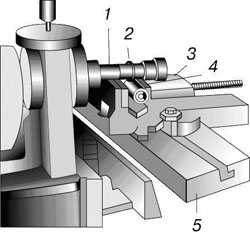
Универсальная делительная головка (УДГ).Одним из сложных видов работ, выполняемых на фрезерных станках, является последовательное фрезерование на заготовке нескольких фасонных канавок, расположенных под заданными углами друг к другу. Примером детали с такими канавками является зубчатое колесо. Последовательное фрезерование очередной канавки после фрезерования предыдущей без раскрепления и снятия заготовки со станка требует поворота ее на заданный между канавками угол. С этой целью используют приспособление, называемое универсальной делительной головкой (рис. 47).
Универсальные делительные головки значительно расширяют технологические возможности фрезерных станков, способствуют повышению, как производительности, так и точности обработки. Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять ее поворот на требуемый угол, обеспечивать непрерывное вращение заготовки при фрезеровании винтовых канавок.
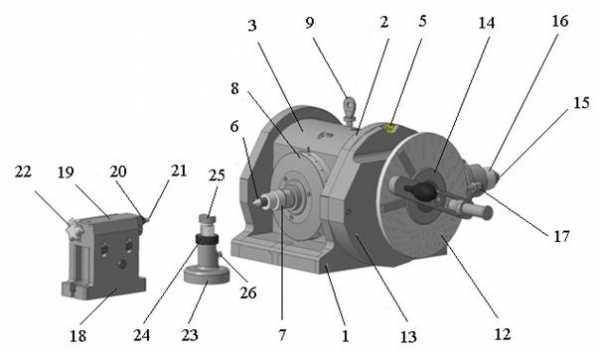
Рисунок 47 — Универсальная делительная головка
Универсальные делительные головки используют при выполнении таких видов работ, как нарезание зубьев зубчатых колес, фрезерование стружечных канавок у сверл, разверток, зенкеров, метчиков и фрез; фрезерование боковых граней специальных болтов, гаек и т. п.
Делительная головка имеет чугунное основание 1 со стяжными дугами 2, на котором установлен корпус 3. Ослабив гайки 4 (рис.48), можно поворачивать корпус на определенный угол. Отсчет углов поворота производится по шкале и нониусу 5 (рис.47), имеющемуся на корпусе.
На опорной плоскости основания делительной головки имеются два точно пригнанных параллельно шпинделю сухаря, которые служат для установки головки и задней бабки в пазы стола фрезерного станка.
В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены под конус Морзе. На одном конце устанавливается центр 6, на другом – оправка для дифференциального деления. Передний конец шпинделя имеет резьбу 7 и центрующий поясок для установки и крепления планшайбы с поводком или самоцентрующегося патрона. На буртике шпинделя установлен лимб 8 непосредственного деления.
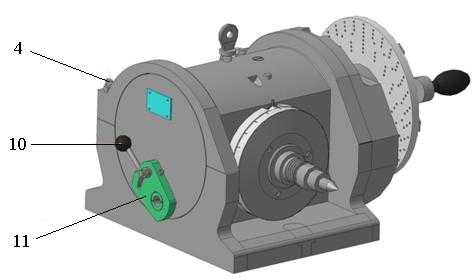
Рисунок 48 — Делительная головка (вид сзади).
На шпинделе, в средней его части, установлено червячное колесо с круговой выточкой на торце, в которую входит конец зажима 9, смонтированного в корпусе 3. Червячное колесо, имеющее 40 зубьев, получает вращение от однозаходного червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 10 (рис.48) с сектором 11. Передаточное отношение червячной пары составляет 1:40.Делительный диск 12 посажен на вал, смонтированный в подшипниках скольжения, один конец которого расположен в корпусе 2 (см.рис.47), другой – в крышке 13. Крышка фиксируется на корпусе центрирующей расточкой и крепится неподвижно к основанию. Количество отверстий на делительных кругах, расположенных с одной стороны делительного диска, равно 24, 25, 28, 30, 34, 37, 38,39, 41, 42 и 43, и с другой стороны – 45, 46, 49, 51, 53, 54, 57, 58, 59, 62, 66.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная рамка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 14, состоящий из двух линеек и зажимного винта, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 15 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 16 с фланцем. Втулка крепится в крышке 11. На его конце расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 17.
Задняя бабка служит для крепления обрабатываемой детали. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 18 расположен корпус 19, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно перемещать вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 20 с полуцентром 21 осуществляется вращением маховика 22, укрепленного на винте.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли, сухари обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет является дополнительной опорой при обработке длинных и тонких деталей. Он состоит из корпуса 23, в котором расположен винт, перемещающийся с помощью гайки 24. Винт имеет призматическую головку 25. С помощью стопорного винта 26 головку можно закреплять на требуемой высоте.
Периодический поворот обрабатываемой детали на определенный угол выполняют способами непосредственного, простого и сложного (дифференциального) деления. При этом обычно кроме заданного числа, на которое необходимо разделить окружность, учитывается также и характеристика N делительной головки, которая представляет собой величину, обратную передаточному отношению червячной передачи. Все делительные головки отечественного производства имеют характеристику N = 40.
Непосредственное деление осуществляют поворотом шпинделя универсальной делительной головки с закрепленной на нем заготовкой рукояткой, при этом отсчет угла поворота ведут по лимбу 8. Данный метод не обеспечивает высокую точность угла поворота. Его применяют при повороте заготовок на углы типовых значений: 10, 20, 30, 40, 60, 90, 120, 180 градусов.
Простое деление реализуют в тех случаях, когда требуется обеспечить высокую точность углового расположения обрабатываемых поверхностей заготовки друг относительно друга.
Заготовку при использовании данного метода поворачивают на заданный угол α (заданную часть окружности) вращением рукоятки. Требуемая точность углового расположения обработанных поверхностей достигается применением в процессе «деления» делительного диска 12 и проведением до обработки некоторых расчетов с последующей несложной наладкой универсальной делительной головки. Основная задача при расчетах состоит в определении числа оборотов nррукоятки, которое следует сделать для поворота заготовки на заданный угол α. Это число определяют по формуле:
nр = N / z , (6)
где z – часть полного оборота заготовки, соответствующая повороту ее на заданный угол α; z = 360/α . При фрезеровании многогранника значение z соответствует числу его граней.
Дифференциальное деление.Дифференциальное деление применяют при необходимости поворота заготовки на заданный угол в том случае, когда метод непосредственного деления не обеспечивает заданную точность углового расположения обработанных поверхностей, а возможность такого поворота простым методом не предусмотрена. Методика выполнения деления заготовки в данной работе не рассматривается.
Установка режима резания.
Элементами режима резания при фрезеровании являются: скорость главного движения резания υ, м/мин, подача заготовки s и глубина резания t, мм. Скорость резания представляет собой окружную скорость точек режущих кромок лезвия фрезы, наиболее удаленных от её оси. Скорость резания определяют по формуле:
υ = π Dфр n / 1000, (7)
где Dфр – диаметр фрезы, мм; n – частота вращения фрезы, мин-1.
Подача s – поступательное перемещение заготовки относительно фрезы в единицу времени. Подачу выбирают, исходя из прочности обрабатываемого материала и режущего инструмента, глубины резания и требований к шероховатости обработанной поверхности.
При фрезеровании различают три вида подач:
– минутную подачу Sм, мм/мин, которая соответствует величине перемещения стола с заготовкой за минуту;
– подачу на оборот Sо, мм/об, равную значению перемещения стола с заготовкой за один оборот фрезы;
– подачу на зуб Sz, мм/зуб, которая равна перемещению стола с заготовкой за время поворота фрезы на угловой шаг ее зубьев. Подачу на зуб выбирают из справочника. Она является исходной для расчета Sо и Sм:
So = Sz·z ; (8)
Sм = So∙n = Sz·z·n. (9)
Глубиной резания называют расстояние между обрабатываемой и обра-ботанной поверхностями заготовки по нормали к обработанной поверхности. На основе заданной или выбранной по справочнику скорости главного движения резания рассчитывают частоту вращения шпинделя nрасч на основе формулы (7), а затем по табличным данным станка выбирают частоту вращения шпинделя, выполнив условие nст≤ nрасч. Вслед за этим рукоятки коробки скоростей устанавливают в положения, обеспечивающие выбранное значение nст.
Исходя из принятой частоты вращения шпинделя nст, числа зубьев фрезы и подачи на зуб Sz по формуле (9) рассчитывают минутную подачу. На станке устанавливают ближайшее меньшее значение минутной подачи, которое указано на таблице коробки подач станка.
Установку фрезы на необходимую глубину резания t при фрезеровании осуществляют следующим образом:
– сообщают фрезе вращательное движение;
– подводят фрезу до касания с обрабатываемой поверхностью заготовки вращением рукояток продольной, поперечной и вертикальной подач;
– отводят заготовку от фрезы;
– вращением рукоятки вертикальной подачи перемещают стол с заготовкой на глубину резания немного меньшую, чем требуемая глубина резания t;
– фрезеруют поверхность заготовки ручным движением подачи на длину 3…5 мм;
– отводят заготовку, останавливают вращение фрезы и измеряют полученный размер;
– корректируют положение заготовки относительно фрезы перемещением стола в направлении установленной глубины резания на расстояние, равное разности между получившимся и требуемым размерами;
– включают механическую подачу стола и фрезеруют поверхность заготовки.
– отводят заготовку, останавливают вращение фрезы и измеряют полученный размер;
– корректируют положение заготовки относительно фрезы перемещением стола в направлении установленной глубины резания на расстояние, равное разности между получившимся и требуемым размерами;
– включают механическую подачу стола и фрезеруют поверхность заготовки.
cyberpedia.su